



Twin Screw E×truder Guide: Working Principle, Types, and How To Choose
Quick Specs
| Screw Configuration | Co-rotating or Counter-rotating |
| Typical L/D Ratio | ³2:1 – 52:1 (up to 68:1) |
| Screw Diameter Range | 20 mm – 200+ mm |
| Throughput Range | 5 – 8,000 kg/h |
| Ma× Screw Speed (Co-rotating) | Up to 1,200 RPM |
| Common Materials | PP, PE, PA, PVC, PET, ABS, TPU |
Twin screw extruder uses two intermeshing screws rotating inside a heated barrel, functions to mix, heat and shape raw materials into finished parts or pellets. It is most often used for polymer compounding lines, pharmaceutical continuous manufacturing systems, pet food processing lines, and plastic recycling lines worldwide. The global twin screw extruder market size in 2025 was valued at about USD 1.52 billion and is expected to grow at a CAGR of 5 % through 2033 based on demand for high quality compounding and efficient recycling techniques.
This article will allow you to understand how it works at the component level; compare all four types of twin screw extruders side by side; and provide a framework to determine which type fits your process needs. Every specification and cost figure provided below has been obtained from published industry sources so you can confidently compare quotes and specifications in hard financial terms rather than marketing brochures.
How a Twin Screw Extruder Works
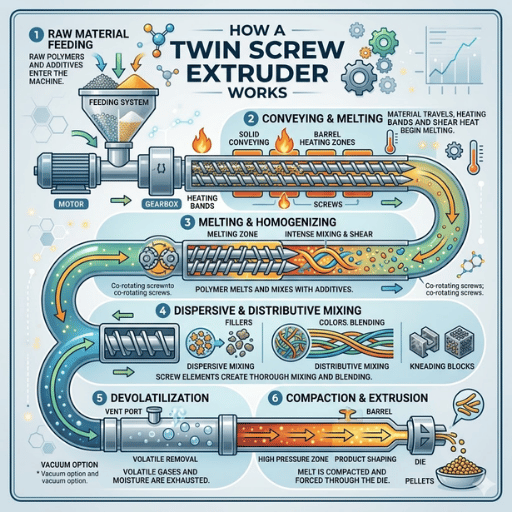
Twin screw extruder features two screws mounted concentrically inside a segmented barrel as shown. Both screws are designed to intermesh, meaning the flights of the two screws will nest into each other as the screws are designed to rotate in a co-rotating direction. Intermeshing provides a self-wiping action that simultaneously conveys material forward while improving the distribution of shear forces along the barrel length and enhances mixing.
Inside, the segmented barrel is made up of 6 to 12 independently controlled temperature zones arranged along its length. Independently controlled cooling or heating loops control liquid temperature to keep melt process temperature within ±2 °C of setpoint. Raw material enters through a feed hopper, is transported through different sectional regions, and is finally discharged through a die to be formed into various shapes and sizes of finished pellets or parts.
📐 Engineering Note
The extrusion process passes through five sectional zones: Feed zone (solid conveying at 40–80 °C) → Melt zone (plastication via shear and barrel heat) → Mixing zone (kneading blocks apply distributive and dispersive mixing) → Degassing zone (atmospheric or vacuum vent removes moisture and volatiles) → Metering zone (builds pressure for die discharge). Specific location, style and depth of these zone sections can be modified by designing the arrangement of individual screw elements along the extruder screw shaft.
Behind the screw section sits the gearbox and drives assembly. Typical torque levels for modern co-rotating twin-screw extruders are 30% higher than older designs, attaining torque densities of 18 Nm/cm³ according to data published by the SPE Extrusion Division. Incorporate torque with your motor dimension using the formula Torque = 9,550 × kW ÷ RPM, so a 150 kW motor at 600 RPM yields roughly 2,388 Nm each shaft.
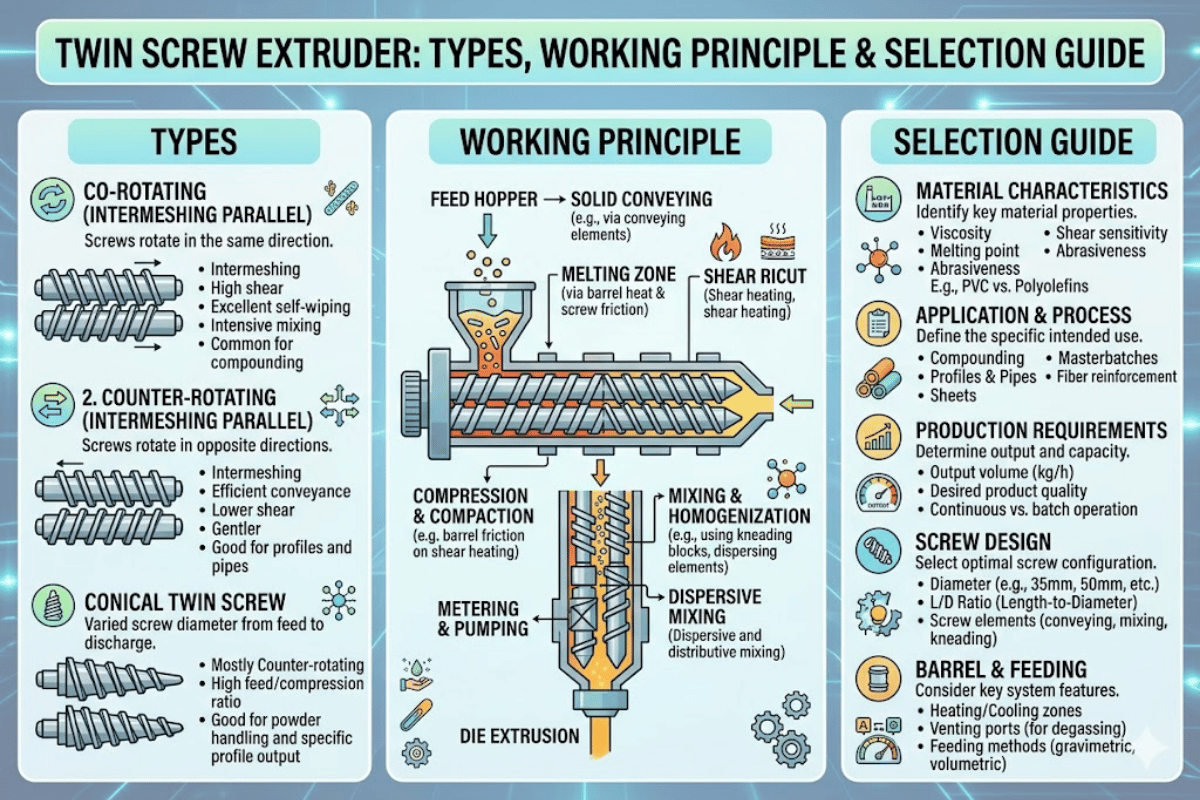
4 Types of Twin Screw Extruders Compared

Four types of twin screw extruders exist depending on the screw rotation direction (co-rotating or counter-rotating) and barrel design (parallel or conical): each targets a different set of throughput and process requirements.
| Type | Screw Speed | L/D Range | Best For |
|---|---|---|---|
| Co-rotating Parallel | 300 – 1,200 RPM | 32:1 – 68:1 | Polymer compounding, masterbatch, food extrusion |
| Counter-rotating Parallel | 30 – 60 RPM | 10:1 – 25:1 | PVC calendering, low-shear mixing |
| Co-rotating Conical | 200 – 600 RPM | Tapered | Lab-scale research, small-batch trials |
| Counter-rotating Conical | 10 – 50 RPM | Tapered | PVC pipe and profile extrusion, rigid sheet |
In a co-rotating twin screw extruder, the screws will rotate in the same direction. An open channel formed by the intermeshing screw flights creates a figure-eight path to deliver good mixing and consistent residence time. Co-rotating configuration is suitable for handling the broadest range of thermoplastic polymers and is by far the most common twin screw configuration used globally for most thermoplastic compounding operations.
Counter-rotating designs spin the screws in opposite directions. When the flights engage, they press against one another creating a calendering effect at low rpm, which works well with PVC and other heat-sensitive materials. Twin screw extruders are highly versatile machines making them suitable for various applications requiring precise process control. Twin screw extruder machines with conical barrels taper from a larger feed diameter to a smaller discharge diameter, building pressure naturally without separate melt pumps.
A frequent example of wrong choice is to specify a co-rotating parallel machine for rigid PVC profiles. PVC has a relatively small processing window (165–185 °C) and degrades quickly under high shear. Counter-rotating, conical twin screw extruders maintain suitably low shear rates, while producing enough pressure for profile dies.
Twin Screw Extruder vs Single Screw Extruder
For a twin-screw or single screw, it really depends on what you want to do with your material. Single screw equipments are conveying and melting very efficiently in just one passage, where twin screw extruders provide an extraordinary mixing efficiency.9,10
| Parameter | Twin Screw | Single Screw |
|---|---|---|
| Mixing Capability | Distributive + dispersive; handles filler up to 80% | Primarily distributive; filler limited to ~40% |
| Throughput | 30 – 4,000 kg/h (parallel co-rotating) | 50 – 1,500 kg/h typical |
| Capital Cost | 1.5× – 3× higher | Lower entry point |
| Screw Configuration | Modular; screw elements rearranged per recipe | Fixed; one-piece screw design |
| Self-Wiping | Yes (intermeshing designs) | No; requires manual cleaning |
| Best Application | Compounding, reactive extrusion, recycling | Simple melting, pipe extrusion, film blowing |
If your process is limited to melting and forming one polymer and not adding any filler material a single screw extruder may be a more cost effective way to achieve the same end result. Consider a twin screw when blending multiple resins or to add fillers or 30% or more, or if using reactive formulations that would need precise control of residence time.
Key Applications for Twin Screw Extrusion

Twin screw extruders are used in industries where quality of output can impact profit; continuous operation, exact temperature control and accurate product quality assurance. The main application markets are:
| Application | Throughput Range | Key Requirement |
|---|---|---|
| Polymer Compounding | 200 – 4,000 kg/h | High torque for filled systems |
| Masterbatch / Color Concentrate | 150 – 2,000 kg/h | Pigment dispersion uniformity |
| Pet Food & Snack Extrusion | 100 – 1,200 kg/h | Starch gelatinization, moisture control |
| Pharmaceutical (HME) | 1 – 50 kg/h | GMP, residence time control |
| Plastic Recycling | 300 – 3,000 kg/h | Degassing, contamination tolerance |
| Wire & Cable Compounding | 200 – 1,500 kg/h | Flame retardant dispersion |
| Pipe & Profile Extrusion | 50 – 500 kg/h | Dimensional stability, low shear (PVC) |
In the areas of plastic compounding machinery co-rotating parallel machines are prevalent as they are capable of processing extremely high filler loadings of 60-80% for calcium carbonate and 30-50% for glass fibres that single-screw designs could not; while in the food industries, twin-screw extrusion has been used to replacing batch cooking for snack pellets and pet foods due to continuous processing providing consistent quality along with 20-35% reduction in energy use over batch systems.
Pharmaceutical hot-melt extrusion represents one of the fastest-growing areas. A recent reviewed paper from AAPS PharmSciTech is a good reference piece to demonstrate the use of the twin-screw extruder as a continuous mixer to produce amorphous solid dispersions, thus improving bioavailability of poorly soluble drugs to desired levels. Laboratory scale extruder models with throughput down to 0.4 kg allow R&D teams to pilot the formulation prior to production.
For recycling, twin-screw extrusion is used to process post-consumer plastics with mixed polymers, high moisture content and dirt. Venting and degassing sections are used to vent out some volatile components, while the feed screw and barrel section produce a steady quality melt. Downstream equipment like underwater pelletizing system can finally extrude and cut evenly shaped pellets ready for reprocessing or direct sale.
Performance Specifications That Affect Output Quality

Five specifications will differentiate a successful twin screw extruder from an unsuccessful one. Equality is the key when comparing these five parameters to one another, before seeking a quote.
5 Specifications to Compare
- Specific Torque (Nm/cm): Current machines are at 18 Nm/cm. Stay 20% below rated capacity for normal operation. The higher the torque, the higher the viscosity of the polymer mixtures, or the large amount of filled compounds, which can be processed without burning the motor.
- L/D Ratio: Standard ranges from 32:1 to 48:1. For compounds requiring back-mixing or with high volatile contents, add on to 52:1 with zones for mixing and degassing in reactive extrusion or volatile removal. Increasing barrel length increases residence time while providing for greater exposure to the heat.
- Screw Speed (RPM): Co-rotating units operate from 300 to 1,200; counter rotating models are limited at roughly 60. Going from 200 to 300 rpm greatly increases efficiencies or output, while providing more shear energy. Choose based on thermal requirements of resin.
- Temperature Control System: Always look for independent/individual heating and cooling to every barrel section, in 8 to 12 zones. Tight, independent control of temperature is necessary to avoid significant variation in melt temperature, which can be lower than ±2 °C and, ultimately, cause degradation.
- Downstream equipment: Strand pelletizers, underwater pelletizers, sheet dies may all place back-pressure demands on the extruder. Confirm maximum die pressure (between 100 and 350 bar) is required for your downstream equipment.
📐 Engineering Note
Sizing the drive motor: Torque (Nm) = 9,550 × Power (kW) ÷ Screw Speed (RPM). For example, a 200 kW drive motor at 500 rpm will produce 3,820 Nm per shaft. As Plastics Technology informs us, the most common cause of premature gearbox failure is an undersized motor. Always select a motor that will provide 20% more torque than used in the process.
Common Problems and How To Prevent Them
Even a good twin screw extruder will occasionally have problems. There are five root causes for any observed failure that are entirely preventable by proper setup and condition monitoring.
Screw flights and barrel liners are eroded over time when processing aggressive minerals such as calcium carbonate and glass fiber. As clearance increases between screw and barrel, the material escapes backwards, negatively affecting output, mixing, and homogeneity. Solution: price special bimetallic or nitrided barrels when handling aggressive formulations and record the exiting screw O.D. on each scheduled element change.
Excessivete in one or two specific barrel zones energizes the resin excessively, leading to discoloration, degradation, and potentially off gassing. Common failures include, failing to supply cooling water to all zones, failing thermocouples, screw misalignment leading to facetearching. Attention should be paid to these issues on startup. A dedicated engineer should be responsible for inspecting cooling, calibrating thermocouples and verifying screw alignment.
Too much trapped air and solvent will cause surface pigmented pellet defects, voids and bubbles. If the vent area is inadequately lengthened or vacuum level is inadequate, the gas gets trapped in the melt. Prevention: Place open port at top of low pressure zone. Target a vacuum level of 50 to 100 mbar on feeds sensitive to moisture.
Starving or flooding the extruder causes the screw speed/material flow balances to be thrown out of sync. Also affects throughput, torque and eventual lumping of feed in hopper. Prevention: Using gravimetric feeders measuring to ±0.5% accuracy. Match the feed rate by motor amps in real time.
Running at or near 100% of rated torque over time destroys the gearbox and causes prematurely screw failure. Commonly observed when starting the extruder with cold materials or with too much filler above the design installation limits. Prevention: Do not require more than 60% rated speed at initial run-up. This can be increased incrementally after the barrel reaches setpoint temperature. Maintain continuous operation below 80% of rated torque.
How To Select the Right Twin Screw Extruder
Choosing a twin screw extruder that isn,t right for you is an expensive waste of capital equipment. A machine that,isn,t designed for your applications will stifle growth and limit mold flow. Use the following checklist to guide you through the seven key decisions that determine if a twin screw extruder is suitable for your applications.
- ✔
Material type: Thermoplastic, thermoset, food-grade, or pharmaceutical? Co-rotating parallel covers the widest range. Counter-rotating conical is required for rigid PVC. - ✔
Throughput target: Match screw diameter to your production volume. A 35 mm machine handles 30–80 kg/h; a 90 mm machine handles 500–2,000 kg/h. - ✔
L/D ratio: Standard compounding uses 36:1–44:1. Reactive extrusion or heavy degassing needs 48:1–60:1. Longer barrels add cost and floor space. - ✔
Torque class: Standard (≤11 Nm/cm³), high-torque (13–15 Nm/cm³), or premium (≥18 Nm/cm³). Filled systems above 50% loading need high-torque or premium class. - ✔
Modularity: Can you rearrange barrel sections and screw elements without machining? Modular designs let you customize the same machine for different recipes. - ✔
Process control system: At minimum: PLC-based temperature control, gravimetric feeder interface, and real-time torque/pressure display. Advanced systems add recipe storage and data logging. - ✔
Total cost of ownership: Initial price is only 30–50% of the 5-year cost. Factor in energy consumption, screw and barrel replacement intervals, spare parts availability, and operator training.
Budget twin screw extruders that are under $50,000 for typical industrial applications will have 40% higher cost of ownership over 5 years due to accelerated screw wear (which requires screw replacement every 12-18 months), greater power draw, and unplanned downtime which could total 10-15% of your production time. Always compare documented screw and barrel run length data before placing a purchase order.
✔ Advantages
- Twin screw extruders offer superior mixing for multi-component formulations
- Modular screw design enables rapid changeovers
- Self-wiping intermeshing geometry reduces cleaning time
- High efficiency energy transfer through co-rotating shear
- Capable of feeding liquids, side feeding, vacuum venting in a single pass
⚠ Limitations
- Capital cost 1.5–3× higher than single screw machines
- Screw elements and barrel sections are wear parts that need diligent replacement schedules
- Operator familiarity is higher due to the modular design
- Counter-rotating designs limited to low-speed, niche applications
- Gearbox repairs are expensive and require specialist service
Frequently Asked Questions

Q: What is a twin screw extruder used for?
View Answer
Q: Which is better: single screw or twin screw extruder?
View Answer
Q: What are the problems associated with twin screw extruders?
View Answer
Q: How much does a twin screw extruder cost?
View Answer
Q: What is the ROI of investing in a twin screw extruder?
View Answer
Q: Can twin screw extruders process recycled plastic?
View Answer
Are you trying to determine the right twin screw extruder system for your manufacturing process?
About This Analysis
UDTECH, Inc. designs and manufactures co-rotating and counter-rotating twin screw extruders, parallel orientated, as well as conical models for screw diameters from 35 mm to 145 mm. Technical information, troubleshooting data, and cost references provided in this article are obtained from a range of published sources in the plastics industry such as the SPE Extrusion Division, AAPS PharmSciTech, and Plastics Technology. The process control sections are written from the experience of our engineering team through testing of the extruders for polymer compounding, masterbatch, and recycling.
References & Sources
- Twin Screw Extruders as Continuous Mixers for Thermal Processing: a Technical and Historical Perspective — AAPS PharmSciTech (National Library of Medicine)
- Twin Screw Extruder Operating Range — SPE Extrusion Division
- Torque & Speed: How Much Is Enough? — Plastics Technology
- Twin Screw Extruders Market Report — Cognitive Market Research
- Plastic Extrusion Machine Market Size & Share Report, 2030 — Grand View Research
Related Articles
- Single Screw Extruder — Specifications, types, and applications for single-screw systems
- Understanding Pellet Making Machines: Types, Processes, and Buying Guide — How pelletizing works downstream of extrusion
- Plastic Pipe Making Machine: Guide to PVC, PE, and PP Pipe Production — Pipe extrusion lines that pair with twin screw compounders
- Filler Masterbatch Compounding Extruder — High-filler processing at scale
- Underwater Pelletizing System — Downstream pelletizing for compounding lines






