Updated July 2026
Decisions on manual versus automatic wafer egg roll machines should start with the production promise you must keep: how many good rolls can leave the plant each shift, how many people are tied to that output, and how much waste or overtime the owner is willing to carry. This article covers wafer egg roll production lines. It does not compare savory spring roll forming lines or small home electric egg cookers except where those results create search-intent confusion.
For a plant manager, the question is not “Which machine is the fastest?” It is “How many saleable egg rolls can one operator generate per shift, while meeting the required shape, breakage limits, cleaning schedule, and energy budget?” For a finance manager, the same question becomes “What is our cost per 1,000 good pieces if we keep adding labor instead of moving to an automatic line?”

Quick Specs
| Best first question | Are you making wafer egg rolls, savory spring rolls, or small home-style batches? |
| Manual range seen in SERP | About 150-180 pcs/hr for tabletop manual equipment, depending on product and operator skill. |
| Pneumatic tabletop range | About 200 pcs/hr in published tabletop comparisons. |
| UD05-2 wafer line | 220 pcs/min and about 600 kg per 8-hour shift. |
| UD05-3 wafer line | 330 pcs/min and about 900 kg per 8-hour shift. |
- Lower entry cost for recipe trials and small batches.
- Easy to move, clean, and change between short runs.
- Works when demand is still below the labor boundary.
- Higher output per operator when shift demand is stable.
- More repeatable temperature control, shape, and forming.
- Better fit for documented food production and export orders.
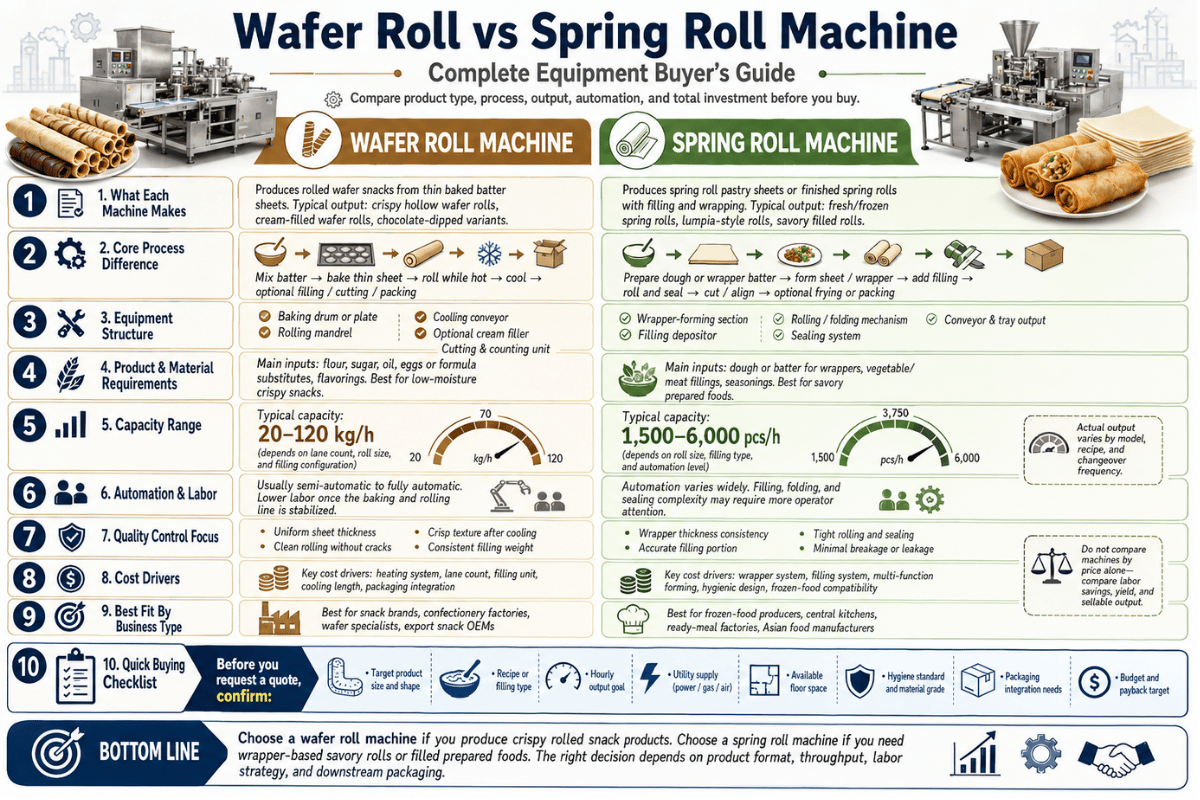
First Decide the Product Family: Wafer, Savory Spring Roll, or Home Electric
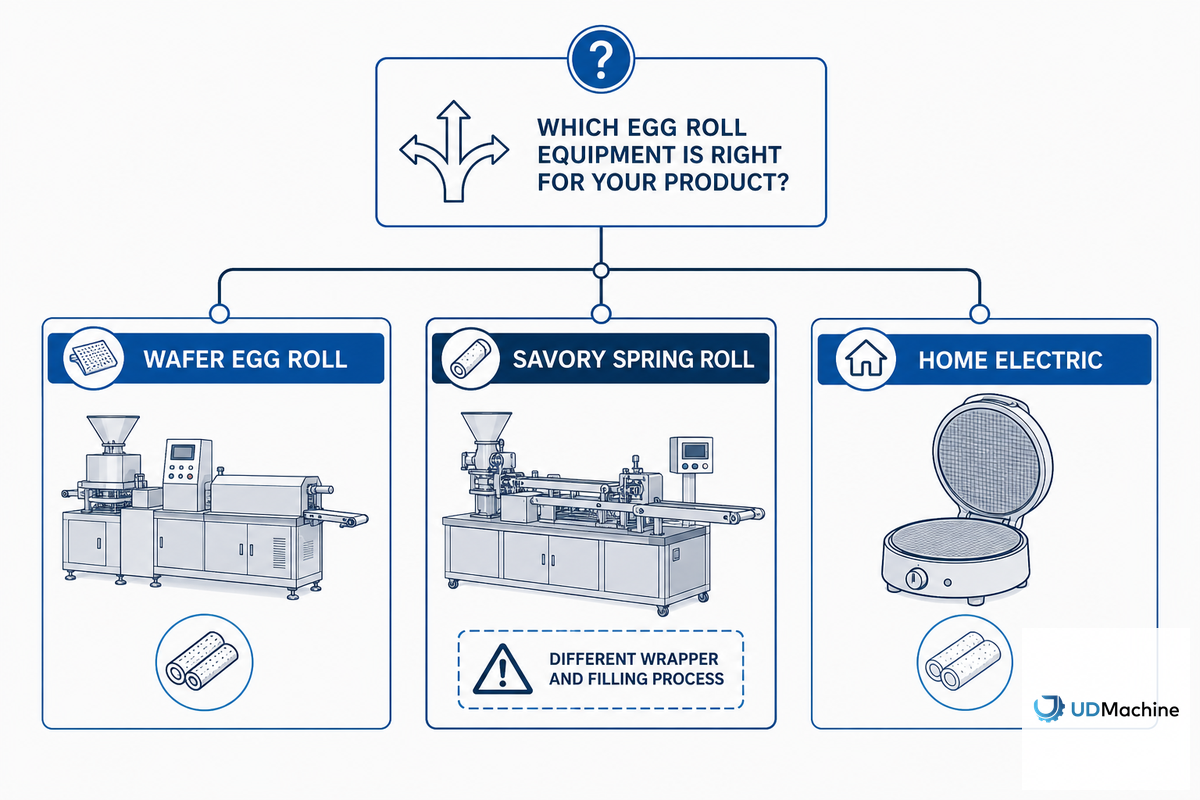
An egg roll machine is not just one generic machine. Wafer egg roll production involves cooking thin batter on heated molds before rolling it while it is still warm. Savory spring roll machine and egg roll wrapping machine design principles typically incorporate the management of a dough belt, filling, folding, and rolling before frying, freezing, or packaging the product. The term “home electric egg roll maker” typically refers to a small countertop appliance with a nonstick cooking surface and not a food production machine.
This distinction is important for the buyer to avoid improper comparisons. Avoid evaluating a wafer production line against an automatic forming and encrusting machine for shumai, samosas, pastries, or other filled items.
Current search results (SERP) feature ANKO ER-24 automatic egg roll machines in the savory/frozen roll category, whereas UDTECH’s UD05 represents a wafer egg roll production line. Buyers should compare machines within the same product family before considering price or capacity.
Terminology matters in the RFQ. An automatic egg roll making machine can mean a wafer food machine for crepe-like batter, a wrapper machine for savory spring rolls, or an automatic encrusting and forming machine for filled products. Clear wording protects customization work and shows whether the machine can produce the buyer’s target format.
| Product family | Process | Buyer risk if mixed up |
|---|---|---|
| Wafer egg roll | Batter deposit, baking, rolling, cooling, and packing. | Savory wrapper equipment will not make the same crispy wafer product. |
| Savory egg roll or spring roll | Dough belt, filling dispenser, folding, rolling, then fry or freeze. | Pieces per hour and weight per piece cannot be compared with wafer output. |
| Home electric appliance | Small aluminum alloy or coated cooking surface for home batches. | Low cost looks attractive but does not solve commercial labor costs. |
For a broader classification of types, consult UDTECH’s guide to egg roll machines. This article focuses on the upgrade point.
Where Manual or Pneumatic Egg Roll Machines Still Make Sense
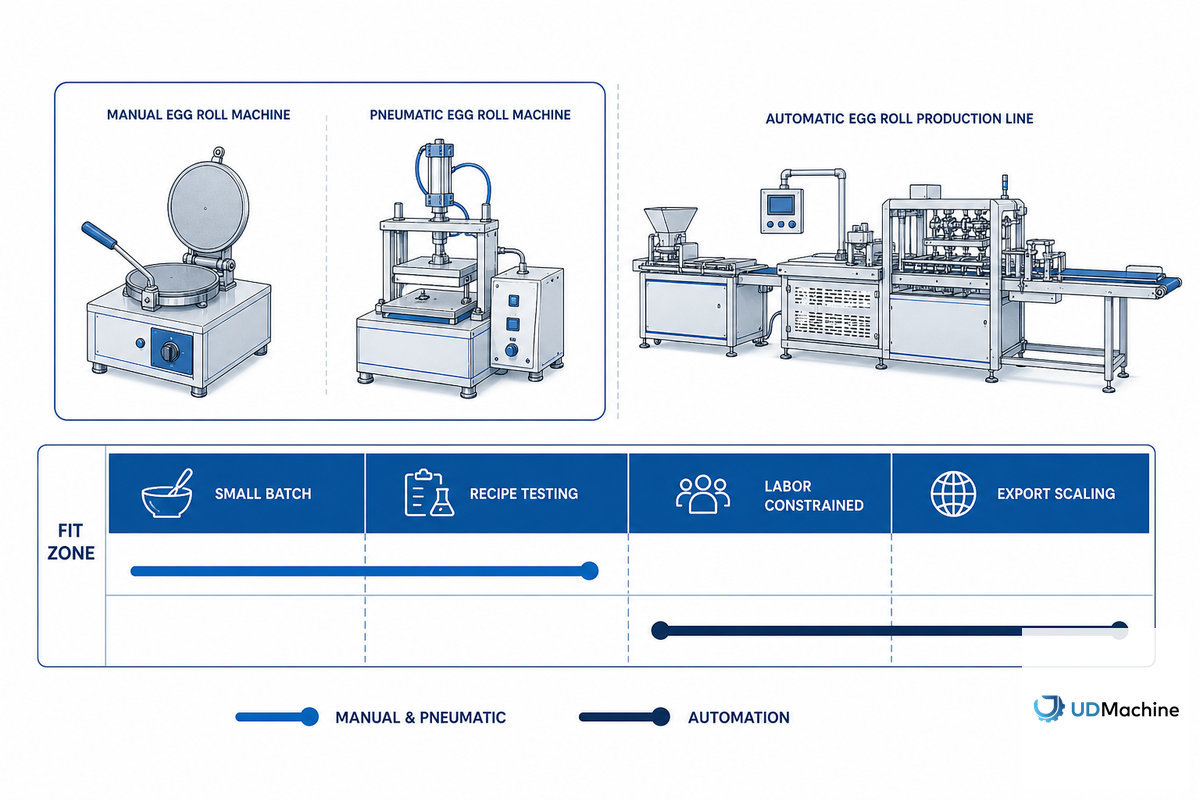
Choosing a traditional manual egg roll machine is not necessarily the wrong choice. A manual option can be cost-effective when the business is testing a recipe, selling local batches, or assessing demand prior to investing in production equipment. Tabletop manual and pneumatic machines offer operators direct control over batter consistency, roll tightness, and cleaning post-shift.
The limitations arise when the operator becomes the bottleneck. If one individual is responsible for supplying batter, monitoring the cooking surface, rolling, checking color, cooling, and packing, the line speed is dictated by human capacity.
Pneumatic assistance can reduce certain movements, but it doesn’t eliminate all manual handling. This means even a slight increase in output may not resolve the labor constraint.
| Use case type | Output signal | Best fit |
|---|---|---|
| Recipe test | Dozens to low hundreds of pieces per session. | Manual egg roll maker or small electric egg roll unit. |
| Cafe or local bakery | About 150-200 pcs/hr is enough for service demand. | Manual or pneumatic roll making machine. |
| Seasonal market validation | Demand still changes by week or event. | Keep capital low until repeat orders appear. |
| Regional or contract production | One shift cannot meet demand without extra hands. | Automatic egg roll machine evaluation. |
What Changes When You Move to an Automatic Egg Roll Machine

An automatic egg roll machine transitions production from hand-paced tasks to a set-point-driven food machinery operation. In this scenario, the purchase goes beyond a faster roller; it involves acquiring reliable heating, dispensing, forming, cooling, ease of cleaning, safety features, spare parts, training, and after-sales support.
The business case is production efficiency, not speed alone. Continuous operation can reduce labor, reduce labor costs, and give more precise control over making egg rolls at scale. Cost-effectiveness still depends on reject rate, cleaning time, energy use, and whether the line is easy to clean between batches for a real food business.
In the wafer egg roll segment, UDTECH’s UD05-2 has a published capacity of 220 pcs/min or approximately 600 kg per 8-hour shift. The UD05-3 has a published capacity of 330 pcs/min or about 900 kg per 8-hour shift. These figures differ from tabletop manual machines and also from ER-24-style savory systems, which appear on SERPs with a capacity around 2,400 pcs/hr at 65-75 g/pc.
Never compare pcs/hour for wafers and savory items without a clear consideration for weight, product size, heating process and post-form process. Because a 65-75g savory roll and a crisp wafer roll are not units that can be directly equated. Labor and yield planning needs to be built upon separate benchmarks.
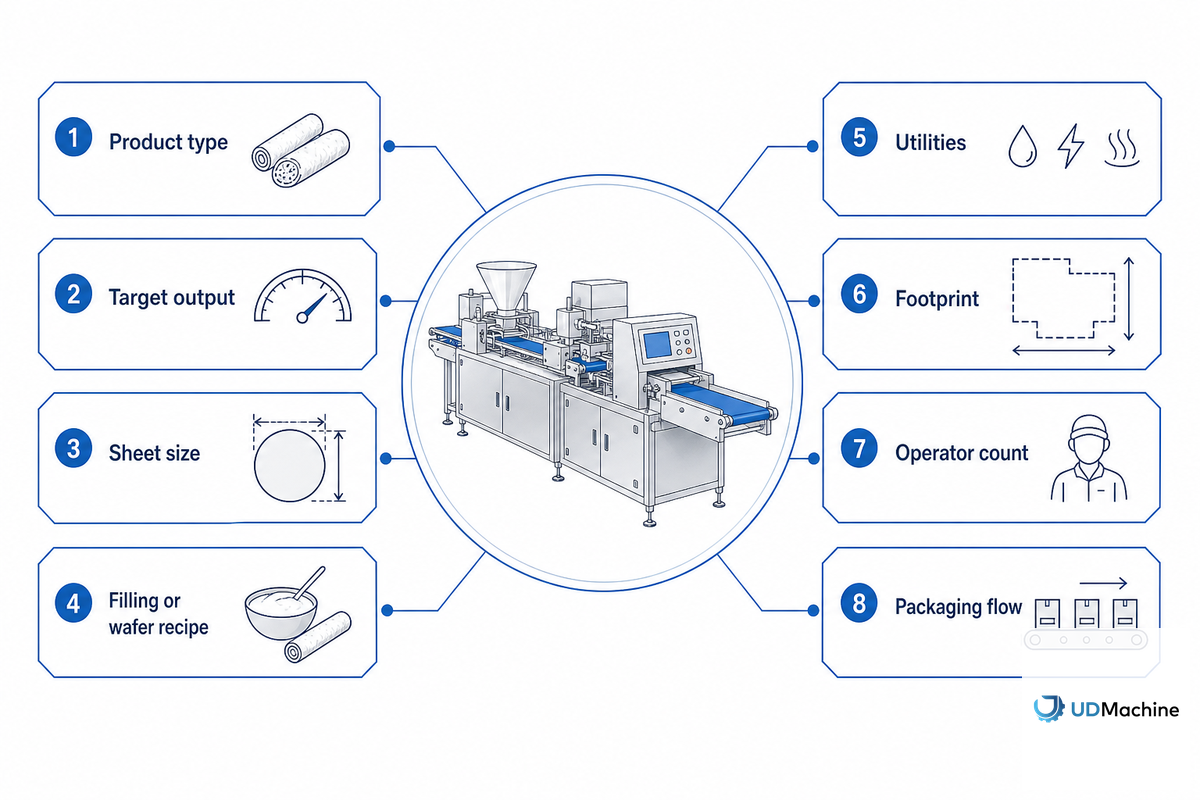
Automation also alters the RFQ dialogue. A buyer not only needs to discuss price but also: size of roll, type of batter or wrapper, filler if applicable, target production, power type, gas type, food grade requirements, guarding options, scope of installation and spare parts. Without this info, a buyer can end up comparing two seemingly equivalent machines, the quotes for which do not reflect the same level of equipment scope.
The Output-per-Operator Breakpoint Curve: Labor Capacity Ladder
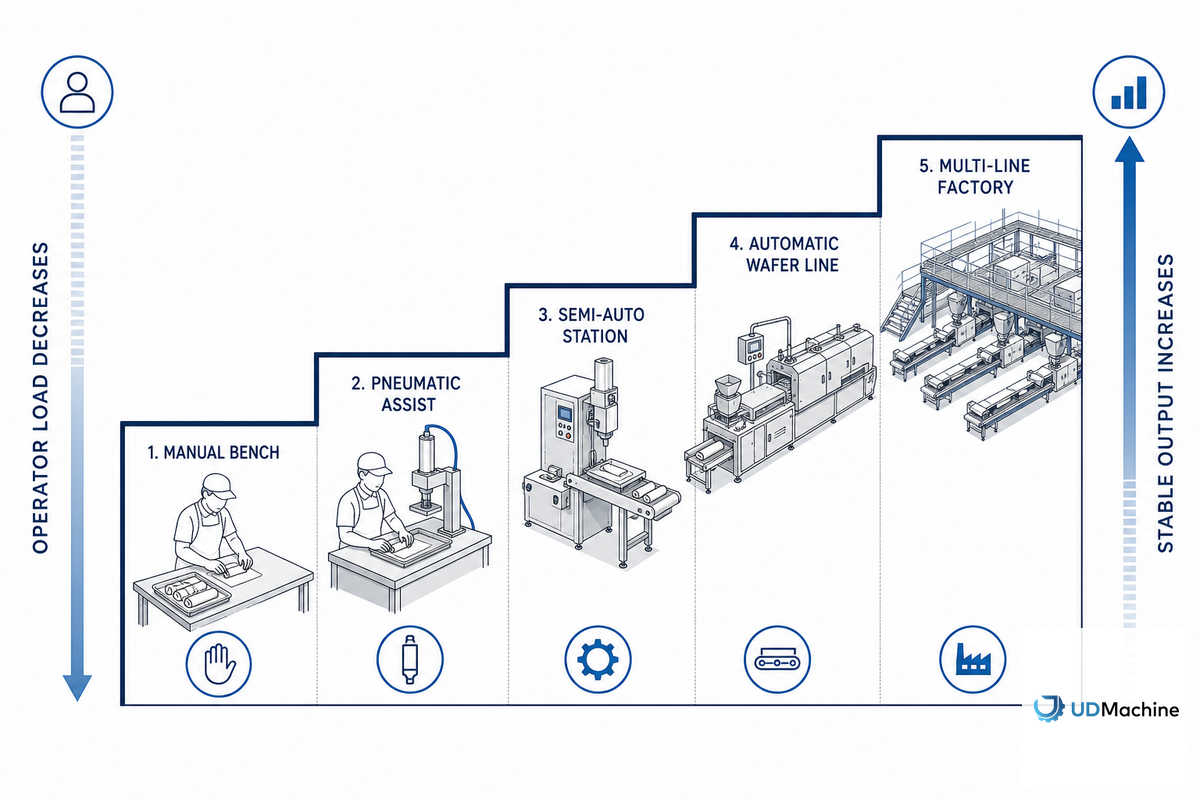
The output-per-operator breakpoint curve shows the moment when manual production stops being a small-equipment question and becomes a labor-capacity problem. It is useful because it puts the plant manager and finance manager on the same page: one sees staffing pressure, the other sees cost per good piece.
Saleable pieces per shift = pieces per hour x productive hours x (1 – reject rate)
Output per operator = saleable pieces per shift / operators per shift
Cost per 1,000 good pieces = total shift burden / saleable pieces x 1,000
Only use saleable output after rejects, cleaning stops, changeover, and trial waste. The nameplate speed alone is not a buying metric.
Assumption example: a bakery produces 180 pcs/hr with 1 operator for 4 productive hours, then loses 8% to color variation and cracked rolls. Saleable output is about 662 pieces per shift. If a new private-label customer requires 3,000 saleable pieces per shift, the buyer should not compare “one worker” with “one automatic machine.” The real comparison is added stations, added shifts, overtime, reject sorting, delayed delivery risk, and the machine burden needed to hold the same target every week.
| Decision layer | Manual-state signal | Finance / owner question | Action before buying |
|---|---|---|---|
| Trial stage | 1 operator can cover mixing, baking, rolling, cooling, and packing. | Is demand stable enough to justify fixed machine burden? | Stay manual or pneumatic; document actual rejects. |
| Labor stretch | The same worker can meet output only by extending hours or skipping checks. | What is the overtime and defect cost per 1,000 good pieces? | Quote a semi-auto or small automatic setup against added labor. |
| Private-label pressure | A buyer asks for repeatable weekly output and cleaner production records. | Can the plant protect delivery dates without building a larger manual team? | Run a sample trial and compare UD05 class capacity by kg/shift. |
| Automation trigger | Manual output rises, but saleable rate, labor stability, or customer confidence falls. | Does machine burden reduce total cost per good piece or protect a contract? | Compare automatic line quote with a staffed manual expansion plan. |
| Current state | Output signal | Labor signal | Best next move |
|---|---|---|---|
| Test batch | Under 150-200 pcs/hr | 1 worker can manage the batch | Manual or pneumatic machine |
| Growing local demand | 30-60 kg/hr target | Multiple hands needed at peak time | Semi-auto review or small automatic line |
| Regional supply | 100-600 kg/shift | 2-3 operators target | UD05-2 class wafer line |
| Export or private label | 600-900 kg/shift | 2-3 operators target plus QC | UD05-3 class wafer line |
| Frozen savory roll supply | Around 2,400 pcs/hr in ER-24 style pages | Line team, depositor, wrapper, fryer or freezer planning | Savory egg roll or spring roll machine route |
| High reject manual shift | Output rises but saleable rate falls | Operators spend time rework, sorting, and repacking | Run sample trials before buying |
| New export customer | Delivery windows fixed by contract | Manual overtime becomes the hidden cost | Quote automatic line plus spare set |
| Unclear product spec | No fixed roll weight, length, or wrapper target | Procurement cannot compare suppliers | Finish the RFQ checklist first |
For more complex calculations, refer to UDTECH’s capacity planning guide for egg roll machines. Wafer buyers who wish to build an ROI model should first investigate UDTECH’s ROI calculator for wafer egg rolls.
Capacity Comparison: Manual, Pneumatic, Savory Automatic, and UD05 Wafer Line

Capacity charts are most useful when broken down by product family. For instance, “egg roll machine” searches can return results for a tabletop manual wafer, a savory spring roll machine and a fully automated wafer egg roll line. Each is unique in its heating process, finished product, and production equipment.
| Machine class | Typical output signal | Operator profile | Product family | Best fit |
|---|---|---|---|---|
| Manual tabletop | About 150-180 pcs/hr | 1 worker | Small wafer or home-style batch | Test batch |
| Pneumatic tabletop | About 200 pcs/hr | 1 worker | Small wafer batch | Small bakery |
| Savory automatic ER-24 style line | Around 2,400 pcs/hr, 65-75 g/pc | Line team | Savory or frozen egg roll | Central kitchen or frozen food manufacturers |
| UD05-2 wafer line | 220 pcs/min, about 600 kg/8h shift | 2-3 target operators | Wafer egg roll | Mid-volume producer |
| UD05-3 wafer line | 330 pcs/min, about 900 kg/8h shift | 2-3 target operators | Wafer egg roll | Industrial producer |
If you are manufacturing a crispy wafer roll product, start with the UDTECH automated wafer egg roll machine. If you’re closer to the filled spring roll type of product, read this wafer roll vs spring roll machine guide.
Cost per 1,000 Good Pieces: When Automation Beats Manual Production
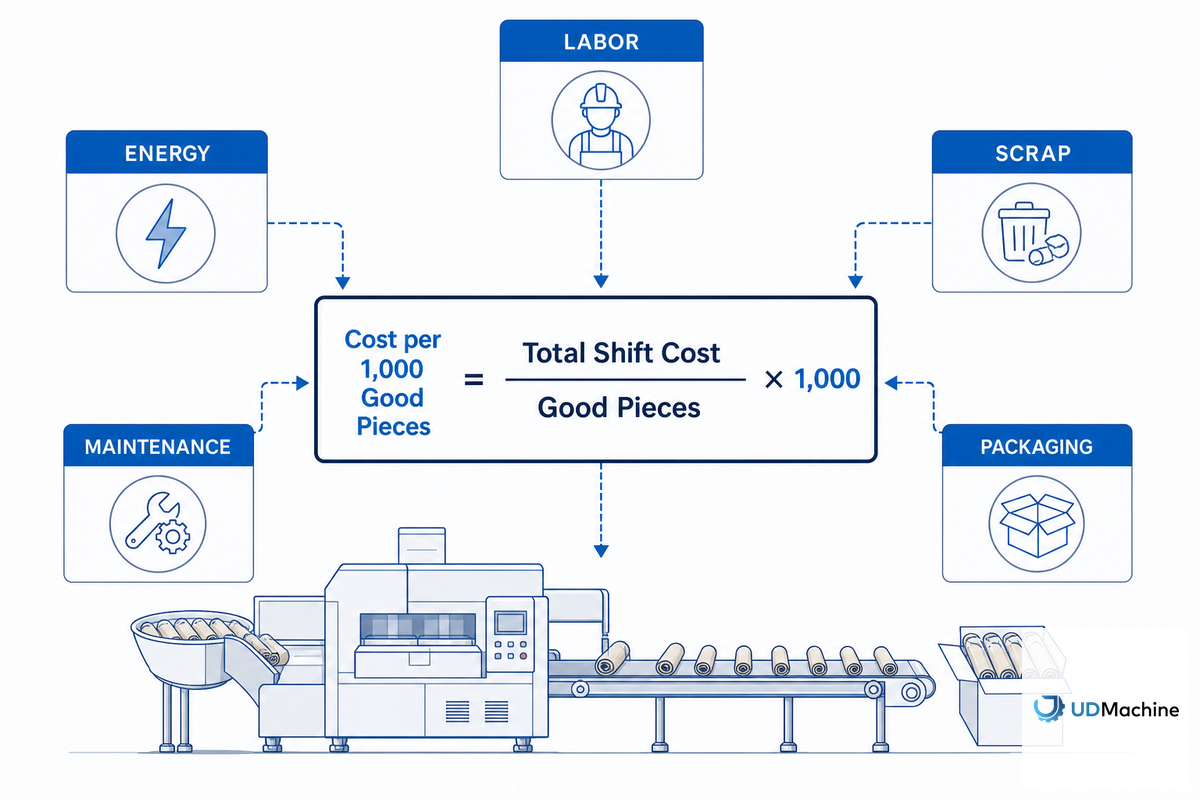
Automation wins when the cost to maintain manual production outweighs the machine burden over the payback period. A factory owner should not look only at purchase price. That comparison must include labor, rework rate, energy, cleaning time, spares, installation, training, and the commercial risk of missing a repeat order.
Buyers should not ask “What is the commercial automatic egg roll machine price?” before knowing how many good pieces per shift are needed. Better questions are: “What does each 1,000 good pieces cost today?” and “How much of that cost comes from labor stretch, rework, delayed shipments, or private-label risk?”
The model below uses outside manufacturing evidence rather than catalog speed alone. NIST MEP describes equipment efficiency measurement through machine availability, process performance, product quality, and defective parts. ASQ treats waste, scrap, rework, and failure analysis as internal failure costs within cost of quality. BLS food manufacturing data gives a labor benchmark, including production and nonsupervisory average hourly earnings of USD 24.38 in May 2026, marked preliminary, and 5.6% unit labor cost growth in 2025. For an egg roll plant, that means the buying question is not “manual or automatic?” but “which option gives lower cost per saleable roll after stops, defects, and paid labor are counted?”
Evidence-Backed Buying Lens
- Plant manager view: treat output as good pieces after stops and rejects. A NIST MEP OEE case shows why availability, performance, product quality, and defective parts belong in one operating view.
- Quality manager view: cracked rolls and color rejects are not cosmetic notes. ASQ’s cost-of-quality framework classifies waste, scrap, rework, and failure analysis as internal failure costs, so reject rate should enter the payback model.
- Finance manager view: labor should be tested with a current benchmark, then replaced by local wage data. BLS’s Food Manufacturing industry profile gives sector labor, earnings, productivity, and unit labor cost context.
| Cost bucket | Manual expansion input | Automatic line input | Decision signal |
|---|---|---|---|
| Labor burden | Workers per shift x hourly rate x productive hours. | Operators, QC, loading, unloading, and cleaning crew. | Automation is stronger when labor grows faster than saleable output. |
| Reject and rework | Cracked rolls, color variation, hand sorting, and repacking time. | Trial reject rate after recipe, mold, heat, and cooling settings are confirmed. | Use good pieces, not total pieces, when comparing payback. |
| Machine burden | Manual equipment purchase, maintenance, and extra stations. | Machine payment, power, LPG or gas, spares, installation, and downtime allowance. | A higher quote can still win when burden per good piece is lower. |
| Delivery risk | Late shipments, unstable peak-month supply, or lost private-label orders. | Stable weekly capacity, documented production, and spare-part plan. | A contract can justify automation before labor math alone does. |
| Quote scope | Often excludes the hidden labor needed for cooling, packing, cleaning, and QC. | Must itemize molds, guards, installation days, sample trials, training, and spares. | Never compare two prices until scope is normalized. |
Manual Expansion vs Automatic Line: Filled Breakpoint Example
A useful upgrade model should show when automation does not pay yet, not only when it does. In the example below, the low-volume private-label order target is 3,000 saleable pieces per shift. It shows why a buyer should calculate the manual plan, the automatic plan, and the break-even machine burden before reading any quote as “expensive” or “cheap.”
| Calculation step | Manual expansion case | Automatic trial case | Decision meaning |
|---|---|---|---|
| Gross output assumption | 3 stations x 180 pcs/hr x 6 productive hr = 3,240 pcs. | Trial target set at 3,300 pcs, well below a high-capacity wafer line’s nameplate. | Compare the job target, not the maximum catalog speed. |
| Reject assumption | Assumed about 8% reject from color variation, cracking, and hand sorting. | Assumed about 4% reject after supplier sample tuning and operator training. | Reject rate changes the decision faster than headline output. |
| Saleable output | 3,240 x 92% = 2,981 good pieces. | 3,300 x 96% = 3,168 good pieces. | This manual plan is near the target but has almost no delivery buffer. |
| Daily variable burden | Example: 3 operators, support packing, overtime risk, small-equipment upkeep = USD 494/shift. | Example: 2 operators, utilities, cleaning, and planned maintenance allowance = USD 360/shift before machine burden. | Keep machine payment separate so finance can test several quote prices. |
| Cost per 1,000 good pieces | USD 494 / 2.981 = about USD 166 per 1,000 good pieces. | USD 360 / 3.168 = about USD 114 per 1,000 before machine burden. | The gap is about USD 52 per 1,000 pieces before capital cost. |
| Break-even machine burden | Manual benchmark: about USD 166 per 1,000 good pieces. | At 3,168 good pieces, the line can carry only about USD 165/day before the pure unit-cost benefit disappears. | At low volume, automation may need contract protection, quality risk, or growth volume to justify the quote. |
The same equation becomes more favorable when the buyer has stable volume. If the good-piece target rises from roughly 3,000 to 15,000 per shift, the same USD 52 saving per 1,000 good pieces becomes about USD 780 per production day before machine burden. That is why a plant with a growing private-label contract may move earlier than a cafe or trial kitchen even when both ask for an automatic egg roll machine.
Reject-to-Payback Sensitivity Matrix
Reject rate is the bridge between quality control and payback. A plant manager sees cracked rolls and rework; finance sees paid labor that did not become saleable product. ASQ’s cost-of-quality framework is the reason this table treats waste, scrap, and rework as financial inputs rather than only QC observations. Use this matrix before the RFQ so the supplier can run a sample trial against the buyer’s real breakage and color tolerance.
| Measured reject rate | Loss on 3,000 gross pieces | What usually causes it | Upgrade implication |
|---|---|---|---|
| Example about 4% | 120 rejected pieces. | Normal trial waste, edge cracking, or early operator learning. | Do not buy only for reject reduction; test labor and capacity first. |
| Example about 8% | 240 rejected pieces. | Manual heat timing, uneven batter, rushed rolling, or inconsistent cooling. | Ask for a supplier sample run and compare good pieces per operator. |
| Example about 12% | 360 rejected pieces. | Overloaded manual stations, poor temperature repeatability, or too little cooling space. | Automation may pay through recovered yield and lower rework, not only fewer workers. |
| Contract-critical rejects | Any reject rate that threatens delivery windows or inspection acceptance. | Private-label specification, export documentation, or customer audit pressure. | Treat the decision as risk protection plus cost per 1,000 good pieces. |
7-Day Pre-RFQ Measurement Worksheet
Before asking for a final quote, record one real production week. UDTECH’s ROI calculator asks for current daily output, current operators, UD05 operators, annual loaded labor cost, production shifts, current waste rate, and selling price per kg. Capacity planning also depends on peak-month demand, cleaning, changeover, OEE, and the slowest station. This worksheet turns those inputs into a quote-ready baseline.
| Day | What to measure | How to record it | How it changes the quote |
|---|---|---|---|
| Day 1 baseline | Gross pieces or kg, saleable pieces or kg, and shift length. | Use the same unit for the whole week: pieces, kg, or both. | Sets the manual baseline against UD05-2 at 600 kg/8h or UD05-3 at 900 kg/8h. |
| Day 2 labor map | Paid operators, helper time, packing time, QC time, and overtime. | Separate direct rolling labor from cooling, sorting, and packing labor. | Matches the ROI calculator fields for current operators, UD05 operators, and loaded labor cost. |
| Day 3 reject code | Cracked roll, color variation, weight miss, loose roll, or packing damage. | Count rejects by cause, not only as one waste percentage. | Tells the supplier whether the fix is heat control, batter control, cooling, or packing handoff. |
| Day 4 stop time | Cleaning minutes, changeover minutes, waiting time, and unplanned stops. | Mark every stop longer than 5 minutes with a reason. | Prevents the quote from using nameplate speed as if all 8 hours were productive. |
| Day 5 utilities | Voltage, frequency, fuel type, local LPG price, local natural gas price, and daily operating hours. | Record the plant’s real supply, not only the desired machine model. | Feeds the fuel calculator, where UD05-2 lists 6 kg/h LPG or 8 m3/h natural gas and UD05-3 lists 8 kg/h LPG or 10 m3/h natural gas. |
| Day 6 peak stress | Peak order day, rush batch, or private-label tolerance run. | Run the hardest common SKU rather than the easiest recipe. | Shows whether the buyer needs mid-size automation or the higher-capacity line class. |
| Day 7 quote pack | Summarize target kg/shift, reject rate, paid labor, utilities, layout, recipe, and product family. | Send the same pack to every supplier. | Creates a normalized RFQ so price, spares, installation, and warranty can be compared. |
30-Minute Sample-Run Acceptance Protocol
A sample run should test the buyer’s hardest normal product, not a supplier’s easiest demo recipe. UDTECH’s public page describes installation, calibration of wrapper formulation to baking parameters, operator training, and commissioning. Use the sample run to verify product family, saleable output, reject causes, and the handoff from baking and rolling to cooling and packing.
| Trial stage | Buyer should provide | Supplier should prove | Accept / reject signal |
|---|---|---|---|
| Before start | Finished-product photo, target length, target weight, batter behavior, and whether the item is baked wafer or savory wrapper. | Correct equipment family and tooling path. | Reject the quote if wafer and spring-roll processes are being compared as one machine family. |
| First 5 minutes | Warm-up waste log and expected color range. | Stable baking, rolling, and core injection after setup. | Do not count warm-up pieces as saleable output. |
| Middle 15 minutes | Counting method for gross pieces, good pieces, and rejected pieces. | A repeatable run at the agreed product size and recipe. | Accept only if good pieces per operator support the payback model. |
| Final 10 minutes | Cooling, packing, tray, or cart method used in the buyer’s plant. | Clean handoff after rolling so the downstream area is not overloaded. | A fast roller still fails the business case if cooling or packing creates a queue. |
| After stop | Cleaning expectation, shift plan, and operator skill level. | Access for cleaning, training scope, spares recommendation, warranty, and commissioning plan. | A quote is incomplete if it omits setup, training, spares, or post-install support. |
Hidden Bottleneck Map From UDTECH Public Data
The hidden bottleneck is often outside the machine frame. From UDTECH’s public pages, the visible constraints are output tier, power, fuel, footprint, product family, training, spares, warranty, and lead time. The buyer should map each one before deposit because a 220 pcs/min or 330 pcs/min wafer line can still be held back by cooling space, packing labor, utilities, or a wrong product-family assumption.
| Potential bottleneck | Website data used | Why it can still limit output | Buyer action before RFQ |
|---|---|---|---|
| Output tier | UD05-2: 220 pcs/min and 600 kg/8h. UD05-3: 330 pcs/min and 900 kg/8h. | High line output does not equal packed, saleable output if cooling or packing trails behind. | Compare target kg/shift against the 7-day measured saleable baseline. |
| Energy and fuel | UD05-2: 9.7 kW, 6 kg/h LPG, 8 m3/h natural gas. UD05-3: 12 kW, 8 kg/h LPG, 10 m3/h natural gas. | A weak electrical or fuel supply can force slower operation or extra site work. | Use the fuel calculator with local LPG and natural gas prices, then confirm plant supply. |
| Floor and access | UD05 published footprint: 4.2 m x 3.7 m, or about 15.5 m2. | The footprint does not include operator movement, cooling racks, trays, packing tables, or maintenance access. | Draw the machine plus aisle, cooling, packing, and cleaning zones before deposit. |
| Recipe and product family | UDTECH separates crispy rolled wafer from savory wrapper products; wafer uses baked batter and core injection after baking. | A wrong-category machine can appear attractive on output but fail the actual product. | Send finished-product photos, batter behavior, filling position, and shelf-life target. |
| Cleaning and changeover | Capacity planning page flags cleaning, sanitation cycles, and 2-3 hour changeover time as planning inputs. | Lost time can erase the apparent gap between manual and automatic output. | Ask the supplier to calculate productive hours after cleaning and changeover, not only gross shift hours. |
| People and training | UDTECH pages include operator training, commissioning, and ROI fields for current operators versus UD05 operators. | Automation reduces hand-paced work but adds setup, monitoring, QC, and maintenance discipline. | List who will load, monitor, inspect, clean, pack, and maintain the line after installation. |
| Delivery and service timing | Public UD05 page lists 9-13 weeks lead time, 12 months warranty, and spares recommendations during delivery. | Payback does not start at deposit; it starts after delivery, installation, commissioning, and staff training. | Build the payback timeline from quote date to first stable production week. |
Use the commercial egg roll machine cost guide to build a full model, or the UD05 model decision helper to find the equipment class based on desired kg/shift. For a serious quote, ask the supplier to calculate the same scenario twice: staffed manual expansion versus an automatic wafer line.
RFQ Checklist Before Replacing Manual Production
To protect your product quality, suppliers need a complete RFQ so they quote the same scope. This document will also shield your production processes from issues, as food machinery capacity cannot be evaluated from the nameplate alone. Buyers need to clarify food contact areas, access for cleaning, plant utilities, temperatures, guards, commissioning process, and post-sale service when writing your RFQ.
9-Point RFQ Category Map
Use this map to give each supplier the same inputs. Some figures are published UD05 reference points; others are sample RFQ fields that a buyer should replace with their own product data.
| RFQ category | Data to send | Why it changes the quote |
|---|---|---|
| Product category | Wafer, savory spring roll, or home electric product. | Different forming paths need different production equipment. |
| Output category | Current manual baseline, 600 kg shift target, or 900 kg shift target. | Output per operator drives the manual-to-auto boundary. |
| Size category | Example length targets such as 80 mm, 100 mm, or 120 mm. | Roll size affects forming, cooling, packing, and sample proof. |
| Weight category | State target roll weight, reject rate, and acceptable tolerance. | Weight changes line speed, cooling load, and packaging count. |
| Power category | UD05 reference points include 9.7 kW and 12 kW. | Electrical load changes plant readiness and installation cost. |
| Electrical category | State local supply such as 220 V, 380 V, 50 Hz, or 60 Hz. | Voltage and frequency affect motors, controls, and commissioning. |
| Fuel category | UD05 LPG reference points include 6 kg/h and 8 kg/h. | Fuel choice affects daily running cost and local permitting. |
| Layout category | UD05 published footprint is about 4.2 m by 3.7 m. | Floor space, access, and cleaning paths affect commissioning. |
| Trial category | Request a 30 min sample run or define a 2 days remote review window. | Trial terms catch batter, temperature, and breakage issues before deposit. |
| Support category | Ask for 9-13 weeks lead time confirmation and any 12 months warranty terms. | Support scope affects the real payback date, not just machine price. |
- Family – wafer egg roll, savory spring roll, or other filled products such as samosa or pastry.
- Product – roll diameter, length, weight, crispness, and, if filled, wrapper thickness and ingredients.
- Production capacity – pieces per hour, kg per shift, saleable output, and peak-month volume.
- Utilities – voltage, fuel gas, compressed air, and available plant layout.
- Food safety documents – food-grade surfaces, cleaning protocols, and material records.
- Machine safety – guards, doors, emergency stop devices, and operator training.
- Product evidence – sample runs, reject notes, finished product images, and packaging target.
- Support – installation, training, spares, warranty, and remote service.
For U.S.-based operations, the RFQ must address machine guarding. Guarding methods should meet OSHA 29 CFR 1910.212 requirements, such as guarding at points of operation, nip points and rotating parts. Food production will need to detail sanitation procedures, and 21 CFR Part 117 defines requirements for CGMPs and preventive controls.
Not sure if wafer egg rolls or spring rolls fit your plans? Use UDTECH’s quick check between these two before requesting a quote. Also, review seaweed egg roll machine and phoenix roll machines for related product lines.
2026 Outlook: Why the Manual-to-Automatic Decision Is Moving Earlier
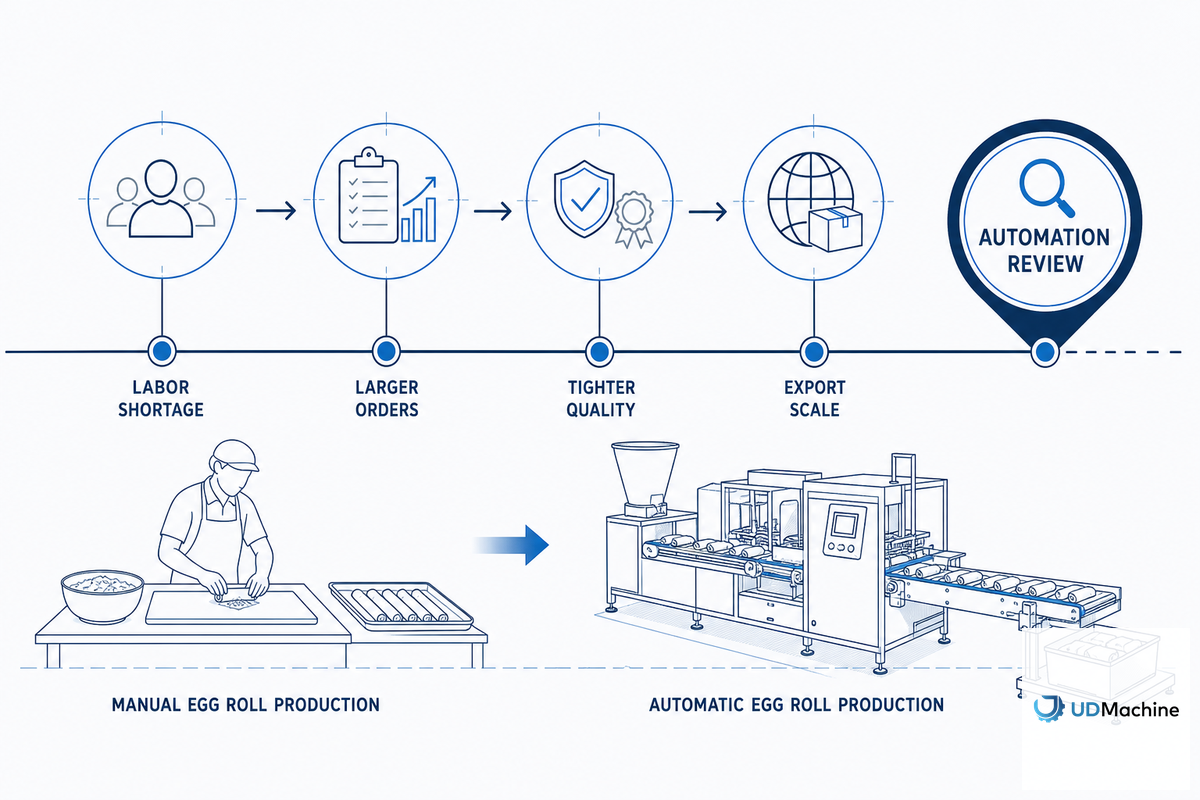
Factors leading to an earlier shift to automatic machinery are clear: less available labor, increasing demands for verified food safety, and new machinery compliance rules. Depending on your region, buyers supplying regulated and export markets now are under pressure to show greater production records, cleaner designs, and stronger guarding.
Use FDA guidance documents for food contact materials and Part 117 to check against if your facility is migrating from informal production methods to more formal and regulated production processes. European manufacturers need to comply with Regulation (EU) 2023/1230, which is the latest machinery safety law replacing the old Machinery Directive. This regulation does not mandate purchasing new lines for everyone in 2026, but buyers involved in export should discuss scope of services including support, guarding, and documentation prior to purchasing.
Consider labor planning as another live input as well. BLS reports that food processing equipment workers had 2024 median pay of USD 40,050 per year, or USD 19.26 per hour, and projects 5% employment growth from 2024 to 2034. In the broader food manufacturing industry profile, BLS also reports preliminary May 2026 production and nonsupervisory average hourly earnings of USD 24.38 and 2025 unit labor cost growth of 5.6%. Those U.S. figures are not your plant’s wage rate, but they show why paid labor, turnover risk, and shift coverage should be modeled before a buyer compares manual stations with an automatic wafer line.
Manual-to-Auto Decision Summary
Keep the current setup when demand is uncertain and one person can still handle the batch. Move toward automation when high season requires more than one person on the line, quality is becoming inconsistent, or a customer demands documented, food-safe processing. For wafer rolls, the UD05 line class enters consideration when per-shift production is measured in hundreds of kilograms rather than a few trays.
FAQ
Is an automatic egg roll machine worth it compared with manual production?
View Answer
What is the main difference between a manual and automatic egg roll machine?
View Answer
How many egg rolls per hour can an automatic machine make?
View Answer
Can one machine make both wafer egg rolls and savory egg rolls?
View Answer
What should I check before replacing manual production?
View Answer
Is a pneumatic egg roll machine enough for a small bakery?
View Answer
Where should I go next if I already know I need a wafer egg roll line?
View Answer
Related Articles
- Egg roll machine guide – full type breakdown for wafer, savory, and related machines.
- Egg roll machine capacity planning – shift sizing and OEE-style planning.
- Commercial egg roll machine cost – landed cost and payback inputs.
- Wafer roll vs spring roll machine – product-family category check.
About This Analysis
To make it easy to choose a model, we have separated wafer egg roll machines from savory egg roll machines and home appliance machines, although all are likely to appear in the same search result. All data for UDTECH’s UD05 machines is taken from the public specifications on our product pages. External method support comes from NIST MEP for OEE-style equipment measurement, ASQ for quality-cost treatment of scrap and rework, BLS for labor and productivity context, and OSHA, eCFR, FDA, and EUR-Lex for safety and food-contact compliance. Technical review was conducted by UDTECH staff.
Need to compare your current manual output against a wafer line?
Send your current pieces per hour, kg per shift, product size, and utility conditions. The next step is not a standard catalog quote; it is a side-by-side output and payback check.
References & Sources
- 29 CFR 1910.212 – General requirements for all machines – OSHA
- 21 CFR Part 117 – CGMP, hazard analysis, and preventive controls for human food – eCFR
- Packaging & Food Contact Substances (FCS) – FDA
- Regulation (EU) 2023/1230 on machinery – EUR-Lex
- KEATS – Hydraulic Press OEE System – NIST Manufacturing Extension Partnership
- Cost of Quality (COQ) – ASQ
- May 2025 occupation profiles – U.S. Bureau of Labor Statistics
- Food Processing Equipment Workers – U.S. Bureau of Labor Statistics
- Food Manufacturing: NAICS 311 – U.S. Bureau of Labor Statistics