



Polypropylene (PP): Definition, Properties, Grades, and Processing Guide
Quick Specs — Polypropylene (PP)
| Chemical formula | (C₃H₆)ₙ |
| Density | 0.895–0.92 g/cm³ |
| Melting point | 130–171 °C (266–340 °F) |
| Glass transition | −20 °C (−4 °F) |
| Tensile strength | 31–41 MPa (ASTM D638) |
| Melt flow index | 1–100 g/10 min (grade-dependent) |
| Resin ID code | #5 PP |
| FDA food contact | Yes (21 CFR 177.1520) |
Polypropylene (PP) is the second-most produced plastic in the world behind Polyethylene. Its global demand is over 73 million tons annually, feeding industries as diverse as food packaging to automotive manufacture. Yet in the hands of many engineers and procurement teams the details of popular PP grades are lost through confusion, resulting in the wrong processing window, or, subtle differences in properties ignored by the end user. This guide covers everything – what is polypropylene plastic, its types of measurable properties, available grades, how PP compares to PE, when and where it is used industrially, and how PP is processed by extrusion and molding into finished plastic parts.
What Is Polypropylene?
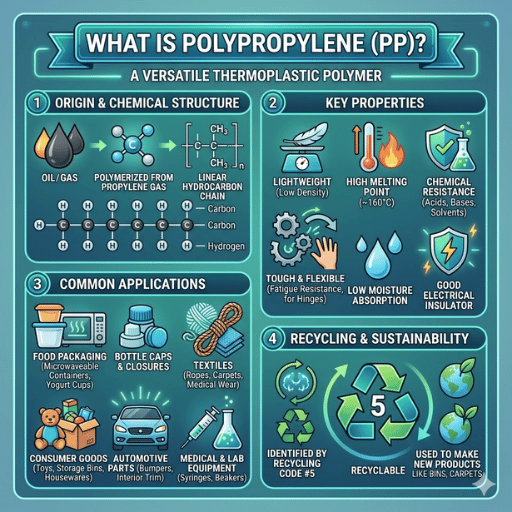
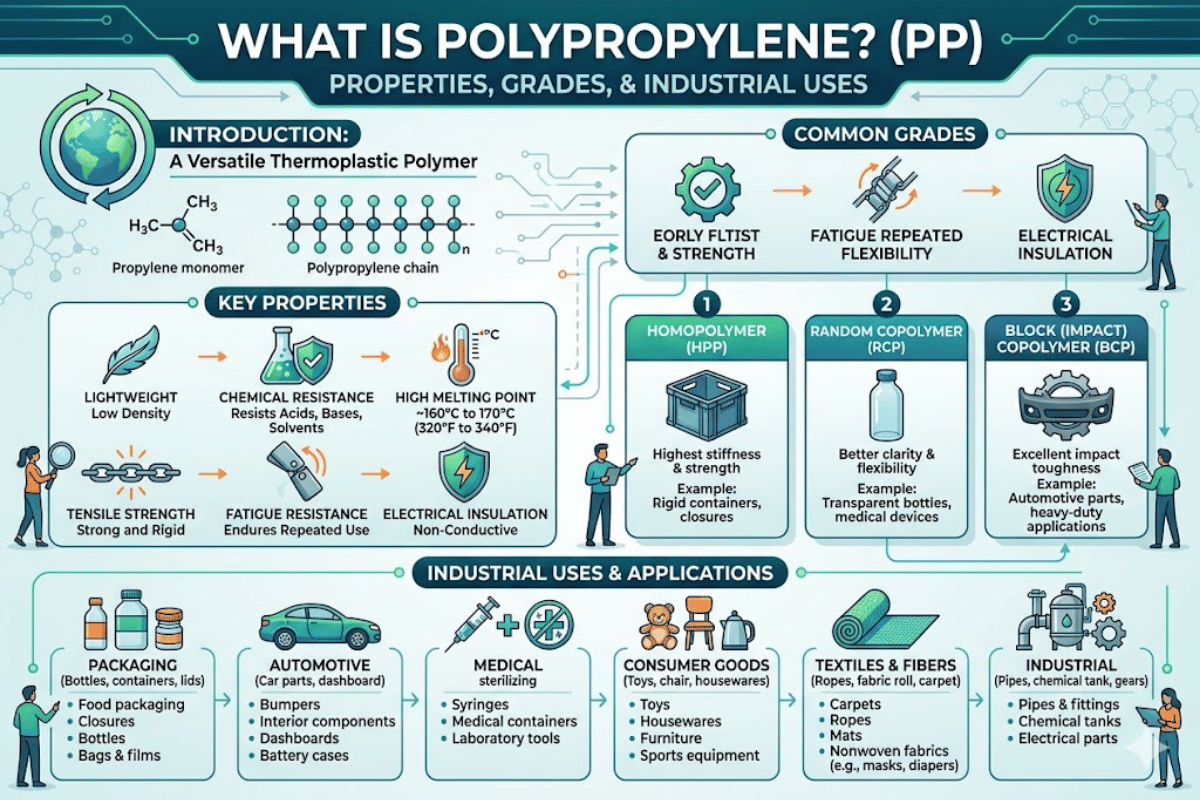
Polypropylene (Polypropene) is a thermoplastic polymer made by chain-growth polymerization from propylene gas (C3H6) using either a Ziegler Natta or metallocene catalyst system. It is part of the polyolefin group and is one of the most commonly found plastics used in food packaging, automotive components, textiles, and medical applications due to its chemical and corrosion resistance, low weight and fatigue resistance. Polypropylene has the Resin identification code #5 and is licenced as food contact approved by the US Food and Drug Administration 21 CFR 177.1520.
In 1954, Italian chemist Giulio Natta discovered PP in Italy and in Germany in the same year independently by Carl Rehn. Both chemists patented processes to polymerize gaseous propylene into a crystalline, stereoregular (isotactic) form. Natta’s working depended on a catalyst composition of Titanium chloride (TiCl₄) and Aluminum alkyl to immerse the propylene at the correct speed for five minutes such that due to the reaction rate the resulting polymer molecule was able to attach to the reactant chain in a stereoregular pattern.
After this work, the first industrial production of isotactic polypropylene began in 1957 under the auspices of the Milan-based Montecatini company (now part of LyondellBasell). PP quickly filtered into food and beverage packaging, woven sacks and else injection-molded products quickly. Then by the 1970’s, catalyst development improvements – in particular the development of high-yield, fourth generation catalysts – reduced prices further and strengthened the applications held for polypropylene into automotive, medical and civil engineering.
Today, global production of polypropylene is around 73 million tons per year with an industry value of over $125 billion. Structurally, the PP derivative is classed as a commodity plastic – cheap, lightweight (0.895-0.92 g/cm the lowest of all commodity thermoplastics), recyclable (#5-coded) and with simple formula (CH) placing the element carbon and hydrogen in the backbone. As the backbone structure contains no heteroatoms, the chemical resistance of PP is excellent and this in turn tends to drive 0 procurement costs from the price point of propylene which is a petrochemical bulk byproduct from petrol refining and natural gas.
Key Properties of Polypropylene

Listed properties of polypropylene make for one of the most versatile commodity plastics in production today. Below are measured values from basic ASTM testing methods – the numbers that count when specifying polypropylene for a design or choosing a particular resin grade.
| Property | Value | Test Method |
|---|---|---|
| Density | 0.895–0.92 g/cm³ | ASTM D792 |
| Melting point | 160–165 °C (homopolymer) | ASTM D3418 |
| Tensile strength | 31–41 MPa | ASTM D638 |
| Flexural modulus | 1.5–2.0 GPa | ASTM D790 |
| Elongation at break | 100–600% | ASTM D638 |
| HDT at 0.46 MPa | 100–110 °C | ASTM D648 |
| Water absorption | <0.03% | ASTM D570 |
Of all the several properties listed, the chemical resistance is a defining characteristic of PP. PP is widely used because it is resistant to almost all dilute and concentrated acids including Hydrochloric acid (HCl) and Sulfuric acid (HSO), to dilute hydroxides such as Sodium hydroxide (NaOH), to all alcohols and most organic chemicals as carried at room temperature.
Another strength area is fatigue resistance. Polypropylene is a fatigue resistant material with high tensile strength, which accounts for its prominent use in living hinge technology – the extremely thin flexible ‘hinges’ on flip top bottle caps, tool boxes and binder spines. A well designed Polypropylene living hinge can flex over one million times without cracking, a durability level impossible with polyethylene and polystyrene.
The material also has some drawbacks. In the absence of UV stabilisers (most commonly Hindered Amine Light Stabilizers – HALS) Polypropylene degrades very rapidly in sunlight turning chalky and brittle within several months. The heat resistance is reasonable at 160 165 C for the melting point, but the glass transition temperature at 20 C defines a temperature below which the material becomes brittle and impact strength drops off enormously (homopolymer grades particularly so).
Note on engineering: for structural PP usage between 0 – C specify block copolymer grades containing 5-15% Ethylene to maintain impact strength. Per ISO 179 Charpy impact test values at 20 C is the standard validation test – block copolymer grades are typically in the 5-10 kJ/m range when measured on a standard sample, homopolymer grades only achieving around 1-2 kJ/m.
Types and Grades of Polypropylene

PP is not a single resin class. What differs in the molecular composition of the grades directly impacts in the finished properties. Three major commercially available types of polypropylene are homopolymer, random copolymer and block copolymer.
| Property | Homopolymer | Random Copolymer | Block Copolymer |
|---|---|---|---|
| Ethylene content | 0% | 1–7% | 5–25% |
| Melting point | 160–165 °C | 135–155 °C | 160–165 °C |
| Impact strength (23 °C) | 3–5 kJ/m² | 5–10 kJ/m² | 8–15 kJ/m² |
| Impact strength (−20 °C) | 1–2 kJ/m² | 2–4 kJ/m² | 5–10 kJ/m² |
| Clarity | Translucent | Clear | Opaque |
| MFI range (typical) | 2–70 g/10 min | 5–30 g/10 min | 3–40 g/10 min |
| Primary use | Packaging, fibers | Films, food packaging | Automotive, pipes |
PP homopolymer (PPH) grades are the simplest taking only propylene monomer. High levels of crystallinity ( between 60-70%) mean very good stiffness and the highest melt point of any plastics but impact properties are compromised – especially at low temperatures. Homopolymer is largely used in packaging films, woven polypropylene bags and fiber spinning where a rigid final product is required.
Random copolymer PP (PPR) combines (1-7%) of Ethylene units into the chains of a simple homopolymer. Reduced crystallinity caused by the randomness of the ethylene units yields greater optical clarity with better impact performance. Random copolymers are the default material for clear food containers and medical packaging where impact and clarity are both important.
Block copolymer grades (PPB) have ‘blocks’ of Ethylene molecule groups set within the series throughout the material where energy is absorbed on impact. Rubber phase domains in the structure effectively absorb impact energy; block copolymer grades make ideal piping and automotive interior trim material.
A lesser used grade of Polypropylene would be syndiotactic Polypropylene (sPP). Using the conventional isotactic topology the missing alternative methyl group orientations do provide a softer, more elastic material with a significantly lower melt point ( around 130 C). Finding niche use with unusual films and sealant layers sPP is not commonly encountered.
Melt Flow Index by Processing Method
The melt flow index (MFI) or flow rate (MFR) remains the single biggest influencing factor on grade choice, because it determines the rest of the used equipment is capable of. In order to avoid unnecessary defects from the outset the MFI should be carefully determined before purchasing.:
| Process | MFI Range | Notes |
|---|---|---|
| Extrusion | 2–12 g/10 min | Lower MFI = higher melt strength |
| Injection molding | 20–70 g/10 min | Higher MFI = better mold filling |
| Fiber spinning | 15–40 g/10 min | Medium MFI for drawability |
| Film/sheet | 3–8 g/10 min | Low MFI for uniform thickness |
Pro Tip: The fundamental cost of a wrong PP grade selection is one of the most often encountered processing failures. Always match the MFI with your process first. Only then decide homo- vs. copolymer based on impact and clarity requirements. If you feed a 50 MFI homopolymer into your extrusion line you will have drooling and sagging – no amount of adjustments to your barrel heating will solve your viscosity mismatch.
Polypropylene vs. Polyethylene — Key Differences
Both PP and polyethylene are polyolefins produced from petroleum and they exhibit comparable processability. Don’t be misled, though. They have different processability and performance envelopes. A side-by-side table below compares PP to the two most common types of PE: high density (HDPE) and low density (LDPE).
| Property | PP | HDPE | LDPE |
|---|---|---|---|
| Density | 0.895–0.92 g/cm³ | 0.941–0.965 g/cm³ | 0.910–0.940 g/cm³ |
| Melting point | 160–165 °C | 120–130 °C | 105–115 °C |
| Tensile strength | 31–41 MPa | 25–45 MPa | 8–25 MPa |
| UV resistance | Poor (needs stabilizer) | Good (inherent) | Moderate |
| Transparency | Translucent to clear | Opaque | Translucent |
| Chemical resistance | Excellent | Excellent | Good |
| Fatigue/hinge life | Excellent (>1M cycles) | Poor | Moderate |
| Resin code | #5 | #2 | #4 |
| Cost (approx.) | $1.10–1.30/kg | $1.00–1.20/kg | $1.15–1.35/kg |
There’s a significant melting point differential between PP and polyethylene. PPC’s 160-165 C ceiling range allows it to be used in applications with hot water, autoclaving and boiling liquids – environments that would see HDPE soften and deform, 120-130 C. On the other hand, HDPE is far better in outdoor environments where UV stability is important. Garden furniture, play grounds and marina applications are often polyethylene-based because it does not require an additive package to resist photodegradation.
PP also is clearly advantageous for fatigue resistance. Living hinges, snap-fit closures and packaging lids all favor polypropylene because the fold lines of polyethylene tend to crack after a relatively small number of flexural cycles. Both polyolefins are similar to polyethylene in general processability- they flow well, produce very few fumes and can be run on simple single screw or twin screw extruders.
Engineering Note: When selecting a material for a chemical storage tank which will operate well above 120 C use polypropylene instead of HDPE. For outdoor use where there is no access to UV inhibiting additives, HDPE is the better choice. Both materials are similar to polyethylene with regard to processability but have very different operating temperature ceilings – always check the continuous-use limits prior to choosing a resin.
Industrial Applications of Polypropylene

Polypropylene products — from durable plastic containers to flexible plastic films — span most major industrial sectors. PP’s affordability, chemical stability, ease of formulating and processability assures polypropylene a place in everything from 2-g bottle caps to 500-kg chemicals tanks. Manufacturers in six industrial sectors make use of the material.
1. Packaging (~30% of PP use): Food containers, bottle caps, yogurt cups, woven polypropylene bags, and BOPP films (snack packs, label stock). PP’s FDA-approved food contact status and moisture barrier properties make it ideal as a packaging material in the supply chain.
2. Automotive (~20): Bumper covers (~80% polypropylene), dashboard panels, door trim, battery cases, under-hood components. Filled polypropylene molded components can replace heavier shells of other plastics like ABS or nylon at lower cost, supporting vehicle weight reduction initiatives. Talc-filled PP at 20% loading produces a flexural modulus of 2.5-3.5 Gpa – approaching glass-reinforced compounds but at a very economical price.
3. Textiles and Non-woven: Carpet backing, polypropylene rope used in recreational boating and industrial industries, woven fabric for industrial bags, and meltblown fabric for filtration. Non-woven polypropylene fabric is used as the filtration material in surgical masks and N95 respirators – a rapidly growing market segment that saw a significant increase in 2020.
4. Medical: syringes, sample bottles, surgical net, disposable trays. PP can be autoclaved at 121 for 20 mins without deformation so is used in reusable surgical items, personal care products packaging, and plastic containers that can be sterilized.
5. Construction: hot and cold water distribution systems using PP-R (polypropylene random copolymer) piping systems which are rated for continuous operation at 70 C & 10 bar, where CCS (geo textiles, insulation boards, protective sheeting) also use PP as the base resin.
6. Consumer Goods: Luggage shells, Modular furniture containers, Storage bins, Stationery, Used as Cladding on plastic containers -for stackable furniture and luggages The low density of this material is an advantage, as the finished good is light.
✔ Advantages
- Low density — lightest commodity plastic (0.895–0.92 g/cm³)
- Chemical resistance to acids, bases, and most solvents
- Fatigue resistance — living hinges survive >1 million cycles
- FDA-approved food contact (21 CFR 177.1520)
- Recyclable under resin code #5
- Low moisture absorption (<0.03%)
⚠ Limitations
- Poor UV resistance without stabilizers (HALS required)
- Brittle below −20 °C (glass transition temperature)
- Limited paintability — requires flame or plasma treatment
- Flammable — limiting oxygen index (LOI) ~18%
- Not biodegradable — estimated 20–30 years in landfill
How Polypropylene Is Processed: Extrusion, Molding, and Beyond

Manufactured into consumer products, polypropylene resin must be heated until liquid, shaped by a process involving force and pressure, and cooled into its final shape. The process route (extrusion, injection molding, blow molding, thermoforming, or fiber spinning) varies according to the final geometry and intended production rate. All production of compounded polypropylene grades (filled with talc, glass fiber, dyes, or UV stabilizers) consists of an extrusion process, regardless of downstream shape forming step.
Polypropylene Extrusion Temperature Profile
Temperature profiling for polypropylene extrusion is all-important – it is the main control over the quality of the melt, the surface finish, and the dimensional stability of the final product. A typical barrel zone profile appears below for a commonly processed Grade of PP (homopolymer, single-screw extruder):
| Barrel Zone | Temperature | Function |
|---|---|---|
| Feed zone | 190–210 °C | Solid conveying, initial melting |
| Compression zone | 210–230 °C | Complete melting, air removal |
| Metering zone | 220–240 °C | Melt homogenization |
| Die | 220–230 °C | Shape formation |
Screw design is just as critical. Standard L/D for single screw PP extrusion is anything from 25:1 to 36:1. Longer screws impart more residence time for melting and mixing, which can be significant when extruding high-crystallinity homopolymer grades, which require good melting and mixing to prevent final product melt-outs.
Twin-Screw Extrusion for PP Compounding
For purposes of blending PP with mineral fillers, glass fiber reinforcement, color masterbatch, or additive package, twin-screw extruders for PP compounding provides the producer with both much more accurate temperature control during processing as well as mixing levels that cannot be achieved by single screw extruders. Co-rotating intermeshing twin screw extruders for PP compounding greatly increase ease of dispersive mixing (breaking up of filler clusters) in addition to tremendous increase in distributive mixing (spreading of the fillers throughout the melt) (L/D ratios of 32:1–48:1).
The twin-screw extruder process, while not so common, is used for special PP formulations, such as talc-filled grades (up to 40% loading for automotive parts) or glass-fiber reinforced grades (up to 30% loading for structural parts). Reactive extrusion such as PP grafting with maleic anhydride to improve adhesion to polar parts is also achieved by this process. Intermeshing twin screws are self-wiping, resulting in a clean barrel during a material change, reducing waste, and allowing an even melt temperature to be maintained from front to back of the barrel.
Quick Note: Typical PP extrusion defects include melt fracture (high shear rate over 500s), shark skin roughness, die drool due to low-molecular-weight fractions. Reduction of die land length and shear rate at the die wall are the usual cures. Compounding line — fillers not being dispersed evenly can result in surface pitting, so increase mixing elements or reduce throughput to overcome.
Additional processing processes: Injection molding (MFI 20-70 g/10 min) is the dominant plastics processing route for injection molded thermoplastics, including bottle caps, automotive, and other storage container parts. Blow molding forms hollow shapes like bottles and tanks. Thermoforming forms thin wall packaging such as food wraps from extruded PP sheet. Fiber spinning forms continuous filaments from PP for use as textile fiber and nonwoven applications – 15-40 g/10 min MFI range provides sufficient drawability.
Looking for a Twin-Screw Extruder for PP Compounding?
Our series of twin-screw extruders are suitable for PP compounding with talc, glass fiber and masterbatch color from 50 to 2,000 kg/h throughput.
Is Polypropylene Safe and Recyclable?
Reasons for concerns over safety and environmental impact are appropriate for any plastic used in food contact, medical, and consumer applications. Polypropylene performs well on many safety metrics, but exhibits the same end-of-life issues as those encountered for all petroleum-based polymers.
FDA (Food and Drug Administration) approval: Polypropylene is approved under 21 CFR 177.1520 for direct food contact, a regulation that places it as an olefin polymer that is acceptable for producing articles in direct contact with food. This approval applies to PP homopolymer and random copolymer grades designed for food containers, wrap, and processing equipment surfaces in direct contact with food.
BPA free and phthalate free: PP contains no bisphenol A, because the polysomer chain contains only propylene monomers – no phenol groups are present. No phthalate plasticizers are required in PP formulations because the polymer has inherently good flexibility; instead it is achieved through copolymerisation. There are no known endocrine disruption concerns known to be associated with polypropylene, unlike some PVC formulations that require phthalate softeners.
Recyclability: PP has the resin id code #5, and is received in most US curbside recycling depots. Recycled re-PP (rPP) often finds its way into non-food-contact applications such as automotive, garden furniture, and industrial containers. The properties of recycled PP reduce approximately 10-15% per recycling process in terms of chain degradation, but blends of virgin and recycled etc. can easily be used to produce many different products.
Environmental limitations: Polypropylene is non-biodegradable. Landfill degradation rates are approximately 20-30 years under standard conditions and the material will be persistent in a marine environment for much longer periods. PP fibers – especially as microfibres arising from textile washings and degraded nonwoven fabric material – have been identified as an increasing component of microplastic emissions to waterways/oceans. There is ongoing research into bio-based polypropylene – – set up from bio-propylene rather than from petroleum based feedstock – but volumes remain relatively small.
Frequently Asked Questions

Q: What is polypropylene used for?
View Answer
Q: What are the disadvantages of polypropylene?
View Answer
Q: Is polypropylene the same as plastic?
View Answer
Q: What is polypropylene made of?
View Answer
Q: Is polypropylene biodegradable?
View Answer
Q: Can polypropylene withstand heat?
View Answer
Need a PP Compounding Solution?
We are able to process a broad range of formulations using PT-413 twin-screw extruders. From iron oxide filled concentrates up to 1500 kg/h throughput through to pigment masterbatch at 50 kg/h. Our PT-413 twin screw extruders are all capable of aggressive formulations such as PP with talc and glass fibre and reactive modification.
About This Analysis
This information is obtained from materials publicly available including resin data sheets from vendors, ASTM and ISO test methods references, and from various industry sources such as the FDA. As a manufacturer of extruder equipment, the authors have had first hand hands-on experience of processing polypropylene formation on extrusion lines of various throughput with various homopolymer and co-polymer grades. The information contained herein reflect the direct experience of the authors in the range 100 – 1500 kg/h.
References & Sources
- FDA 21 CFR 177.1520 — Olefin Polymers — U.S. Food and Drug Administration
- ASTM D638: Standard Test Method for Tensile Properties of Plastics — ASTM International
- Polypropylene — Wikipedia
- Polypropylene Market Volume Data — Towards Chem and Materials
- Managing Melt-Temperature in a Twin-Screw Compounding Extruder — Plastics Technology
- Precision Control in Screw Extrusion of Polypropylene — PMC/NIH






