



Greetings to ”Mastering TPE Extrusion: A Guide to Thermoplastic Elastomer Extruders and Plastic Processes”! This time, this intricate and versatile blog post aspires to shed light on the TPE extrusion process, which is essential in the plastic industry. This guide will supply sufficient helpful information whether you are a professional in the industry or just entering the field, thus giving you the confidence to deal with the specifics of TPE extrusion.
The scope of this article will include the characteristics of TPEs and TPE extruders. Along with checking out some application examples, the detailed functioning of TPE extruders will also be included. Key components of an extruder machine, the TPE extrusion cycle, and valuable tips about the most suitable TPE extruder for your needs and requirements will also be discussed. Well-known issues TPE extrusion faces will also be covered with helpful expert insights to help.
Thus, SEOUL BECA guides will teach you how to maximize the quality of manufactured and TPEX products and progress in thermoplastic elastomer applications. So, join me on this journey and uncover the secrets of TPE extrusion greatness together!
What is TPE, and How Does it Differ from Other Thermoplastics?
TPE, or thermoplastic elastomer, is a broad class of materials as it has both thermoplastics and elastomer attributes. Stretchable and pliable materials such as rubber are still not the same as TPEs, which are thermoplastic elastomers. This specific linkage enables TPEs to retain the elastic and impact resistant qualities of elastomers while being able to being shaped and manipulated like thermoplastics, Also, TPEs being inelastic thermoplastics along with their exceptional impact-resistance make them ideal candidates for a wide array of applications. Also, TPEs can be melted and reshaped again, which adds to their popularity. TPEs present enhanced elasticity, stronger chemical resistance, stronger UV ray protection, and a refreshing ability to withstand harsh climates. Effective exploitation of TPEs hinges on knowledge of their properties, which drives the adoption of new manufacturing techniques and ultimately contributes to enhancing the quality of the final product.
Understanding TPE: Characteristics and Applications
Elastomers or thermoplastic elastomers have unique attributes that make them useful in many industrial applications. Combining thermoplastic and elastomer characteristics, TPEs offer the processable and recyclable nature of thermoplastics and rubber-like elasticity, unlike anything seen before. Their good formability, elasticity, temperature, and chemical endurance make these materials invaluable.
TPEs are typically utilized for goods in the automotive, consumer, medical, and electronics industries. They are seen in grips, seals, gaskets, and components that require softness yet durability and flexibility. Their high versatility in thermoplastic tooling processes and molding capabilities make them all the more suitable for these processes.
TPRs, SBSs, and SEBSs are other thermoplastics mooched off, but their competitiveness does not single out TPEs. Their elasticity, resilience, and processability are all significantly high. They are Turner brown, dye melting, and extrusion processes compatible with various applications.
WHEN WE TPEEL, elastomers are the primal constituents due to their ability to impart the elastomeric constituents in the desired compounding. The ratio and type of elastomers integrated into the TPE compounds have great significance over the resultant material features, etc.
A comprehensive knowledge of the characteristics and applications of TPEs enables manufacturers to understand the optimization of TPE manufacturing processes, the design of the thermoplastic elastomer and its products, and the selection of suitable materials. Considering everything, it enhances the quality of the goods while discovering new prospects in the world of thermoplastic elastomer applications. So, let’s begin this adventure together and reveal the secrets behind the TPE extrusion excellence!
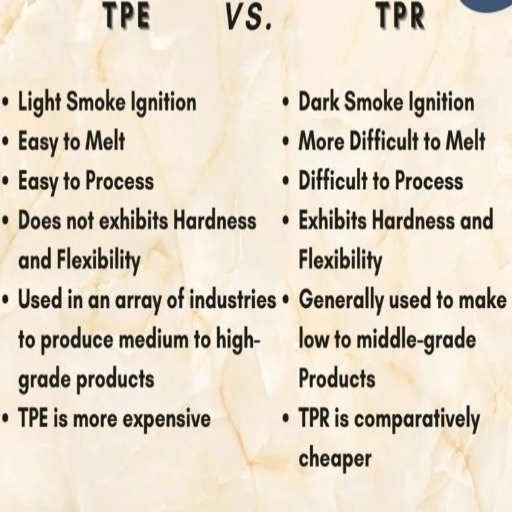
Comparison with Other Thermoplastics: TPR, SBS, and SEBS
Thermoplastic elastomers (TPEs) have few if any similarities with other thermoplastic polymers such as Thermoplastic Rubber (TPR), Styrene-Butadiene-Styrene (SBS), and Styrene-Ethylene-Butylene-Styrene (SEBS) as seen in the table below.
TPR:
TPR is a flexible, resilient, and durable thermoplastic and thermoplastic elastomer that can combine mechanical and chemical properties
It has good abrasion, tear, and impact resistance.
Soft and elastic applications, including shoe soles, gaskets, and grips, utilize TPR due to its advantageous properties.
SBS:
SBS is a thermoplastic elastomer made of blocks of styrene and butadiene segments.
It has excellent elasticity and low-temperature impact properties that can resist moderate impacts.
SBS is incorporated in footwear, adhesives, and sound-damping applications.
SEBS:
SEBS is a microstructure with a block copolymer of styrene, ethylene, and butylene.
SEBS contains the mechanical characteristics of styrene polymers and elastomers, providing outstanding resistance to UV and good flexibility and resilience.
Medical devices, automotive parts, and consumer products are examples of the areas where SEBS is used.
In evaluating these thermoplastics along with TPEs, factors such as elasticity, mechanical attributes, material x chemical resistance, affordability, and ease of processes are paramount. TPR’s enhanced elasticity, wide range of chemical stability, and easy processability make it a more favorable option for many applications. The recommended choice of material depends on the intended use factors, such as requisite physical characteristics of the end product, installation space availability, or allowable budget.
The Role of Elastomers in TPE Compounding
The part played by elastomers is very essential in TPE compounding. Elastomers are polymers that remain flexible and bounce back to their original form when deformation occurs. In the case of TPE (thermoplastic elastomer), elastomers are critical because they contribute a great deal of flexibility to the final product and resilience and durability. They enhance the softness and stretchability of TPEs, making them suitable for use in applications where rubber features are needed. This is because, through the use of elastomers in the TPE formulation, the overall performance of the finished product, including its mechanical properties, chemical resistance, and ease of processing, is improved. The elastomer that should be employed is based on the physical nature required of the finished TPEs, its regulatory requirements, and cost constraints. In conclusion, elastomers are an indispensable ingredient in TPE compounding as they aid in manufacturing multi-purpose thermoplastic elastomer materials suitable for various applications.
How Do TPE Extruders Work?
TPE extruders are desperately needed in thermoplastic elastomers (TPE) manufacturing. The final shape required for TPE manufacturing is formed using an extrusion technique consisting of multiple stages, including melting, mixing, and transportation of TPE material.
- HOPEER FEEDING: The first stage involves feeding TPE pellets into a hole, the reservoir of the required material.
- PELLET CONVEYING AND MELTING: During this stage, enrichment of temperature and pressure is done using a rotating screw which enhances the TPE pellets. The first step in this process is inserting TPE pellets into the extruder through the feeding zone.
- MIXING AND HOMOGENIZATION: The mixing stage follows after the material is secured in the screw. Instead of melting the TPE material, this stage ensures it has sufficient properties.
- EXTRUSION DIEAND SHAPE FORMATION: The TPE was thoroughly mixed and melted in the preceding stage. Its final shape is now determined by forcing it through an extrusion die, and the required dimensions of the extruder were set.
Informed about the workings of TPE extruders, manufacturers can improve the extrusion process, ensuring that TPE materials with desired physical characteristics, processability, and performance are produced.
Let us now delve into the distinct characteristics and working principles of a screw extruder that is essential in TPE extrusion.
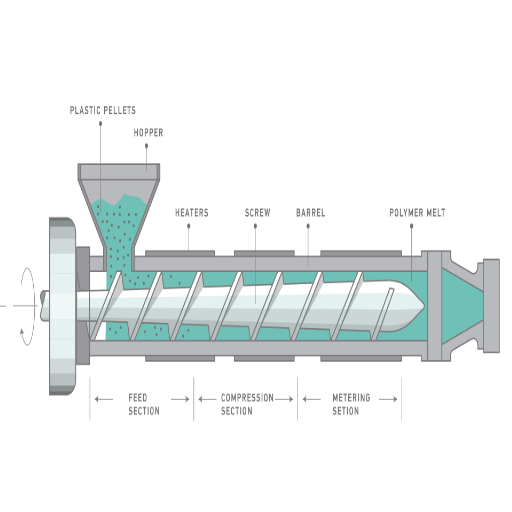
The Mechanics of a Screw Extruder
I can offer you an excellent conceptualization of how the screw extruder functions. The screw extruder is found to be essential in the TPE extrusion process as it enables the melting, mixing, and transportation of the TPE material through a die to be shaped in the required geometry. It has multiple components, including a hopper that allows the storage of TPE pellets and a feeding zone that enables the movement of the pellets with the screw. This heating zone provides the energy necessary to melt the TPE. Bored screws equipped with helical flights revolve around barrels which give the required pressure and shear forces to both melts and seal the TPE. The heated TPE is then forced through the extrusion die, giving it the desired shape. The extruder speed and the temperature can be adjusted to improve the extrusion process and enable the desired TPE characteristics. The mechanics of a screw extruder is found to be indispensable means of achieving effective and uniform TPS extrusions, which in turn facilitates the manufacture of TPE products that possess versatile TPE functionality.
Differences Between Single and Twin Screw Extruders
Let me enlighten you on the key distinctions between single and twin screw extruders. Single-screw extruders are widely employed for TPE extrusion and comprise a single rotating helical screw located within a cylindrical barrel. They are multi-functional, fit for numerous applications, and are easy to use and affordable. Twin screw extruders, however, incorporate two screws that interdigitate and work together to melt and process the TPE. They improve mixing, control extrusion processes, and are appropriate for complex formulations. A meticulous analysis of the needs of your TPE extrusion will assist you in identifying the optimal choice between the two – a single or twin screw extruder that you would need for the results that you desire.
Key Components of an Extruder Machine
An extruder machine is a robust piece of equipment with a variety of constituent parts that facilitates the entire TPE extrusion process; these include:
Hopper. It is employed during the extrusion process to feed TPE into the extruder and assure proper feeding continuity throughout the process.
Screw(s): The screw(s) is/are the key to quick melting and blending of the TPE material and consists of high-changing steel after the screw flights’ depth and pitch have been optimized for better extrusion. The diameter and type of the screw play an essential role in the outcome as well.
Barrel: The barrel holds the screw(s) in place and also can heat and cool the TPE material during extrusion due to having temperature electrical components added to it alongside heating wires and cooling jackets.
Gearbox: The gearbox can be defined as a system that comes with the responsibility of transferring power from the motor to the screw(s), which allows greater control over the extrusion speed.
Die: The die is the mechanism that forms the TPE into a particular shape or desired profile. Thus, it specializes in determining the structure and attributes of the end product that needs to be extruded.
Control System: The control system consists of approximately all parameters, from temperature to pressure or even speed, allowing the user to alter and adjust the extrusion process in real-time for greater efficiency.
When selecting an extruder machine for the extrusion of TPE, some technical parameters must be taken into consideration, including screw diameter, screw type, capabilities of heating and cooling the barrel, motor power, and features of a control system. These parameters need to correspond to the TPE formulation and production specification requirements. For professional advice on choosing a suitable TPE extruder, do not hesitate to contact our specialists.
What are the Steps in the TPE Extrusion Process?
TPE extrusion involves several crucial steps to extrude thermoplastic elastomers successfully. Let us examine these procedures in detail.
TPE materials are to be selected and prepared with extreme caution. This will involve checking the formulation and consistency of the TEP compound, which may require TEP blending with additives, fillers, or colorants. – Material Preparation
The TPE is loaded into the hopper and fitted to the extruder machine, which accurately controls temperatures for key characteristics of TPEs, such as melting and viscosity.- Feeding and Preheating
TPE assemblies are continuously fed into the extruder barrel to acquire the preheating, making TEP undergo a plasticization process. TEP compounds are put through a rotating screw that melts, homogenizes, and applies pressure which then is pushed through a die – Extrusion
When materials like profile tubes or films are used, the die will determine how the TEP will end. – Die Design and Shaping
Cooling techniques such as air, water, or vacuum will be applied directly to the extrudate to allow it to exit the die condensed and keep its structure—cooling and Sizing.
Cutting and Winding: Depending on its intended use, the extrudate may be cut into segments or rolled after cooling. Cutting and winding techniques enhance the caliber of product cutting, maintaining the product’s dimensions at a uniform size and shape.
Quality Control and Testing: Supervise activities throughout the extrusion procedures to monitor selected quality control parameters such as temperature levels, amounts of pressure exerted, and the cross-sectional specifications of the extrudate before cooling and solidifying. Final product checks may require conducting mechanical tests only, analyzing them physically, and testing their rheology to ascertain if all parameters of the TPE are met.
So long as the production processes are followed as explained and the parameters are varied as required, the TPE extrusions produced will be of the quality and composition needed to meet the end-user requirements.
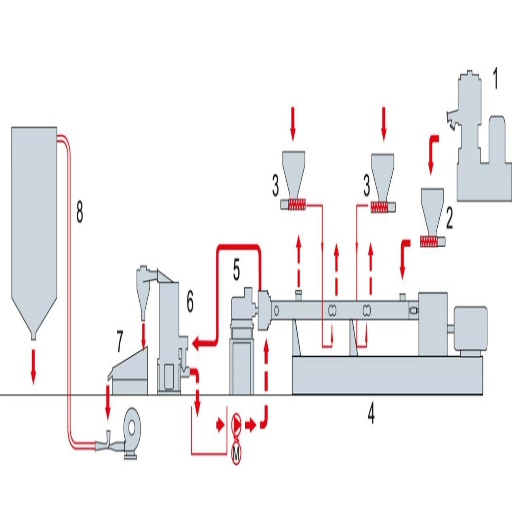
Overview of the TPE Production Process
Throughout the Thermoplastic Elastomer (TPE) production technique, certain functionalities enable the extrusion of thermoplastic elastomer materials. This, in turn, contributes to the efficiency and productivity of the final output. Let’s examine some of the most critical stages in the TPE extrusion procedure.
Material Setting: The process begins with choosing the correct TPE material and setting it according to the required properties, desired applications, and suitable formulation.
Compounding: TPE Compounding is the dispensing of an additive to the TPE base polymer, which, along with the compounding itself, modifies the material characteristics. It is essential to customize a TPE formulation to its intended use.
Extrusion: The compounded thermoplastic elastomer is placed into the TPE extruder and homogenized, melted, and pushed through a die that gives it a defined shape. This process is known as Extrusion. While doing this, several technical parameters must also be taken into consideration, such as the screw diameter, motor power, screw design, heating and cooling systems in the barrels as well as control system capabilities.
Pelletizing: After extrusion, the TPE material may require pelletizing to convert it into an easy-to-handle pellet form. Two of the most popular techniques are underwater pelletizing and water ring pelletizing. Each has its advantages that may apply depending on the application.
Extrusion Line Setup and Optimization: Once the TPE extrusion process has been set, the setup must be optimized to attain maximum line efficiency and product quality. This includes adjusting specific process parameters, optimizing cooling and sizing processes, and controlling the line speed and tension.
If you adhere to these directions and consider the requirements of your TPE formulation and production requirements, you can ensure better-quality TPE extrusion results. Don’t hesitate to contact our team of experts for TPE extruder selection or to optimize your process. We will assist you in every step.
Pelletizing Techniques: Underwater and Water Ring Pelletizing
Two methods are employed when pelletizing thermoplastic elastomers (TPEs): underwater and water ring pelletizing. Both methods have advantages and disadvantages concerning the formulation of TPE and the production requirements.
In underwater pelletizing, strands of TPE are extruded. Subsequently, they pass through a water-filled chamber and enter the chamber, where small equipment cuts them into pellets. The cool water helps preserve the pellets’ shape and integrity during the process. The underwater pelletizing method is also well known for producing a well-dispersed particle with good surface quality. It is most suitable for TPE with low viscosity and high melt strength.
In water ring pelletizing, strands of TPE are again extruded and cooled with water, which is circulated. The strands are cut with a rotary knife. Water removes the heat from the strands to aid in solidification. Water ring pelletizing is best suited for TPE with high viscosity and delivers excellent uniformity in pellet shape.
When deciding to use underwater or water ring pelletizing, consideration must be given to TPE formulation, production volume, and costs. Consulting with industry professionals is recommended so that the most applicable pelletizing technique can be employed.
Extrusion Line Setup and Optimization
The efficiency of TPE extrusion is highly dependent on optimizing the extrusion line configuration and setting. Buy TPE extruder keeping in mind parameters such as screw diameter and type.
Screw Diameter: For the desired output for TPE extrusion, the screw diameter should support the production capacity and quality. The volume and rate of production are used to select the screw diameter. TPE extruders have a screw diameter that usually ranges from 20 mm to 120 mm, depending on the use.
Extruder Type: Made up of single or twin screws. General use TPE extrusion uses single screw extruders, however twin screw extruders are better suited for extrusion processes which require better mixing, dispersion and control.
Monitoring of extrusion machinery for different uses must take into account such considerations as:
Barrel Heating and Cooling: Tightly controlling the temperature along the barrel is essential for maintaining the desired temperature and, thus, the viscosity of TPE throughout the extrusion process. Appropriate heating and cooling zones must be designed to maintain the temperature profile.
Screw Design and Configuration: The screw configuration should be optimized to suit the TPE extrusion process by ensuring that it experiences good mixing, dispersion, and pressure buildup for effective melt conveying.
Control Systems: Automation systems such as a PLC controller accompanied by touchscreen controls can enhance the precision and flexibility of the extrusion while also making it easy to set, monitor, and optimize the process.
If you have further questions or need expert advice on TPE extrusion, please contact us. Our professionals can help you make decisions and optimize the TPE extrusion process.
How to Choose the Right TPE Extruder for Your Needs?

Understanding the various processes involved, including extrusion, is essential to buying a TPE Extruder. Two major factors to focus on include the type of extruder as well as the screw diameter.
Screw Diameter: The diameter determines the pressure to build up, which permits for an extreme temperature to be generated. This will, in turn, greatly influence residence time. To obtain accurate results, it is crucial to focus on the fillings rated throughput, the density of TPE, or any other special requirement.
Extruder Types: Commonly known as single screws, twin screws, and planetary extruders, these tools are vastly used around the globe. Each type has unique features that benefit factors such as melting efficiency or the desired mixing level. With the help of experts, obtain accurate angles accounting for the requirements to select the ideal one for your usage.
Remembering these points will increase the chances of producing and extruding a quality product, ensuring the performance and efficiency are up to date.
Factors to Consider: Screw Diameter and Extruder Type
These factors will ensure you get your TPE extruder’s best quality and performance.
The diameter of the screw is critical during the TPE extrusion as it determines the residence time, melt temperature as well as extruder pressure. A specific screw diameter is appropriate depending on the application part’s throughput requirement, the rheological properties of the TPE material to be processed, and many other relevant factors. Proper mixing, dispersion, and pressure build-up must be appropriately balanced for effective melt transporting.
Besides the considerations mentioned earlier, the type of extruder also impacts the TPE extrusion process. Some common types of extruders used for TPE extrusion include single-screw extruders and twin-screw extruders. A single screw extruder is suitable for TEP for basic formulations and applications. In contrast, a twin screw extruder provides more mixing and control advantages, making it perfect for complicated TEP formulations and appropriate control of the melt quality.
When determining which TPE extruder to purchase, consider the application requirements, throughput, and rheological properties of the TEP material. Thoroughly examining these parameters will assist in selecting an extruder that best suits the purpose, thus enhancing the extraction process and TPE production’s quality and consistency. Our knowledgeable specialists are ready to provide tailored expert recommendations if more instructions are needed.
Evaluating Extrusion Machinery for Different Applications
The choice of exact extrusion equipment for all types of different operations should be considered several times so that maximum performance and efficiency are attained. From my investigation, the proposed conclusions indicate that the most widespread problems encountered during TPE extrusion production are:
Sub-Optimal Dispersion: Considerable concentration gradients of additives and fillers are challenging in TPE, which can catalyze non-satisfactory material properties. The selection of the extrusion equipment and process parameters becomes a key issue in avoiding poor dispersion and uneven melt.
Control of Hardness: Controlling TPE hardness can be challenging. Material, process, and die design are all factors that tend to cause considerable changes in hardness. Being stricter on temperature and pressure zones and optimizing die shape can aid in this consistency.
Melt Quality: TPE materials cannot withstand excessively high extruded shear rates and melt temperatures, or the intended characteristics of the end product may not be demonstrated. Not having complete oversight of the extrusion process can negatively affect the melt quality, causing issues such as unwanted cleavage, unwanted shades, and mechanically weak products.
These problems can be effectively dealt with by following the recommendations of industry best practices found in :
Enhanced Screw Design: Specification of an extruder with a specially tailored screw shape would improve the mixing ability and thus could provide more homogeneous melt consistency and significantly reduce material dispersion.
Process Parameter Optimization: Hardness and dispersion can be integrated into the melt quality by managing the processing parameters such as temperature, screw speed, and throughput.
Die Design Optimization: Meatiness and quality remain consistent when using the proper die. The correct die length, the gap between the dies, and even the cooling of the dies help produce a uniform flow.
Following the aforementioned best practices can help manufacturers maintain quality and consistency. Feel free to contact us for more information to help you thoroughly understand the TPE extrusion process. We are always willing to assist our clients.
Contact Us for Expert Advice on TPE Extrusion
Let us help you if you have encountered difficulties with TPE extrusion since we have some experts who can assist you in finding solutions. Whether it concerns dispersion enhancement, hardness control, die design optimization, or overall quality of production improvement, we have experts who can assist you. Taking into account the temperature, screw speed, throughput, parameters of the die design (land length, die gap, cooling), and best practices offered, it is possible to achieve high-quality TPE extrusion consistently. Feel free to contact us for professional advice and assistance at any stage of your TPE extrusion process.
What Challenges are Associated with TPE Extrusion?

TPE extrusion has its fair share of challenges, which must be identified and resolved to carry out production effectively. Understanding the issues is integral for smooth production. Below are some common problems that may occur during TPE extrusion and their main aspects.
TPE materials change their final form and appearance due to poor dispersion that results from inadequate mixing. Proper compounding and mixing, as well as working towards optimum dispersion, will effectively solve the issue. Wanting to achieve a consistent melt temperature throughout the extrusion can be of concern, especially for high-quality TPE products. The design of the screws, the materials used, the properties of the products, and temperatures can be a little demanding in terms of keeping the melt temperature steady.
TPE, as we know, has to die swell, and as a result, it makes dimensional control precise to maintain a challenge. To solve the problem mentioned earlier, proper die design and application of cooling can assist in keeping the range of the die gap. Ideally, the land length can help us get the dimensions we need.
Adhesion and Sticking: When extruded, TPE materials tend to have adhesion and sticking problems, which can cause problems in the manufacturing process. The application of suitable release agents, optimization of processing parameters, and correct die design can help reduce these problems.
Foaming and Air Entrapment: TPE extrusion can sometimes have problems with foaming or air entrapment, which results in imperfections in the end product. Control of the melt temperature, design of the screw, and proper venting reduces the problems of foaming and air entrapment.
We are equipped to provide practical advice and assistance so that you do not get lost in the complex TPE extrusion and instead consistently get the right results. Our competent professionals will assist you through your TPE extrusion process.
Common Issues in TPE Extrusion Production
During TPE extrusion, several persistent difficulties demand maintenance and problem-solving. To address issues comprehensively, here are some of the most common problems encountered in the TPE production process.
Low Material Dispersion: Low-quality dispersal can cause a product’s inconsistency, potentially affecting its performance and aesthetics. In this case, taking control of the mixing conditions, such as the temperature, screw speed, and mixing duration, to allow for the mediums to disperse correctly is paramount.
Controlling Hardness is a Challenge: It is crucial to control the hardness of a material within the elastic set limits, this is to ensure that the mechanical properties of the final TPS products meets the predetermined specifications. However, as products are still in the extrusion process, there will be variations in hardness, these can be resolved through effective and careful management of material formulation, set temperature profiles and the extrusion speed.
Difficulties Associated with Die Design: When the die is not properly designed, it can give rise to other problems, such as the melt being fractured, obtaining an uneven wall thickness due to die lines, and the wall becoming too thin. The die design parameters must be improved to restore consistency in the product quality and action.
When measures are taken, such as setting the parameters accurately to achieve the required molds, routine checks to ensure the materials’ quality, and strong mechanisms to maintain the product quality, the efficiency of producing the TPE is significantly increased to meet the client’s expectations.
Solutions for Improved Dispersion and Hardness Control
To enhance dispersion and hardness control in TPE thermoplastic molding, first, allow me to say through my research and deeper understanding of the problem at hand, I have found several solutions:
High-shear mixing: This gentle yet effective method of applying heat is designed to evenly mix compounds and, in turn, disperse additives, fillers, and other forms of reinforcement throughout the TPE matrix. This not only enhances the thermoplastic’s performance but also increases product consistency.
Modern Monitoring Systems: New-age monitoring equipment like rheological monitoring and melt temperature sensors instill a sense of precision when controlling the core parameters. This, combined with careful material formulation, temperature control, and extrusion speeds, allows for effective management of hardness in the elastomer.
Streamlined Die Design: To enhance the geometry of the manufactured products and maximize customer gratification, die design specifications, including the die gap, have to be optimized further to allow for increased uniformity of thickness, which reduces the chances of fracture.
Suppose manufacturers intend to achieve a higher level of customer satisfaction. In that case, they need to focus on improving production efficacy and serviceability by adopting solutions such as the ones outlined along with best practice measures in TPE thermoplastic molding, including but not limited to Quality Materials, Process parameter optimization, and Quality assurance systems in place.
Best Practices in TPE Thermoplastic Molding
To get the desired results, the best practices need to be followed. Such practices are formulated based on extensive research in the field, such as best practices for TPE molding. In such processes, the following needs to be considered:
Selecting the appropriate TPE material guarantees that the target characteristics of the product are met, Therefore, there is a need to consider the hardness, flexibility and chemical resistance of the material. Such TPE characteristics emerge under key technical parameters such as:
Specialized Cavity Control: Having specialized cavity control makes it easier to maintain product quality and dimension stability. The technical parameters that can do so include:
Controlled Lubrication Injection: Running into such issues requires control over the assembly precision hybrid structure of the part that employs thermoplastics elastomer molding. Such parameters that need precision include:
Die set length and die set margin widths
Mold flow direction designs and cycle times
Air displacement designs that will minimize air pockets
Taking the above considerations into account can also enhance the technical parameters. The production efficiency will be augmented, and the quality of the TPE products will be in line with the market standard. Always consider testing and control measures to ensure quality output during mold-making to achieve an output desirable to the end market.
References
Top Rubber Extruder Manufacturer in China
Frequently Asked Questions (FAQ)
Q: What is a thermoplastic elastomer (TPE), and how does it differ from other materials?
A: Thermoplastic elastomers (TPEs) are a class of copolymers or a physical mix of polymers, typically a plastic and a rubber, consisting of materials with thermoplastic and elastomeric properties. Unlike traditional rubber, TPEs can be easily molded and recycled like plastic. The main difference between TPE and other materials like TPU (Thermoplastic Polyurethane) or TPV (Thermoplastic Vulcanizates) lies in their specific properties and applications, where TPU is known for its elasticity and TPV for its durability.
Q: How does introducing TPE in the production line impact manufacturing processes?
A: Introducing TPE into the production line allows for more efficient manufacturing due to its ability to be molded and remolded. This flexibility results in reduced production time and costs. Additionally, TPEs can enhance product designs by combining the properties of rubber and plastic, offering high durability, flexibility, and a superior finish.
Q: What types of extrusion machines are used for TPE extrusion?
A: TPE extrusion typically utilizes thermoplastic extruder machines to handle TPE materials’ unique properties. These machines can include single extruders and plastic extruders with specialized screw and barrel configurations to ensure high precision in output and better dispersion of the material during the extrusion process.
Q: Can TPE be used in 3D printing?
A: Yes, TPE can be used in 3D printing. It offers flexibility and elasticity, making it suitable for applications that require rubber-like properties. TPE filament is compatible with many 3D printers, including those that print with PEEK, PCL, ABS, PLA, and PETG materials.
Q: What is the role of the screw and barrel in a TPE extrusion machine?
A: The screw and barrel in a TPE extrusion machine are crucial for the compounding and melting of the TPE material. The screw’s design, including its inch screw diameter, affects the flow and mixing of the material, ensuring consistent quality and properties throughout the extrusion process.
Q: How does TPE compare to ABS, PLA, and PETG in extrusion applications?
A: TPE differs from ABS, PLA, and PETG in its flexibility and rubber-like properties. While ABS is known for its strength and toughness, PLA is valued for its biodegradability, PETG offers chemical resistance, and TPE provides a unique combination of elasticity and resilience. This makes it suitable for applications where flexibility and impact resistance are crucial.
Q: What are the benefits of using TPE over traditional rubber in injection molding?
A: TPE offers several benefits over traditional rubber in injection molding, including easier processing and recycling, faster production cycles, and the ability to produce intricate designs with high precision. This makes TPE a cost-effective and versatile choice for many applications where traditional rubber might be used.
Q: What are some typical applications of TPE in the extrusion production of PEEK?
A: TPE is often used in the extrusion production of PEEK (Polyether Ether Ketone) due to its flexibility and ability to form complex shapes. Applications include seals, gaskets, and flexible tubing, where the combination of TPE’s elastomeric properties and PEEK’s high-performance characteristics is advantageous.
Q: How does the high precision of extrusion machines benefit the extrusion of TPE materials?
A: High precision in extrusion machines ensures that TPE materials are uniformly processed, producing consistent product quality and performance. This precision allows for better dispersion of additives and pigments, leading to superior mechanical properties and aesthetic finishes in the final extruded products.






