



Buying a sheet extruder is rarely about the extruder alone. The machine that melts your pellets is one node in a line of seven subsystems, and the decision that wastes the most money is choosing screw count, die, and output rating before you’ve matched them to your resin and your real production volume. This guide is the procurement companion to the underlying process, if you want the step-by-step of how flat sheet is actually formed, read our full sheet extrusion process guide. Here we stay on one question: how do you specify, size, price, and vet the machine before you sign a purchase order.
In short: A sheet extruder is a plastic extrusion machine that melts thermoplastic pellets and pushes the melt through a flat (coat-hanger or T-) die and a three-roll calibration stack to form continuous flat sheet, conventionally 0.25–12 mm thick. You choose it by feedstock (which sets single- vs twin-screw), by target output (which sets screw diameter and drive power), and by the resin’s drying and corrosion demands (which set the rest of the line).
Quick Specs, Sheet Extruder at a Glance
| Screw type | Single-screw (virgin/commodity) or twin-screw (regrind/PCR/compounding) |
| Screw L/D | 24:1–30:1 standard; 30:1–40:1 for high-speed designs |
| Screw diameter | ≈35–120 mm common sheet range |
| Output band | ≈30 kg/h (lab) to 1,000–1,200 kg/h (high-speed PET) |
| Sheet width | ≈400–2,500 mm |
| Die / cooling | Coat-hanger or T- sheet die + 3-roll stack (roll Ø 300–900 mm) |
| Gauge control | ±0.5% with closed-loop automatic gauge control (AGC) |
| Sheet vs film boundary | 0.25 mm per ASTM D883 |
What Is a Sheet Extruder? (And Where It Sits vs Film, Profile & Pipe Extruders)

A sheet extruder is the machine that turn thermoplastic pellets into continuous flat sheet. A motor-driven screw rotate inside a heated barrel, plasticizing and pumping the polymer; the melt is then forced through a flat sheet die and cooled on a roll stack to set gauge and surface finish. The output is flat stock, trays, panels, and thermoforming sheet, not the thin web a film line make or the shaped cross-section a profile or pipe extruder makes.
The single most useful boundary to know is dimensional. Per the ASTM D883 terminology standard, “film” is sheeting with a nominal thickness not greater than 0.25 mm (0.010 in); anything thicker is sheet. ISO 472 notes the same 0.25 mm limit. That number decides which machine family you are even shopping in.
What is the purpose of a sheet extruder?
The purpose of a sheet extruder is to convert solid resin into dimensionally controlled flat sheet at a steady rate, so a downstream process, thermoforming, lamination, or cut-to-length stacking, receives stock with consistent thickness and surface. Three variables govern whether the sheet ships as prime or scrap: melt-temperature stability, die-flow uniformity, and cooling-roll geometry. Almost every quality complaint traces back to one of those three.
| Extruder type | Output form | Die | Cooling |
|---|---|---|---|
| Sheet extruder | Flat sheet, 0.25–12 mm | Flat (coat-hanger / T-) | 3-roll calibration stack |
| Cast / blown film | Thin film, <0.25 mm | Flat or annular | Chill roll / air ring |
| Profile extruder | Shaped cross-section | Profile die | Calibration / water bath |
| Pipe extruder | Hollow round | Annular pipe die | Vacuum + spray tank |
The process detail behind each step, feeding, melting, calibration, trimming, is covered in our companion sheet extrusion process guide; this article assumes you know what the machine does and focuses on which one to buy. Whatever the resin, a plastic sheet extrusion line is a manufacturing solution built to extrude one product family, flat sheet, reliably and to gauge.
Single-Screw vs Twin-Screw: Which Sheet Extruder Drive Do You Need?
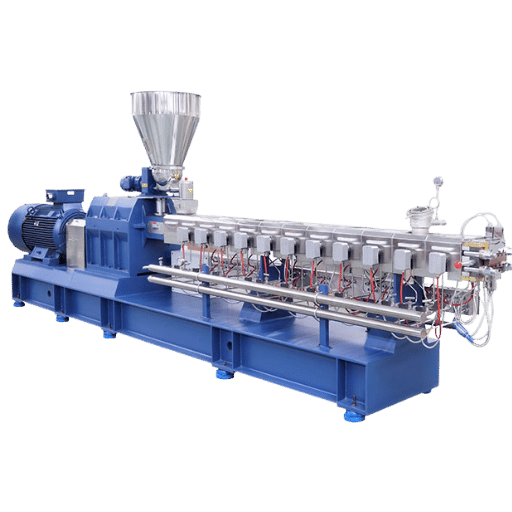
The two mainstream choices for a sheet extruder are the single screw extruder and the intermeshing twin screw extruder. Single-screw machines remain the workhorse for clean virgin commodity sheet; twin-screw machines earn their premium when you run regrind, post-consumer recycled (PCR) flake, high filler loadings, or direct compounding. The choice is driven by feedstock, not by which machine looks more capable on a spec sheet.
The Screw-Count Selection Path
- Clean virgin, optical or commodity sheet (PMMA, PC, PS, virgin PP) → single screw. Lower cost, simpler maintenance, ample for one stable grade.
- Regrind, PCR flake, color/filler, or moisture-sensitive PET → twin screw. Better mixing, devolatilization, and tolerance of variable feed.
- Direct compounding (mixing fillers/additives into sheet in one pass) → twin screw with a side-feeder, or a specialty tandem/triple-screw line, a niche route only a few applications need.
Triple-screw and tandem arrangements exist and appear in vendor catalogs, but independent extrusion literature still treats single-screw and intermeshing twin-screw as the mainstream pair; triple-screw is largely research-oriented or reserved for special mixing duty. Treat a triple-screw extruder or a dedicated plastic compounding machine as a specialty answer to a specific mixing problem, not a default upgrade.
What are the 4 types of plastic extrusion?
Plastic extrusion is usually grouped into four output families: sheet (flat stock through a flat die), film (thin web, cast or blown), profile and pipe (shaped or hollow cross-sections), and blow-molding parison extrusion (a tube later inflated). A sheet extruder is purpose-built for the first family, with a flat die, roll stack, and gauge control a film or pipe machine can’t simply be re-tooled to match.
Buyers routinely under-spec the screw for recycled feed. A single-screw machine sized for virgin PET will surge and lose intrinsic viscosity on PCR flake, because the screw was never designed to devolatilize and homogenize variable feedstock. Practitioners on engineering forums repeatedly flag the related trap of sending only screw dimensions to a vendor while ignoring screw-design-to-machine compatibility.
Consider a tray maker that bought a single-screw line sized for virgin PET, then switched to 50% post-consumer flake to win a retail contract. Within weeks the sheet showed gels and the intrinsic viscosity dropped far enough to fail thermoforming, and the line surged because a single screw can’t devolatilize variable flake. A vented twin-screw machine would have run the same feed without drama. Retrofitting one after the fact cost the converter more than specifying it correctly at purchase would have, the screw decision is cheap on paper and expensive in hindsight.
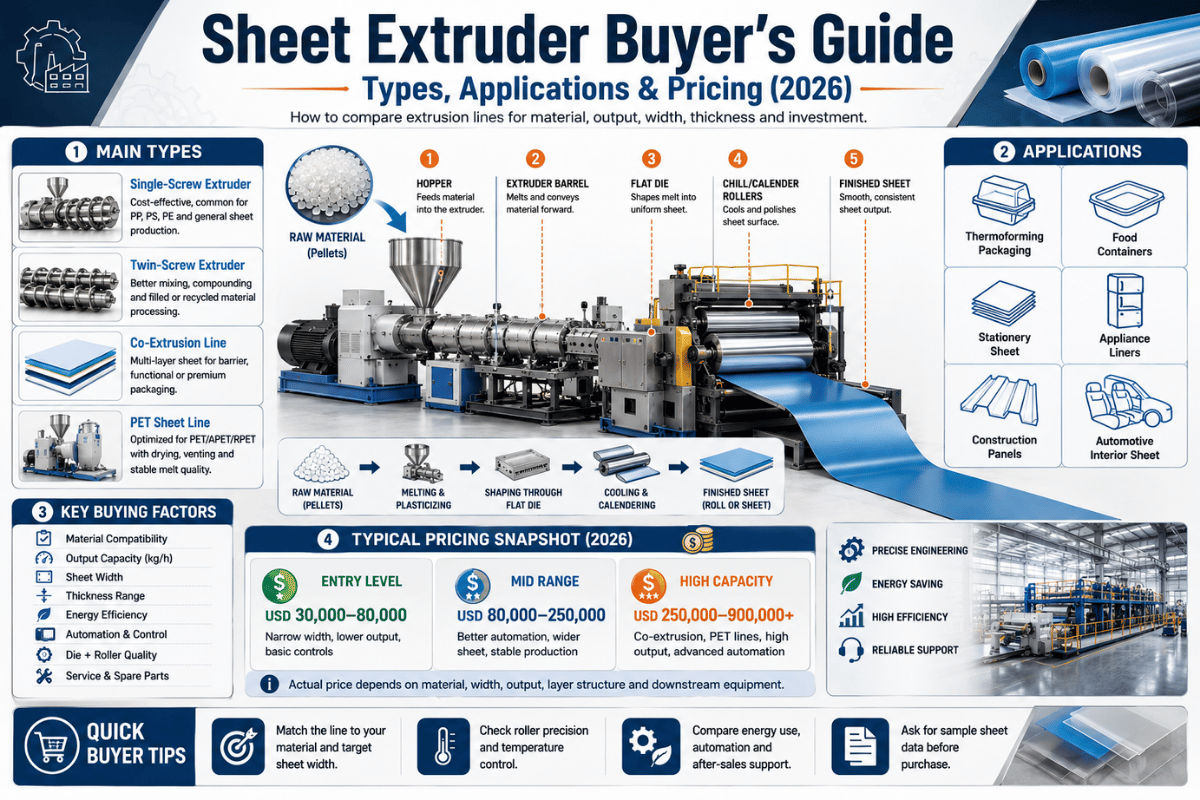
Anatomy of a Sheet Extrusion Line: 7 Subsystems and What Each One Decides
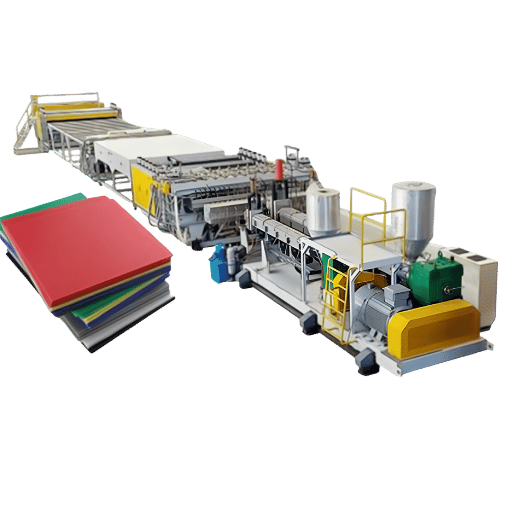
A sheet extruder is sold as part of a line. As Plastics Technology describes it, a sheet extrusion machine line is an extruder plus a screen changer, a gear pump, a static mixer (and optional coextrusion feedblock), a flat sheet die, and a three-roll stack. Omitting a subsystem is possible, but it usually just relocates the fault. The buyer’s job is to know what to insist on for each one.
| Subsystem | What it decides | Spec to insist on | Failure if skipped |
|---|---|---|---|
| Extruder (screw + barrel) | Melt quality, output | Screw design matched to resin; L/D 24:1–30:1 | Unmelt, surging |
| Screen changer | Contamination control | Continuous type for PCR/regrind | Line stops, gels |
| Gear (melt) pump | Pressure stability → gauge | Closed-loop pressure control | MD gauge surging |
| Static mixer | Melt + color uniformity | Mandatory with masterbatch / coex | Streaks, color drift |
| Flat sheet die | CD thickness profile | Restrictor bar + lip-bolt resolution | Center-thick / edge-thin |
| 3-roll calibration stack | Gauge, surface, crystallinity | Roll Ø 300–900 mm, individual temperature control | Warp, poor gloss |
| Haul-off + winder/cutter | Tension, trim recovery | Servo haul-off closed to gauge; in-line edge-trim grinder | Length error, scrap waste |
“A gear pump that decouples die-side pressure from extruder output is the single highest-impact upgrade for thin-gauge sheet, and the easiest to retrofit. It is what makes a ±0.5% gauge profile possible.”
📐 Engineering Note
Most cross-direction (CD) thickness error is a die problem; most machine-direction (MD) variation is a screw or gear-pump problem. The SPE Extrusion Division gauge-control reference recommends an averaged thickness profile accurate to 0.5% or better, achievable with automatic gauge control and no operator intervention. Verify the line can hold that on your resin, not a demo grade.
Matching the Machine to Your Resin: PET, PP, PS, PVC, ABS, HDPE & PC Line Requirements
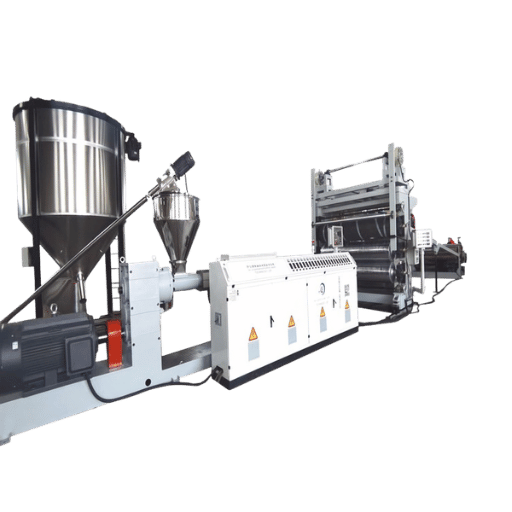
Resin chemistry sets nearly every downstream choice, drying, screw design, die and roll temperatures, and corrosion protection. The grid below is a line-configuration map: it lists what the machine has to change per material, not the barrel temperatures (those live in the companion process guide). For glazing-grade and engineering polymers, a dedicated engineering plastic extrusion line is often the right starting point; rigid PVC sheet usually warrants a purpose-built PVC extrusion machine.
| Resin | Screw / feed need | Drying | Die / roll & corrosion note |
|---|---|---|---|
| PET / APET / CPET | Twin-screw favored for flake/PCR | Pre-dry to <50 ppm — IV loss is permanent | High-temp rolls 80–120 °C |
| PP | Single or twin | Usually none | Lower roll temp lifts stiffness |
| PS / HIPS | Single-screw fine | None | Narrow window; melt-fracture risk |
| Rigid PVC | Twin-screw, vented | None, but stabilized | Bimetallic/duplex barrel + venting (HCl corrosion) |
| ABS | Single or twin | Light drying | Print-receptive surface |
| HDPE / LDPE | Single-screw | None | Wide processing window |
| PC | Single-screw, virgin | Dry to ≤100 ppm | Polish-roll critical; hygroscopic |
| PMMA (acrylic) | Single-screw | Light drying | Polish roll for optical finish |
| PLA / rPET (recycled) | Twin-screw + continuous screen | Aggressive drying; vacuum venting | IV management + food-contact controls |
A useful rule from material engineers: never let a data sheet be the final word. Run a few feet of the exact batch you intend to buy on the exact line you intend to run, published values are a starting formula, not a guarantee.
Sizing a Sheet Extruder by Output: Throughput → Screw Diameter → Power → Capex

Sizing always starts from the volume target and partitions backward to screw diameter, drive power, and die width. The ladder below synthesizes published vendor line ratings into indicative bands. Published line ratings illustrate the spread, for example, 35–60 mm sheet lines have been rated around 50–500 kg/h, and a 90 mm single-screw line near 1,320 lb/h (≈600 kg/h) on PPfigures to treat as indicative, not exact current specs.
| Target output | Screw Ø (approx.) | Drive power (approx.) | Typical use | Capex tier |
|---|---|---|---|---|
| ~30 kg/h | 25–35 mm | 15–30 kW | Lab / pilot | Entry |
| ~100 kg/h | 45 mm | 30–55 kW | Small production | Entry |
| ~200 kg/h | 60 mm | 55–90 kW | PP/PS packaging | Mid |
| ~400 kg/h | 75 mm | 90–160 kW | Food packaging | Mid |
| ~600 kg/h | 90 mm | 160–250 kW | High-volume PP/PET | High |
| ~800 kg/h | 105 mm | 220–315 kW | PET thermoforming | High |
| ~1,000 kg/h | 120 mm | 280–355 kW | High-speed PET | High |
| ~1,200 kg/h | 120 mm + multi-extruder | 350 kW+ | Multi-extruder coex | High |
The ladder is a starting point for a vendor conversation, not a precise formula. Peer-reviewed work in Applied Energy shows extruder output and power are heavily coupled between machine, material and process — so a 90-mm screw on stiff filled PVC will not match a 90-mm screw on free-flowing PP. Always confirm sizing with a trial run on your resin.
Why bigger isn’t always more sheet: the cooling and residence-time cap
Raising screw speed does increase throughput, and an Applied Energy study even found specific energy per kilogram can fall as speed rises. But the usable, on-spec output of a sheet line is rarely capped by the extruder; it’s capped downstream by cooling and by residence time. Push output past what the roll stack can cool before the puller and you ship warped or hazy sheet.
Push residence time and viscous heating too far and heat-sensitive resins like PET or PVC degrade. Size by the output you can cool and keep on-gauge, not the nameplate kilograms an hour. For regrind-heavy streams, an underwater pelletizing system upstream can stabilize feed before it ever reaches the sheet die.
Picture a packaging plant that ordered a 90 mm line rated at 600 kg/h and expected to run it flat out. On thin 0.3 mm PET tray stock, the three-roll stack could cool only about 420 kg/h before the sheet left the puller hazy and slightly warped. The extruder was never the limit, the roll stack was. The plant now either runs at 420 kg/h on-spec or pays to add cooling capacity, a trade-off that belonged on the sizing sheet rather than being discovered on the factory floor.
What Does a Sheet Extruder Cost? Capex Tiers, Line Components & Hidden Costs

A sheet extruder ranges from a five-figure lab unit to a seven-figure, high-speed multi-extruder PET line with full automatic gauge control. The spread is driven by output tier, automation, and resin. The number on the extruder quote is also the smaller half of the picture, since the die, dryer, chiller, and controls often add as much as the extruder itself.
| Tier | Output | What drives the price |
|---|---|---|
| Lab / pilot | ~30 kg/h | Single small extruder, manual gauge |
| Entry production | 100–200 kg/h | Single-screw, basic roll stack, semi-auto |
| Mid production | 400–600 kg/h | Gear pump + AGC, twin-screw option, drying |
| High-speed PET | 800–1,200 kg/h | Multi-extruder coex, full automation, rPET handling |
One cost advantage is reliable: tooling. Independent cost comparisons put extrusion dies at roughly 80–90% less upfront than comparable injection molds, because a flat die is far simpler than a multi-cavity mold. That keeps the barrier to a new sheet program lower than most discrete-part processes.
Hidden costs to budget before you sign
- Sheet die and any restrictor-bar / auto-gauge options
- Resin dryer (mandatory for PET/PC) and process chiller
- Automatic gauge control and thickness scanner
- Installation, commissioning, and operator training
- Critical spares (screen packs, lip bolts, screw/barrel)
- Energy / OPEX, extrusion is energy-intensive; the drive motor, barrel heaters, cooling fans, water pumps and gear pump all draw power, so an efficient drive package pays back over the line’s life (Applied Energy)
- Freight and import duty for an imported line
How to Choose a Sheet Extruder Manufacturer: An 8-Point Vetting Checklist

There’s no sheet-extruder-specific supplier standard, but the gap isn’t total: the NIST MEP supplier scouting program exists to match buyers with manufacturers that hold specific technical capabilities. That’s a general scaffold; the scorecard below adds the sheet-extrusion specifics a procurement team actually needs.
- ✔ Installed base & referencesverifiable sheet lines running your resin, not just a brochure list.
- ✔ Factory acceptance test (FAT) on your material and target gauge before shipment.
- ✔ In-house screw and die capability vs bought-in, affects lead time and after-sales support.
- ✔ Automatic gauge control & data loggingdoes the line hold ±0.5% and export production data?
- ✔ rPET / recycled qualificationproven handling of PCR flake and an LNO process pathway (see below).
- ✔ After-sales & spares lead timewear parts availability and remote support response.
- ✔ Safety complianceguarding to recognized standards (see commissioning).
- ✔ Total cost of ownershipscore on energy, scrap, and uptime, not headline price alone.
Buying on headline price while ignoring after-sales and total cost of ownership. A line that is 10% cheaper but loses a day of production to a missing spare, or runs 15% higher energy, erases the saving within the first year. Score vendors on the eight points above before you compare prices.
A converter once chose a sheet line that came in 12% under the nearest bid. Eight months later a worn screen-changer seal stopped production, the replacement shipped from overseas and took nine days to arrive, and the lost output erased the entire upfront saving. The cheaper quote had carried no local spares stock and a support window longer than 48 hours, both of which were visible on an eight-point scorecard before the purchase order and invisible on the price line alone.
Commissioning & Acceptance: What to Verify Before You Sign Off

The acceptance run is where a buyer protect the purchase. Don’t accept the line on a vendor demo grade, verify it on your production resin and your target gauge. Treat machine safety as a buyer-risk item here, not a paperwork afterthought.
- ✔ Gauge tolerance held to ±0.5% under automatic gauge control on your resin
- ✔ Sustained output rate at target kg/h without surging or thermal drift
- ✔ Scrap / edge-trim rate within agreed limits; trim recovery feeding back cleanly
- ✔ Surface / optical check on the actual sheet, not a sample coupon
- ✔ Safety guarding verified and signed off
How do you test a sheet extrusion line before buying?
You run a factory acceptance test (FAT) on your own resin and gauge, then a site acceptance test (SAT) after installation. The FAT should hold the contractual gauge tolerance, sustain the rated output without surging, and stay inside the agreed scrap rate over a continuous run, not a two-minute showcase.
On the safety side, U.S. OSHA plastics-machinery guidance calls out lockout/tagout, fixed barriers, light curtains, safety mats, anti-kickback flaps and nip-point controls for extrusion and thermoforming lines. Confirm each is present and functional before the balance payment, because a guard added after delivery is always more expensive than one specified up front.
The 2026 Sheet Extruder Buyer’s Outlook: rPET-Ready Lines, Energy & Industry 4.0

Three forces should shape what you specify now, even though the underlying machine is mature. The plastic extrusion machinery market is growing steadily, analysts put it at single-digit annual growth through the early 2030s, but volume growth isn’t the story for buyers; recycled-content capability, energy, and data are.
rPET-ready lines. Lines that process up to 100% recycled PET at guaranteed intrinsic-viscosity levels for direct food contact were front-and-center at K 2025. But food-contact readiness is not just a machine spec. The U.S. FDA recycled-plastics guidance evaluates the processit asks for a process description, source controls, and contaminant-removal testing, and issues a No Objection Letter (often called LNO) for a specific recycling process. If you plan to sell rPET sheet into food packaging, ask the vendor for evidence of an LNO-capable process, not just an iV number.
Energy-efficient drives. Because polymer extrusion is energy-intensive, servo drives, efficient gear pumps, and better insulation are now a budget line, not a nicety, they show up in operating cost every shift.
Industry 4.0 line monitoring. Closed-loop automatic gauge control plus condition monitoring, motor current, barrel-heater duty, gearbox vibration, and remote data dashboards are moving from optional features to standard purchase specs. If you’re quoting a line for 2026–2027 delivery, ask vendors how the line qualifies recycled feedstock, what data it logs, and what it reports. The answers tell you whether you’re buying a 2026 line or a repackaged older one.
Frequently Asked Questions About Sheet Extruders
Q: What is the difference between a sheet extruder and a film extruder?
View Answer
Q: Do I need a single-screw or twin-screw sheet extruder?
View Answer
Q: What output range can a single sheet extrusion line cover?
View Answer
Q: Can one sheet line run multiple resins like PET, PP and PVC?
View Answer
Q: What lead time and after-sales support should I expect from a manufacturer?
View Answer
Q: Is a used sheet extrusion line worth it versus a new one?
View Answer
About This Sheet Extruder Buyer’s Guide
This guide is compiled for buyers specifying a plastic sheet extruder. Sizing bands are synthesized from published vendor line ratings and trade-press reporting and are indicative only, confirm any figure with a current quote and a trial run on your resin. Compliance and safety points reference ASTM, OSHA, FDA and NIST sources directly. Reviewed by the Suzhou UDTECH Technology Co., Ltd. technical team.
Specifying a sheet extrusion line?
UDTECH builds single- and twin-screw sheet extruders and complete lines sized to your resin and output. Tell us your material and target kg/h and we’ll map it to a configuration.
References & Sources
- ASTM D883 Standard Terminology Relating to PlasticsASTM International
- ISO 472 / guidance on plastic film and sheet terminologyInternational Organization for Standardization
- Machine Guarding eTool, Plastics Machinery (Thermoforming)U.S. OSHA
- Recycled Plastics in Food PackagingU.S. Food and Drug Administration
- MEP Supplier ScoutingU.S. National Institute of Standards and Technology
- Energy consumption in polymer extrusion (Applied Energy)peer-reviewed
- Gauge Control, SPE Extrusion Division WikiSociety of Plastics Engineers
- Sheet Extrusion LinePlastics Technology
Related Articles
- Sheet Extrusion: Process, Materials & Equipmentthe step-by-step process behind the machine
- Twin Screw Extruder: How It Workswhen twin-screw mixing earns its premium
- Plastic Extrusion: Polymers, Cost & Co-Extrusionthe broader extrusion picture
- What Is PVC Material?properties that drive rigid-PVC sheet line choices






