




Galvanized Steel: How Zinc Coatings Protect Metal and Where This Material Gets Used
Quick Specs
| Base Material | Carbon steel or iron coated with zinc |
| Zinc Bath Temperature | ~450 °C (840 °F) per ASTM A123 |
| Typical Coating Thickness (Hot-Dip) | 45–85 µm (1.8–3.4 mils) per side |
| G90 Coating Weight (ASTM A653) | 0.90 oz/ft² total (0.45 oz/ft² per side) |
| Tensile Strength | 370–550 MPa (54,000–80,000 psi), depending on base steel grade |
| Service Life (Rural/Suburban) | 50–100+ years (per AGA time-to-first-maintenance data) |
| Governing Standards | ASTM A123/A123M, ASTM A653/A653M, ISO 1461 |
Galvanized steel is carbon steel or iron coated with a layer of zinc to prevent rust and corrosion. The zinc coating functions as both a sacrificial anode–meaning the zinc corrodes first, protecting the underlying steel even when the surface is scratched or damaged. This “dual protection” explains why galvanized metal is found in everything from highway guardrails to automotive body panels.
However, not all galvanized coatings are the same, and depending on how galvanized steel is fabricated-welded, laser cut, or formed-it’s safety as most guides describe is fundamentally different. This article covers the different types of steel used in galvanization, compares coating types with measurable specifications, and addresses the fabrication safety parameters that applications of galvanized material demand but most online guides leave out.
How the Galvanization Process Works
Galvanization is the process of applying a protective zinc coating to steel or iron to prevent corrosion. The most common galvanizing process — hot-dip galvanizing — involves immersing prepared steel into a bath of molten zinc held at roughly 450 °C (840 °F). On entry to the bath a metallurgical reaction occurs between the molten zinc and the iron in the steel, forming a series of zinc-iron alloy layers that bond a durable protective layer to the base metal.
Hot-Dip Galvanizing Step by Step
Hot-dip galvanizing follows a fixed sequence that determines coating quality and adhesion:
- Surface Preparation – The steel is degreased in a caustic solution, pickled in acid to remove mill scale and rust, then dipped in a flux solution (typically zinc ammonium chloride) to prevent oxidation before entering the zinc bath.
- Immersion – Clean steel is lowered into the molten zinc bath. Structural sections stay immersed 3-6 minutes, again depending on the section’s weight and thickness. During immersion, iron-zinc alloy layers form through diffusion.
- Withdrawal and Cooling – The steel is withdrawn at a controlled speed. Excess zinc is channeled off, and the coating hardens as the piece cools. Its outermost layer consists of nearly pure zinc, while internal layers grow progressively richer in iron.
For high-speed continuous galvanized steel sheet production, the process proceeds at speeds of up to 600 feet per minute. To control coating thickness with a high degree of precision, the molten zinc bath is fast-tracked with air knives- high-pressure jets located above the zinc bath.
📐 Engineering Note
The governing standard for hot-dip galvanized coatings on structural steel is ASTM A123/A123M, most recently updated in July 2017. Among many changes, the 2017 update introduced additional guidance on interpreting minimum coating thickness requirements (Table 1) based on material type and steel surface thickness. ASTM A123 specifies all thickness numbers as minimums and does not specify a maximum. This standard ensures the steel is protected against corrosion for its intended use of galvanized steel in steel manufacturing and construction.
Types of Galvanized Steel Coatings
Galvanized coating is a broad term that actually covers several different methods, any of which will produce a different coating for a different steel product. Selecting the right galvanizing method depends on the steel form, the coating thickness, and the end-use environment.
| Method | Coating Thickness | ASTM Standard | Typical Applications |
|---|---|---|---|
| Hot-Dip (Batch) | 45–85 µm per side | ASTM A123 | Structural steel, guardrails, transmission towers |
| Hot-Dip (Continuous) | 7–42 µm per side (G30–G235) | ASTM A653 | Galvanized steel sheet, roofing, automotive panels |
| Electrogalvanizing | 5–25 µm per side | ASTM A879 | Appliances, electronics enclosures, paintable surfaces |
| Galvannealing | 40–60 µm (iron-zinc alloy) | ASTM A653 (A-designation) | Automotive body panels requiring paint adhesion |
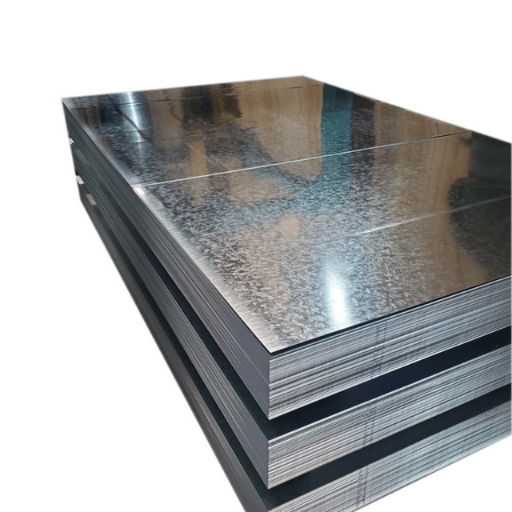
The most common coating weight specified for the continuous galvanized steel sheet is G90, representing 0.90 oz/ft² total (0.45 oz/ft² per side), or the metric equivalent of Z275. For lower strength or as a cost-saving option, G60 (0.60 oz/ft², Z180 metric) provides sufficient protection with somewhat less material. G90 alone is predicted to last over 50 years in normal atmospheric conditions.
Electrogalvanizing provides a thinner, more uniform zinc layer than hot-dip techniques, thus making it preferable where the galvanized steel sheet will subsequently be painted. Hot-dip coatings form a spangle pattern that can telegraph through thin paint films. When laser etching metal surfaces, electrogalvanized finishes offer better mark contrast consistency.
Galvanized Steel Properties and Corrosion Resistance
Corrosion resistance of galvanized steel comes from two mechanisms working at once. A zinc coating creates a physical barrier that blocks moisture and oxygen from reaching the base steel. Beyond that barrier, sacrificial cathodic protection is the primary defense against corrosion.
Zinc has a more negative electrode potential (−0.76 V on the standard hydrogen electrode scale) compared to steel (−0.44 V). When both metals contact an electrolyte such as rainwater, zinc corrodes preferentially while the steel stays protected. Even if the galvanized coating gets scratched or damaged, surrounding zinc continues protecting exposed steel across gaps up to 1/4 inch (6 mm) in diameter — a property no paint or polymer coating can replicate.
Research from the American Galvanizers Association (AGA) indicates the overall corrosion rate of zinc corrodes at roughly 1/10 of bare steel in the most ideal environment, and between 1/40 (best case) and 1/10 (worst) for the typical outdoor environment. For structural steel with 3-5 mils of zinc coating, this equates to a lifespan of 75+ years in soil with moderate corrosive properties, and 25-50 years even in highly corrosive environments. During the 6-12 months of initial outdoor exposure, the fresh zinc surface develops a protective patina of zinc oxide and zinc carbonate that further slows the corrosion rate
📐 Engineering Note
Service life can differ. According to AGA data for a typical G90 coating: Rurals: 70-100+ years | Suburban: 50-75 years | Intemperate marine: 30-50 years | Heavy industrial: 20-25 years. In higher pH < 4 or > 12.5 conditions, higher oxygen or SO concentrations or more severe set environments, use a duplex system – zinc ZolselitheleB Belazik coupled with a compatible topcoat.
Galvanized Steel vs Stainless Steel
In comparison to stainless steel, galvanized steel offers a different approach to corrosion resistance at a different price point. Galvanized steel relies on its sacrificial zinc metal layer, while stainless steel depends on a self-healing chromium oxide film that forms on its surface. A piece of industrial steel is expected to last decades in either form, but the cost and performance trade-offs differ sharply.
| Property | Galvanized Steel | Stainless Steel (304) |
|---|---|---|
| Tensile Strength | 370–550 MPa | 515–620 MPa |
| Approximate Cost | $0.40–0.80/lb | $1.50–3.00/lb |
| Corrosion Mechanism | Sacrificial zinc anode (consumed over time) | Self-healing Cr₂O₃ passive film |
| Marine/Chemical Resistance | Moderate — zinc depletes faster in salt/acid | Excellent — passive film regenerates |
| Workability | Higher ductility, easier to form/bend/stamp | Lower ductility, harder to machine |
| Paint Adhesion | Requires etch primer or galvanneal surface | Accepts paint directly with light abrasion |
| Typical Service Life | 20–100+ years (environment-dependent) | 50–100+ years (environment-dependent) |
When to Choose Each Material
- Select galvanized steel when cost is the priority and the environment is atmospheric — standard steel and galvanized steel alloys work well when the steel product will be formed, bent, or stamped for construction framing, fencing, ductwork, and general fabrication.
- Select stainless steel with a view to food processing, marine environments, exposure to liquids or chemicals, and applications where (in the case of the latter) the longer-lasting galvanized coating or the sanitization of the product detract from the need for zinc protection.
- Consider these together for structural fabrication where stainless steel fasteners grip steel members of galvanized steel. For this case isolate dissimilar metals with nylon washers/insulation gaskets to prevent the galvanic corrosion at the interface.
Common Uses for Galvanized Steel Across Industries
Galvanized steel is used in nearly every industry that needs tough, corrosion-resistant metal products without absorbing a sky-high cost premium. Its galvanized layer acts as a metal to protect the base steel from environmental exposure. Mild steel and standard steel both benefit from galvanizing, making them adequate for outdoor and high-humidity conditions where uncoated carbon steel would deteriorate within years.
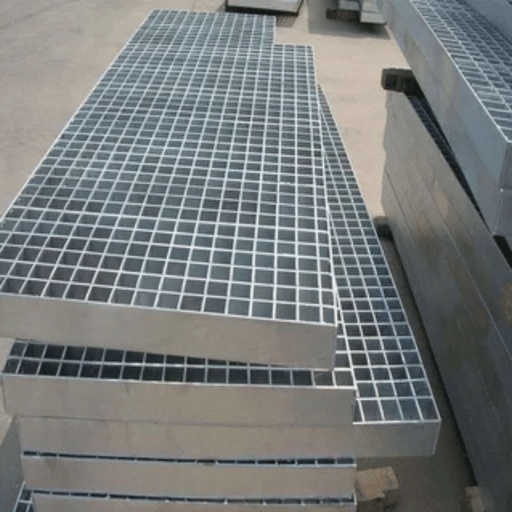
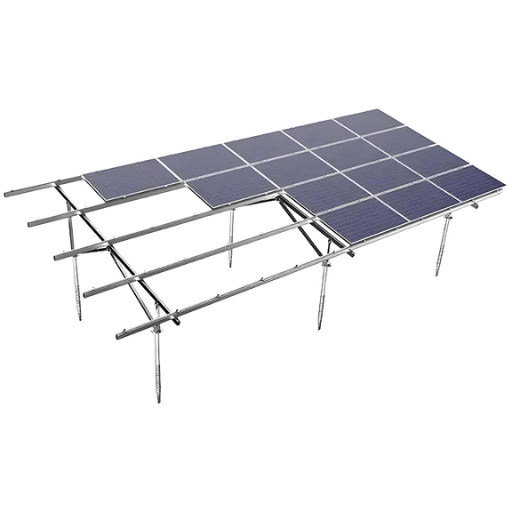
Construction and Infrastructure
Structural steel framing, roofing panels, wall sheathing, rain gutters and irrigation systems all depend on galvanized steel sheet and structural shapes. Highways guard rails and reinforcement bars for bridges are galvanized per ASTM A123 to endure decades of road salt and the elements. Transmission towers and utility poles are batch hot-dip galvanized steel parts — galvanized steel used for long-term, trouble-free duty in remote locations. Steel is often the underlying metal in these structures because no other popular steel alternative matches galvanized steel’s cost-to-lifespan ratio.
Automotive Manufacturing
Vehicles use galvanized steel sheet for 85-100% of their structural parts and body panels. Manufacturers require continual hot-dip or galvannealed steel to attain corrosion warranty durations of 10-12 years while accounting for material prices below stainless steel selections. After forming, laser marking machines are often used to permanently engrave part numbers, traceability codes on steel components.
Agriculture and Livestock
Grain storage silos, farm animal habitats, fencing, and watering piping are often made from galvanized steel. Galvanized is also sometimes used for water troughs, feeding systems, and greenhouse frames in commercial farming. Without the zinc coating, bare steel will rust within months from moisture, animal waste, and fertilizer chemicals.
Electrical and Telecommunications
Cable trays, conduit, electrical enclosures and telecommunication tower structures use galvanized steel for extended outdoor service life. CO2 laser marking is sometimes used to identify galvanized electrical enclosures with regulatory compliance signs without affecting the protective coating.
Can You Weld and Laser Cut Galvanized Steel?

Yes, galvanized steel can be welded and laser cut — but both operations require precautions beyond what bare carbon steel demands. Steel used in hot dip galvanized form needs careful handling because the exposed steel surface beneath the galvanized layer reacts differently under heat. Zinc introduces safety hazards and process variables that change how you set up equipment and protect workers.
Welding Galvanized Steel: Safety First
When galvanized steel is heated above 420 °C during welding, the zinc coating vaporizes into zinc oxide fumes. Breathing these fumes results in a condition called metal fume fever with a subsequent metallic sensation and symptoms – chills, fever, nausea, and muscle discomfort – appearing 3-10 hours after exposure. OSHA approves the maximum permitted level (PEL) for zinc oxide fume as 5 mg/m³ in a normal 8 hour shift. NIOSH recommends a short-term exposure (STEL) of 10 mg/m³ over any 15 minutes.
In accordance with OSHA 29 CFR 1926.353, welding of galvanized steel needs local exhaust ventilation that can be located as near as workable to the electric arc. Respirators that supply fresh-air are essential with lighted in enclosed confined-space. Many fabricators pre-treat the weld location with grinding and laser cleaning or acid pickling and after welding, re-coat the joint.
Fiber laser cleaning—best method to remove zinc coating before welding brings the laser source to the work in the field. This circumvents the dust generation and consumables of grinding. Laser cleaning removes coating while leaving the proper thickness zone on the entire weld prep area. Photonic equipment is easily portable, so the fiber laser source is moved to the work.
Laser Cutting Galvanized Steel
Laser cutting of galvanized steel is feasible assuming the correct assist gas is used. Oxygen does not work, even for cutting galvanized. Zinc reacts with oxygen to form zinc oxide, which disrupts the controlled oxidation front at the cut edge. In addition the oxygen creates unsatisfactory edge quality, and generates poisonous fumes in greater volumes than can be expected in a nitrogen abated factory facility.
📐 Engineering Note
Fiber laser cutting parameters for galvanized steel: Asst Gas=N2, 10-20 bar. Cutting speed should be reduced by 25-30% even for bare carbon steel plating at same thickness in order to pierce through ductile zinc coating. A 2 k W fiber laser can cut up to ~10 gauge (3.4mm); 6 k W units can cut 1/4″ thick (6.35mm). Always check your CNC laser machine fume extraction system rating for zinc oxide dust filtration.
Advantages and Limitations of Galvanized Steel
✔ Advantages
- Lower lifetime cost—planning for less than 80% initial galvanizing compared to stainless steel, with maintenance-free service for 20+ years
- Auto-repair of chips—cathodic protection repairs scratches up to ¼” long without external intervention
- Complete coverage—hot dip galvanizing treatments reach all exterior and interior recesses
- Inspection by sight—focusing on coating integrity does not require equipment
- Re-Cycled—zinc and steel are collected with no special handling in standard steel recycling activities
- Performance proven—sheet steel forms with zinc coating on galvanized surfaces have 75+ years of verified field data
⚠ Limitations
- Source of zinc fume hazard—thermal welding and cutting requires industrial ventilation following OSHA standards
- Maximum temperature limit—continuous exposure over 200 °C (390 °F) causes accelerated zinc coating deterioration
- Cosmetic change—bright zinc weathers to matte gray patina in 6-12 months as the steel cools after galvanizing (cosmetic, not structural)
- unsuitable for aggressive environments—strong acids (pH or 4) and strong alkali (pH or 12.5) can dissolve the zinc layer.
- potential for galvanic corrosion—direct effect of copper, brass or various metals on zinc increases rate of corrosion
- repaint required after fabrication—beyond the plate welds and cuts need zinc rich paint or regalvanize
- ✔
Material Selection Checklist: Before specifying galvanized steel, confirm: (1) operating temperature stays below 200 °C, (2) pH range is 4–12.5, (3) no direct contact with copper or brass, (4) fabrication plan accounts for zinc removal before welding, and (5) target service life aligns with coating weight selected.
Frequently Asked Questions About Galvanized Steel

Q: Will galvanized steel rust?
View Answer
Q: What is the downside of galvanized steel?
View Answer
Q: Is galvanized better than stainless steel?
View Answer
Q: How long does galvanized steel last?
View Answer
Q: Is galvanized steel magnetic?
View Answer
Q: Can galvanized steel be painted?
View Answer
Q: Is welding galvanized steel dangerous?
View Answer
Require precise cutting, marking, or cleaning of galvanized steel? UD Machine offers fiber laser technologies designed for surface preparation, part marking, or coating removal over the complete galvanized steel products spectrum.
About This Analysis
This information is based on available ASTM and ISO standards, American Galvanizers Association industry research, and OSHA guidelines. The fiber laser laser cutting and welding parameters are from published cutting data for Zinc-coated steel sheet and plate. UD Machine makes laser marking and laser cleaning systems used in galvanized steel processes – we authored this document to aid engineers and buyers to understand the properties of the materials they operate on daily.
References & Sources
- ASTM A123/A123M – The Standards for Hot-Dip Galvanizing – American galvanizers Association
- ASTM A123-17: Zinc (hot-dip galvanized) Coatings Standard – ANSI Blog
- corrosion Protection – Why Specify Galvanizing – American galvanizers Association
- Continuous Sheet Galvanizing: ASTM A653 (G60, G90) – American galvanizers Association
- Controlling Pungent Smoke & Gases; Welding – U.S. Department of Labor, OSHA
- 29 CFR 1926.353 – Ventilation & Protection in Welding—U.S. Department of Labor, OSHA
- Galvanization is a process by which the surface of a material, often a metal, is coated with a protective layer of another metal, most commonly zinc; the term is also used to describe the formation of a protective oxide film on the metal’
Related Articles
- Fiber laser cleaning machine—coating, steel and rust removal—Kemco Korea.
- Ledva et Laser Advertise Apparatus – permanente Loci Notatio.
- Bærbar laser rengjøring – mobile silver fjerning for felt sveising, portabel Laserfjerning av sink
- 3 D Laser Marking MachineTo do the engraving, the parts (especially the curved parts such as steel equipment are on marking) are produced by three-axis laser equipment.
- Contains information about the company UD, Machine Solution Technology






