



In this posting, we will discuss two particular 3D Printing techniques. These are the extrusion method and Digital Light Processing, a relatively new technique in 3D printing. This article, as intended by both professionals and laymen, will hopefully give more insight into these interesting 3D printing techniques and a lot more. Without further ado, let’s explore extrusion and DLP in 3D printing and how they will change the face of 3D printing.
What is DLP in 3D Printing?
The projection of lights cast shadows in all the right places, and ‘voila’ – a perfect 3D object has been created that utilizes the Digital Light cast over Polymeric Resin, better known as DLP. The power of DLP rests in its functionality. Unlike any other 3-D printing technology, it harnesses the ability to cover an entire photo-polymeric layer in exposure to light instead of doing it point by point. Everything from motor car dashboards and televisions to mobile phones has all been made possible because of its amazing innovations.
This is the -“future,” for DLP holds the blueprint for cutting-edge engineering, but how does it operate on the most fundamental level? Well, let’s start from the top. The laser goes over multiple layers, each solidifying due to the previously implied light. A resin commanded to be exposed solidifies, while one that does not stay in a liquid form. This patented technology only makes it time efficient, but the quality output that it renders to its consumers is mind-boggling. You can embed any photograph or engraving and power your imagination through DLP!
DLP is undoubtedly the better choice in the field of 3-D projections because photopolymer materials are more time-efficient than other forms. Moreover, it eliminates the encumbrances of using various materials, allowing for intricate designs and easier printing. Products such as motor car dashboards and mobile phones have all been made possible because of its amazing innovations. This is the “future,” for DLP holds the blueprint for cutting-edge engineering.
To summarize, DLP in 3D printing simply involves using a digital light projector that shines UV light on liquid resin to solidify it layer by layer. This leads to minimal exposure time, resulting in high speed, high resolution, and excellent finishing prints. Such a wide range of applications and ease of creating intricate designs make it an important technology in the domain of additive manufacturing.
How Does Digital Light Processing Work?
DLP technology, or Digital Light Processing Technology, enables the easy manufacturing of 3D objects by layering them using a digital light projector. Hence, one would need to cut a 3D object into layers using a specific software program to start the process. These cut layers are then mapped onto a pool of liquid resin.
When light is projected and comes into contact with the resin, a chemical reaction known as photopolymerization occurs. In this reaction, the resin is able to solidify in an ordered manner. The solidifying process occurs layer by layer by the light projector, which contains information from the model of interest.
A crucial element in DLP printers’ operation is a Digital micromirror device (DMD). It comprises millions of microscopic mirrors matched to a pixel of the projected image. Furthermore, these mirrors can rotate and turn on or off rapidly, allowing light to be guided to the required positions with high accuracy, thereby curing the resin.
So, layer by layer, the object is built until it is completely formed. Thus, after the printing is completed, this part is thoroughly washed with a scrub or any other cleaner to remove extra resin that hasn’t cured and ensures concern for DLP parts quality. At last, during the post-curing phase, it is exposed to UV light so that all of the physical strength and stability is perfect.
DLP technology offers advantages such as fast printouts, high-quality images with good surface finish, and complicated structures. Its versatility allows for the use of nearly all kinds of photopolymer resins, creating pieces of engineering with various properties and characteristics.
To understand Digital Light Processing’s usefulness in additive manufacturing, one needs to grasp its relevance in technical details and comprehend what it brings to the world of 3D printing.
What Are the Key Advantages of DLP Printers?
In the field of additive manufacturing, DLP printers have inherent advantages. DLP printers are adorned with other benefits that other types of 3D printing technologies do not offer, and these are due to the use of precisely controlled light projection and photosensitive resins. Below are some of the advantages that DLP printers possess:
- Firstly, DLP printers are most remarkable because they are capable of intricate designs and precise details. What is impressive about the technology enjoyed by DLP printers is the ease at which complex geometries are constructed, and additional features are incorporated, thereby making the final prints highly detailed.
- Objects can be obtained quickly as DLP printers utilize quick curing of an entire layer at once. Thus, DLP printers are suitable for rapid prototyping and mass production. Such speed and an efficient process are well appreciated in today’s market trends.
- However, the surface area print quality is remarkable in terms of smoothness. This quality is a major advantage especially in aesthetics or to optimize time required in post-processing.
- Extensive Compatibility of Materials: DLP printers, on the other hand, are compatible with many materials, such as a plethora of photopolymer resins, which may vary in attributes such as their flexibility, strength, or transparency. This allows for the creation of objects with varying properties to satisfy the requirements of particular usage cases.
- DLP printers can be purchased as desktop or large metric printers integrated with state-of-the-art DLP software. However, the size is not a disadvantage since the DLP software makes it easy for various industries, engineers, designers, manufacturers, and hospitals. Also, DLP machines are cost-friendly because they reduce the waste of manufacturing resources.
As with any other technology, DLP printers have fundamental strengths and advantages, which explain why they are becoming increasingly popular in medicine and engineering.
How Does DLP Compare to SLA in Surface Finish?
Most often, surface finish is compared between Digital Light Processing and Stereolithography in 3D printing, which shows the need to reason well about the peculiarities in their respective printing layers, ready for DLP query security concerns. To begin with, DLP secures layers using ‘light’ via a digital light projector that cures the resin in layers at once, while SLA targets and blocks a laser at every layer boring hole.
DLP technology appears to result in smoother finishes than SLA processes. This is due to the thicknesses of the layers. In DLP curing, the thicknesses of an entire layer are achieved, so a DLP object’s surface is comparatively more even and smooth once printed. The light projector used in the DLP process also projects better resolution, meaning smaller details do result in sharper corners.
It is worth mentioning that the effects of the choice of the specific type of resin, layer height, and post-processes on the surface finish are remarkable. These parameters can be adjusted to change the surface finish of DLP and SLA prints.
To conclude, the comparison between DLP and SLA has scope concerning their capability to achieve smooth surface finishes in 3D printing. DLP technology, on the other hand, due to layer curing at once and better resolution, is usually better in terms of the polish and finish of the surface. Nevertheless, it is essential to consider many elements and make modifications to achieve the desired surface quality for a particular application.
How Does the Extrusion Printing Process Work?4
What is Material Extrusion in 3D Printing?
Fused deposition modeling (FDM) or material extrusion is among the most preferred 3D printing techniques, which creates three-dimensional objects by melting thermoplastic materials and depositing them layer by layer. In this regard, a filament that usually comprises ABS or PLA materials is first inserted into a heated nozzle. The filament is then heated and extruded to a build platform, which is cooled to become a layer of the object. Materials employed in this approach, ease of use, and cost are some factors that made it widely accepted in areas such as prototyping, manufacturing, and designing, as the method is very versatile.
How Do FDM Printers Use Filament?
I operate an FDM printer, which requires the use and manipulation of filament. Heat is applied to the filament, which usually consists of PLA or ABS, and is passed through my nozzle. The nozzle opens up, and the filament is injected into the muzzle, blending and pushing against a build desk. As every layer is placed down, it cools down and creates the end product. This process uses exceptional possibilities regarding the range of materials, cost, and complexity of operations. As a result, it is widely used in many areas, such as prototyping, manufacturing, and design.
What Are the Common Challenges with FDM Printing?
FDM (Fused Deposition Modeling) printing, although a standard 3D printing method, has its own set of limitations. Some of the fundamental limitations associated with FDM printing include the following:
- Layer Adhesion Problems Although FDM 3D printing is perhaps better than DLP, it remains very difficult to form a bond between layers. Temperature calibration, within limits, and bed leveling generally contribute to layer thickness inadequacies, allowing the layers’ reluctance to decrease, which may affect the whole printed structure.
- Warping and Curling: Various materials, most commonly ABS, experience these due to concentration gradients during layer deposition. Due to the difference in the thermal profile, layers cool at different rates or temperatures, which leads to localized cooling stresses; hence, they curl or warp.
- Dimensional Precision: FDM, especially on a number of tightly fitted, Toy’Bhakra’ and cascading modules, tend to fail in ideal dimensional accuracy especially in the interlocking regions. Per feasibility tests, various nozzle diameters and filament diameters along with setting calibration in some printer components may vary the dimensions in the final printed part.
- Support Structures: Support structures are necessary when printing objects with overhangs or intricate geometries. Removing these structures can take time and effort and sometimes require a whole other post-process finishing step. This is done to remove the supports without destroying the final product.
- Surface Finish: Due to the factor of this technology being layer-by-layer, it is maintained that there would be certain contours visible on the surface. If a smooth appearance is desired, two finishing techniques that could be used are sanding and coating.
Once these challenges are understood and tackled, FDM printing fans can start working through various hurdles, enhancing print quality and optimizing their workflow.
Comparing Resin and Filament in 3D Printing

What Are the Differences in Printing Material?
Overall, the material employed is the most significant distinction between resin and filament in 3D printing. For instance, stereolithography (SLA) and digital light processing (DLP) methods of 3D printing work with photopolymer resin in liquid form. In contrast, filament printing utilizes the Fused Deposition Modelling technique, which uses a solid thermoplastic filament that turns into a liquid state when heated. More specifically, SLA or DLP involves the creation of a liquid resin object whereby a UV light cures the object gradually, creating distinct layers. In simple terms, filament printing builds the object in simple layers by heating and pushing thermoplastic through a nozzle. The overall principle is that with FDM, the object seems to be built from a solid plastic tube.
Notably, resin printing enables the manufacture of intricate jewelry pieces, dental components, and fine details with enhanced dimensional stability. Moreover, it is easier to achieve a smooth finish with resin printing than with filament printing their 3D counterparts. Disadvantages, however, include high costs and specialized treatment of liquid resin.
Filament printing, however, is relatively popular due to lower cost, ease of use, and a greater scope of options. Several thermoplastic materials can be used in filament printing, including PLA, ABS, and PETG, each one having different mechanical properties such as strength, stiffness, and heat resistance. Filament printing is applicable in projects requiring diverse technologies, from creating models to producing working parts with a greater scope of post-process optimizations, including sanding, painting, or even having them plated with metal.
To conclude, resin printing works well for the production of intricate details and smooth objects, while filament printing makes the work easier, faster, and cheaper. Which of the two to use will depend heavily on the project’s exact nature and detail, the intended material, and budget constraints.
How Does Resin 3D Printing Differ from Filament Printing?
Resin 3D printing, or stereolithography (SLA) or digital light processing (DLP), is a method of additive manufacturing that uses liquid resin materials. Unlike DLP systems, it is significantly different from filament printing fused deposition modeling (FDM), which uses a solid filament material that is melted and extruded through a nozzle.
Resolution and Detail: The quality of output on resin printing is of very high detail and smoothness such that parts and entire surfaces are finished really nicely and features are well defined. It’s even capable of achieving a height measurement of each of its layers at an astonishing 25 microns, which speaks of the accuracy of its prints. Filament printing can reliably generate intricate projects. Apiary site object printing is of comparatively lower resolution than the former due to its broader nozzle diameter and thicker layer heights.
Material Properties: Resin printing materials offer variable characteristics, including flexibility, a degree of transparency, and the ability to withstand high temperatures. Plastic filaments, used in filament printing, offer features like PLA or ABS heat resistance and durability, among other things.
Post-Processing: SSA 3D printing is similar in that it involves removing ‘support’ materials during post-processing to achieve the intended look of the print. After the resin is fully cured, washing and sanding are also common in the post-processing stage. Due to the use of a filament, filament prints can undergo various post-processing techniques like sanding, plating, and even painting.
Cost and Versatility: There tends to be a substantially larger number of options available when using filament in 3D printing instead of resin, which significantly raises the price. The applicability of filament printers is also broad, as they can use a wide selection of materials. However, due to the use of liquid resin, resin printing has stipulations on the equipment used, which increases the overall price of the materials.
To summarise, resin printing is extremely suitable for 3D printing intricate and smooth surfaces, whereas filament printing is beneficial when the application requires cheap and diverse printing. Which option is chosen ultimately depends on the specific project’s needs, be it the detail needed, the props, or the price.
Which 3D Printing Process is Best for Prototyping?
When designing a prototype, it’s crucial to ascertain the most suitable FDM alternative to choose for that prototype. Nonetheless, arguably, the most preferred option for prototyping among many is Fused Deposition Modelling (FDM) with filament-based printers. It enables the user to access various cost and time-practical possibilities. It is also relevant to ease substantial changes in the prototype stage. Also, FDM has many material choices, which makes it easier to use in many scenarios. Other technologies like digital light processing (DLP) and stereolithography (SLA) are appropriate for 3D printing, where they can refine the surface and details of the end product, requiring fewer intricate details. However, this depends on the purpose and limitations of the project, in particular, the detail level, material strength, and financial limitations.
Exploring the Types of 3D Printing Technologies
How Does FDM Compare to DLP and SLA?
The cost-effective and commonly used additive technology from all the available options has to be the FDM (Fused Deposition Modeling). FDM stands out from DLP and SLA in that it can create demonstrable models and sturdy parts. Even though DLP and SLA might produce better details and finer finishing aspects, they are simply more applicable to niche markets demanding finer details. At the end of the day, it boils down to the requirements for the project at hand – what is the required level of detail, the desired parameters of the material, the budget, and so on.
What Are the Applications of Each 3D Printing Technology?
The application of each technology for 3D printing is different from the other because of the distinct features and capabilities that the technology has, with the case being that DLP systems are used where more intricate models are required. Below are the major applications for FDM, DLP, and SLA:
- FDM (Fused Deposition Modeling): FDM is most suitable for developing functional prototypes, low-cost models, and durable parts. It applies to the automotive, aerospace, consumer products, and manufacturing industries.
- DLP (Digital Light Processing): In industries that require very high resolution and detailed prints, like the jewelry, dental, and medical sectors, DLP technology is mostly utilized. It is also used for rapid prototyping and investment casting pattern fabricating.
- SLA (Stereolithography): SLA is quite popular due to its accuracy and smooth finish, which it provides in manufactured parts. It tends to be used for applications where such a level of detail is required, for example, jewelry, dental models, or visual prototypes.
All three 3D printing techniques have their advantages and disadvantages. With this in mind, the selection of the appropriate technology has to depend on the level of detail of the project, the properties of the materials to be used, and costs of the project.
How Do Different Technologies Affect the Final 3D Object?
The selection of a 3D printing technology is key to the characteristics of the object to be printed. Each of these technologies, namely FDM, DLP, and SLA, has its pros and cons.
- FDM (Fused Deposition Modeling) is one of the most versatile and economical methods. It works by extruding thermoplastic filaments through wires through a heated nozzle, sequentially layering the wire threads to build an object. As with most technologies, the surface finish of FDM prints is comparatively less smooth and may leave visible layer lines. Surface smoothing is required to achieve an aesthetically pleasing result, but this technique has no problem producing functional prototypes or parts with good mechanical strength.
- DLP (Digital Light Processing): DLP technology uses a digital light projector unit that shines light onto a liquid photochemical resin coating layer-by-layer to cure it. The end result is high-resolution prints with many details, which makes it advantageous for the production of parts for the jewelry, dental, and medical industries. The other advantage DLP offers is the technology’s ability to fabricate patterns for investment casting and rapid prototyping.
- SLA (Stereolithography): This technology’s advantages include high accuracy and smooth surface finishes. The process involves using a laser that thinly cures a liquid photopolymer resin to create varying detail prints. SLA is popular for applications where high-resolution and detailed images are needed for intricate designs, such as jewelry, dental models, or visual prototypes.
Every technology has advantages and disadvantages, and the selection depends on particular project requirements, such as the amount of detail required, material characteristics, and financial limitations. Hence, these aspects should be considered to choose the most appropriate 3D printing technology for achieving the goals set.
What Factors Influence the 3D Printing Process?
How Does Layer-by-Layer Printing Impact the Surface Finish?
The process of 3D printing is not possible without the layer-by-layer method. During this procedure, each of the 3D shapes is first divided into numerous thin sections, and the previously printed layer is more like the second one, which is on top. The inverse order is impossible. There are many factors that affect the quality of the surface, specifically the final contour of the printed subject in question, and this includes layer thickness.
About the problems above, one more is ubiquitous when it comes to 3D printing, especially for industrial models – increased detail leads to loss of overall print quality and increased creation time. For instance, a model with 25 microns of details becomes overwhelmingly vivid and lifelike, yet in 200 microns, the number of details recedes drastically, which allows for a murky color sans prism; furthermore, With a mess of a printer, one might end up with the worst kind of scatter.
Another downside due to the lower level of detail in 200-micron prints is that the otherwise complex design now becomes feasible to print without sacrificing lap time too much; allocation of new details on the print now becomes irrelevant, creating a more general model to work with.
On the contrary, SLA (Stereolithography) technology has a seamless design and structure, an even more impressive surface polish, and advanced detailing, making it even more preferable over other 3D technologies like DLP. All in all, depending on the application, which would require a wider adjustment, the finishing touches will always remain intact.
When choosing a layer thickness and 3D printing technique, the required level of detail, maximum printing duration, and desired surface finishing must be taken into consideration. One should be able to grasp these details to make rational choices regarding the surface standard that they want their 3D-printed items to have.
What Role Does the Build Platform Play in 3D Printing?
In 3D printing, the construction or build platform is the surface on which the object is fabricated. It is important to maintain the shape and position of every single part throughout the history of printing. This ensures that the very first layer of the print sticks to the surface without any chance of lifting and distorts the process. It also guarantees that all succeeding layers focus and merge into one precise area for a clean final print. As per the requirements of the Printing Technology, the construct supports may be maintained at elevated temperatures to enhance the sticking power and minimize the chances of peeling off the layers during fabrication. Furthermore, the construction platform may also have leveling devices to align and calibrate the printer properly. In short, the construction platform dramatically contributes to the successful and correct printing of a 3D object.
How Do Light Sources Affect DLP Prints?
Light sources perform an imperative function in the DLP 3D printing process as they determine the quality and accuracy of the printed objects. In DLP 3D printing, an array of light sources, such as ultraviolet (UV) light-emitting diodes, is employed to cure photosensitive resin bit by bit and later to create a 3D object that can be likened to an FDM 3D printer.
The light, which is the source of polymerization, contains parameters of intensity and wavelength. The emitted light is the driving force that initiates the polymerization reaction of the resin. The resonance of light intensity and the amount of curing would allow a balanced curing speed; the higher the intensity, the shorter the time. The quantity of the current flowing through means the amount of current light will be twinkled at, and this involves a careful approach to minimize overexposure.
Every dimension with an adjustable or permanent tolerance type must be keyed. Another point of interest is the measurement of the light’s wavelength. In DLP systems, resins are produced sensitive to specific radiation, particularly UV. More precisely, achieving the desired properties of the cured material would involve ensuring the use of required wavelengths to benefit from their advantages. It is important to note that different resins may need differing wavelengths, requiring specialized light sources for specific resins.
To conclude, the light source in DLP printing affects the curing process and, as a result, the overall quality of printed objects. Properly chosen light intensity and wavelength respect the curing process, resulting in good-quality prints.
Frequently Asked Questions (FAQs)
Q: What does extrusion mean in the world of 3D printing?
A: A 3D printing technique more commonly known as Fused Deposition Modeling (FDM), extrusion is the process where a 3D printer uses a nozzle to add thermoplastic filaments. The thermoplastic filament is heated to a point where half of it melts, and it is then applied layer by layer on a designated building platform. The filament solidifies, thus forming parts.
Q: What does DLP have to offer apart from extrusion to be beneficial in the realm of 3D Printing?
A: In some cases, DLP 3D Printing has benefits such as increased resolution, better quality surfaces, and the ability to print certain shapes in a shorter amount of time. Such a requirement is often found in parts produced through DLP solutions, wherein micro detail and good surface finish are desired.
Q: What is the connection between extrusion 3D printing and DLP 3D printing in additive manufacturing?
A: Extrusion and DLP 3D Printing both fall under the umbrella of additive manufacturing, which is the combining of people or things to create something new by building it up layer by layer. DLP and extrusion employ thermoplastic filament and photopolymer resin, respectively, allowing them to perform different applications in part production owing to the advantages each has.
Q: Is it possible to utilize DLP 3D printing in sensitive data loss prevention and sensitive data detection?
A: In any case, DLP 3D printing technology is not directly associated with data loss protection or sensitive data protection. But informally, when we talk of DLP in areas such as data security, it refers to systems and policies that are set up to monitor sensitive data and prevent possible data losses, not 3D printing processes.
Q: What data loss prevention measures should be taken concerning 3D printing technologies?
A: Although 3D printing is not relevant to data loss prevention by itself, the most appropriate course of action would be to back up the files used in the printing and establish appropriate permissions to allow only authorized access to companies’ confidential information in the additive manufacturing process.
Q: In DLP 3D printing, how is UV light used?
In DLP 3D printing, the quality of DLP parts is highlighted when UV light is employed to solidify the photopolymer resin in stages. During the procedure, the UV source casts an image of the desired component section, causing the liquid resin to set and take its form.
Q: What is signified by the aim of ‘layer is complete’ in 3D printing?
A: In the context of 3D printing and additive manufacturing, the term ‘layer is complete’ means that all the materials that were supposed to be incorporated in a section during the extrusion or the cure are now finished. When a layer is finished, the 3D printer builds a new layer until the part is fully manufactured.
Reference Sources
1. “A Review on Extrusion Additive Manufacturing of Pure Copper”, authored by Chowdhury Sakib-Uz-Zaman and M. A. H. Khondoker (2023):
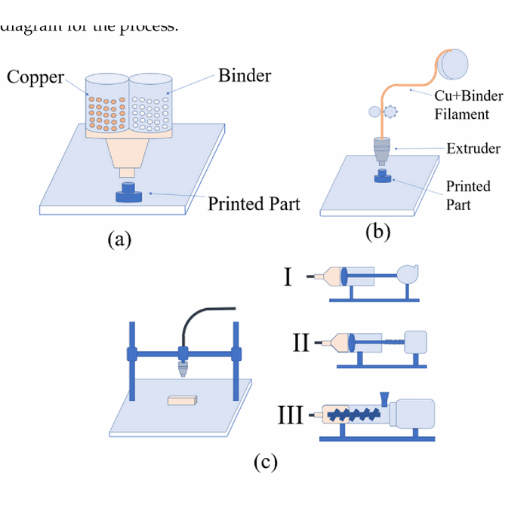
- Key Findings: The review scanned literature that examined the material extrusion (MEX) Additive Manufacturing of copper metal. MEX also provides the printing of copper components with no dimensions limitations due to its ability to blend copper with binding agents. Furthermore, the paper outlines the pellet-fed screw-based printing, filament-fed printing, and direct-ink write-based printing MEX techniques and how each relates to the physical, electrical, and mechanical performance of the parts manufactured using such methods.
- Methodologies: The document presents the MEX application in making pure copper in 3D form along with its principles, parameters, and materials, covering nine articles. It also summarizes associated shrinkage issues in the post-processing stage (Sakib-Uz-Zaman & Khondoker, 2023).
2. “Effect of the composition of the resin on rheology and polymerization kinetics of alumina ceramic slurry for DLP-based additive manufacturing” by Mengting Dang et al. (2023):
- Key Findings: This study examines the effects of resin composition on the rheology and polymerization kinetics of alumina ceramic formulations suitable for DLP processes of additive manufacturing. It also stresses the relevance of resin composition in achieving the intended prints and the mechanical properties of the components produced.
- Methodologies: The study involves experimental work on various resin compositions and how they affect the DLP process regarding factors such as polymerization kinetics and suspension rheology (Dang et al., 2023).
3. In their article “Benefits of Photo-Curable Collagen-Based Cell-Laden Bioinks Compared To Methacrylated Gelatin (GelMA) While Photonic Processing And Extrusion Bioprinting,’ Huimin Shi et al…”
- Main conclusions: The manuscript investigates the comparative properties of photo-curable collagen-based bioink and methacrylate gelatin (Selma) in DLP and extrusion bioprinting. It proposes photo collagen-based bio-inks as suitable options for the bioprinting of structures as they exhibit positive properties.
- Methodologies: The publication includes bio-inks design and their biocompatibility and mechanical bio-inks in both DLP and extrusion processes (Shi et al., 2023).
4. “Comparison of sliding surface properties of 3D printed polymers produced through FDM and DLP techniques” by Muammel M. Hanon and L. Zsidai (2020):
- Key Findings: This article compares the surface structure of components created by DLP technologies and fused deposition modeling systems. Rough surfaces with anisotropic characteristics characterize FDM, while DLP has smooth surfaces with a homogenous internal structure.
- Methodologies: The research employed the use of optical microscopy to evaluate the surface finish and surface roughness for the samples made on both technologies, analyzing the tribological characteristics of the workpieces (Hanon & Zsidai, 2020).






