A medical-grade extruder is an extrusion machine constructed, equipped, and operated to process biocompatible polymers into medically relevant tubing, catheters, and profiles. Beyond merely the machinery, medical-grade means building with corrosion-free materials in a cleanroom, ensuring material lot-traceability, and integrating a proven and monitored process. This article guides you through these four essential elements: medical vs. general-purpose extruders (single vs. twin screw, polymer compatibility), a general extrusion process overview, FDA & ISO cleanroom compliance requirements, and tips for purchasing a system.
A medical grade extruder, capable of creating medical-device-grade tubing and components, differs from general plastic production equipment by operating under four distinct constraints: use of stainless or non-corrosive wetted parts, employment of an ISO 14644 cleanroom, utilization of biocompatible and traceable resin, and a monitored and validated process achieving a wall tolerance as narrow as ±0.0005 inch (13µm). Single-screw extruders are suited for most medical tubing applications, while co-rotating twin-screw machines are usually preferred for compounding and pharmaceutical hot-melt applications.
Quick Specs: Medical Grade Extrusion at a Glance
| Common machine types | Single-screw (tubing); co-rotating twin-screw (compounding, HME) |
| Typical screw L/D ratio | 24:1–30:1 (single); 20:1–40:1 (twin) |
| Common materials | Medical PVC, Pebax, polyurethane/TPU, silicone, PEEK, nylon 11/12 |
| Achievable wall tolerance | ±1% typical; ±5 µm microbore; ±0.0005″ microcatheter |
| Cleanroom class | ISO 14644 Class 7 or Class 8 |
| Key standards | FDA 21 CFR 820 / QMSR, ISO 13485:2016, USP Class VI / ISO 10993 |
- “Medical-grade” refers not to a material but to the entire processing system, adhering to the 4-Pillar Medical-Grade Standard.
- A twin-screw extruder isn’t inherently superior for all medical applications; single screws are ideal for most tubing, and twin screws are better for compounding and hot-melt extrusion.
- For most tubing processes, wall accuracy is typically achieved with a 0.01% precision melt gear pump, not primarily through the screw itself.
- FDA’s Quality Management System Regulation is scheduled to encompass ISO 13485:2016 under 21 CFR Part 820 effective February 2, 2026.
What Makes an Extruder “Medical Grade”?

A medical-grade extruder isn’t defined by the machine in isolation, but rather by four synchronized conditions it must fulfill. It’s a common misconception that a stainless steel frame automatically qualifies a machine as medical grade; stainless construction is only one element. Rather, “medical grade” describes a complete production setup able to document precisely what was made, how it was made, and from which materials were used. We consolidate these requirements into what we term the 4-Pillar Medical-Grade Standard.
| Pillar | What it means | Typical requirement |
|---|---|---|
| 1. Machine construction | Wetted parts that will not contaminate the melt; no static or dust generation | Stainless / corrosion-resistant screws and barrels; brushless drives; easy-clean surfaces |
| 2. Cleanroom environment | Controlled airborne particle count around the line | ISO 14644 Class 7 or 8 |
| 3. Material traceability | Biocompatible resin with documented lot history | USP Class VI / ISO 10993 materials; lot and certificate records |
| 4. Process validation | Documented, repeatable, monitored process | IQ/OQ/PQ, SPC, ISO 13485 quality system |
Purchasing medical-grade equipment necessitates considering each of these four pillars as separate investment and operational choices. One might install a stainless extruder yet still fail regulatory audits if lot traceability of the resins is absent or if a validated process runs on equipment that deposits particulate matter in an unclassified space.
The FDA’s Quality Management System Regulation, which will merge ISO 13485:2016 into 21 CFR Part 820 as of February 2, 2026, connects these standards in the US framework. Consequently, when a vendor claims their machinery is “medical grade,” the key question to ask is: “Which of these four pillars does this machine specifically cover, and what are the responsibilities I still need to manage?”
Single Screw vs Twin Screw: Choosing the Extruder Type
Single-screw or Twin-Screw machine for medical? When making the jump, the instinct is to buy a twin-screw extruder as the “better”, more expensive, top-of-the-line option. For most medical applications that is wrong: a single screw extruder is usually more suitable for medical tubing, because it mainly involves melting and smoothly conveying one polymer. This can be achieved much more economically with a single screw and with significantly less effort to validate. Twin-screw machines earn their place in high mixing intensive processing steps, such as mixing, blending of melts (compounding), development of mixtures, release of gases and hot melt extrusion in the pharmaceutical field. Choosing wrong is costly either way: run a shear-sensitive blend on a single screw and you risk poor mixing and out-of-spec lots, while forcing simple tubing onto a twin-screw line wastes capital and adds weeks of validation work to a medical production program.
“There is no such thing as a ‘general-purpose’ screw. For medical tube production lines, it is often sensible to carry a library of screws that suit all of the materials used and to introduce screw changes as a standard procedure at each material change.”
| Factor | Single screw | Co-rotating twin screw |
|---|---|---|
| Primary job | Melt + convey one polymer | Mix, compound, devolatilize |
| Typical L/D | 24:1–30:1 | 20:1–40:1 (HME ~30:1) |
| Mixing / shear | Low–moderate (gentle) | High, configurable |
| Relative cost & complexity | Lower | Higher |
| Best for | Single-/multi-lumen tubing, catheter jackets | Compounding, masterbatch, pharma HME |
What is a co-rotating twin screw extruder?
Co-rotating twin-screw extruders run two simultaneously driven, interpenetrating screws that provide good to very good flow behaviour combined with an extremely high degree of homogeneous melting and thus stable temperature control through intermesh action for such processes as mixing, blending, developing melts, release of gases or hot melt extrusion within an integrated machine set up. They’re the “state of the art” especially for applications with complex mixtures or very shear-sensitive materials. For purely medical tubing processing, it makes sense to use single-screw extruders. A development and / or production scale laboratory extruder in both variations serves as a basis for process verification prior to scale-up.
Medical Grade Materials and Matching the Machine to the Polymer
Material selection forms the basis for all other decisions for the extruder such as screw configuration, materials for screw and barrel, barrel design, temperature control, and feeding and drying systems. Typical thermoplastic polymers processed include TPU, silicone, Pebax (polyether block amide), nylon 11 and 12, PET and high-performance materials such as PEEK, while PVC still dominates medical tubing. Every polymer has a certain melt window which the extruder must maintain.
| Material | Class | Processing note | Machine implication |
|---|---|---|---|
| Medical PVC | Commodity flexible | Melt ~100–210°C; HCl above ~120°C; degrades ~230°C | Barrier/mixing screw, tight temperature control |
| TPU / polyurethane | Elastomer | Hygroscopic; reversion-sensitive | Predry; lower draw-down ratios |
| Pebax (PEBA) | Elastomer | Hygroscopic; wide flexural-modulus range | Dryer + sealed feed; suits high draw-down |
| Silicone | Elastomer | Often cured downstream; different feed | Dedicated silicone extruder setup |
| Nylon 11 / 12 | Engineering | Hygroscopic; high draw-down tolerant | Predry; suits microbore/multi-lumen |
| PET / polyester | Engineering | Hygroscopic; thin-wall balloon tubing | Predry; precise thermal control |
| Polycarbonate (PC) | Engineering | Clear, rigid; moisture-sensitive | Predry; connectors and luers |
| PEEK | High-performance | High-heat (~700°F / 371°C) | High-temp barrel and tooling |
| FEP / fluoropolymer | Fluoropolymer | Corrosive HF degradation products | Hastelloy screw; nickel-alloy barrel lining |
| PTFE | Fluoropolymer | Paste extrusion, not melt | Dedicated paste line; not a standard melt screw |
Pre-drying of hydroscopic materials (e.g., TPU, PET, nylon 11/12) is an absolute must, because with untreated hygroscopic polymers steam forms in the melt which can form bubbles, air pockets or weak areas of the wall. The processing of corrosive fluoropolymers, such as FEP, is only possible by keeping iron content in wetted surfaces below approx. 1 % and using special alloys for screw and cylinder as well as for screw and barrel lining. During their thermal degradation, highlycorrosive decomposition products, including HF, can form, which would pit conventional tool steel, and this selection must be made when machine selection occurs, rather than afterward.
For flexible-PVC products specifically, a dedicated medical PVC extrusion machine with a barrier screw promotes the gel reduction needed for clarity, while thermoplastic elastomers run on a TPE extruder setup tuned for their lower processing temperatures.
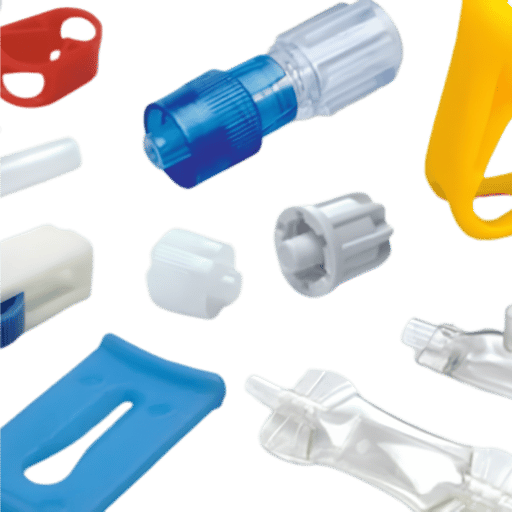
What Medical Grade Extruders Produce
Medical tubing extrusion makes far more than plain round tube. Knowing the product family matters because picking the wrong construction is a costly mistake: specifying a single-lumen design when a catheter actually needs three lumens means re-tooling the die and re-validating the process, often a 6-8 week delay on a medical device program. Match the die, tooling, and machine controls to the product before you cut metal.
- Single-lumen tubing (as produced, e.g. for IV or urinary catheter use).
- Multi-lumen tubing (with multiple lumens within a wall, usually achieved using external tools and per-lumen-controlled air pressure or mandate); such tubing is typically used as a catheter tube.
- Co-extrusion and multi-layer tubing including radiopaque stripes coextruded from a second extruder for X-ray visibility.
- Bump and tapered tubing, variable wall or diameter along the length for catheter shafts.
- Profiles and specialty shapes, pipette tubes, burette tube, hypotube jackets, and peristaltic pump tubing.
What is multi-lumen extrusion?
Multi-lumen extrusion forms a single tube with two or more internal channels that run the full length. Each lumen has its own job – fluid delivery, a guidewire path, or inflation – so each must hold its own cross-section. The shape is controlled with a cross-head die plus either bore-forming mandrel wires removed after cooling, or individually regulated air pressure fed into each lumen. It’s one of the most demanding extrusion tasks, which is why patent activity around multi-lumen and thin-wall vascular tube tooling remains active.
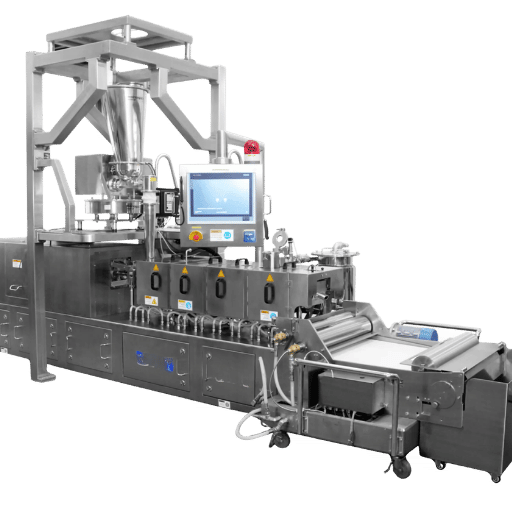
Inside the Line: The Medical Extrusion Process Step by Step

A medical grade extruder is one machine in a coordinated tubing extrusion line. Tolerance is won or lost across five stages – we map them here as the 5-Stage Medical Extrusion Line Map. The counterintuitive part: the precision element is usually not the screw, but the melt gear pump that meters polymer to the die.
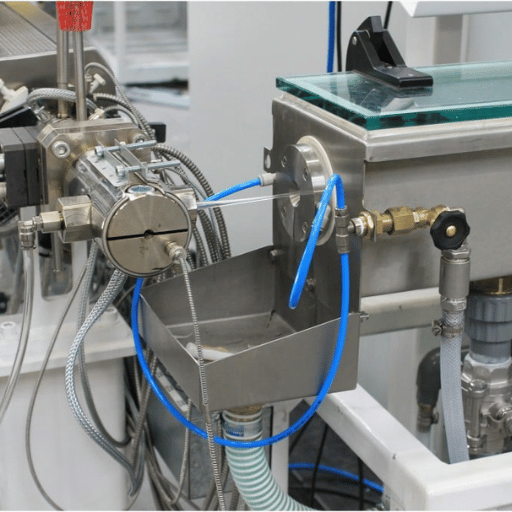
- Feed & dry, resin is dried (for hygroscopic polymers) and fed under controlled conditions.
- Extruder & gear pump, the screw melts and conveys; a precision melt gear pump then meters the polymer to the die, holding speed to about 0.01% and mass-flow variation under 1%.
- Die & tooling, streamlined, stainless tooling shapes the tube; cross-head dies add lumens, wires, or coextruded layers.
- Vacuum sizing & cooling, a vacuum sizing tank fixes the outside diameter while the tube cool in a water bath.
- Measure, haul-off & cut, laser and ultrasonic gauges feed a closed loop that trims puller and air pressure; a capstan haul-off (for tube under 2 mm) holds tension before cutting or coiling.
How tight can this hold? A typical dimensional tolerance is ±1%, which on a 1.6 mm internal diameter works out to about ±10 µm – roughly one-seventh the 75 µm diameter of a human hair, according to Medical Plastics & Biomaterials. Microbore and multi-lumen work pushes to ±5 µm, and microcatheters for neurovascular use can demand ±0.0005″ (about 13 µm). Closing the loop between the laser micrometer and the haul-off or gear pump is what makes those numbers repeatable.
A practical example show why metering matters. A processor running thin-wall TPU at a 10 kg/hr output tightens tolerance from ±0.08 mm to ±0.01 mm on a 1.0 mm-ID tube with a 0.225 mm wall. That alone trims material use by about 12.5% – at roughly $10,000 per tonne for medical compound, the saving is real money per shift, and it comes from process control, not a different polymer.
Hot Melt Extrusion (HME) for Pharmaceuticals
Hot melt extrusion – it’s the kind of medical extrusion where the plastic make the drug, not the device. We use a twin-screw extruder to mix the drug and polymer, melting the two components into one solid.
What is hot melt extrusion in pharma?
Hot melt extrusion (HME) is a one-step process wherein a drug-insoluble compound dispersed within a melt-processed polymer vehicle is converted to amorphous form as the mixture solidifies, resulting in the amorphous solid dispersion (ASD) that improves drug dissolution. In this technique, a twin screw extruder is employed to disperse the poorly soluble active ingredient within the melted polymer and transform the mixture into a monolithic ASD upon solidification. Peer-reviewed pharmaceutical articles demonstrate lab-based drug extrusions using twin-screw equipment (as well as a range of experimental extrusion sizes, such as a 16 mm machine operating with a 30:1 aspect ratio and 0.8 mm die) to make ASDs.
As a buyer, the key difference to note is that pharma HME and medical tubing extrusion aren’t made on the same type of equipment. The former require configuration mixing of a co-rotating twin screw, tightly controlled processing temperatures to prevent drug degradation, and often a laboratory extruder for formulation development. The central challenge in HME is thermal: hold the melt too hot or too long and the active ingredient degrades, so the process risks failing a batch if residence time drifts. In practice, formulators de-risk this by running a 16 mm lab line first, then scaling. For any drug-product development, the best place to start is a dedicated hot melt extruder machine, not a tubing line.
Cleanroom, Standards & Quality Requirements
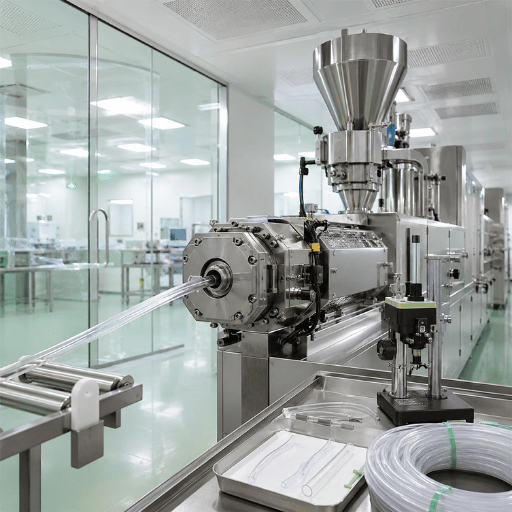
Cleanroom controls and the quality paperwork are what inspectors really check.
Medical extrusion is usually performed in an ISO 14644 Class 7 or Class 8 cleanroom. In medical clean rooms, the 2 categories differ by an order of magnitude with regard to permissible number of particles and air changes.
| Class | Max particles ≥0.5 µm per m³ | Typical air changes / hr |
|---|---|---|
| ISO Class 7 | ≤ 352,000 | 30–60 |
| ISO Class 8 | ≤ 3,520,000 | 10–25 |
For the quality-system aspect, recently the FDA updated regulations.
Following the FDA’s February 2nd , 2026 update, the new QMSR integrates ISO 13485:2016 into 21 CFR Part 820-allowing for consistent use of quality management systems for all medical device manufacturing operations, including the production of compounded drugs and tubing. Even devices, such as those comprising blood tubing, are considered by the FDA to be completed items in themselves, therefore subject to QMSR compliance in regard to production, tracing, and records management.
Materials come with their own assurances.
It used to be that the industry regarded any “medical-grade” plastic as one that satisfied the criteria for USP Class VI biocompatibility. In recent years, the standards have evolved; now, medical plastics require a greater level of assessment, and industries have begun adopting a broader approach to evaluating materials, which includesgenotoxicity testing alongside existing evaluations under the ISO 10993. This more thorough method of evaluating and certifying medical-grade polymers helps ensure the safety of implants and implants by going beyond Class VI alone.
- Quality system: ISO 13485:2016 via FDA QMSR (21 CFR 820), aligned with GMP
- Environment: ISO 14644 Class 7 or 8 cleanroom
- Materials: USP Class VI and/or ISO 10993 biocompatibility
- Process: IQ/OQ/PQ validation + statistical process control records
How to Specify and Buy a Medical Grade Extruder
Before asking a machinery manufacturer for a quote, jot down a list of information they’ll need to design a line for an inspection. Too generic is two unhelpful. The following checklist will help you form your request:
- Product: tubing (single/multi-lumen), profile, or compounding/HME?
- Polymer(s) and whether one machine must run several
- Diameter range and wall thickness range plus tight tolerance (e.g., 5 mu? 10 mu?).
- Output target (kg/hr) and number of lumens
- Screw type and L/D; corrosion-resistant metallurgy if running fluoropolymers
- Downstream: vacuum sizing, laser/ultrasonic gauging, gear pump, haul-off, cutter/coiler
- Cleanroom compatibility (static/dust control, easy-clean surfaces)
- Validation support: IQ/OQ/PQ documentation, data logging/traceability export
On price: a realistic budget depend on the above variables far more than a list price. A bench-top lab line, single-screw tubing line with downstream, and full instrumented multi-lumen cleanroom system are quite far apart – pricing moves with metallurgy, controls, and scope of validation. Instead of the hype, ask suppliers for a quote against a completed checklist, the best way to compare apples to apples. Confirm wetted-part metallurgy, the closed-loop measurement package, and whether validation documentation is built-in or an upcharge-these move both price and audit- readiness the most.
Send your completed checklist to two to three builders and compare their downstream and validation line items rather than just the extruder price. Compare extruder machine configurations first, then talk to an extrusion engineer about your particular tolerance and cleanroom requirements.
Industry Outlook: What’s Driving Medical Extrusion Demand

By far the strongest force shaping medical device manufacturing through 2026 is miniaturization due to the increasing adoption of minimally invasive and neurovascular surgical techniques. With ever-shrinking access points, surgical access requires devices made with smaller ODs, thinner walls, and more lumens per tubing profile, driving up the required tolerance and precision measurement in the extrusion process – as well as the output capacity to serve larger markets. The purchasing implication is clear: Spec now for finer gauge (ultrasonic plus laser measurement), closed-loop control, since what you’re pricing in 2026 and beyond will tend to have tighter walls than what’s being sold today.
A second, parallel driver is regulatory. With FDA QMSR rules becoming enforceable Feb. 2, 2026, new lines should be built with ISO 13485-aligned traceability and documentation from day one rather than retrofitted later. Industry buzz across the sector points to medical tubing and to both multi-lumen devices and micro-extrusion being among the areas of fastest growth. While many market reports focus on estimated market value (e.g., a single-digit dollar market in the billions of dollars, growing in the single digits), buyer direction lies more in equipment specifications than in headline market figures. The risk for buyers who delay is concrete: a line specified for today’s wall thickness can struggle to hold ±5 µm on the smaller-OD multi-lumen tubing that neurovascular and cardiovascular devices increasingly demand, alongside growing interest in bioresorbable polymers, leaving you re-tooling within a year.
Frequently Asked Questions
What are the 4 types of extrusion?
View Answer
Is there medical grade PVC?
View Answer
How much does a medical grade extruder cost?
View Answer
Can a standard plastic extruder be used for medical tubing?
View Answer
What materials can a medical grade extruder process?
View Answer
Do you need a cleanroom for medical extrusion?
View Answer
UDTECH builds single-screw, twin-screw, and laboratory extruders for medical and pharmaceutical applications. Share your polymer, tolerance, and cleanroom requirements and we’ll spec a line against them.
About This Guide
UDTECH manufactures a complete line of single-screw, twin-screw, and laboratory extrusion machinery specifically designed for medical and pharmaceutical applications. “When a customer gives us a specification – from a raw material through the extrusion parameters, down to the packaging or cleanroom requirements – we provide a solution and we can also validate the process if required,” says UDTECH medical specialist Ken Finke. “Simply let’s know your needs, from the smallest detail to the most challenging material specification, and we’ll craft an appropriate specification based on those needs. That’s the best and only path to get a fair comparison when sourcing your next extrusion line.”
References & Sources
- Quality Management System Regulation (QMSR)U.S. Food and Drug Administration
- 21 CFR Part 820, Quality Management System RegulationU.S. Electronic Code of Federal Regulations
- Achieving Precision Tube Extrusion for Medical ApplicationsMedical Plastics & Biomaterials (MD+DI)
- Hot Melt Extrusion: Development of an Amorphous Solid DispersionU.S. National Library of Medicine (PMC)
- Twin Screw Extruders as Continuous Mixers for Thermal ProcessingU.S. National Library of Medicine (PMC)
- Extrusion Characteristics of Thin-Walled Tubes for CathetersU.S. National Library of Medicine (PMC)
- U.S. Pharmacopeia, Plastics biocompatibility classesUnited States Pharmacopeia
- ISO 14644-1 Cleanrooms and associated controlled environmentsInternational Organization for Standardization