Updated June 2026 · Reviewed by the Suzhou UDTECH Technology technical team.
Egg roll machine capacity planning is the process of translating real demand into a right-sized machine – not buying the biggest line you can afford and hoping orders catch up. Most buyers compare nameplate “pieces per hour” figures, but a machine rated at 2,400 pieces/hour rarely delivers 2,400 in a real shift, and December gifting demand for wafer and egg-roll snacks can run far above the annual average.
This guide give you a five-step sizing method that turns those two facts into a defensible purchase decision. (Already deciding which type of machine to buy?
See our egg roll machine types and buyer’s guide first – this guide is about sizing the one you pick.)
- Nameplate output is a ceiling, not a plan – real food lines average roughly 55-65% OEE, so discount the rating you buy against.
- Size capacity to your peak month; use actual orders (not the forecast) to drive the daily schedule.
- Peak demand can be met three ways – bigger machine, extra shift, or pre-built inventory in the low season – and the biggest machine is rarely the cheapest.
- Changeover time of 2-3 hours is the most commonly underestimated capacity loss.
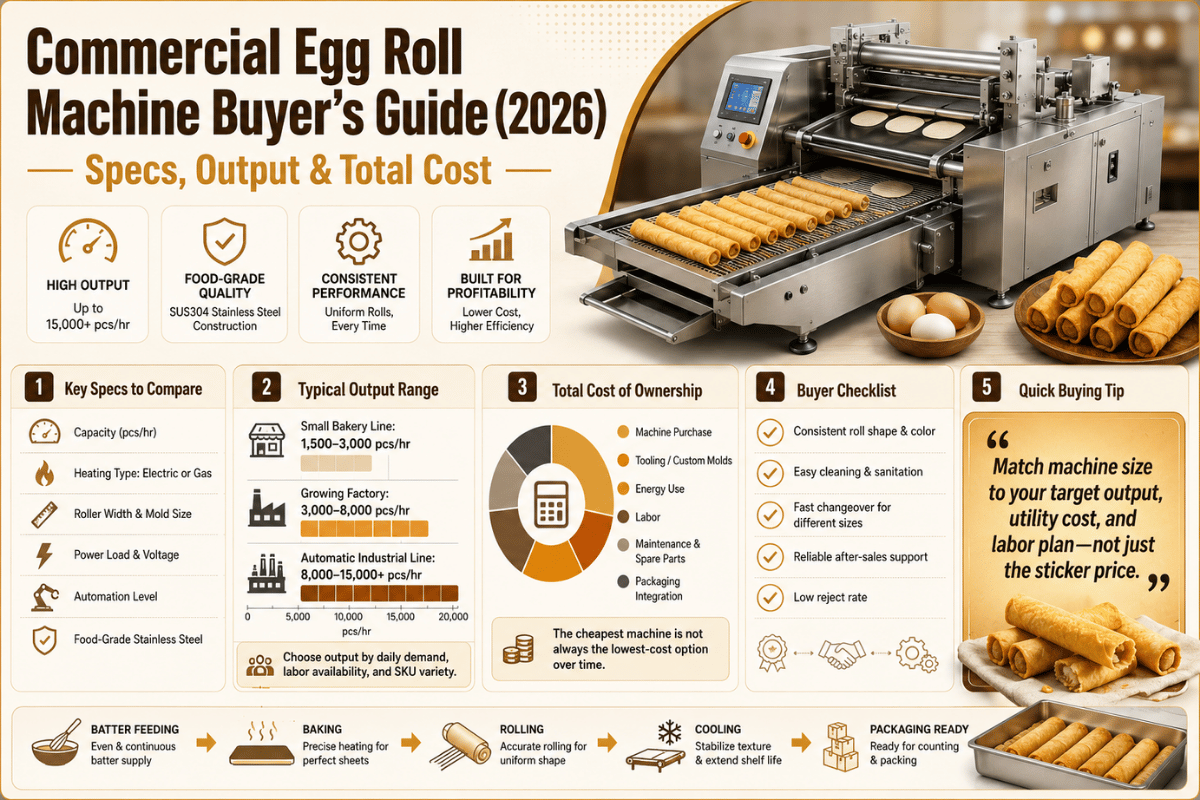
Quick Specs
| Capacity units | pieces/min · pieces/hour · kg per 8-hour shift |
| Nameplate → real discount (OEE) | ~0.60 (typical) to 0.85 (world-class) of rated output |
| Manual / tabletop tier | ~150 rolls/hour |
| Full automatic wafer line (UDTECH UD05) | 220–330 pieces/min ≈ 600–900 kg per 8-hour shift |
| Seasonal swing (wafer/gift) | up to ~1.5–2.3× baseline in December |
Why Capacity Planning Decides Your Egg Roll Line ROI
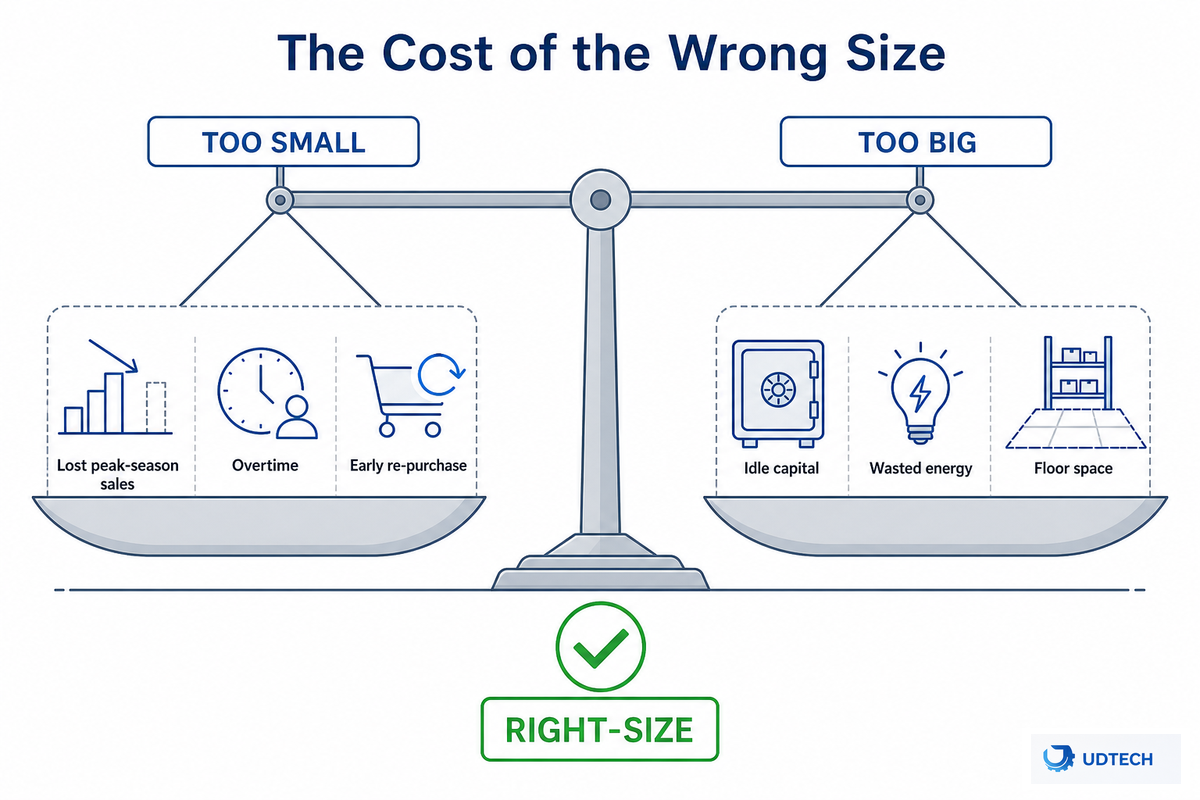
The most expensive mistake in a commercial egg roll machine purchase isn’t picking the wrong brand – it’s picking the wrong size. Buy too small and you cap your own revenue and burn overtime in peak season; buy too big and you pay for capacity, floor space, and energy that sit idle eleven months a year.
Capacity planning is the discipline that sit between “we need a machine” and “we signed a purchase order,” and getting it right is what separates a two-year payback from a five-year one. We watched one start-up learn this the hard way: it bought a 2,400-piece line to “have room to grow,” then ran it at barely 400 pieces an hour for two years while the equipment loan came due. The capacity was real; the orders to fill it weren’t, and the idle 83% quietly became the most expensive line item on the books.
This guide follows a five-step path: forecast peak demand, discount nameplate output to real output, match the result to a machine tier, plan shifts and labor, and validate factory layout and energy. Each step is a number you can compute with your own figures.
We’ll flag one counter-intuitive cost along the way – what we call the Over-Sizing Tax – because it’s the trap most first-time buyers fall into.
How Egg Roll Machine Capacity Is Actually Measured
Vendors quote capacity in at least three different units, and comparing them apples-to-apples is the first job.
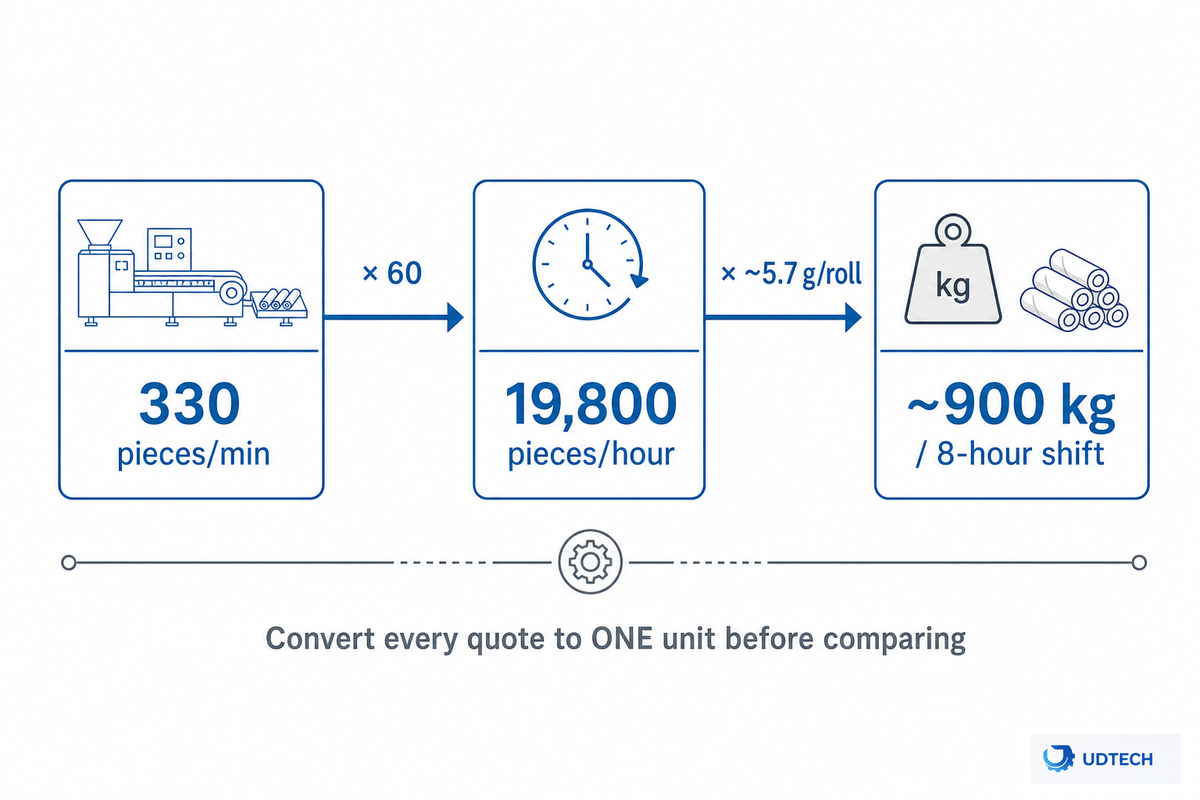
The common units are pieces per minute, pieces per hour, and kilograms per 8-hour shift. Convert everything to one unit before you compare quotes, because a “2,400 pieces/hour” savory line and a “900 kg/shift” wafer line aren’t describing the same thing – piece weight changes the math entirely.
A full automatic wafer line at 330 ppm runs 330 × 60 = 19,800 pieces per hour. At ~5.7 grams per wafer roll that’s about 113 kg per hour, or roughly 900 kg for an 8-hour shift. That same egg roll filled to 65 grams reaches its kg target far fewer pieces, that’s why 156 kg/hr, and 2,400 ppm can mean the same machine.
Two more terms: design capacity (nameplate or ideal) is maximum; effective capacity is sustained with changeover, cleaning and micro-stops. (as the APICS body of knowledge puts it, “capacity is the capability of a system to perform its expected function”) The rolling machine, dough-belt and sheet station, and conveyor (where they meet, limiting throughput by its slowest element–a topic for step five) are also limits to output. The different cycle times for crispy wafer rolls, or filled pastry, may yield a different rated production capacity, so be certain you compare the ratings apples to apples for the product you intend to make. One buyer we dealt with put two quotes side by side – one rated “2,400 pieces an hour,” the other “150 kg an hour” – and nearly signed for the wrong machine, simply because nobody had converted both to the same unit for the same 5.7-gram roll. A five-minute conversion saved a six-figure mistake.
Step 1: Forecast Demand Before You Size the Machine, The Peak-Month Sizing Gap
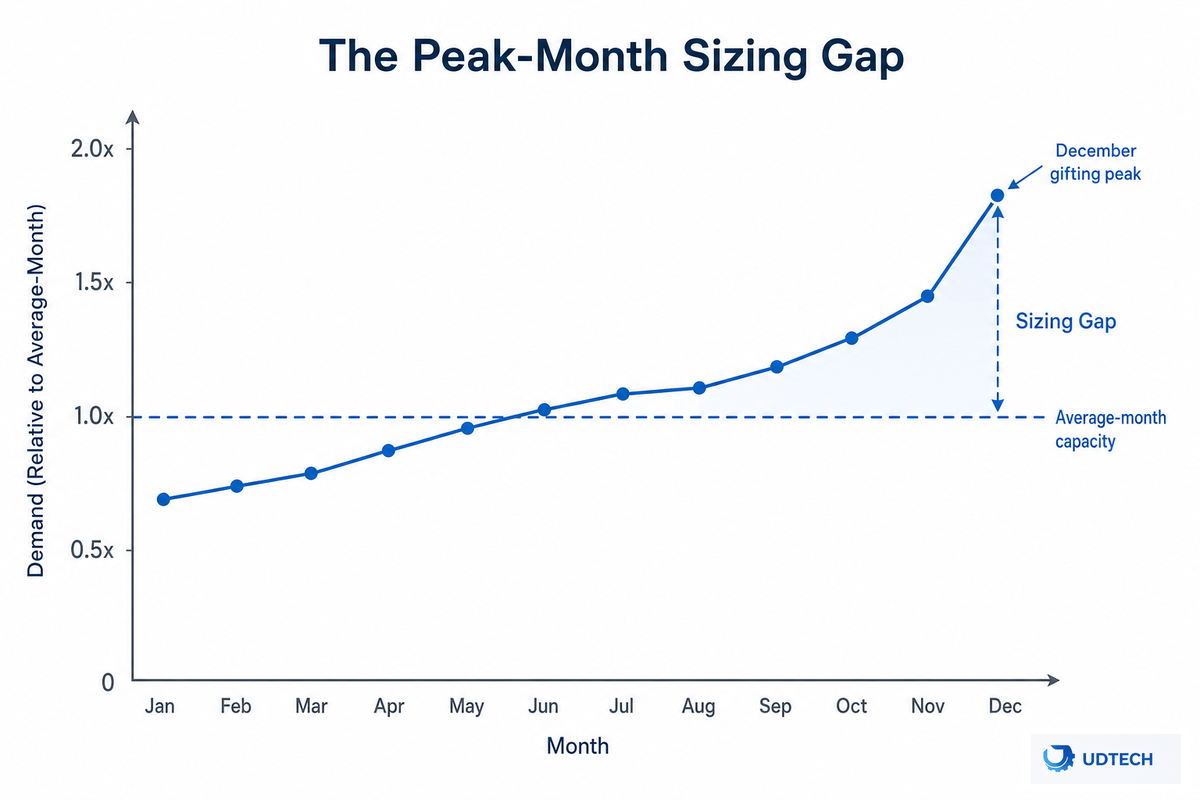
Always start with your forecast, not your catalog. This next observation may not apply, but the most frequent error we see — one the capacity-planning literature warns against — is the analyst dividing annual volume by twelve to find the average month, and buying to the average. Wafer and egg-roll snacks are gift/seasonal items–try an analysis of “wafer roll” and “wafer sticks” searches on any date website, you’ll find a December peak of anywhere from 1.5 to 2.3 times the baseline-and by buying to the average, you’ll be unable to service your most profitable month, your Peak-Month Sizing Gap .
Lets say your forecast indicates 200,000 pieces per month, and that breaks down into about 9,100 per day, assuming 22 operating days per month, and ~1,140 per day on an eight-hour day. now assume your December month is going to be 1.8x the average, so you’ll need around 2,050 effective pieces per hour in December-run against that number, not the average: 1140 pieces/day x 1.8=2052 pcs/hr).
The trick here’s finding the sweet spot which avoids over-buying. As one production planning guy commented on the r/LeanManufacturing forum “use the forecast for capacity and material planning, but actual orders should drive the schedule” Plan your machine to peak-month capacity, but execute your production runs on your actual customer order volume, the plan become a guide line. Additionally, you’ll discover that size alone isn’t the answer. An excellent dairy capacity case that we came across explained that their 150-SKU company planned to maximize their equipment’s peak seasonal output by building inventory buffer stock during the low season, rather than overspending for equipment. If you’ve a shelf-stable, sealed wafer roll, building a buffer inventory is a third valid solution in addition to adding equipment or shifts.
Step 2: Discount Nameplate Output to Real Output, The Nameplate-to-Real Output Discount
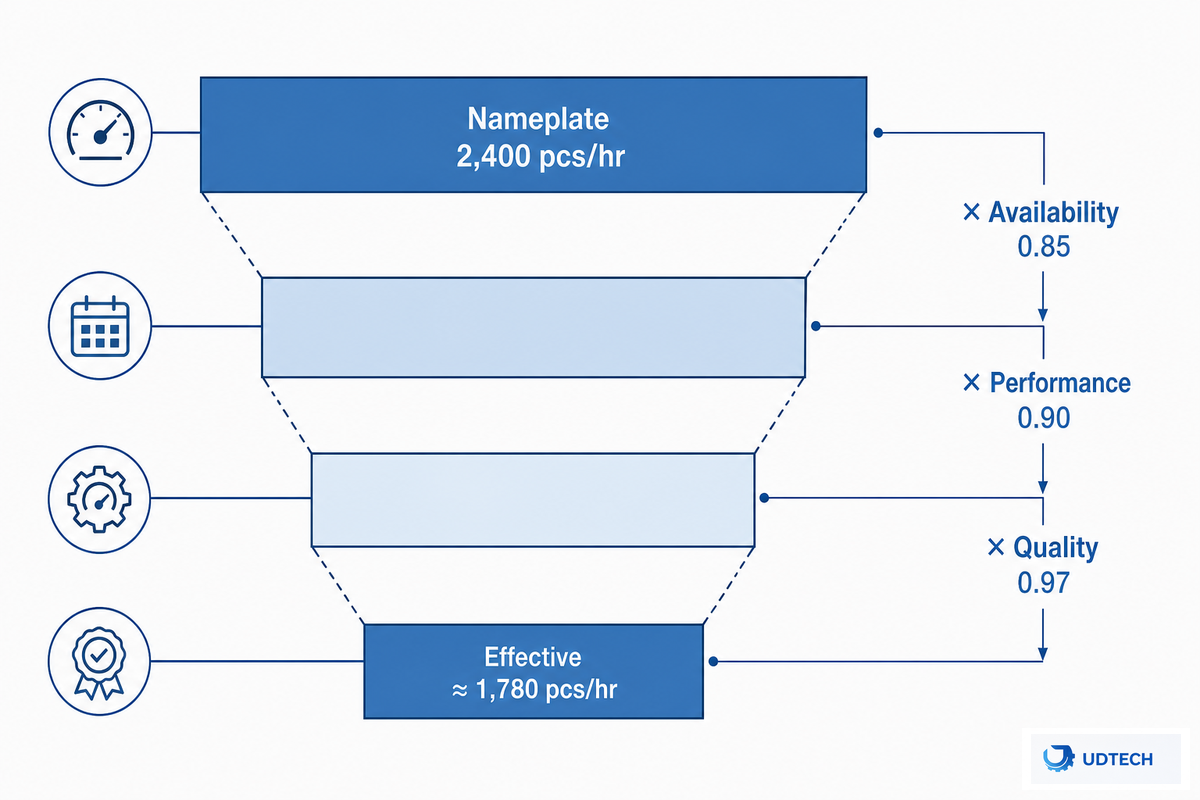
Here’s a number almost no machine listing includes: a line rated at 2,400 pieces/hour won’t make 2,400 in a real hour. The size of that gap is set by OEE – the product of three other measures – and the haircut you must apply to the rating is the Nameplate-to-Real Output Discount.
Egg roll machine output: actual vs. nameplate. Effective Output = Nameplate × Availability × Performance × Quality. The 100% is the maximum score on the ISO 22400-2 manufacturing KPI standard or the standard definition of OEE; food line 100 is never actually realized.
| OEE factor | What it captures | Example value | |
|---|---|---|---|
| Availability | Uptime after changeovers, cleaning, breakdowns | 0.85 | |
| Performance | Actual speed vs. ideal cycle speed | 0.90 | |
| Quality | Good rolls vs. total rolls (rejects, mis-folds) | 0.97 | |
| OEE (product) | 0.85 × 0.90 × 0.97 | ≈ 0.74 | |
| Real output | 2,400 × 0.74 | ≈ 1,780 pieces/hour |
At the margins, benchmarks are available to anchor this range: A rating of 85 percent is often used as “world class” for discrete manufacturing, while industry average OEE may be more like 60 percent, and even industrial OEE surveys can have average numbers more along the lines of 55-65 percent. A nameplate size of 2,400-pieces therefore means you can realistically expect somewhere between approximately 1,440 pieces (60 percent OEE) and 2,040 (85 percent OEE) pieces per hour. The most significant ignored loss by a wide margin is changeover-people on the floor will note that a single changeover “can run 2 to 3 hours,” an item easily missed and one which eats into your Availability.
A food plant include a cleaning and sanitation window under this same availability number. Any stoppage to a line that require a wash-down, as well as the required daily cleanup/sanitation cycle, will eat into your productive hours-and is one reason why food lines tend to fall behind discrete manufacturing in OEE terms. Unless your production team has already measured it significantly higher for your line, plan your equipment sizing for 60-70 percent OEE.
“Use the forecast for capacity and material planning, but actual orders should drive the schedule.”
Step 3: Match Required Output to a Machine Tier

How many egg rolls does an automatic machine output in an hour?
It completely depends on the tier. Machines range from about 150 roll/hour on an manual, tabletop unit, to a 13,200-19,800 pieces per hour on a fully automated wafer line. And there’s some equipment between each range.
Once you know the nameplate rating required, OEE effectively, find the tier beneath. It’s just size reference only.
| Tier | Output (nameplate) | Operators | Best-fit demand |
|---|---|---|---|
| Manual hand-roll | ~30–60 kg/hour | High (labor-bound) | Pilot / market test |
| Tabletop electric mold | ~150 rolls/hour | 1 | Café / small batch |
| Small wafer-roll auto (hollow) | 40–50 kg/hour | 1–2 | Regional brand |
| Small wafer-roll auto (filled) | 90–100 kg/hour | 2 | Regional brand |
| Semi-automatic line | ~300–500 kg/shift | 2–3 | Growing producer |
| Automatic — UDTECH UD05-2 | 220 pieces/min · 600 kg/shift | 2 | Mid-volume export |
| Automatic — UDTECH UD05-3 | 330 pieces/min · 900 kg/shift | 2 | High-volume export |
| Multi-line automatic | 1,800+ kg/day | 4–6 | National supply |
| Turnkey integrated line | Sheeting→fill→form→fry→pack | 6+ | Frozen-food factory |
UDTECH’s UD05-2 and UD05-3 in the section above represent 1st party values based on our own UD05 wafer egg roll production. Automatic lines mechanize the dough-pad, fill and roll cycle a manual operator does by hand (see US Patent 3,633,517), which is what lifts a tier from kilograms-per-hour to pieces-per-minute. Select the tier with the nameplate that’s just higher than your highest-month, OEE-adjusted demand – NOT the biggest machine on the shelf. If requesting price bids, insist that all food machine suppliers indicate production on a “pieces-per-minute basis AND a kg-per-shift basis”, on the same production item, so an automatic egg roll machine can be directly compared with a benchtop egg roll making machine.
Step 4: Plan Shifts, Labor and Operators per Line
Capacity becomes a daily number once you’ve finalized shift count. The same line can double daily throughput with no additional equipment – by adding a shift. How do you go from manual egg roll production to tens of thousands per hour, while reducing labor?
You relocate the labor from hand-rolling (a keyhandicaps production), to managing a robotic forming machine, and then add shifts to extend asset life.
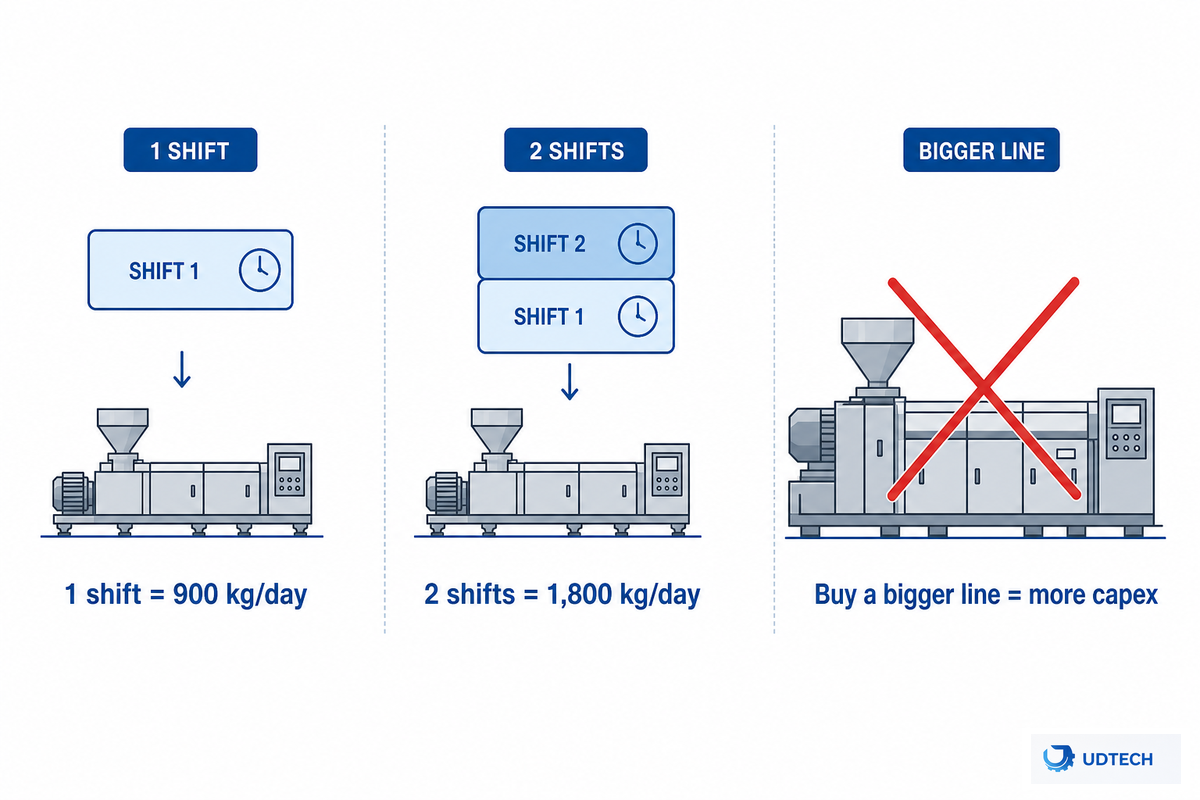
A UD05-3 line can turn out about 900 kg per 8-hr shift with just two operators.
Need 1,500 kg a day?
One shift still come up short 600 kg. Two shifts deliver 1,800 kg per day – at least often proving less expensive than the bigger, “correctly” sized line for a 1,500 kg target, and also keeping cash free for the busy season’s buffer capacity.
Labor cost is where automation’s payback really hits. Two operators are usually needed to run a fully automatic line – many multiples of hand roll needs – which is a driving force behind inflation that’s steering small & midsized producers to automated machinery. Calculate operating labor needed – and per-thousand roll labor costs- into your sizing, where utilization planning treats labor as a capacity constraint; an automatic machine that’s a step up in capacity, but runs with the same two operators, may come up cheaper than running two undersized ones side-by-side.
Step 5: Check Factory Layout, Utilities and Energy Headroom
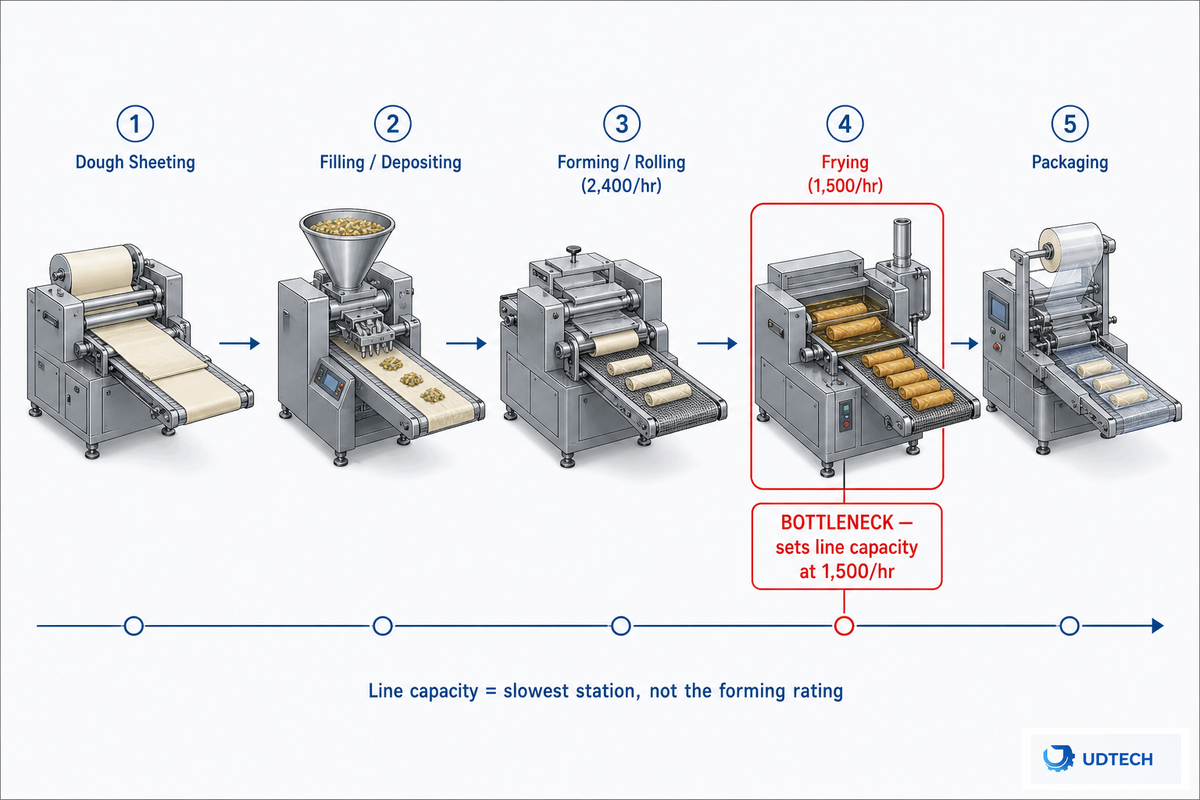
Capacity extends beyond your forming equipment to all stations. Capacity will be set by the slowest station.
Before you make the purchase, verify three limiting factors: available space, line balance, and utility supply. What’s “real” capacity if you don’t have the power to run it, or the space to install it?
Typically an egg roll line has multiple stations including dough processing, filling, forming, packaging. Your plant will always produce what your bottleneck can handle, not what your forming machine “claims”.
If your baking oven or fryer will turn out only 1,500 egg rolls per hour, and the former is rated For 2,400, Then your line capacity is limited To 1,500/ hr. Every station will then need to be rated higher than 1,500. If Not, Your Production figure will be fictional.
Be realistic about utility “ratings”. UDTECH’s UD05 wafer line takes up only 4.2 x 3.7m footprint, uses just 12 kW, and processes ~0.61 Wh/ piece – normally run on LPG or natural gas on a 380V 50Hz system.
Ensure that there’s enough capacity in your gas service and Electrical system to run the machines at their peak. Consider additional aisle space required to accommodate the tail conveyors. Line layout isn’t just about the machines.
Compliance can restrict layout: “Sufficient space is required around all equipment to facilitate ease of maintenance, operation, cleaning, and inspection…”. A snug-to-tight layout may not meet this FDA 21 CFR Part 117 requirement. Breakdowns of equipment due to any reason including failure due to electrical or gas under sizing all reduce throughput.
Equipment budgeting guides often flag these as common issues when producers scale up. Our snack food production line team can design and plan entire line layouts.
Right-Sizing: The Cost of Buying Too Much (or Too Little) — The Over-Sizing Tax
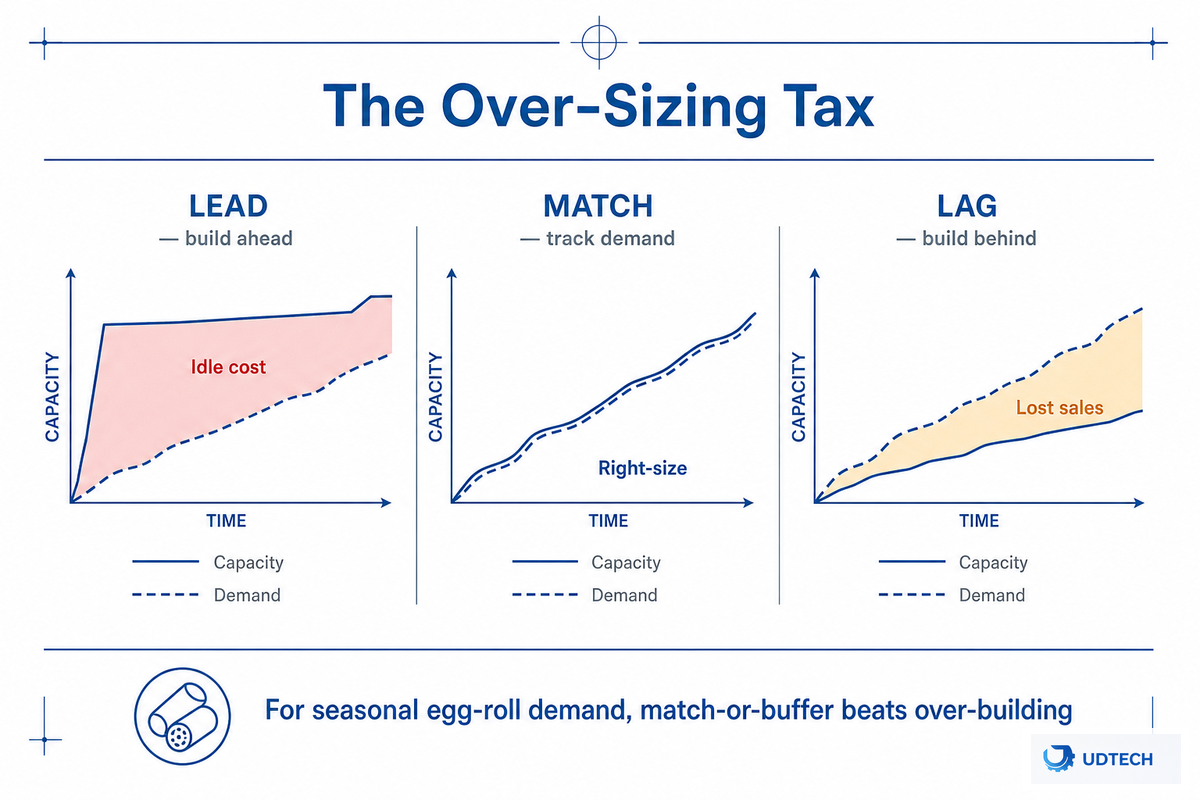
Buying Extra Room There’s a name-and a cost-to our “buy room to grow” instinct. The “Over-Sizing Tax” is the piling up costs of a 2400 pieces/hour line purchased for 400 pieces/hour real demand: wasted capital, energy, and maintenance for 83% underutilized equipment, rent-earning space that’s doing nothing, and for workers whose skills far exceed the work they’re asked to do. “The most common “lead” capacity strategy, or planning for demand before it materializes, isn’t always optimal. For either seasonal or uncertain demand, it’s often outpaced by a meet/buffer strategy.
- Capital tied up in idle capacity
- Energy/maintenance on under-used machine
- Floor space cost with no return
- Longer payback period
- Lost peak-season sales / stock-outs
- Overtime and rush costs
- Quality slips under pressure
- Early forced re-purchase
The just-right size — what capacity strategy frames as the lead-versus-lag decision — is to buy the tier whose nameplate sits just above your peak-month, OEE-adjusted requirement, and soak up growth with a second shift before a second machine. The table below maps a real effective peak requirement to a starting tier. To put your own numbers behind the right-size call, run them through UDTECH’s wafer egg roll ROI and capacity calculator.
| Effective peak requirement | Recommended start |
|---|---|
| Under 60 kg/hour | Tabletop / small wafer-roll auto |
| 60–100 kg/hour | Filled wafer-roll auto / semi-auto |
| 100–600 kg/shift | UD05-2 (one shift) |
| 600–900 kg/shift | UD05-3 (one shift) |
| Over 900 kg/shift | UD05-3 + second shift, then multi-line |
2026 Outlook: Why Flexible Capacity Is the New Default
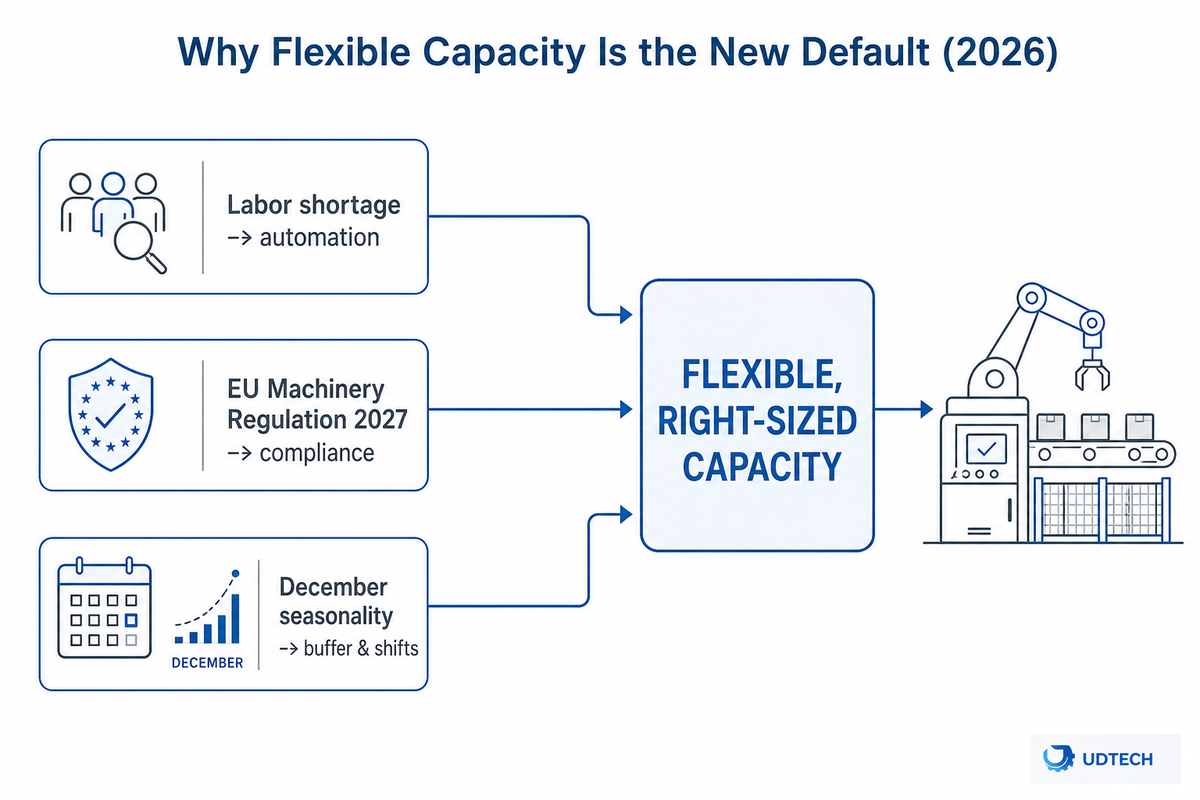
So the capacity planning model is evolving from “biggest fixed line we can buy” to “right-sized line plus flexibility” and these three factors are what’s driving it. First, labor: persistent labor gaps now make flexible automation non-negotiable for 2026, particularly when small-scale food manufacturers are already adopting automation as the remedy for such short falls-altering the math on that calculation for any operator. Second, regulation: two regulatory bookends will define every sizing decision.
U.S. purchasers face this on Day 1, the U.S. Occupational Safety and Health Administration standard OSHA 29 CFR 1910.212-covering machine guarding on automated systems-has immediate effect, and the EU Machinery Regulation (EU) 2023/1230 fully replaces the directive as of Jan. 20, 2027, the time to spec your new food machinery for the European market to meet this regulation is now. (See: European Commission MACHINERY regulation and GENEDGE research and white papers concerning the labor shortage as well as automation). And third, seasonality and product mix: The December holiday season spike isn’t going away, the range of product options available continues to widen, and so the winning strategy is greater volatility and changeover flexibility – planning for buffer or shift flexibility will always win out over simply over-purchasing fixed capacity.
Picture a mid-size wafer-roll producer that put off automating through 2025 to conserve cash. When its biggest retail customer asked for CE-marked, traceable supply to land a 2026 European listing, the producer had barely nine months to spec, install, and validate a line against the incoming 2027 regulation – and discovered its preferred model had a 13-week lead time. That’s the squeeze: wait too long on flexibility and the deadline, not the engineer, ends up choosing the machine.
OK so the backdrop (food automation spend will approximately double by 2033) is real and is important to the broader landscape – but it’s peripheral. The real decision for you right now, whether you’re going to pull a trigger in 2026 and buy a machine – is local and physical. Just buy to your personal top-month demand, write a contract against a 2027 regulation if Europe is a customer and build in a shift of room rather than a machine-of-room.
Read food engineering for tips about scheduling from true input.
Frequently Asked Questions
How do I calculate the capacity I need for my egg roll line?
View Answer
Why is my machine’s real output lower than its rated pieces per hour?
View Answer
Should I size an egg roll machine to peak season or average demand?
View Answer
How many operators does an automatic egg roll line need?
View Answer
Can one machine make both wafer egg rolls and savory egg rolls?
View Answer
What certifications matter when scaling egg roll production?
View Answer
How We Approach Capacity Sizing
UD05 wafer egg roll line throughput, energy, and footprint, 220-330 pc/min, 600-900 kg/8 hours, 12 kW, 0.61 Wh/piece and the footprint 4.2 × 3.7 m, were based on on-site measured figures in the UDTECH Technology factory. (The technical review is signed by UDTECH Technology of Suzhou CO.,LTD. )
References & Sources
- ISO 22400-2:2014, Manufacturing operations management KPIsInternational Organization for Standardization
- Overall Equipment EffectivenessWikipedia
- Capacity Planning (APICS definitions)University of Kansas ScholarWorks
- Machinery Regulation (EU) 2023/1230European Commission
- 21 CFR Part 117, Current Good Manufacturing Practice, Hazard Analysis, and Preventive Controls for Human FoodU.S. FDA
- 29 CFR 1910.212, General Requirements for All Machines (Machine Guarding)U.S. OSHA
- Automation and Labor Shortages in Small-Scale Food ManufacturingGENEDGE
- Scheduling Systems Based on Real-World InputsFood Engineering
Related Articles
- Egg Roll Machine: Types, Capacity & Buyer’s Guidewhich machine type fits your product
- Seaweed Egg Roll Machine: Specs & Buying Guideseaweed and phoenix roll formats
- Phoenix Roll Machine Buying Guideautomatic phoenix roll production
- UDTECH UD05 Automatic Wafer Egg Roll Linefull specs and configuration