




A fiber laser cutting machine is an industrial CNC tool that uses a high-power ytterbium fiber laser beam, near 1.06 µm wavelength, plus a high-pressure assist gas to melt and blow metal out of a narrow cut. Whether you’re sizing your first laser metal cutting machine or replacing a worn plasma table, the decision come down to four numbers: how much power, how thick your metal, which assist gas, and the real cost over five years. This guide settles each one with cross-checked manufacturer data and the safety standards that govern these machines.
Quick Specs: Fiber Laser Cutting Machine
| Beam source | Ytterbium-doped fiber laser (solid-state) |
| Wavelength | ~1,060–1,080 nm (1.06 µm, near-infrared) |
| Power range | 1 kW (entry) to 30 kW (ultra-high-power) |
| Bed sizes | 3015 (1.5×3 m / 4×8 ft) up to 6020 |
| Assist gases | Oxygen (carbon steel), nitrogen (stainless/aluminum), compressed air (thin sheet) |
| Power supply | 3-phase 220 V / 380 V industrial |
| Safety class | Enclosed Class 1 per FDA 21 CFR 1040.10 / IEC 60825-1 |
Is a Fiber Laser Cutting Machine Right for Your Shop?
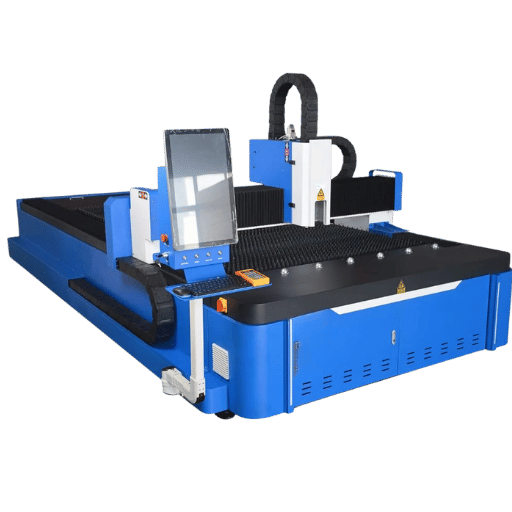
A fiber laser cutting machine earns its place when you cut sheet or tube metal in-house, in volume, and want clean edges without a second finishing step. The machine pay back fastest for shops that currently outsource cutting or run a plasma table that needs constant grinding. If you cut wood, acrylic, or other non-metals, a CO2 system is the better fit, fiber wavelength reflects off most non-metals and is tuned for metal absorption.
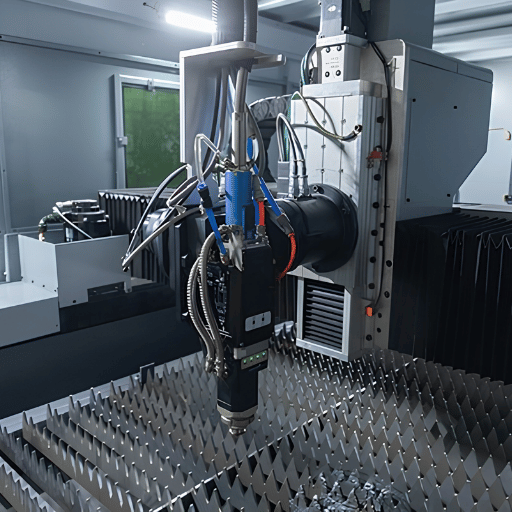
Mechanically, every cnc fiber laser cutter shares the same architecture: a fiber laser source, a beam collimator, a cutting head with a focusing optic and gas nozzle, and a CNC motion system driving the X, Y, and Z axes. A foundational fiber sheet-metal cutting patent (WO2009016645A2) describes exactly this chain. The optical fiber doubles as both the gain medium that amplifies the light and the cable that deliver it, which is why fiber machines are compact and need far less alignment than the mirror-based CO2 lasers they replaced. For the physics of the beam itself, see our primer on what a fiber laser is.
Before you shop power levels, write down the single thickest part you cut in real production and the metal it is made from. That one line decides 80% of your machine spec. Buyers who size to an occasional thick job over-spend on power they idle most of the year.
How Much Laser Power Do You Need? The Watt-to-Thickness Cutting Matrix
Most buyers need far less power than the brochures suggest. A 1.5 kW fiber laser cleanly cuts carbon steel up to about 12 mm and stainless up to 5 mm; a 3 kW machine reaches roughly 20 mm carbon and 10 mm stainless. Power buys thickness and cutting speed, not precision, a 1 kW and a 12 kW machine cut a 2 mm part to the same tolerance.
The Watt-to-Thickness Cutting Matrix below consolidates published cutting tables from several manufacturers into one cross-checked reference.
| Laser power | Carbon steel (O₂) | Stainless (N₂) | Aluminum (N₂) | Brass / copper | Typical role |
|---|---|---|---|---|---|
| 1.0 kW | 8–10 mm | 3–4 mm | 3–4 mm | 2–3 mm | Thin sheet, signage |
| 1.5 kW | 12 mm | 5 mm | 4 mm | 4 mm | Entry / light fabrication |
| 2.0 kW | 16 mm | 8 mm | 6 mm | 5 mm | Versatile job shop |
| 3.0 kW | 20 mm | 10 mm | 8 mm | 8 mm | Commercial sweet spot |
| 4.0 kW | 22 mm | 12 mm | 10 mm | 8 mm | Higher throughput |
| 6.0 kW | 25 mm | 16 mm | 12 mm | 10 mm | Heavy fabrication |
| 12 kW | 40 mm | 30 mm | 30 mm | 20 mm | Thick plate |
| 20 kW | 60 mm | 45 mm | 40 mm | 30 mm | High-volume plate |
| 30 kW | >100 mm | 50 mm | 40 mm | 40 mm | Specialist thick-plate |
Published thickness figures differ between manufacturers and cutting conditions; the values here are synthesized from manufacturer cutting tables as maximum clean-cut capability, not production-optimized thickness. Wattage alone doesn’t decide a clean cut, feed rate, nozzle design, and assist-gas type matter as much as power, so use this matrix to shortlist a tier, then confirm with a sample cut in your own metal.
How thick can a 2000W fiber laser cut?
A 2,000 W (2 kW) fiber laser cutting machine cleanly cuts carbon steel up to about 16 mm with oxygen, stainless steel up to 8 mm with nitrogen, and aluminum or brass up to 5–6 mm. Those are clean-edge limits; the machine can pierce thicker plate but the edge roughens and speed drops sharply. For day-in, day-out production, plan to run a 2 kW machine at no more than two-thirds of its rated maximum thickness.
⚠️ Important
“Maximum thickness” on a spec sheet is a marketing ceiling, not a production target. Industry guidance is blunt that maximum thickness ratings misleadreal performance depends on power, assist gas, and beam quality together. Cutting at the rated ceiling means slow speeds, rougher edges, and higher gas cost per part. Size for clean, repeatable production, then keep headroom.
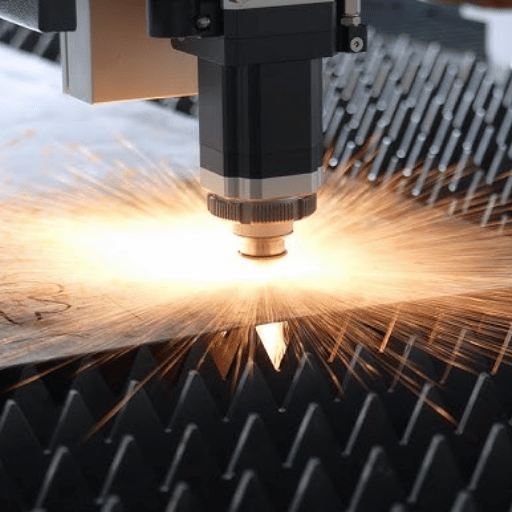
What Metals Can a Fiber Laser Cut, and How Cleanly?
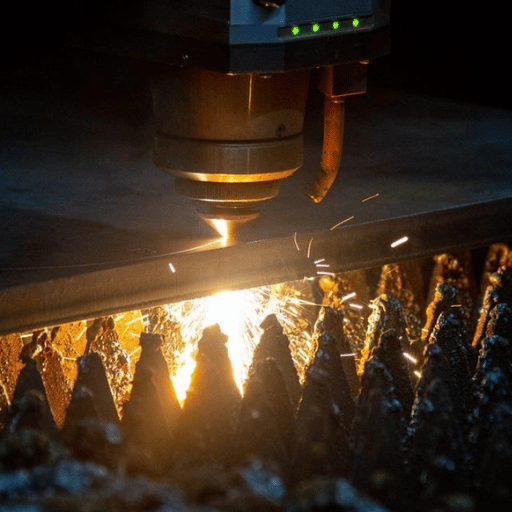
A fiber laser cutting machine cuts every common industrial metal: carbon and mild steel, stainless steel, aluminum, brass, copper, titanium, and galvanized sheet. The wavelength is absorbed well by metal, so a laser steel cutting machine built on fiber technology handles reflective metals that once destroyed CO2 tubes. The catch is assist gas: oxygen for carbon steel (fast, oxidized edge), nitrogen for stainless and aluminum (slower, bright clean edge), and compressed air for thin sheet (cheapest).
| Metal | Cuttability | Assist gas | Practical note |
|---|---|---|---|
| Carbon / mild steel | Excellent | Oxygen | Fastest; oxide layer on edge |
| Stainless steel | Excellent | Nitrogen | Bright, weld-ready edge |
| Aluminum | Good | Nitrogen / air | Reflective; needs back-reflection isolation |
| Brass | Moderate | Nitrogen | Higher power per mm than steel |
| Copper | Moderate | Nitrogen | Most reflective; ≥2 kW advised |
| Titanium | Good | Nitrogen / argon | Inert gas prevents oxidation |
| Galvanized steel | Good | Oxygen / air | Zinc fume; extract well |
| Tool steel | Good | Oxygen | Slower than mild steel |
| Nickel alloy | Moderate | Nitrogen | High power for thicker sections |
What materials can a fiber laser cutting machine cut best?
A fiber laser cutting machine cuts metals best, carbon steel, stainless, aluminum, brass, copper, and titanium, but it isn’t a non-metal cutter. The 1.06 µm beam is absorbed by metal and reflected by wood, acrylic, and most plastics, so those belong on a CO2 system. Modern fiber sources include back-reflection isolation, which lets them safely cut highly reflective copper and aluminum that historically damaged older laser tubes.
📐 Engineering Note
Assist-gas pressure and nozzle standoff drive edge quality as much as power. Nitrogen cutting of stainless typically runs at 15–25 bar; thicker plate climbs toward 22–30 bar, with consumption around 40–120 m³/hour. These pressures and flow rates vary widely by thickness, nozzle, and machine, so treat them as ranges, not setpoints. That nitrogen flow is a major operating cost, switching thin sheet (under 3 mm) to compressed air can cut gas spend dramatically. Patent US6316743B1 documents the high-purity oxygen piercing method behind clean carbon-steel starts.
Fiber vs CO2 vs Plasma vs Waterjet: The 4-Method Cutting Trade-off Grid

For sheet and plate metal, a fiber laser cutting machine beats CO2, plasma, and waterjet on precision, edge quality, and cost-per-part, but each method still win a niche. Plasma is cheaper to buy and tackles very thick plate; waterjet cuts anything cold with no heat-affected zone; CO2 still rules non-metals. The 4-Method Cutting Trade-off Grid puts the real decision factors side by side.
| Factor | Fiber laser | CO2 laser | Plasma | Waterjet |
|---|---|---|---|---|
| Best for | Thin–medium metal | Non-metals + thick metal | Thick conductive metal | Any material, no heat |
| Edge quality | Excellent, near no burr | Good | Rough, needs grinding | Very good |
| Thin-sheet speed | Fastest | Moderate | Fast but rough | Slow |
| Operating cost | Low (electric + gas) | Higher (gas + optics) | Low–medium | High (abrasive) |
| Initial cost | Medium–high | Medium | Lowest | High |
High power has tipped the historical split. With 12–30 kW sources now common, fiber has moved into thick-plate work that once belonged to plasma and CO2, while keeping the clean edge. For a deeper head-to-head, see our guide on plasma cutting vs laser cutting.
Sheet, Tube, or 3D? Matching Machine Format to Your Parts
Machine format matters as much as power. A flatbed cutter handle sheet and plate; a dedicated tube laser rotates and cuts pipe and profile; combo and 5-axis 3D machines do both or cut shaped parts. Buying a flat sheet machine and bolting on a rotary attachment work for occasional tube, but high-volume tube fabrication needs a purpose-built tube laser with automatic loading.
- ✔ Flatbed (3015 / 4020): the default for sheet and plate; 1.5×3 m and 2×4 m beds cover most shops.
- ✔ Tube laser: rotary chuck cuts round, square, and profile tube; essential for railings, frames, and furniture.
- ✔ Combo sheet + tube: dual platform switches between flat and tube without a second machine.
- ✔ 5-axis 3D robot: cuts formed and welded assemblies; specialist automotive and aerospace use.
If tube work is more than an occasional job, a separate tube laser cutting setup pays off, and the cost of tube lasers runs higher than flat sheet machines of the same power.
What a Fiber Laser Cutting Machine Costs (2026 Price Bands)

A fiber laser cutting machine costs roughly $11,000 to over $1,000,000 depending on power, bed size, and country of origin, so a single “price” is meaningless without a spec. Chinese factory-direct entry machines start near $10,000–15,000; Western-supplied systems with local service and warranty run higher for the same power. The bands below reflect 2026 market data and should be treated as a starting point, not a quote.
| Power tier | Western-supplied | China factory-direct | Best fit |
|---|---|---|---|
| Entry 1–1.5 kW | $20,000–40,000 | $10,000–15,000 | Thin sheet, startups |
| Mid 2–3 kW | $30,000–60,000 | $15,000–30,000 | Job shops |
| High 6 kW | $60,000–90,000 | $30,000–50,000 | Heavy fabrication |
| Ultra 12–30 kW | $85,000–$1,000,000+ | $50,000–150,000 | Thick plate, volume |
Retail price bands are compiled from 2026 manufacturer and market-listicle data; the only official figures are aggregate customs-value statistics (for example USITC DataWeb for HS 8456.11), which track import value and quantity but not installed retail price. Figures move with the laser source brand, automation, and exchange rates, always confirm with a current quote.
How much does a fiber laser cutting machine cost to run, not just to buy?
The purchase price is only the first number. A fiber laser cutting machine adds nitrogen or oxygen gas, electricity for the source and chiller, and consumables such as nozzles and protective lenses. Nitrogen-heavy stainless work is the largest hidden cost, at 22–30 bar and tens of cubic metres per hour, gas can rival electricity. Buyers who price only the machine, not the five-year operating cost, routinely under-budget.
Operating Cost & Maintenance: The Numbers Buyers Forget
A fiber laser cutting machine is cheap to run by laser standards, but the operating cost are real and predictable. The fiber source itself lasts on the order of 100,000 hours with no consumable beam medium, which is a major advantage over CO2. The recurring spend is assist gas, electricity, and wear parts on the cutting head.
✔ Advantages
- Fiber source ~100,000 h, no tube/gas refill
- Low electricity vs CO2 for the same cut
- Compressed air on thin sheet slashes gas cost
- Clean edge removes secondary grinding
⚠ Recurring costs
- Nitrogen for stainless: 40–120 m³/h at 22–30 bar
- Protective lenses and ceramics on the head
- Nozzles wear with piercing cycles
- 3-phase power + dual-temperature chiller
Maintenance is light but non-negotiable: keep the protective lens clean, check nozzle concentricity, top up the chiller, and keep the optics path sealed. Skipping lens checks is the most common cause of degraded cut quality that buyers misread as a worn machine.
Two costs hide outside the machine. First, cutting metal produces fume and airborne contaminants, a non-beam hazard that ANSI Z136.1 and workplace-safety regulators treat as seriously as the beam itself, so budget for local exhaust ventilation, not just laser-safe enclosure glass. Second, if you run compressed air as your assist gas, the compressor becomes its own utility cost: the U.S. Department of Energy notes that leaks alone can waste 20–30% of compressor output, so size and maintain the air system deliberately rather than treating it as free.
How to Choose: A 6-Question Fiber Laser Sizing Checklist
Pick the right fiber laser cutting machine by answering six questions in order, material and thickness first, budget last. The 6-Question Fiber Laser Sizing Checklist turns the data above into a buy decision and stops the most common mistake: paying for power you’ll idle.
6-Question Fiber Laser Sizing Checklist
- Thickest production part? Read its power tier off the Watt-to-Thickness Matrix, then add one tier of headroom.
- Which metals? Reflective copper/brass or thick stainless pushes you to ≥2 kW and nitrogen.
- Sheet, tube, or both? Decides flatbed vs tube vs combo format.
- Largest sheet size? Sets bed size (3015 vs 4020 vs larger).
- Volume and automation? High volume justifies an exchange table or auto-load.
- Five-year operating budget? Include nitrogen, power, and consumables, not just the sticker price.
Buy vs outsource: if your cutting volume keeps a machine busy more than a few hours a day, owning beats outsourcing on cost-per-part and lead time. Below that, a laser cutting service avoids the capital and gas overhead. The break-even point is utilization, not part complexity. For a wider field, our list of laser cutting machine manufacturers helps shortlist suppliers, and nesting software choices are covered in our laser cutting machine software guide.
“The fiber laser cutting machine never cuts with the laser alone, it relies on several technologies working in concert, and assist gas is central to edge quality.”
Where Fiber Laser Cutting Is Headed (2026 and Beyond)
Fiber has already won the metal-cutting market and is now pushing into territory that belonged to other methods. The global laser cutting machines market was valued near $6.85 billion in 2025 and is projected to reach $18.43 billion by 2034, per Fortune Business Insights, growing at roughly 8–11% annually. High-power fiber lasers above 2,000 W now account for the majority of new sales.
Three shifts will shape buying through 2026 and beyond. First, ultra-high power is becoming available rather than routine: 12 kW and 20 kW machines are moving from specialist to commercial as prices fall, and 30 kW-plus systems are a genuine trend, though industry bodies such as the American Welding Society flag duty-cycle, heat-input, and cut-quality trade-offs at that level, and fiber’s clean sweet spot stays under roughly 12 mm. Second, automation, exchange tables, auto-load/unload, and lights-out nesting, is becoming standard rather than an upgrade. Third, safety standards keep tightening: the current EN ISO 11553-1:2020 machine-safety edition and ANSI Z136.1-2022 set the enclosure and control baseline buyers should confirm before purchase.
If you’re planning a 2026 capital purchase, the practical move is to buy one power tier above today’s thickest job. Power that looks like overkill now is becoming the affordable middle of the range, and it protects you as your thickest work grows.
Frequently Asked Questions
Q: How much power do I need for a fiber laser cutting machine?
View Answer
Q: Can a fiber laser cut stainless steel, aluminum, brass and copper?
View Answer
Q: Is a fiber laser better than a CO2 laser for metal?
View Answer
Q: How thick can a 1500W fiber laser cut?
View Answer
Q: Does a fiber laser cutting machine cut tubes and pipes?
View Answer
Q: What maintenance does a fiber laser cutting machine need?
View Answer
Q: What is the lifespan of a fiber laser source?
View Answer
Sizing a fiber laser cutting machine for your shop? Tell us your metal, thickness, and volume, and our engineers will recommend the right power and format.
About This Buyer’s Guide
UD Machine Solution Technology Co., Ltd. (UDTECH) builds industrial extrusion, food-processing, and CNC laser equipment and exports to more than 100 countries. The power, thickness, and cost figures here are synthesized and cross-checked across published manufacturer specifications and the laser-safety standards cited below, not presented as first-party test data, because honest buyer guidance is worth more than a sales sheet.
References & Sources
- Laser Hazards, StandardsU.S. Occupational Safety and Health Administration (OSHA)
- 21 CFR 1040.10, Laser ProductsU.S. Food and Drug Administration (eCFR)
- ISO 11553-1:2020, Safety of machinery: Laser processing machines, Part 1International Organization for Standardization
- Laser Safety Manual (ANSI Z136.1-2022)Florida International University, Environmental Health & Safety
- Fiber Lasers in Material ProcessingIntechOpen (peer-reviewed chapter)
- Laser Cutting Machines Market Size Report 2034Fortune Business Insights
- Laser Cutting Assist Gas Technology EvolvesThe Fabricator (FMA)
- WO2009016645A2, Sheet metal cutting by fiber laserGoogle Patents






