




In plastic manufacturing, choosing an optimal pelletizing system is perhaps one of the most crucial decisions about product quality and production capability. It is also worth noting that there are two basic approaches to pelletizing plastics – the strand pelletizing system and the underwater pelletizing system. But how do you determine which is right for your situation? This comprehensive guide will examine both systems’ features, including their benefits, whether they are economical, and what types of plastics are most appropriate for each system. We will also highlight the essential criteria to consider while selecting a granulation system and cover other methodologies like die-face pelletizing. Whether you are a longtime expert in the field or just starting to get familiar with pelletizing, this article is intended to help you understand the fundamentals, allowing you to make the right choices and increase the efficiency of plastic pellet production. So, let’s get started with this informative voyage and sift through the information, enabling you to streamline your operations with the best pelletizing system available.
What is an Underwater Pelletizing System?
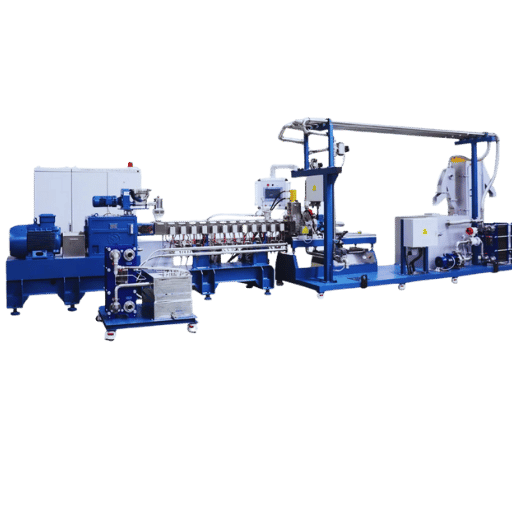
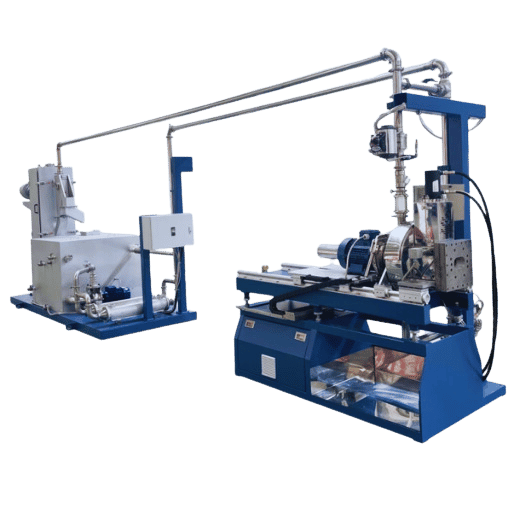
The underwater pelletizing system is specialized equipment used in the plastic industry to produce uniform plastic pellets. After extrusion through a die, the process is where molten plastic is forced into a chamber filled with water and cut into pellets by a rotating cutting blade. The plastic is cooled by the water so that it can be formed into pellets. An underwater pelletizing system has a lot of advantages, such as good pellet quality, low dust emission, and applicability for many grades of plastic materials. These systems are widely applied in polymer production, compounding, and recycling industries.
Understanding Underwater Pelletizers
The term ‘submerged extrusion’ refers to an underwater pelletizing process used to produce plastic pellets with various applications. Underwater pelletizers are advanced automatic machines widely used in polymer (including rubber) manufacturing, compounding, and recycling, and they cut the plastic into pellet form by using a pair of horizontally mounted rotary blades placed within a water-filled chamber. After submersion, the underwater section solidifies due to moisture absorption, enhancing the forming processes’ accuracy.With the aid of underwater pelletizers, high-quality pellets with no or little dust and a broad application range are obtained. They are almost incapable of failing and are very good at making pellets of different types for multiple uses.
Key Components of Underwater Pelletizing
The principles of the underwater pelletizing system, which are enhanced in their functionality by many components, include the following elements:
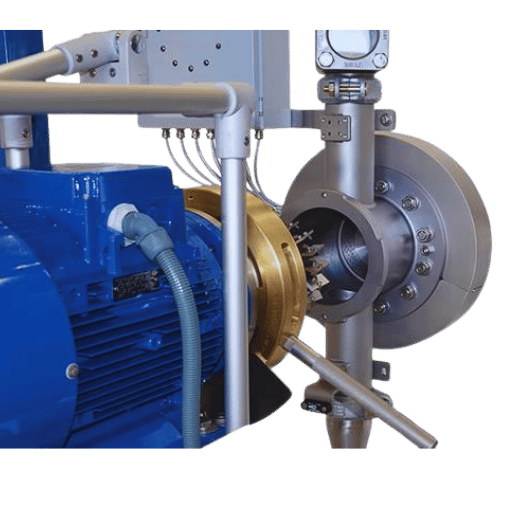
- Rotating Blade: The rotary blade, an important and working component in the underwater cutting/ pelletizing tool, is submerged in a water-filled chamber and rotates in a plane perpendicular to the thumb with a mole. This force is so strong that the produced pieces are of a more or less equal size.
- Water Bath: This water bath performs various functions. First, it quenches the molten pellets rapidly, turns them into pieces, and second, the water bath assists in the and as well as emulsion separation of the pellets from any of the excess fines which are a result of dust.
- Pelletizer Die Plate: The die plate alone pushes the molten plastic materials to be pelletized. A combination of a plurality of holes and a rotating blade, which is a component device, assists the pelletizing process by first extruding the molten plastic strands through the holes and then cutting the strands into forced filaments.
- Pellet Dryer: When the pellets are formed, it is necessary to get the.
- Pellet Classifier: Cutting machinery combines the rotating shaft and dies, reducing the pellet’s quality. Hence, the pellet classifier is responsible for handling the situation in an (almost) dust-free working environment, which helps maintain the quality of the pelletizing process in the end.
The blend of these core elements in underwater pelletizing systems facilitates the production of quality pellets with accurate scale and stable characteristics. This technology brings many benefits, so creating pellets from various plastic materials has become one of the preferred methods in many industries.
Advantages of Underwater Pelletizing Systems
Underwater pelletizing systems have a variety of advantages, which is why they are one of the favored options for pelletizing polymers in several industries. Below are some of the substantial advantages:
- High pellet quality: The underwater pelletizing system provides high-quality pellets within the required geometry and well-defined specifications. It literally eliminates any chances of fines or dust particles degrading pellet structures.
- Contamination Minimization: Underwater systems control contamination because there is no requirement for air exposure to the pellets during pellet formation.
- Enhanced Efficiency: Since underwater pelletizing systems work without interruptions, they result in higher outputs and increase the efficiency of the entire pelletizing operation.
- Versatility is key in selecting an underwater strand pelletizing system that can handle various materials and pellet shapes. These systems are amenable to a large number of polymetric materials, like thermoplastic elastomers and even heat-sensitive polymers, and can have several applications in pelletizing processes.
- Reduced Downtime: The underwater pelletizing system design allows short downtimes during blade changes and provides fast maintenance services for effective production processes.
- Energy Efficiency: Such systems tend to operate with lower energy consumption than other forms of pelletizing. Therefore, wealth is earned, and pollution is avoided.
- Process Control: Systems of underwater pelletizing offer the potential for constant control over the size, shape, and properties of pellets, which can be in accordance with the users’ specifications.
- Automation and Integration: Automating and integrating these systems into production lines is easy, increasing the effectiveness of manufacturing processes.
Due to these numerous advantages, underwater pelletizing systems provide dependable and cost-effective alternatives for fabricating quality pellets in different industries for processing plastics.
How Does a Strand Pelletizing System Work?
Introduction to Strand Pelletizers
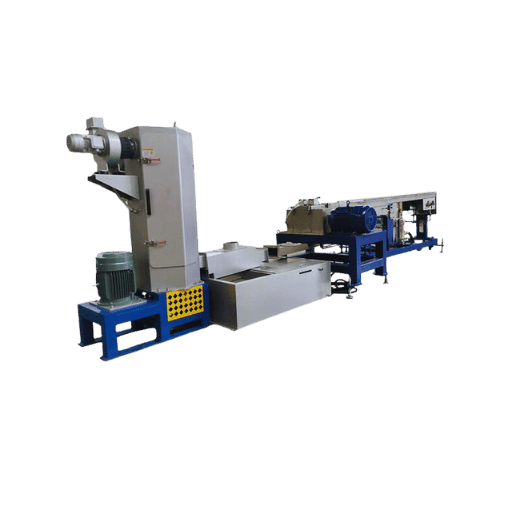
Strand pelletizers are important tools in plastic processing sectors which convert molten plastic strands into a uniform mass of pelleted plastic. These high-performance machines provide accurate cutting and dependable service which help to create better quality pellets for various uses, especially when combined with a centrifugal dryer. In conjunction with technological advancement and sturdy structure, strand pelletizers enable manufacturers to make pellets of uniform size and shape, enhancing overall production efficiency.
The systems of strand pelletizers are composed of multiple parts that work together and enhance its efficiency. Manufacturers, therefore, need to be well informed on the functions and advantages of these parts to make good choices when they are ordering and operating strand pelletizers. Also, comparing strand pelletizers with other types of pelletizing systems like underwater pelletizing systems, helps to understand the benefits and value of each type depending on a particular application and the available cost.
In the following sections we shall look into the specific elements of a strand pelletizing system, explain the advantages of strand pelletizers, compare strand and underwater pelletizers, point out several factors to consider in the selection of a suitable pelletizing system, and explain die design considerations. From this broad perspective, we hope to help manufacturers with their understanding and insight to enhance the pelletizing processes and great success in plastic production.
Components of a Strand Pelletizing System
Bear in mind that optimizing your pelletizing processes in plastic production is paramount. When it comes to strand pelletizing systems, several key components play a crucial role in ensuring efficient and effective pellet production. The die head, cutter, and process water management systems are the main components of a strand pelletizing system.
- Extruder: The role of the extruder in pelletizing is to melt and shape a plastic material into strands suitable for the pelletizer. This machine has a screw to assist in the melting of plastic and pushing it towards the die.
- Die Plate: The die plate is a critical unit defining the size and shape of pellets produced, which is the objective of pelletizing. It features several orifices to which the molten plastic is extruded to give the shape of the strands.
- Cooling System: Upon formation, strands require treatment that will allow them to cool and harden instantaneously. A cooling system, typically consisting of water baths or air cooling, is used to quickly cool the strands to promote solidification.
- Strand Pelletizer: The cooled and solid strand is cut into pellet size length as per requirement by the strand pelletizer, which is the last and most important part of the system. Blades or knives are used to achieve high precision and uniformity in pellet size across its breadth.
All these components are also important for increasing the performance and productivity of the strand pelletizing system. By understanding their functionalities and importance, it is possible to make appropriate choices and optimize the pelletizing processes.
Benefits of Using Strand Pelletizing
The strand pelletizing process provides several benefits within the realm of plastic pelletizing. In this case, manufacturers can develop effective pellet formulations and produce the pellets with high accuracy. Let’s look at some of the advantages of strand pelletizing.
- Better Quality and Performance: For pellets to perform well, they ought to be of the same size and shape, which is what strand pelletizing guarantees. Strand pelletizing employs rotating blades or knives that can cut precisely to maintain the desired length and shape of a pellet.
- Large-Scale Production: This method allows for a very high production level, indicating that it can be used in large-scale production industries. It is also ideal as it has a continuous process, thus reducing the idle time between production, making the process efficient, and reducing the cost of production.
- Application in Range of Plastic Materials: Thermoplastic, thermosetting plastic and elastomer are some strands that strand pelletizing can work efficiently with. This versatility makes it a preferred choice for various industries, accommodating different material properties and processing requirements.
- Ability to make pellets with various designs: The parameters that can be changed are the length, time, and angle of the blades during strand pelletizing. These parameters may be changed to yield the desired pellets, thus enabling pellets with different surface patterns and profiles that have applications in different fields.
- Taking on the Changes: Strand pelletizing systems can effortlessly be added to existing production lines. They can be readily integrated with the extrusion processes and allow the extrusion systems to work continuously without requiring any major adjustments.
Similarly, by using the advantages associated with strand pelletizing, producers can enhance the processes of producing plastic pellets in bulk at great speed and price.
Comparing Underwater Pelletizers with Strand Pelletizers
Efficiency in the Pelletizing Process
The efficiency and effectiveness of the pelletizing operations are hugely dependent on the overall productivity outputs and cost implications. The comparative analysis between underwater and strand pelletizers also envisages a multitude of aspects.
In terms of cost-effectiveness, strand pelletizing systems are more effective. High output rates are targeted without compromising quality because it uses strand cutting, which is in a continuous mode. Furthermore, there is no need to suspend production to switch between procedures; the processes do not have to be stopped, which minimizes downtime. Furthermore, strand-pelletizing plants are quite flexible as such plants can manufacture various plastic materials and still produce round pellets of somewhat good quality.
On the other hand, underwater pelletizers feed into a batch process that encompasses three phases. In these phases, the polymer melt is submerged into a water-filled chamber to be cut into pellets. Although underwater pelletizers enhance cooling and pellet quality, batch operation means pellet production is on and off and thus may be restricted in supply for a certain specified period.
Understanding the fundamental requirements, such as manufacturing capacity, materials to be used, and the efficiency of the whole process, is the main component in determining the most appropriate pelletizing system for your needs. By carefully examining each factor, manufacturers can maximize the pelletizing process’s value by optimizing it according to the preferred target.
Cost Implications of Each Pelletizing System
Once you have selected a suitable kind of pelletizing system for your production needs, it is worth analyzing the associated costs with each. The cost structure would include the initial purchase cost of individual pelletizing equipment as well as the operational cost of running that equipment and may be influenced by factors such as throughput, e.g., system capacity, materials used in the system, and process efficiency; other aspects include the expected lifespan of the equipment.
- Strand Pelletizing System: Strand pelletizing systems tend to have lower capital investment requirements than underwater or water ring pelletizing systems. They naturally have fewer parts and components and, therefore, require less engineering effort. However, there could be some drawbacks regarding sustained intermittent production in terms of loss in productivity, especially the recovery of the process water.
- Underwater Pelletizing System: A die head and cutter system are incorporated into the pelletizing function in order to create good-sized pellets with the requisite amount of water flow to enhance cooling. The underwater pelletizing systems are reputable for good quality pellets alongside high-speed equipment. On the downside, however, a number of sub-equipments are required, such as water baths and pellet dryers, which raises the capital investment needed to start the system. The future production output, coupled with the expected good quality pellets, makes the underwater pelletizing systems a worthwhile long-term investment despite the higher cost.
- Water Ring Pelletizing System: Because water ring pelletizing systems are adaptable and dependable, they are commonly employed in the plastics sector. They provide a good compromise between capital expenditures and operational efficiency. Even though water ring pelletizing systems require modest capital, they are renowned for processing large numbers of sizes and making consistent pellet sizes.
Because of these considerations, when choosing a pelletizing system, one must take into account the long-term cost. A number of factors, such as needed output level, shape, and product material, have to be evaluated to assist in determining the best and most efficient design and operation of the pelletizing system.
Suitability for Different Plastic Materials
When looking for an appropriate pelletizing system for your plastics, always ensure that it fits the various kinds of plastics. This is because every plastic has distinguishing properties and characteristics that affect the pelletizing process. The following key points have to be analyzed:
- Melting Point: Any plastic material must be processed at a specific temperature. Make sure that the appliance chosen does not exceed the melting point of the plastic material.
- Viscosity: During the pelletizing stage, the viscosity of most materials affects their flow characteristics. For some materials, the viscosity may be altered; hence, the most favorable viscosity for pelletizing is sought, and the pelletizing system is possibly re-modified.
- Abrasion Resistance: A high filler or reinforced fiber plastic compound is a strong abrasive material used in pelletizing. Such a material tends to cause wear and tear, so a system designed to withstand this abrasion should be chosen.
- Thermal Stability: Heat stability is an important factor since it reduces stress in materials that are highly sensitive to heat — which enable them to withstand significant amounts of heat without degrading. Therefore, the materials in this category would require some forms of cooling and even special heat steady components in the pelletizing system.
If you take these factors into account and also ensure proper compatibility between the plastic material and the pelletizing system, then it will be possible to optimize the pelletizing process and consistently produce pellets of the required standards for the given plastic materials.
How to Choose the Right Pelletizing System for Your Needs?

Factors to Consider in Pelletizing System Selection
In the pursuit of maximum output and output quality, one is sure to consider numerous aspects to be in line with the requirements. When acquiring a plastic pelletizing machine, these points must be considered:
- Material Federation: When starting a new business, it is important to consider factors such as the compatibility of plastic pelletizing systems with the plastic material being used and the compounds used to feed. For instance, each material, i.e., polymer, has its own identity and functionality, which requires a specific set of technologies. Hence, it is of utmost importance to consider all aspects in order to manufacture quality pellets.
- Water flow or energy efficiency can aid throughput requirements. So, calculate the rate or throughput of the pelletizing system you are looking for. This is useful in making an appropriate choice of pelletizing system. Pay attention to the system’s scale and throughput capacity, as well as the finish (pellet quality) and degree of throughput required.
- Wear Resistance: Certain plastic materials, most notably those compounded with additives or fibrous reinforcement, can be quite abrasive and lead to wear of the pelletizing equipment. It is critical to select a pelletizing system that can accommodate such abrasiveness. Seek out systems that are strongly built and include wear-and-tear-resistant parts.
- Thermal Stability: Some plastics are more heat-sensitive, while others are less heat-sensitive. Some materials might need extra cooling facilities or certain parts of the pelletizing apparatus to prevent them from thermally degrading while being processed. Ensure that the heating system does not overheat, and ignore the process of making pellets from such plastic materials.
In doing so, you will be able to select a suitable system for your plastic material and your processing requirements together with the system selected in the selection procedure components. In this way, you can achieve satisfactory output in terms of pellet production, which in turn reflects the quality of the final products.
Evaluating Extrusion Requirements
In the case of extrusions, it is crucial to understand the particular requirements of your operation, more especially the die head specifications, if the purpose is to achieve the desired results. By considering several factors, such as material properties, expected production quantity, and desired characteristics of the final product, it is possible to avoid drawbacks and guarantee appropriate and dependable pellet production. Some points to remember include:
- Compatibility With Material—Every plastic has unique physical properties and, therefore, behaves differently during the extrusion process. It is important to verify the material characteristics, such as the extrusion melt flow index, extrusion viscosity, and thermal sensitivity, to determine the type of components and system to be used.
- Throughput And Output – Determining the required output volume and output rate is crucial to selecting an extrusion system to match your capacity requirements. These conditions include the dimension of pellets being produced, the production rate, and the system’s general economies.
- Quality and Consistency—High-quality end products can only be achieved through a pellet of the required quality dimension. Examine the extrusion system’s control and precision accuracy in relation to its capability of consistently providing the required pellet specification.
- Maintenance and Durability: The lifespan and strength of the extrusion system are important for reducing operational standstill and increasing output. Consider the design and abrasives of the components that are likely to operate continuously.
- Thermal Stability: Various plastics have different temperature-sensitive requirements. Some materials might need particular cooling arrangements or other specific parts in the pelletizing device to avoid processing temperature degradation. Confirm that the selected device would provide sufficient cooling to produce optimum pellets without subjecting the plastic feedstock to high temperatures.
When these issues are taken into account during the selection phase, an extrusion system compatible with the plastisol and the specific processes can be obtained. This will guarantee that the pellets are produced continuously and reliably, resulting in high-quality finished products.
Assessing Cooling Methods: Water vs. Air
Two popular methods for cooling pelletized plastics can be evaluated: water and air. Each method has its pros and cons, depending on the characteristics of the plastics to be pelletized and the objectives of the process.
Water cooling: This method is widely used in most pelletizing systems. In the process, a water bath or ring is employed to cool the externally extruded plastic strands. Water cooling is preferred in pelletizing as it provides many advantages, including forming pellets of different sizes, shapes, and forms due to high heat and efficient transfer cooling rates. On the flip side, water bath or water ring extruders require further understanding of pellet production, including pumps and filtration systems, proper water management such as reticulation, zone flushing, and sanitary considerations to avert contamination.
Air cooling: Before pelletizing, air can be utilized to assist in cooling the extruded strands during the streaming process. This method relies heavily on attached ambient air to help cool the strands while they pass through a device meant for streaming. It can be said that air cooling is simple, cheap, and less maintenance in terms of cooling water usage. Though there are numerous bonuses that air cooling provides, there are still drawbacks, especially the fact that air does provide slow cooling, and poor control in regards to the pellet’s size and shape will be the result with air cooling.
It’s important to remember that plastic has a certain level of heat sensitivity that should be considered when switching from air to water or vice versa. Another factor that comes into play during this decision is the rate at which one wants the system to cool, the expected control of pellet properties, and the existing resources as well as infrastructure. It is best to analyze the specific requirements and scope of your pelletizing machine together with experts and suppliers to select the best solution for your application.
Exploring Die Face Pelletizing and Other Alternatives
Overview of Die Face Pelletizing Techniques
In the plastic industry, one popular technique for the production of plastic pellets from polymer melts is die-face pelletizing, which employs the underwater strand method for cooling. The die plate containing different holes or slots is used as a melting polymer driven through the plate during this technique. When the polymer strands come out of the die, they are of great length and need to be cut into small pieces. Rotating blades do this. Die face pelletizing has a wide variety of adaptions, which enables it to be used widely in various applications.
1. Strand Pelletizing:
A common technique used in the die face is strand pelletizing, which usually uses a cutter if there is a need to form pellets of a specific shape or size. In this case, they are cooled down with water or air jets after extruding polymer strands. After this, the strands are collected and put into the pelletizer, which is cut into pieces to obtain pellets. Strand pelletizing can be used on many materials and can create pellets that, to some extent, are of the same size and shape.
2. Underwater Pelletizing:
Underwater pelletizing is another type of die-face pelletizing. In this method, the extruded strands of the polymer are quickly dipped into a chamber filled with water. The water cools the strands and turns them into solid pellets, which are then sliced by an underwater pelletizer. Underwater pelletizing, however, is ideal for thermosensitive materials and gives excellent control of the size and geometry of the pellets.
3. Hot Die Face Pelletizing:
A variation of die-face pelletizing is hot die-peg-face pelletizing, which is considered for certain materials with greater hot melt temperatures. Instead of having polymer strands cut immediately, the cutting knives and knives waiting on a die plate were heated, which allowed the noodles to remain melted until they were cut into pellets. A Better quality hot die face pelletizing will ensure that the polymer has limited thermal degradation and with it a tendency for better quality granulats.
Every die face pelletization technique has its own pros and cons. The polymer used, cooling requirements, pellet properties, and production capacity are key elements that help in deciding the most favorable approach for a target application. It is important to explore the different die-face pelletizing techniques and consult a professional to utilize the best options, including an air knife, for better drying.
Comparing Die Face and Water Ring Pelletizers
Die face and water ring are two of the most popular methods for producing plastic pellets, and they have pros and cons.
Die Face Pelletizer:
- This can be used in many applications, such as thermoplastic and elastomer compounds.
- Provides affordable pellet size and shape.
- Processes materials with diverse melt temperatures.
- The only requirement is a heated die plate together with cutting knives.
- This makes it feasible to manufacture spherical pellets with minimal thermal destruction.
Water Ring Pelletizer:
- Very effective on lower melt temperature materials.
- Simple setup and operation are possible with an underwater pelletizing system that uses a cutter for pelletizing.
- A water ring cools and solidifies the cut molten polymer into pellets.
- Gives good quality and uniformity of the pellets.
- Further steps may be required to dry the pellets after pelletizing.
On the other hand, when choosing between die face or water ring pelletizers, one must consider the type of polymer material being processed, the cooling, the final properties of the pellets, and the designed output capacity. It is advisable to seek guidance from specialists by considering these issues to find the best-suited pelletizing method for the application. Correct selection of form mixing, pelleting, and plasticizing techniques will enable one to achieve the planned operational targets in the plastics processing sector.
Innovations in the Plastic Industry
The plastic world changes from time to time as technology advances and the need for Eco-friendly materials increases. It is, therefore, important to learn of the innovations and the trends that emerge at the top of this active environment. Here are some notable developments shaping the plastic industry:
1. Biodegradable Plastics
The surge of environmental issues has increased the need for bioplastics, which makes biodegradable plastics in high demand. Advancements in this area have increased the number of bioplastics made from renewable resources such as algae, plants, and bacteria. These biodegradable substitutes are designed to reduce plastic use and lessen the environmental effects of standard plastics.
2. Advanced Recycling Technologies Solution
Almost all parts of the plastic waste cannot be recycled due to the ineffectiveness of old techniques, which have only managed to attain minimal recycling levels. However, new cleaning methods have been developed, known as advanced recycling technologies, which are the much-needed technology of the future. These cutting-edge technologies, such as fuel feedstock recycling and chemical recycling, convert waste to raw materials. This reduces the need for fossil materials, making the plastic life cycle sustainable.
3. Intelligent Packaging
The plastic industry has also been able to derive benefits from the demand of e-commerce and customers wanting more convenience – smart packaging using sensors or indicators or even track and trace systems for better product security, oversight on the supply chain, and reduced wastage. Innovations such as these boast features, including effective monitoring of product conditions, prolongation of shelf life, and better overall experiences.
4. Tactile Materials and Designs that are Built to Last
In a bid to engage in plastic pollution dialogue, the focus has remained on tapping into sustainable materials and design ideas, including the incorporation of plastics derived from scrapped materials, bio-based ingredients, and designing with minimum materials and more recyclability in mind. Sustainable materials and design approach development will lead to a more circular, green plastic ecosystem.
Adopting sustainable policies can harness these innovations’ positivity to the plastic industry, making it more responsible and solving issues faster.
Frequently Asked Questions (FAQs)
Q: What’s the difference between a strand and an underwater pelletizer?
A: Focusing on the cooling and cutting processes is of the utmost importance. In comparison, a strand pelletizer cuts long strands of the polymer cooled in water; a strand extruder streams molten material into the strands first. In contrast, an underwater pelletizer integrates both the cooling and the cutting processes by cutting streams of molten polymer at the die face in water. This feature shows that underwater pelletizers are preferably used in high-volume production and include a wider variety of materials.
Q: What are the drawbacks of strand pelletizers compared to underwater pelletizers?
A: Underwater pelletizers can produce larger quantities consistently while permitting narrower variations in pellet size. These pelletizers are less space-specific and more suited to producing smaller polymers. As opposed to strand pelletizing systems, underwater ones also have lower power usage and lower dust emissions.
Q: Under which circumstances would a strand pelletizer be better than an underwater pelletizer?
A: Strand pelletizers are less complicated to build and maintain and require less capital investment than underwater pelletizers. However, underwater pelletizers are often limited to a particular scale of production. However, strand pelletizers are suitable for high-shear-sensitive materials. They also work for volumetric processes where more extended cooling periods are required, or larger cubes are produced. Because the cooling process is slower, a strand pelletizer works well with materials that do not withstand heat.
Q: What features of a water ring pelletizer distinguish it from its other underwater counterparts?
A: A water ring pelletizer is an underwater pelletizer that contains a rotating water ring that aids in the cooling and movement of pellets. In this type of underwater pelletizer, the polymer is fed through the die plate into a cutting chamber with circulating water. This arrangement greatly improves the cooling effect, and considerable amounts of materials are handled. Water ring pelletizers are particularly useful in processing heat-resistant products or materials or when high levels of temperature management are necessary.
Q: What factors should be considered when weighing the advantages of using a strand pelletizer instead of an underwater pelletizer?
A: Broadly speaking, the more critical factors would be the volume of production, properties of materials, specifications of pellet concerning its shape and size, the layout of the factory, energy consumption, and the scope of maintenance needed on the centrifugal dryer in particular. Also, the specific cooling cycle of your compound, the target value of pellet size and shape, and whether the material may be subject to degradation during processing or not. One needs also to consider the capital cost as well as the operating cost over some time for these systems.
Q: How does the cooling process differ in strand pelletizing and underwater pelletizing systems?
A: In a strand pelletizing system, cooling comes first in the order of sequence, i.e., strand cutting followed by cooling in a separate water bath. The strands are cooled in a tub without fully submerging and pulled out of the bath through rollers. This feature may be advantageous to certain materials. In an underwater pelletizing system, cooling is performed at the same time cutting occurs. The molten polymer is cooled to form pellets by being exposed to water in a cutting chamber. This may be beneficial to many materials due to fast cooling, but on the other hand, it can also be disadvantageous to some compounds.
Q: Which materials are more suitable for underwater pelletizers than strand pelletizers?
A: Here’s what I think if it comes down to underwater pelletizers and strand pelletizers. Undoubtedly, strand pelletizers have a limitation, whereas underwater pelletizers might be able to handle a lot more because a strand pelletizer does have its flaws, as I mentioned earlier because there are materials in which you, if not are likely comparing low viscosity soft and sticky materials which an underwater pelletizer can handle quite easily. However, This does not mean that underwater pelletizers are perfect because very high viscosity still prefers strand pelletizing, so it is essential to consult with the equipment manufacturers for any requirements.
Q: Maintenance for pelletizing systems such as straps and waffles is entirely different, so how do they compare?
A: Unlike its counterparts, strand pelletizers are easier to maintain and require less cleaning. This is primarily because their components are not intricate, meaning servicing them is a piece of cake. Even though this is true, underwater pelletizers are also more sophisticated and complex, which means that the maintenance required volume is much lower; however, that volume depends on the design. When the volume of necessary maintenance does increase, it becomes troublesome to look after, especially if you lack the skill set for it. Because of this point, consider the type of personnel you have and the impacts that would be made on production between the two systems.
Reference Sources
1. (Raj & Chandy, 2023, pp. 80–98) “Research of pellet agglomeration in underwater polymer extrusion pelletizer: a numerical simulation study.”
Objectives Pursued:
- I created a computer model that could describe the non-Newtonian polymer flow, the turbulent heating oil flow, and the thermal effects in the die of an underwater die-face pelletizer.
- This model was validated by comparing the reported experimental findings collected from an industrial bulk pelletizer with temperature and pressure.
- From these correlations a new parameter was defined as the Pellet Agglomeration Number (PAN) whereby pellet agglomeration rate was linked with various parameters such as Reynolds number, Euler number and dimensionless temperature.
Research Approach:
- CFD calculations were run in ANSYS Fluent for the polymer, heating oil, and heat transfer.
- The findings were further validated from the data compiled from an industrial bulk pelletizer.
- To the best of the writers’ knowledge, a dimensionless parameter PAN is developed to relate the quality of the pellet to the given parameters.
2. (Raj & Chandy, 2022) “Numerical Investigations of Flow and Heat Transfer of Polymer Melt in Underwater Extrusion Pelletizers”
Key Findings:
- Developed a numerical model on the polymer melt flow and heat transfer phenomenon occurring in underwater extrusion compactors.
Methodology:
- A finite volume-based numerical model was developed to compute flow and heat transfer during underwater extrusion in a vertical configuration.
3. (Kast et al., 2014, pp. 20–23); “Influences on particle shape in underwater pelletizing processes.”
Key Findings:
- Examined the effects of material characteristics and process factors on the shape and geometry of pellets manufactured through the underwater pelletizing system.
- Established that increased cutting speeds imparted a deforming effect on the particles, rendering them less spherical and with reduced specific gravities.
- Saw that the polymer viscous character was more significant than the elastic character in the control of particle shape.
- Pointed out that the shapes seen at the die exit are not always the shapes that are retained in the pellet after it has cooled, which stresses the importance of the thermodynamic characteristics at uptake.
Methodology:
- Designed and developed an underwater pelletizing system to investigate the effect of geometric parameters on pellet porosity and volume.
- Determined the mass of the pellets, the surface, and the bulk density of the pellets to assess the effect of material properties and processing parameters on the pellets’ dimensions.
- I benefitted from a unique camera system for watching the shaping time at the die.






