Updated June 2026
Automated warehouse racking is a steel storage structure paired with machines — shuttles, cranes, lifts, or robots — and control software that store and retrieve loads without a forklift operator ever entering the aisle. It’s the storage layer underneath what most engineers call an automated storage and retrieval system (AS/RS). This guide walks through the system types, how high and dense they go, what they cost, how to decide whether automation fits your operation, and the safety codes that govern both the rack structure and the machines that run inside it.
Quick Specs: Automated Warehouse Racking at a Glance
| Core system types | Unit-load & mini-load AS/RS, vertical lift module (VLM), vertical & horizontal carousel, pallet shuttle, crane- and shuttle/cube-based AS/RS, mobile racking |
| Floor-space reclaim (vendor-reported) | Up to ~90% vs. floor stacking / conventional layouts |
| Height range | Standard 8–24 ft (2.4–7.3 m); high-bay 40–98 ft (12–30 m) |
| Governing standards (US) | ANSI MH16.1-2023 (steel racks), OSHA 29 CFR 1910.176 / 1926.250, ASCE 7-22 (seismic) |
| Best fit | High-volume, repetitive throughput, constrained footprint, high land/labor cost |
What Is Automated Warehouse Racking?
Automated warehouse racking is a storage structure integrated with automation, shuttle robots, stacker cranes, vertical lifts, or autonomous mobile robots, and a control system that moves load into and out of storage with little or no human handling. Material Handling Institute (MHI) guidance defines the broader category, the automated storage and retrieval system, as “a combination of equipment and controls that handle, store and retrieve materials under a defined degree of automation.”
It helps to separate two terms that get used interchangeably. Automated racking is the rack structure plus the automation that run inside it. AS/RS is the full system, racking, the retrieval machine, conveyors, and the software that orchestrates them. In practice you buy them together, but the rack steel is the skeleton: its tolerances, height, and load rating decide what the machines can do. Conventional storage works the opposite way. Static selective racking depends on a forklift driver entering an aisle to place and pick every pallet; automated racking removes the operator from the aisle, which is what unlocks deeper lanes, taller bays, and 24/7 cycling. As a storage solution, an automated storage system trades higher upfront cost for density and speed that conventional warehouse systems can’t match. In the US, these warehouse storage operations also sit under OSHA’s warehousing safety standards, whatever the level of automation.
How Automated Racking Works: Racks, Machines & Software
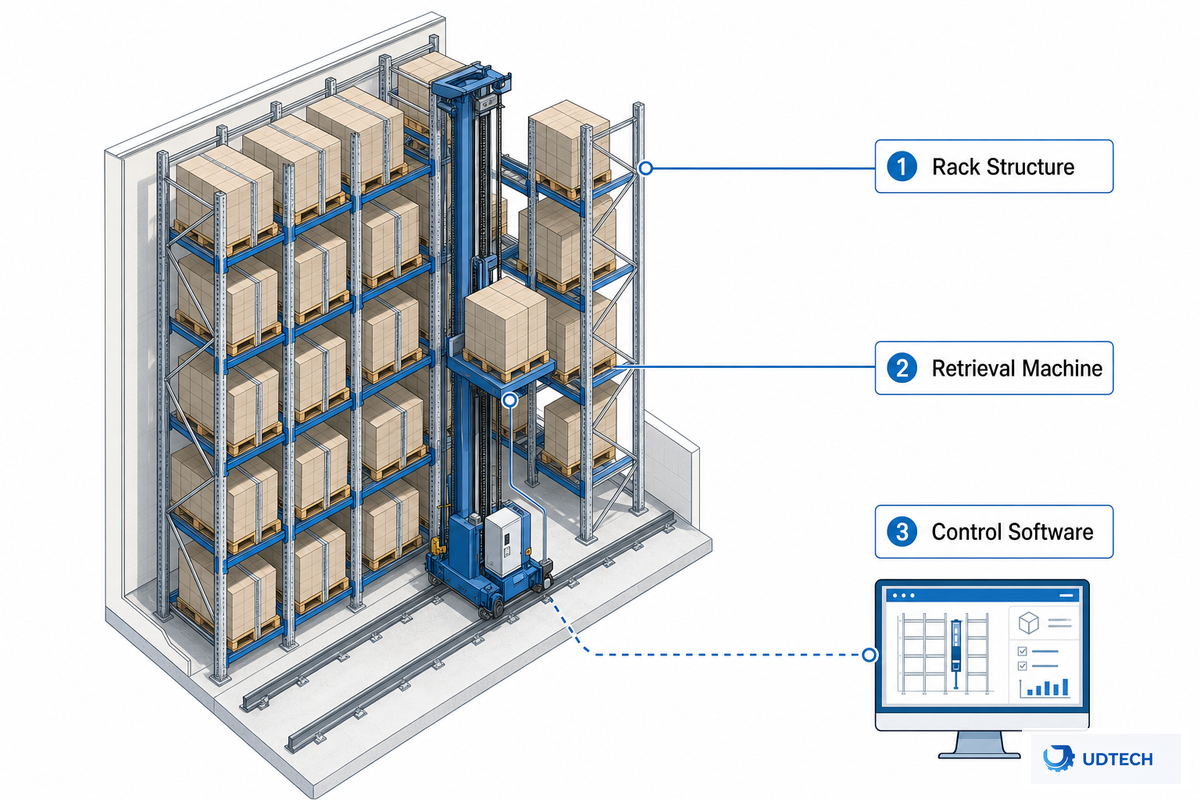
Automated racking works by combining three layers — the rack structure, a retrieval machine, and control software — so loads move in and out of storage without an operator entering the aisle. Each layer below carries part of that job.
How does an automated racking system work?
An automated racking system runs as three coordinated layers. First comes the rack structure: upright frames, beams, and rails engineered to tighter tolerances than manual racking, because a machine, not a human, indexes to each location. Manufacturing.net notes that “extremely tight rack tolerances are required to use AS/RS,” which is why automated rack steel is specified and installed differently from a standard selective bay.
Next sits the retrieval machine: a pallet shuttle running on in-rack rails, a stacker crane traveling a fixed aisle, a vertical lift that delivers trays to an ergonomic pick window, or a fleet of autonomous mobile robots (AMRs) climbing a grid. Control software is the third layer: a warehouse management system (WMS) that knows what’s stored where, a warehouse control system (WCS) or warehouse execution system (WES) that commands the machines, and increasingly conveyor systems and goods-to-person links that carry load to packing. A typical pallet cycle looks like this: a forklift set a pallet at the rack face, the shuttle receives it, carries it deep into the lane, drops it in a mapped position, and reverses the sequence on demand. Because the machine handle the aisle, storage density and pick speed rise together rather than trading off. Because these systems use software to map every location, storage capacity is filled to its limit instead of being lost to half-empty aisles. Those retrieval mechanisms are heavily patented; see, for example, US Patent 8,882,432 for a robotic AS/RS mixed-pallet build.
The 9-Type Automated Racking Spectrum
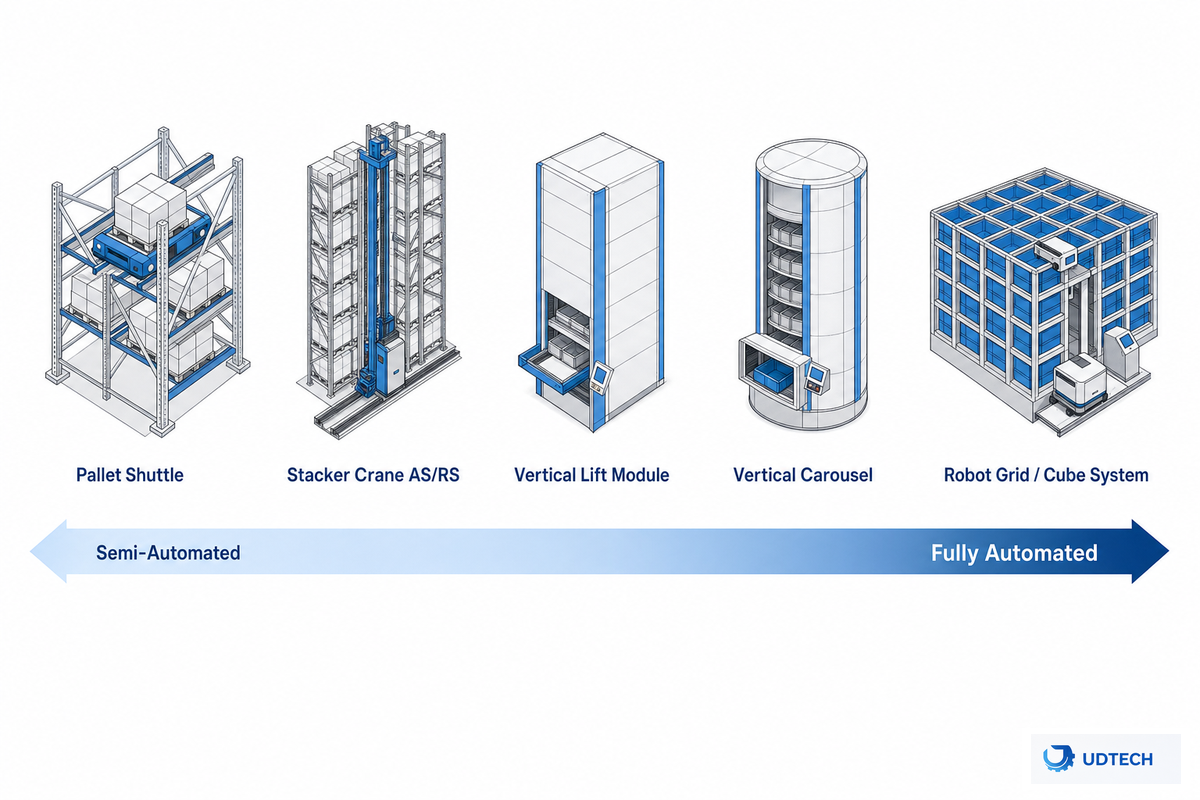
“Automated racking” isn’t one product. The nine architectures below sit on a spectrum from semi-automated (a shuttle inside otherwise conventional racking) to fully automated (a sealed crane or robot grid). Your best pick depend on load type, throughput, and how much vertical cube you need to recapture.
| System type | Load handled | Density | Best fit |
|---|---|---|---|
| Unit-load AS/RS (crane) | Full pallets | Very high | High-bay pallet storage, low-to-mid SKU count |
| Mini-load AS/RS | Totes, cartons, bins | High | E-commerce small parts, buffer storage |
| Vertical lift module (VLM) | Trays of small parts | High (vertical) | Tall, narrow footprints; MRO and spares |
| Vertical carousel | Small parts, bins | Medium-high | Fast pick lines; ergonomic delivery |
| Horizontal carousel | Small parts, bins | Medium | High-speed picking in low-ceiling space |
| Pallet shuttle (radio) | Full pallets | High (deep-lane) | Cold storage, bulk SKUs, FIFO/LIFO lanes |
| Four-way shuttle | Full pallets | High (flexible lanes) | Multi-aisle pallet flow with one shuttle |
| Shuttle / cube (grid robots, AMR) | Bins, totes | Highest (cube) | Dense e-commerce, goods-to-person picking |
| Mobile racking | Pallets, cases | High (one aisle) | Cold storage; slow-moving, space-tight stock |
Architectures cross-referenced against relevant U.S. patents for multi-depth shuttle (US12071304B2), mobile autonomous bin (US9519882B2) and automated mixed-pallet AS/RS (US8882432B2).
Is a pallet shuttle a type of automated racking?
Yes – a pallet shuttle system often serves as a buyer’s first step into automated racking. A battery-powered shuttle operate on rails inside traditional deep-lane racking, moving pallets in and out so forklifts never enter the aisle. Most count as semi-automated because a forklift still feeds the lane face, but they deliver much of the density and safety of a full system at lower cost, which makes them ideal for chilled and ambient bulk inventory.
Deep-lane shuttle racks commonly run 6–20 pallets deep, against the 1–2 deep of selective racking, with rails set at a 1.5–2 m level pitch. These types of automated racking systems span industrial racking systems for full pallets to shuttle racking and mobile racking systems for dense lanes, and the applications of automated racking systems range from automated pallet handling in distribution centers to small-parts picking.
Automated vs. Traditional Racking: Space, Labor & Accuracy (Benefits)
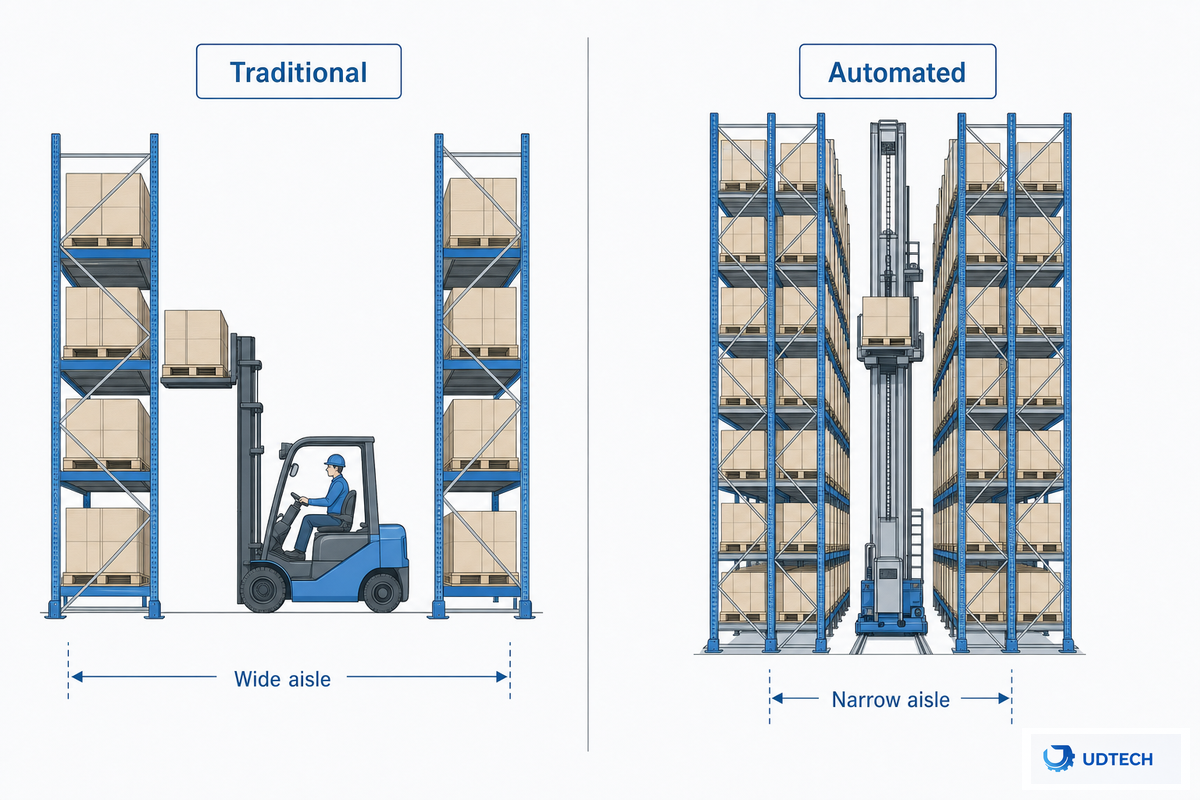
How does automated racking differ from traditional racking?
What changes is who moves the load. Traditional selective racking relies on forklifts and operators, so it needs wide aisles and is limited by forklift reach height. Automated racking hands the aisle to a machine, which lets you go deeper, taller, and run around the clock. The benefits are real but vendor-reported, treat the headline percentages as supplier figures, not independent measurements.
| Factor | Automated racking | Traditional racking |
|---|---|---|
| Floor-space use | Up to ~90% reclaim reported by vendors (e.g., Modula VLM) | Wide aisles consume floor area |
| Labor in the aisle | Operator removed from aisle; goods-to-person | Forklift driver per aisle |
| Pick throughput | VLM up to ~140 trays/hr; carousel up to ~550 lines/hr (vendor) | Limited by travel and reach time |
| Accuracy | ~99%+ with WMS validation (vendor-reported) | Subject to manual error |
| Upfront cost | Higher capital + integration | Lower upfront |
Space savings provide a key incentive for adopting automated racking, and tend to follow predictable patterns related to building heights, which we refer to as the Cube-Recapture Curve. As the building height available increases, the amount of floor space recovered by automation becomes much more significant as machines are capable of positioning loads safely within 30m (100ft) bays, whereas forklifts can’t. Below roughly 8m (25ft) clear ceiling height the improvement is modest, but then increases sharply. Thus automation offers first advantages to warehouses built on more valuable land with taller ceiling heights, with a positive inflection point around the heights of the highest typical forklift-truck.
- High, repetitive throughput
- Tall clear height to recapture
- Expensive land or labor
- Cold storage (less human exposure)
- Low or seasonal volume
- High SKU variability, slow movers
- Low ceilings (little cube to recapture)
- Frequent layout changes
That second column matters. Intralogistics firm Swisslog puts it plainly on SKU profile: “bigger isn’t always better.” Warehouse practitioners on industry forums concur, physical automation makes financial sense at high, repetitive volume with a clear payback, and is a poor fit when the inventory profile doesn’t justify it. Automation is a throughput decision, not a prestige one. Benefits of automated racking systems show up most clearly against traditional storage: where traditional racking systems leave aisles half-empty, automated systems increase storage capacity, lift warehouse efficiency, and free warehouse space — which is why cold storage facilities and high-density pallet storage operations tend to adopt them first. These racking systems significantly improve high-density storage in cold storage warehouses, and because the best systems are designed for specific storage environments, optimal storage comes from matching the architecture to the load rather than over-buying — the systems are highly configurable. Removing operators from the aisle also cuts the manual-handling exposure that OSHA’s ergonomics guidance flags as a leading source of warehouse injury.
Storage Density & Rack Height: How High Can You Go?
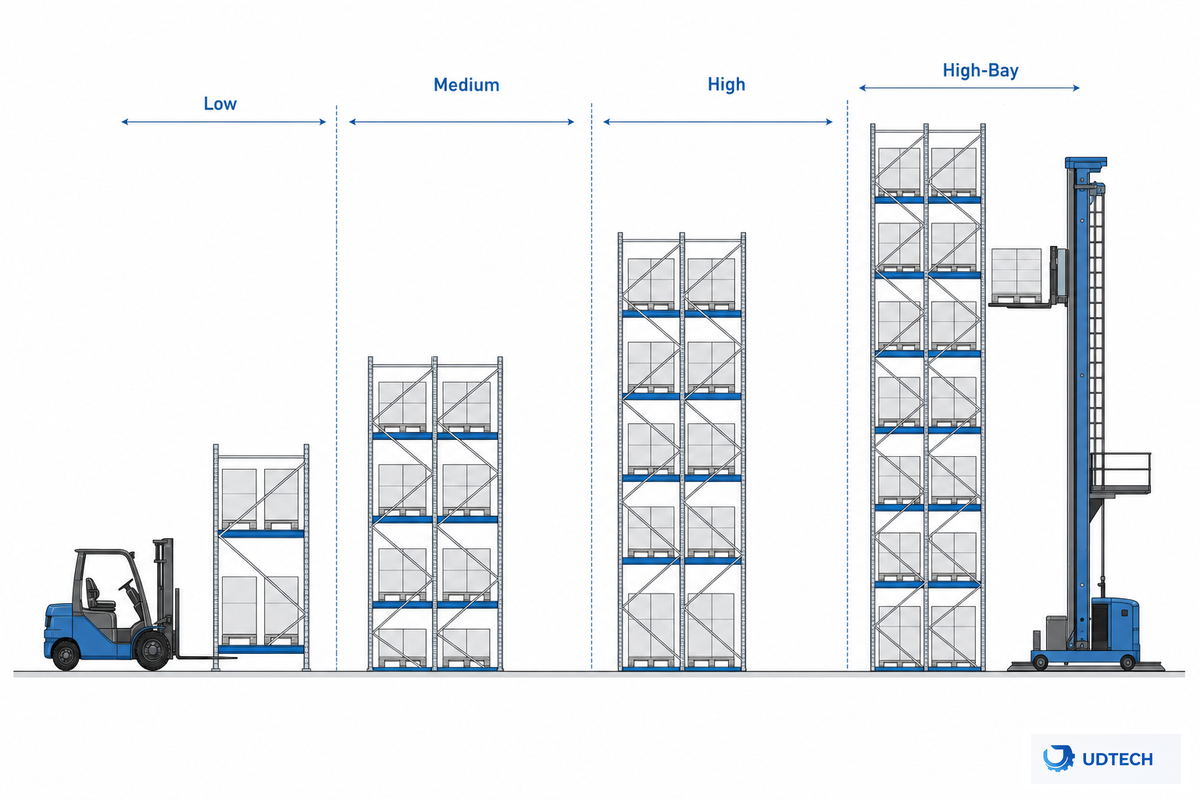
Automated systems exist chiefly to recover floor space and fit more usable storage space within the same footprint; height is therefore the top specification. Across industry references, pallet racking falls into consistent bands: low, 2–4 m; medium, 5–8 m; high, 8–12 m; and high-bay, 12–30 m, the last being where automated cranes and shuttles operate. US racking commonly runs 8–24 ft, though automated high-bay builds can push toward 30 m.
Rack steel itself rarely constrains height, but the building and equipment do. Usable height is clear height less obstructions (trusses, light, sprinklers, etc.). Conventional equipment is limited to its lift range (forklifts ~3–5 m, reach trucks ~8–10 m, VNA 12 m+). Because their potential is unchained from the forklift limit, automated systems command the high bay category. By stacking inventory into vertical storage rather than across the floor, automated racking maximizes storage density and delivers the compact storage that manual systems cannot — and the storage efficiency gain climbs with every meter of clear height. Above the high-bay threshold, rack stability is governed by seismic provisions grounded in the FEMA/NIST seismic guidance for steel storage racks.
Plan clear height as cargo height + pallet height + a safety gap, then leave 18–24 in (≈45–60 cm) of top clearance for sprinklers and indexing. Industry guidance flags that racking above ~12 ft can trigger local fire-safety review, and any high-bay design in a seismic region must be calculated to ASCE 7-22 and ANSI MH16.1. Confirm beam-level capacity (commonly 2,000–5,000 lbs/level) against your real pallet weight, and design to the L/180 deflection limit.
What Automated Racking Costs: ROI & Payback

Automated racking has no single price: a standalone vertical carousel runs near $70,000, while a full high-bay AS/RS reaches a different order of magnitude. What decides the spend is the payback window, set by the labor and floor space the system recaptures.
Is an automated racking system expensive?
Honestly, it depends on the profile. Cost is driven by four things: the rack structure (more steel and tighter tolerances than manual racking), the retrieval machines (shuttles, cranes, or robots), the software and integration, and installation. As a public reference point, supply-chain trade media has cited a standalone vertical carousel module at roughly $70,000 for MRO parts, while a full high-bay AS/RS runs to a different order of magnitude.
Rather than chase a price, model the timing with what we call the Pick-Density Payback Window: payback shortens as pick density and labor cost rise. A worked example: if a system removes two aisle operators at a fully loaded $55,000/year each, that’s $110,000/year in recurring labor recaptured; against a $550,000 installed system, the simple labor payback is roughly 5 years, before counting reclaimed floor space (warehouse area runs near $8/sq ft) or reduced mis-picks. Run the same math at one operator and low throughput and the window stretches past the equipment’s useful life. That’s the test that decides the investment, not the sticker price. Order volumes that justify these budgets keep climbing in US Census e-commerce data, which is why the payback math keeps shifting toward automation.
How to Choose an Automated Racking System (and Supplier)

Start with fit, not features. Before comparing vendors, run what we call the 4-Gate Automation Readiness Test – four yes/no questions. If you clear all four, the business case is strong; clearing two or three usually points to semi-automation (a pallet shuttle) rather than a full AS/RS.
- Volume: Is throughput high and repetitive (not seasonal or erratic)?
- Cube: Do you’ve tall clear height to recapture (roughly 8 m+)?
- Cost pressure: Is land or rent expensive enough that density pay?
- Labor: Is aisle labor scarce, costly, or hard to retain?
Can I retrofit automated racking into an existing warehouse?
Often, yes – but it’s a planning exercise, not a drop-in. Retrofits hinge on three things: usable clear height, floor flatness and load rating (automated cranes and shuttles need tighter floor tolerances than forklift traffic), and how cleanly the new control software integrates with your existing WMS. Legacy-system integration is one of the most common stumbling blocks, so scope it early.
Pallet shuttles retrofit most easily because they install inside conventional rack lanes. Businesses considering automated racking should map current storage needs and warehouse size against growth before committing; the right automated racking solutions, and a realistic plan to implement automated racking, come from that fit assessment rather than a vendor pitch.
On the supplier side, vet for in-house structural engineering, rack certification (an RMI R-Mark or equivalent), realistic lead times, and the ability to integrate machines with your software – not just sell steel. When sourcing the rack structures and AS/RS hardware from a dedicated factory, suppliers in this category include Automated Warehouse Racking System No.1 Factory Supplier, which positions itself as a turnkey AS/RS rack-structure manufacturer offering free design and sampling. Whichever supplier you shortlist, confirm the steel is engineered to the standards in the next section before you compare prices.
Safety, Codes & Standards for Automated Racking
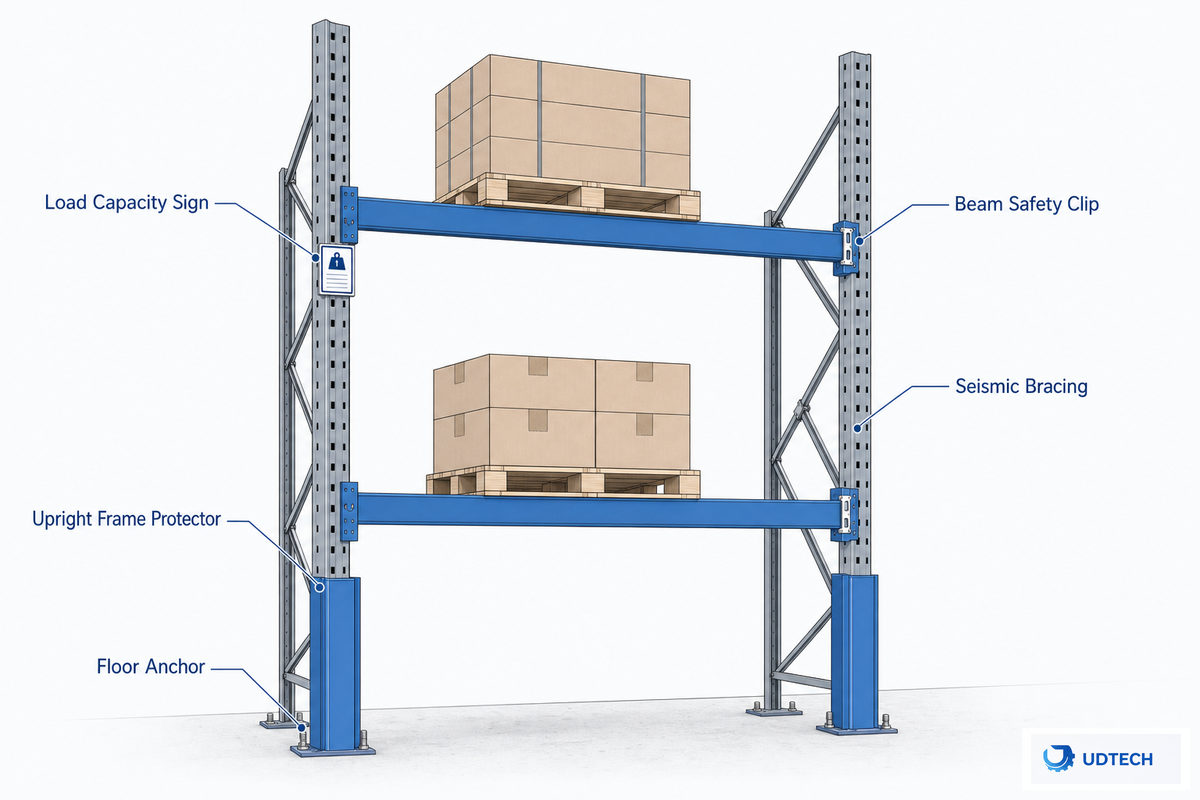
Automated racking carries two safety obligations that buyers often blur: the rack structure and the machines that run inside it. They’re governed by different rules, and a compliant rack doesn’t make a compliant system.
Rack-structure safety. In the US, steel storage racks are designed and tested to ANSI MH16.1-2023, the current edition published by the Rack Manufacturers Institute.
Note the scope: MH16.1 covers steel selective and storage racks and does not apply to drive-in/drive-through, cantilever, portable, or non-steel racks, which carry their own provisions. A timing detail trips up many specs: according to the Rack Manufacturers Institute, the International Building Code 2024 references the 2021 edition of MH16.1, while the newer 2023 edition’s overhauled seismic methodology will flow into later code cycles. Seismic design itself ties back to ASCE 7-22 and the federal FEMA/NIST guidance on seismic considerations for steel storage racks.
On the floor, OSHA 29 CFR 1910.176 requires safe aisle clearances, and 1926.250 requires that tiered loads be “stacked, racked, blocked, interlocked, or otherwise secured to prevent sliding, falling or collapse.”
“Extremely tight rack tolerances are required to use AS/RS.”
Engineered Racking: The Foundation of Warehouse Automation, Manufacturing.net
Machine and human-robot safety. This is the layer the vast majority of rack guides ignore. Once shuttles, cranes, or robots begin operating in the aisle, machine-guarding and robotics safety standards, rather than just rack codes, are the relevant frameworks. OSHA robotics guidance and NIOSH workplace-robotics research pinpoint struck-by, caught-between, and crushing safety hazards, especially during manual mode, service, and unexpected movement. Practically this means controlled-access aisles, interlocks and presence sensors on access doors, lockout/tagout for servicing, and design in accordance with robot-safety standards such as ANSI/RIA R15.06 / ISO 10218. Specify both layers, or the rack passes inspection while the system does not.
Industry Outlook: What’s Driving Automated Racking in 2026
The forces compelling automation are structural, not hype. There are ongoing shortages and inflating wages for warehouse labor, thus shortening payback periods; there’s a proliferation of e-commerce SKUs and the expectation for same-day fulfillment that require automation to overcome the throughput and accuracy limits of fixed racking; and land for industrial facilities is becoming more expensive, thereby justifying the expense of operating in vertical space. Lower-threshold automation systems such as pallet shuttles, cube systems based on AMR, and micro-fulfillment centers make automation accessible to even medium-size businesses that formerly couldn’t justify investing in a crane-based AS/RS.
The industry’s growing embrace of automation is evidenced by data: 2025 MHI Annual Industry Report revealed that more than 40% of companies have integrated automation into their operations or intend to do so; according to one 2026 study, 29% of warehouses are already operating with AS/RS including vertical lift modules. Regulation is moving too – the seismic and stability calculations for MH16.1 were updated in 2023, and, as building code cycles advance across various jurisdictions, companies planning to specify high-bay automated racking in seismic zones should adopt the new methodology sooner rather than later to avoid a later retrofit. For the majority of companies the solution isn’t to automate every aspect of operations, but to conduct a yearly reevaluation of the 4-Gate test since the economic threshold for rack automation across all warehouse operations is falling. The future of automated racking points toward the modern warehouse running smarter storage on advanced systems that are designed to scale — an automated warehouse system that grows with demand, where warehouse storage solutions and automated storage solutions increasingly define which operations stay competitive. Buyers specifying high-bay racking now should ground seismic design in the federal FEMA/NIST seismic guidance as the 2023 methodology flows into building codes.
Frequently Asked Questions
Q: What’s the difference between automated racking and automated storage racks?
View Answer
Q: Can automated racking systems operate in cold storage?
View Answer
Q: Can I retrofit automated racking into an existing warehouse?
View Answer
Q: Does automated racking require maintenance?
View Answer
Q: Is a pallet shuttle a type of automated racking?
View Answer
Q: Which businesses should invest in automated racking?
View Answer
Q: How much does an automated warehouse racking system cost?
View Answer
About This Guide
UDTECH (Suzhou UDTECH Technology Co., Ltd.) manufactures specialized equipment for industries including plastic extrusion, food processing, paper, and laser CNC; we create technical operation manuals for the manufacturers, exporters and the facilities personnel who are operating their warehouses systems themselves. Our company does not engage in the sale of warehouse racking systems. This guidance has been compiled using data from manufacturers, current industry standards (ANSI/OSHA/ASCE), and the results of industry surveys from 2025 and 2026, including specific vendor performance data identified as such. The Suzhou UDTECH Technology editorial team has reviewed this article.
References & Sources
- 29 CFR 1910.176, Handling Materials, General – Occupational Safety and Health Administration (OSHA)
- 29 CFR 1926.250, General Requirements for Storage – OSHA
- ANSI MH16.1-2023, Industrial Steel Storage Racks – American National Standards Institute / Rack Manufacturers Institute
- Updated Seismic & Stability Methodology for Rack Designs Adopted by the IBC – Rack Manufacturers Institute (RMI)
- Seismic Considerations for Steel Storage Racks – FEMA / NIST (NEHRP)
- Rack Manufacturers Institute (RMI) – MHI
- Engineered Racking: The Foundation of Warehouse Automation – Manufacturing.net
- ISO 10218 / ANSI RIA R15.06 – Robots and Robotic Devices: Safety Requirements for Industrial Robots (by designation; cited in Safety section)
More From UDTECH
- UDTECH industrial production equipment – plastic extrusion, food, paper and CNC laser systems.
- CNC machinery & factory automation
- About UDTECH