Drilling Machines: The Complete Guide to Types, Selection, and Maintenance
Today, the drilling machine remains one of the most popular metal working tools in manufacturing, construction, and maintenance shops worldwide. Whether trying to drill once through a steel bracket or burr out thousands of identical passages in a cylinder head, figuring out what category of drilling machine to use ensures accuracy, throughput, and a reasonable cost per hole. The following information goes from every category of drilling machine still in active production, explains how to choose between them, and describes maintenance routines that keep spindle bearings alive far longer than most operators expect.
Quick Specs — Drilling Machine Overview
| Spindle Speed Range | 150 – 15,000 RPM (variable by type) |
| Hole Diameter Range | 3 mm – 200 mm+ (step drilling for larger) |
| Motor Power | 0.25 kW (bench) – 7.5 kW (radial) |
| Common Materials | Mild steel, aluminum, cast iron, wood, plastics, composites |
| Global Market Value (2024) | $26 – $31 billion |
| Key Standards | ISO 73.100.30, ISO 20770-1, OSHA 29 CFR 1910.213 |
What Is a Drilling Machine?
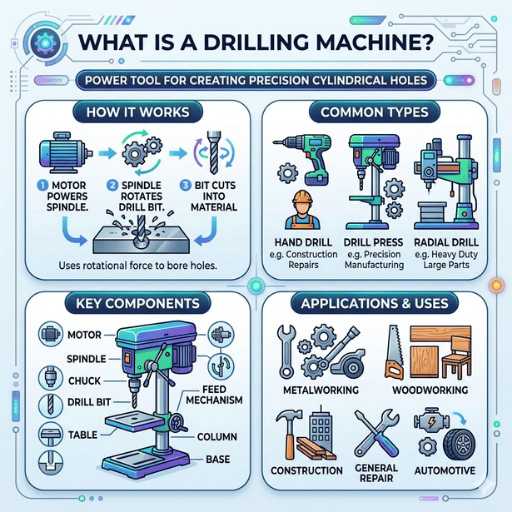
A drilling machine is a machining center that is both (a) powered to rotate a cutting tool, usually a twist drill, and (b) rigid enough to move that tool in a controlled fashion against a stationary workpiece to mill cylindrical holes of a certain cross-section and hole depth. This definition says it can deliver three conditions that hand drills simply can’t: constant spindle speeds, controlled axial movement, and dependable alignment between the drill’s flute and the job surface. Those three variables alone determine a machined hole’s quality, in terms of perpendicularity to the work surface, precision bore dimension, and finish inside.
In addition to boring holes, the drilling process is used for reaming, counterboring, tapping, spot-facing, and countersinking operations. In terms of operational time, it is one of the highest-utilization shop appliances; the drill press goes quickly from one operation to the next.
The drilling machine traces its lineage to John Wilkinson’s boring machine, first built during the 1770s to produce cannon barrels. This model was modified to produce properly dimensioned cylinders for James Watt’s piston engines, heralding the start of drill presses for use in modern machine shops. Radial arm configurations appeared around 1861, credited to James Nasmyth, allowing the spindle to access every part of a stationarily mounted workpiece for a series of operations, without re-securing the part itself.
Market research companies currently peg the drill press market between $26 and $31 billion, as of 2024, with a forecast annual increase rate of between 4.9 and 6 percent through 2032. Infrastructure projects in Asia-Pacific drive part of this growth, while North American reshore initiatives coupled with continuing progressive automation through CNC controls generate much of the growth in this market. Construction takes up the lion’s share of revenue, but aerospace and medical device production converts the unit values of profit.
Classification standards for drilling machines are published under ISO 73.100.30 (mining and quarry equipment: drilling tools) and ISO 20770-1 (machine tool safety: drilling machines). This specification covers the spindle tapers, noise emissions, and electromagnetic compatibility ratings that all spinning machinery must satisfy before reaching consumer ports.
Types of Drilling Machines

How a drilling machine is constructed depends on the position of its spindle, the size of workpiece it is intended to serve, and the degree of automation integrated into the design. Bench drill presses, columnar (or pillar) drill presses, and radial arm drills are some of the common names seen in shops, but a complete naming system exists with classifications based on these variables.
Here is a comparison table for ten types that are in active production/sales at present. Price ranges are based on 2024 market observations for new equipment from middle-range manufacturers, and should be regarded as indicative rather than quoting.
| Type | Max Hole Dia. | Spindle Speed | Motor Power | Typical Price (USD) | Best For |
|---|---|---|---|---|---|
| Bench Drill Press | 16 mm | 500 – 3,100 RPM | 0.25 – 0.75 kW | $150 – $800 | Small parts, prototyping, hobby |
| Pillar (Floor) Drill Press | 32 mm | 150 – 2,500 RPM | 0.75 – 2.2 kW | $800 – $4,000 | General fabrication, medium parts |
| Radial Arm Drill | 75 mm | 40 – 2,000 RPM | 2.2 – 7.5 kW | $5,000 – $45,000 | Large/heavy workpieces, shipbuilding |
| Gang Drill | 25 mm per spindle | 500 – 3,000 RPM | 0.5 kW × 4–6 heads | $3,000 – $12,000 | Sequential operations, production runs |
| Multi-Spindle Drill | 20 mm per spindle | 600 – 4,000 RPM | 2.2 – 5.5 kW | $8,000 – $35,000 | Batch production, flange bolt patterns |
| Magnetic Drilling Machine | 50 mm (annular cutter) | 250 – 750 RPM | 1.1 – 1.8 kW | $900 – $3,500 | Structural steel, on-site work |
| CNC Drilling Machine | 40 mm+ (tool-dependent) | 100 – 15,000 RPM | 3.7 – 7.5 kW | $25,000 – $200,000+ | High-volume precision, aerospace |
| Deep Hole / Gun Drilling | 3 – 50 mm | 1,000 – 8,000 RPM | 5.5 – 15 kW | $50,000 – $400,000 | L/D ratios >10:1, rifle barrels, molds |
| Portable Drill Press (Magnetic) | 35 mm | 350 – 750 RPM | 1.1 kW | $600 – $2,500 | Field service, pipe work |
| Drilling and Tapping Center | 25 mm drill / M20 tap | 200 – 10,000 RPM | 3.7 – 5.5 kW | $18,000 – $80,000 | Drilling and tapping in one setup |
The humble bench drill press. The trusty workhorse of small manufacturing work shops. Fixes to a work bench, handles a range of hole diameters up to around 16 mm. Belt-driven models have a step pulley system where the belt is moved from one pulley to another for changing speeds—this is rather cumbersome if you change speeds often but will give mechanically trouble-free service for many decades. Electronic variable-speed versions with speed control remove the belt huffle all together but fetch a 30—40% premium.
A fixed-speed geared-head floor drill press. Sized like a bench press on a taller column, this one is bolted to a workshop floor. The extra height means larger-than-average workpieces fit between the table and the spindle. Geared-head packages deliver constant torque regardless of what spindle speed you select—important when drilling large-diameter holes in steel. This form is the archetypical drill press used to demonstrate the capabilities of the machine in industrial applications. In general catalogues the words drill press and drilling machine, meaning machine used to produce holes, are interchangeable, but the former is a taxonomy term describing one sub-category of the latter.
A heavy-duty radial arm drill. The arm can rotate around its vertical column up to 180, and can be moved in and out. This means the centerline of the spindle can access any point in a significant radius without the work having to be moved. Structural steel erectors, boiler makers, and shipbuilders use this type of machine for workpieces too large or awkward to move to a workshop floor. Keeping the arm tight against the column bearing once you position it is essential to coordinate quality-hole location with process.
A multi-spindle gang drill. This assembly has several drill spindles mounted on a common table. Work pieces pass between spindles to perform multiple operations. (Drill, ream, tap, counter-sink, etc.) without a tool change. Saving a lot of production time, gangs achieve a 40—60% cycle time reduction relative to a series of single-spindle drill presses when drilling very repetitive parts.
A multi-spindle drill. This machine has all the spindles feeding at one time. This means multiple holes—usually bolt holes on the same bolt circle—can be drilled at one time. Setup is slow, so these are only cost-effective when batch sizes approach and exceed 200 parts. Preferrably, the parts are clamped, since any slit in the spindles’ drive train will lead to positional accuracy errors.
A magnetic drilling machine. Uses an integral electromagnet-based clamping surface to bring the machine to the work instead of the other way around—useful for ordnance, structural steel components, and the like, when the work can’t be moved. Uses an annular cutter (also called a core drill), a hollow twist drill, that produces large diameter holes with relatively little prep hammer. For those involved in metal working, a small handheld laser engraver for metal for marking hole positions before drilling merits research.
CNC drilling machine. Computer numerical control takes the place of the operator’s hand on the feed lever and the table positioning. Each machine is running a G-code program that rapidly moves to each hole position, plunges at programmed feed rate and speed, retracts, and repeats many hundreds or thousands of positions without human input.
A more recent feature on CNC machinery is the incorporation of tool changers, probing systems and through-spindle coolant for unattended operation.
Deep hole / gun drilling machine. Gun drilling machines use single lip drill bits with internal, forward-blowing coolant that carry chips away from the cutting face to the hole exit. While gun drilling was once confined to making rifle barrels, it is also used to create hydraulic cylinder bores, mold cooling circuits, or aerospace fuel systems.
This process allows for ratios over 10:1.
Portable drill press. Mag base lightweight portable machine, field use pipe flanges, structural connections, retrofit applications not possible to move the work to the shop. Less capacity than fixed machines, a must to have on site.
Drilling & Tapping Center. A CNC machine designed primarily for high speed drilling and tapping operations, where speeds of 40-60 meters/minute and chip-to-chip times of less than 2 seconds are achievable. These machines are in effect a compromise between a dedicated drilling machine and a machining centre in terms of cost and size of the machine.
Q: What Are the Four Main Types of Drilling?
View Answer
In manufacturing training, the four major types of drilling most often distinguished are: (1) standard or conventional drilling (twist drills on a drill press), (2) deep-hole drilling (bore lengths greater than 10x diameter), (3) programed numerical control ( CNC ) drilling, and (4) radial ( swing-arm) drilling for large workstock. Some taxonomies replace gun-drilling as the fourth type of deep hole drilling and add magnetic drilling. The taxonomies are controlled either by the machine type, the cutting tool geometry, or the workstock constraint.
Usually for shop classification the dominant feature is what one owns: a bench press operator considers “bench vs. floor”, a production engineer considers “manual vs. CNC”.
Key Parts and How They Work

All drilling machines – whether benchtop, electric drill style, or floor standing radial arm – use an identical set of functional subsystems. A knowledgeable user can recognize what component is requiring maintenance in part because of how it deviates from the standard configuration, provided one has a thorough understanding of the function of each subsystem in a machine. Differences between a 400 dollar bench drill and a $4,000 floor model are rarely elicited by any extra feature, but by the relative rigidity of every subsystem.
Drive System
Motor. Single phase induction motors (0.25 – 1.5 kW, ¾ – 2 HP) are used to operate the majority of bench and floor drill presses. Larger machines (1.5 – 7.5 kW, 2-10 HP) use three phase motors,which can be monitored using VFD’s.
Motors are mounted to the top rear of head assembly.
Transmission. Belt-and-pulley systems using stepped pulleys give 4 – 12 speed steps. Geared-head transmissions give continuously variable ‘under-load’ speeds – important in boring operations where surface speed must be constant.
In CNC drilling machines, the servo motor is coupled directly to the spindle by a timing belt or gear reduction.
Spindle and Chuck Assembly
The spindle is a hardened, ground steel shaft that turns inside a pair of precision bearings (most commonly angular-contact ball bearings or tapered roller bearings). Each business end accepts a keyed or keyless drill chuck (up to 16 mm capacity on bench models) or a Morse taper sleeve for holding larger tooling. Spindle runout- the wobble at the tip- should be below 0.02 mm if the machine is properly maintained. Above that level of wobble, hole diameter accuracy suffers and drill bits fatigue break.
Quill. A hollow sleeve that carries the spindle- can move vertically inside the headstock. A rack-and-pinion system with depth stops converts operator axial pull on the feed handle into controlled vertical travel. A spring return system pulls the quill back upward when the handle is unclutched. Quilltravel can be as low as 50 mm on bench mounts and over 300 mm on radial arm drills.
Work-Holding and Table
Table. Cast iron, ribbed underneath for strength. Floor models include a height-adjustment rack on the column, so the drill can adapt for different work heights. Mid-range models include tilt head capability to 45 for angled drilling.
Vise. Clamps the workpiece to the table. Must be bolted through T-slots- attempting to hold a vise by hand will lead to the most serious injury. For irregularly shaped parts, step blocks, V-blocks, and strap clamps are alternatives.
CNC Additions
CNC drilling machines will additionally include a servo-driven table (running in X-Y axes), a programmable quill feed (Z axis), an automatic tool changer and a controller (Fanuc, Siemens, Mitsubishi or Haas being the most common). Its controller receives G-code, can also accept conversational programs, and manages the spindle, coolant, feed rate and tools. Encoders on the axes give a positional feedback so that with well maintained equipment, positions can be repeated within 0.005 mm.
📐 Engineering Note — Spindle Speed Calculation
Use this formula to calculate drill RPM:
RPM = (Cutting Speed × 1000) / (π × Drill Diameter)
Example: drilling mild steel (cutting speed 25 m/min) with a 1/2″ (12.7 mm) HSS twist drill:
RPM = (25 × 1000) / (3.1416 × 12.7) = 25,000 / 39.9 ≈ 627 RPM
Round to the nearest available setting: 640 RPM on a typical 12-speed pulley arrangement.
Feed Rate: Feed = RPM × Feed per Revolution. At 640 RPM with 0.15 mm/rev feed: 640 × 0.15 = 96 mm/min axial feed rate.
Source: Machinery’s Handbook, 31st Edition, Table 2a- Speeds and Feeds for Drilling.
Q: What Is the Role of the Spindle in Drilling?
View Answer
The spindle is the rotation center shaft holding the work. The spindle also drives the drill. The torque from motor is transmitted through the spindle to the drill bit and result in the drill bit rotating. The spindle must maintain the hole inlet line at a consistent position relative to the hole work for a precise dimension and surface finish. Make the spindle in high quality spindle bearings can be obtained, the runout (the deviation away from the axis of the spindle) can be no more than 0.03mm. When the spindle bearings deviation exceeds 0.03mm of runout, the life of drill bits is noticeably reduced and the drill holes can meander off the center for some distance.
Experienced machinists on Practical Machinist forums share a centering trick worth trying: lower the drill bit to the workpiece with the spindle running in reverse (counter-clockwise for a right-hand drill). The bit settles into the center-punch mark without cutting. Once centered, switch to forward rotation and begin drilling. This noticeably reduces walk-off on hand-fed drill presses, particularly for holes above 10 mm diameter.
How to Choose the Right Drilling Machine
Choosing a drilling machine comes down to matching capacity to need — workpiece size, hole specifications, production volume, and available floor space. Rather than chasing the biggest machine in the catalog, pick the one that fits the shop’s actual workload without sitting idle most of the day.
The 5-Factor Selection Matrix for Drilling Machines
| Factor | Bench Press | Floor Press | Radial Arm | CNC Drill | Magnetic Drill |
|---|---|---|---|---|---|
| 1. Max Hole Diameter | 16 mm | 32 mm | 75 mm | 40 mm+ | 50 mm (annular) |
| 2. Workpiece Weight Limit | 25 kg | 150 kg | 2,000 kg+ | 500 kg | No limit (mag base) |
| 3. Position Accuracy | ±0.5 mm (manual) | ±0.3 mm (manual) | ±0.2 mm (manual) | ±0.01 mm (servo) | ±0.5 mm (layout-dependent) |
| 4. Throughput (holes/hour) | 30 – 60 | 40 – 80 | 20 – 50 | 200 – 1,200 | 15 – 30 |
| 5. Floor Space Required | 0.3 m² | 0.8 m² | 6 – 15 m² | 4 – 12 m² | Portable (0 m²) |
Decision Logic in Practice
IF maximum hole diameter ≤ 16 mm AND batch size < 50 parts → bench drill press.
IF hole diameter ≤ 32 mm AND workpiece fits on a 300 × 300 mm table → floor drill press.
IF workpiece mass exceeds 200 kg OR multiple drilling positions must be accessed without re-clamping → radial arm drill.
IF batch size > 100 identical parts AND tolerance ≤ ±0.05 mm → CNC drilling machine.
IF workpiece cannot be moved to the shop → magnetic drilling machine or portable drill press.
Scenario: A small fabrication shop manufactures steel brackets to Order in bulks of 10 – 30. Inside holes are 8 – 12mm, maybe a series of 20mm bores. Annual quantity: 3,000 brackets. A drill press with a geared head and the cross-slide to clamp the parts against. Geared heads maintain torque for the 20mm bores, and the cross-slide saves time positioning. (There is no way the shop can justify a CNC investment for this size volume..) at this level, drilling machine prices breaks $1,500 – $3,000 – the price of entry into CNC.
One beginner mistake: too much downward power at high speed, with poor feed to surface speed ratio. All field indicators point the other way – mild pressure with the right surface speeds gives clean holes, less heat, longer bit life. That urge to push harder usually comes from dull bits. Instead, just get the right size sharp drill, and it will cut through mild steel with minimal effort. Prac mach forum users recommend a sharp HSS drill to yield a single continuous spiral chip, although dust or chips will form if you have the wrong diameter or speed.
Before You Buy: 7-Point Checklist
- Identify the size of the largest regular part, then check your table size and throat depth with clamping room in mind.
- Second…know your hardest material – stainless or titanium demands geared heads with high torque and low speeds.
- Thirdly…count your spindle speed changes per shift -> 10 changes/day sounds like variable-speed drive.
- Fourthly…check electrical supply – single phase: max power 2.2 kw,3 phase 20+ kw.
- Fifthly…you’ll need work-holders as well as the machine. Economy drill presses are no-frills – the T-slots specialvise you buy are an additional 20 – 30% more.
- Finally, look at the spindle taper size (MT2 is common for bench presses, MT3 for the whole shop, MT4 or MT5 for radial arm drill). You’ll have to have the tooling if you want the machine.
- Check quill travel – one of the problems with deep hole drilling is having a deep enough hole to contain the quill feed, so if your deepest hole exceeds the quill stroke, you will have to lower the table halfway through the cut, which kills accuracy on through-holes.
One common mistake is buying a massive radial arm drill for a small workshop. A 40 mm radial arm drill weighs 1,500 – 3,000 kg, must sit on a dedicated concrete pad (expensive), draws three-phase power (expensive), has a 4 in an hour maximum feed rate, and its slowest speed is too fast for small-diameter bits. If 90% of the holes are in 6 – 16 mm diameter range, then a good quality floor drill press at one tenth the price will outperform the radial arm drill in cycle time because setup time is shorter and quill feed is faster.
Applications Across Industries

Drill presses are the most common type of drill used in every manufacturing and construction industry in the world. Drilling applications, tooling, and operating cycle times are very different for a structural steel fabricator than a printed circuit manufacturer. Five industries shown below have the largest installed bases of drilling equipment in the world.
| Industry | Dominant Machine Type | Common Hole Range | Tolerance Required | Key Tooling |
|---|---|---|---|---|
| Metal Fabrication | Floor drill press, Radial arm | 6 – 50 mm | ±0.1 – ±0.3 mm | HSS twist drills, annular cutters |
| Construction | Magnetic drill, Portable press | 12 – 40 mm | ±0.5 mm | Annular cutters, TCT bits |
| Woodworking | Bench drill press | 3 – 35 mm | ±0.5 mm | Brad-point bits, Forstner bits |
| Electronics / PCB | CNC micro-drill | 0.1 – 3 mm | ±0.025 mm | Carbide micro-drills |
| Automotive | CNC drill, Multi-spindle, Gun drill | 3 – 75 mm | ±0.01 – ±0.05 mm | Carbide drills, indexable inserts |
Metal Fabrication
Fabricators use the most drill presses of any industry in the world. Most general purpose fabrication shops have between two and five drill presses; a small bench press for light to medium size parts, a larger floor press for some medium size parts, and possibly a radial arm drill for heavy and large structure and plate work. These companies work in a simple workflow of layout, center punch, drill, deburr, but the sheer number of parts adds up to quite a number of holes. A busy general purpose fab shop may drill anything between 500 and 2,000 holes with all of its drill presses each day. Many shops are choosing to add CNC machining centers to their shop floor to supplement labor intensive manual drill presses on high volume, high tolerance parts.
Construction and Structural Steel
Construction is dominated by the magnetic drill on-site. Steelworkers clamp the machine to a steel beam or girder, make the hole, move on to the next hole. It is more economical to cut the holes with annular cutters than twist drills because the annular cutter removes the least amount of material with one cut, makes the least amount of heat, and causes the least thrust. One annular cutter will cut 50 – 80 holes in structural steel before needing resharpening, a comparable number to a HSS twist drill but less.
Magnetic drilling rigs and annular cutters beat conventional hole saws in tough applications like ductile iron pipe fittings by an average of 60 to 70 percent. If you hold them against a steel surface instead of swinging them in a hand-held tool, magnetic drill presses won’t wander around, and the magnetic base provides the much-needed rigidity for fast, accurate drilling.
Woodworking
Woodworkers rely on bench drill presses for dowel joints, hinge mortising, and through-hole boring in furniture production. Forstner bits produce flat-bottomed holes needed for European-style concealed hinges, while brad-point bits give clean entry in hardwood end grain without wandering. Speed settings for wood run much higher than for metal — typically 1,500 to 3,000 RPM for hardwoods, compared to 300 to 800 RPM for steel. Jewelers and craft workers also use small bench presses for bead drilling in delicate materials like shell, bone, and semi-precious stone.
Electronics and PCB Manufacturing
PCB drill machines are CNC-controlled micro-drilling systems capable of producing through-holes between 0.1 mm and 25mm at spindle speeds of 80,000 – 150,000 RPM. Carbide micro-drill bits are consumables – one could go through 3,000 – 5,000 holes with a single bit before change-out. Certainly not an industry where automation can be skimped on; 10,000+ hole counts per multi-layer PCB per board are common, as are micron level position precision demands.
Automotive
Automotive manufacturing employs the full spectrum of drilling hardware. Engine blocks require gun drilling for oil galleries (length-to-diameter ratios of 20:1 or higher), multi-spindle drilling for bolt patterns, and CNC boring for cylinder bores. The industry has high automated needs in machined parts such as transmission cases, brake calipers and suspension components. The electric vehicle has shifted some demand from traditional engine block drilling towards battery tray and motor housing drilling, but still overall hole counts are several thousand per vehicle. Automotive Tier suppliers employ laser marking machines on auto parts concurrently with drilling stations. Related manufacturing processes include cold and warm extrusion machines for producing aluminum profiles, and plastic processing machinery for interior auto components.
“Mid-size job shops accelerated their migration to CNC drilling after 2020. Shops that delayed automation saw order backlogs grow as delivery lead times stretched. Labor availability for manual drilling became a persistent bottleneck — CNC addressed both problems simultaneously.”
— Adapted from Global Market Insights, Drilling Machines Market Analysis, 2024
CNC Drilling Machines: Precision Meets Automation
CNC drilling machines eliminate manual positioning, speed setting, and feed control. Operators load the workpiece, select a program, and press cycle-start. From that point the controller manages tool changes, spindle speed ramps, peck cycles for deep holes, and coolant delivery. For production runs exceeding 100 identical holes per day, the productivity gains are substantial. But the capital investment demands careful analysis — not every shop benefits from CNC.
✔ Advantages
- Position accuracy ±0.01 mm (vs. ±0.3 mm manual)
- Repeatability across 1,000+ parts with zero drift
- Unattended operation with auto tool changer
- Peck drilling, tapping, reaming in one setup
- Throughput 200 – 1,200 holes/hour
- Digital records for quality traceability
⚠ Limitations
- Entry cost $25,000 – $200,000+ (10 – 50× manual)
- Requires trained programmer/operator
- Setup time for one-off jobs exceeds manual
- Maintenance costs: servo drives, encoders, control boards
- Floor space 4-12 m. vs. 0.8 m. for a manual floor press
- Power requirements: three-phase, dedicated circuit
| Metric | Manual Floor Drill Press | CNC Drilling Machine |
|---|---|---|
| Hole position tolerance | ±0.3 mm (skilled operator) | ±0.01 mm (servo feedback) |
| Setup time (first part) | 2 – 5 minutes | 15 – 45 minutes (program + fixture) |
| Cycle time per hole | 8 – 15 seconds | 2 – 5 seconds |
| Operator attention | 100% (hand on feed lever) | 10 – 20% (load/unload only) |
| Break-even batch size | 1 – 50 parts | 50 – 200+ parts (depends on complexity) |
| Annual maintenance cost | $100 – $300 (belts, bearings) | $1,500 – $5,000 (servos, encoders, coolant system) |
ROI is not always improved in CNC. When shops do fewer than 100 holes a day with little variety (same size, same material), a manual floor press with DRO and cross-slide vise can often give better ROI. Cost (machine + DRO + vise) make them of $3,000 – $5,000, versus $25,000+ even in a basic CNC drill until volume exceeds~ 100 holes / day or the tolerances decrease under 0.1 mm.
Scenario: Middle sized metal fabricator, 30 – 50 cutom order/month, 8 – 20 holes/steel plate (6-25 mm thick) order, 5 -200 parts/ order. Management compares CNC drilling machine to existing manual drill press. Analysis: at 50 orders; 14 holes/average, 100 parts/average = 70000 hole/ month, the CNC pays itself in 8 -14 months saving time for operator and scrap by avoid mis-positioned holes. Small batch size; less than 20 parts; addition of CNC’s setup time to each order removes comparisons advantage; manual drill press with DRO may be best choice until volume paid-off.
CNC Drilling Performance Benchmarks
| Position Tolerance | ±0.01 mm (with linear scales) |
| Repeatability | ±0.005 mm |
| Rapid Traverse | 40 – 60 m/min (drilling/tapping centers) |
| Chip-to-Chip Time | 1.3 – 2.5 seconds |
| Tool Capacity | 12 – 30 tools (ATC magazine) |
Our Perspective on Drilling Technology
UDTECH develops CNC machines-not drilling machines. This article is written simply because drilling operations are so common in manufacture that it is likely that when searching for drill machines, shops will consider other CNC options. All information presented is copied and cited from supplier web sites, general manufacturers data or other sources; no product promotion. Product delivered with references to CNC drilling functions.
Maintenance and Safety Best Practices
A drill press that is given scheduled, weekly /daily maintenance will last longer, cost less to operate, and will provide more accurate results. How much more they cost can be surprising. As an example, a single set of new spindle bearings for a floor models drill press costs $80 – $200, while the number of hours to replace / the tear-down, removal of old, installation of new, spindle re-tram, re-alignment – can use up most of that bucks…performance, safety and durability come with not holding off maintenance. There are no exceptions to safety and guard design recommendations; part of a shop’s safety is avoiding the horror stories.
| Interval | Task | Details |
|---|---|---|
| Daily | Clean chips and coolant | Remove chips from table T-slots and quill area; wipe down column |
| Daily | Check coolant level | Top off coolant reservoir; check concentration with refractometer (6 – 8%) |
| Weekly | Lubricate quill and column | Apply way oil to quill rack-and-pinion; oil column rack on floor models |
| Weekly | Inspect belt tension and condition | Check for cracks, glazing, or fraying; adjust tension per manufacturer spec |
| Monthly | Check spindle runout | Dial indicator on spindle nose; replace bearings if runout exceeds 0.03 mm |
| Monthly | Inspect drill chucks | Check for jaw wear, concentricity drift; replace if total indicated runout > 0.05 mm |
| Quarterly | Tram the table | Verify table perpendicularity to spindle axis within 0.02 mm across full travel |
| Quarterly | Replace coolant | Drain, clean sump, refill with fresh coolant to prevent bacterial growth |
- Clamp everything. Do not hand-hold work on the drill press table. Once it is spinning, a drill can catch a part and whip it with enough force to break fingers or worse.
- Wear safety glasses even when goggles only are required (grown-up). Chips flying sideways are dangerous enough without hot chips blowing out of exhaust ducts or being propelled into other people’s mugs. OSHA machine guarding guidelines require side shields.
- Tie back hair. Remove loose jewelry. Don’t wear neckties, or handle dangling jewelry, near a running spindle: wrap-around exposures often lead to eye gouges and run-away episodes.
- Use chuck guards. Flying chips the size of silk threads can be hurled by the flying drill spindle enough to injure eyes. The OSHA/ANSI Z-87 mechanism for ANSI assembly with a shell shape is a partial, but economically compatible requirement for most heavy-duty machining.
- Isolate the operator. Do not reach-around for down-draft chips, or between a fully engaged drill bit and a stationary work-piece. The spindle does not stop until the motor is dead so high impact momentum can be propagated to any loose clothing or part.
ISO 20770-1 “emphasizes point-of-operation guards” and “barrier guards” as OSHA best practices and additionally requires two- hand control devices and/or triggered barrier guards; the standard also covers remote operation, emergency stops, noise limits (usually < 85dBA at point of operation), and electrical safety requirements in CNC installations.
Coolant neglect is the top cause of premature spindle bearing failure on production drill presses: when the coolant level drops or it becomes dilute, cutting temperatures increase, heat is transferred into the spindle, and bearing grease deteriorates. Shops that maintain coolant concentrations between 6 – 8%(measured weekly with a refractometer) have bearing lives of 5 – 8 years, in contrast to shops that neglect the coolant concentration, which experience bearing life of 1 – 3 years.
Common Drilling Problems and Solutions
| Problem | Likely Cause | Solution |
|---|---|---|
| Oversize holes | Spindle runout > 0.03 mm or unequal lip lengths on drill | Check/replace bearings; regrind drill with lip length gauge |
| Drill bit breakage | Excessive feed rate, dull bit, or workpiece movement | Reduce feed; sharpen or replace bit; verify clamping |
| Chatter marks inside hole | Insufficient rigidity or RPM in resonance range | Tighten all gibs; change RPM by ±15%; check belt tension |
| Hole wanders off-center | No center punch, dull chisel edge, or misaligned spindle | Always center-punch; use spot drill first for holes > 6 mm |
| Excessive burr on exit | High feed at break through, dull cutting edges | Reduce feed for last 2 mm of depth; back-support with scrap plate |
Two geometry parameters significantly affect drill reliability and are commonly forgotten during sharpening:
Lip clearance angle: For HSS twist drills used generally, this must be between 9 and 15. Less than 9 and the bit rubs rather than cuts, which heats and accelerates wear. More than 15 and the cutter edge becomes brittle and chips under typical feed forces. Professional tool-and-cutter grinders verify this dimension with a drill point gauge after each pass.
Dot-punch rule: For any drill size over 6mm diameter, always employ a center punch or center or spot drill first. Twist drill chisel edges do not self-center at larger sizes; the drill bit will walk until it finds a snug fit, often far from the desired position. Experienced practitioners claim missing the dot-punch is most regularly cited as the reason for inaccurate holes when drilling manually.
Scenario: A maintenance shop finds the average drill life is only 2-3 days rather than 2 weeks. An investigation shows that there has been no cleanup or oil removal from the coolant sump for over 6 months; bacterial contamination has drastically reduced the lubricant emulsion stability 40 – 50%. After draining and cleaning the sump, refilling with fresh coolant at 7% concentration, and replacing the existing dull bits, tool life returned to normal. Cost of the solution: $120 worth of coolant, 2 man hours. Cost of ignoring: $800/month worth of failed drill bits. If considering a process for surface cleaning after drilling, consider the use of laser cleaning technology to remove cutting fluid and debris from the surface without chemical residues.
Frequently Asked Questions About Drilling Machines

Q: What are the three types of drilling machines?
View Answer
Three categories of drilling machines are featured in most workshop literature: the bench drill press (small and fixed to a workbench, 16mm capacity), the pillar or floor drill press (large column, 32mm capacity), and the radial arm drill (swing-arm machine for heavy workpieces, 75mm capacity). This grouping appears through out most vocational curricula and accounts for roughly 80% of the machines in common general service fabrication shops.
Q: How does a drilling machine work?
View Answer
A motor spins the spindle through a gear or belt drive. An operator (or computer program) feeds the rotating bit into the material along the axis of the spindle. Cutting edges of the bit shear away material, and the helical flutes pull chips up and out of the hole.
Q: What operations can be performed using a drilling machine?
View Answer
In addition to simple drilling, a drilling machine can do reaming (an enlarged hole to an exact size with a smooth surface finish), counterboring (an enlarged, flat-bottomed hole for a bolt head), countersinking (air gunning an angled hole for a flat head screw), tapping (a process where a tap held in the spindle cuts internal threads), spot-facing (a operation where on a rough casting a flat surface is machined around a hole), and boring (enlarging an existing hole with a single point boring bar for close tolerance work). All of these operations are more accurate with a rigid spindle and controlled feed than with a hand-held drill.
Q: How does material hardness influence drilling parameters?
View Answer
Tooling needs to be machined more slowly for the tougher materials and require higher feed pressures. Mild steel (120 – 180 HB) will generally drill at around 25 m/min surface speed, whereas drilling stainless (200 – 280 HB) reduces the surface speed to 10 – 15 m/min. Hardened tool steel (45+ HRC) may require carbide tooling used at 5 – 8 m/min, employing rigid work-holding and flood coolant.
Q: What materials can be processed using a drilling machine?
View Answer
In a machine shop, drilling machines are used mainly for: metals (iron, tin, cast-iron, aluminum, bronze), wood, plastics, composites (carbon fiber, glass fiber), ceramics (Diamond coated end-mills) and stone. Tooling and parameters are chosen depending the material.
Looking for CNC Automation for Your Drilling Operations?
UDTECH offers CNC equipment for metalworking precision in drilling, milling, multi-axis machining.
References & Sources
- Machine Guarding eTool: Drilling Operations — U.S. Occupational Safety and Health Administration (OSHA)
- ISO 20770-1: Machine Tool Safety — Drilling Machines — International Organization for Standardization
- ISO 73.100.30: Drilling Tools Classification — International Organization for Standardization
- Drilling Machines Market Size & Industry Analysis — Global Market Insights, 2024
- Machinery’s Handbook, 31st Edition — Industrial Press (speeds/feeds tables, drill geometry specifications)
Related Articles
Reviewed by the UDTECH engineering team who have extensive experience across all aspects of CNC tooling and precision machining equipment.