




The capability of laser welding to precisely, quickly, and flexibly join diverse materials while maintaining exceptional strength and enduring minimal distortion fundamentally alters modern manufacturing. Its great value as a solution is evident in the automotive, aerospace, electronics, and even medical device manufacturing industries. This blog post examines the most efficient types of laser welding techniques, detailing their respective applications, advantages, and other considerations for various projects. Professionals and amateurs alike interested in the prospects of laser welding will find this guide illuminating about the key options available and assist them in making decisions that result in optimal outcomes.
What Are the Main Types of Laser Welding?
Laser welding comprises several major types, each tailored to particular uses:
Keyhole Welding
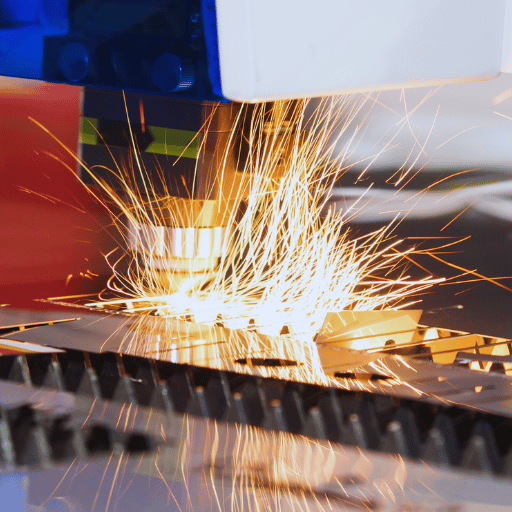
The high-intensity laser beam focuses on an area to vaporize the material and create a ‘keyhole’ which allows for deep narrow welding, also known as keyhole welding. This technique provides high-strength and precision robust welds that are essential in the aerospace and automotive industries.
Conduction Welding
The conduction welding technique uses less intense laser beams that heat the surface of the material without penetrating too deeply. This form of welding is prominent in aesthetics and fabrication because it is used on thin materials in electronics and jewelry.
Hybrid Laser Welding
This technique is used in combination with MIG or TIG welding and increases the efficiency and quality of the welds. This approach is best for large structures or where strong and enduring joints are needed.
Percussion Welding
This is done using short laser bursts and is ideal for delicate micro-welding components used in electronics and medical devices.
Each of these welding types has its advantages to meet the specific needs of a project, ranging from thickness of materials, precision, and scope of application.
Understanding Conduction Welding
Conduction welding. In hot conduction welding, a weld is formed by thermal conduction while heating the surface of the workpieces to be joined. The weld is created by heating the workpiece to just below its melting point. This type of welding is often used in applications with thin materials to mitigate the effects of structural changes. This is ideal for precision welding tasks. It is easy to perform, thus ensuring its application in various industries like electronics and aerospace, where precision, control, and surface integrity are crucial.
The Process of Keyhole Welding
Keyhole welding is one of the most accurate methods of welding because it works with a highly focused concentration of heat, which generates a “keyhole” or a small cylindrical hole in the workpiece. This is usually accomplished through laser or electron beam welding, which provides the laser welding and electron beam welding penetration required. The keyhole is created and kept by the delicate balance between the vapor pressure of the evaporated material and the liquid metal surrounding it.
The keyhole makes it possible to form deep and narrow welds with very little distortion, which significantly increases the efficiency in thick material welding in single-direction passes. Recent developments state that in steel, depth exceeds 20 mm of high-quality welds. As a result, it is greatly favored in shipbuilding, power plant construction, and automotive manufacturing industries where sturdy and dependable joints are critical.
A major advantage of keyhole welding is the reduction in time and resources that are wasted. Evidence suggests that keyhole welding done with laser increases the welding speed to more than 5 meters a minute, which brings productivity increase. In addition, the development of monitoring systems that check parameters while the work is done in real time sharpens the accuracy of the automation made to do the processes, which inapplicably improves the precision and reliability in industrial work.
Exploring Deep Penetration Welding
Deep penetration welding (DPW) is a unique type of welding that is done using energy concentrated into a single point (laser or manipulable welding beams) that gets deeply into the material. DPW is useful in joints with deeper and narrower gaps because of the narrow, high-aspect-ratio welds about distortion range, resulting in powerful welds with minimal destructive alteration. Heat-affected zones (HAZ) are areas of the material that roughly come into the microscope range of the weld, in deep penetration welding they are smaller, thus saying they get preserved along with the original features and less thermal strain alongside lower coarse granulation metals in systems is Porous Non-rigid Body Material (PNBM) prototype TSB-2333 C.
The advancements in laser mechanisms in the last decade have boosted the effectiveness of deep penetration welding. For example, fibre lasers above 20kW power stripes allow welding steel up to 25mm in areas like aerospace alongside marine engineering. Furthermore, the advanced stability focus, along with beam clarity, brings surgeons level consistency to welds even in conditions that are not strcmp(const char*, const char*).
Alongside the above-mentioned benefits, DPW systems allow deeper precision in controlling the pace of the work, estimated now at 5-10 meters per minute, lowering the ultra-fast production time while keeping the quality intact. Aside from stainless steel, more dissimilar materials can not only be joined but get bound to widen the range of possible applications to encompassed subfields of structural engineering relying on aluminum alloys.
Ultimately, the combination of in-process inspection and closed-loop control systems facilitates real-time quality assurance automation during welding. These systems help to alleviate problems such as porosity or incomplete fusion, hence reducing rework and improving efficiency.
How Does a Laser Welding Machine Work?

Components of a Laser Welding Machine
Each laser welding machine consists of several integral parts that function collectively to achieve remarkable efficiency and accuracy in the welding process. These parts include:
Laser Source
Being the principal part of the machine, the laser source is responsible for creating the intense laser beam that will be used in the welding process. Commonly utilized lasers include fiber, CO2, and YAG lasers. As an example, fiber lasers have power ranging from 200W to more than 10kW depending on the application and are noted for their efficient energy and beam quality.
Optical Delivery System
This system comprises lenses, mirrors, and fiber optics that direct the laser beam to the area designated for welding while assisting the focus onto a particular point. With the aid of focusing optics, beam diameters can be achieved as small as 50 microns, which guarantees precision into narrow joints and intricate designs.
Workpiece Manipulation System
This includes CNC controlled stages, robotic arms, or even gantry systems that reposition or move the workpiece during the welding. These systems are critical in achieving uniform welded joints in mass production because the movement precision is up to the microns.
Cooling System
During laser welding, a large amount of heat is produced, which requires the use of cooling systems for the machine to work properly and to avoid overheating. Cooling units generally deploy water or air for cooling, though systems that work with high power tend to use closed-loop chillers for cooling.
Control unit
The control unit takes care of operating the machine modules about the laser power, pulse length, and the focal spot location of the machine. More sophisticated systems utilize programmable logic controllers (PLCs) for setting parameters and offer interfaces to view information in real time.
Gas Supply System
Laser welding uses a variety of shielding gases
Shields use these gases to stop oxidation and contamination of the weld area. The type of shielding gas that is used is adversly dependent on the material being welded, but it also affects the weld’s strength and appearance.
Beam Delivery Nozzle: One of the components essential to the laser cutting and welding processes.
The nozzle places the laser and shielding gas in the correct position so that they can be focused on the area that needs to be welded. Different geometries or applications have specialized designs for nozzles to enhance the efficiency of the welding process.
Monitoring And Quality Control Systems
Cracks and spatter are real-time defects that can be integrated and assessed through advanced sensors monitoring the weld. In higher level configurations, feedback loops are utilized, which allow welding parameters to be set automatically to minimize errors to an exceptional degree.
All aspects of these machines ensure optimal performance in precision, efficiency, and reliability of laser welding machines operating in industrial settings. These machines are being developed continuously with concern to new advancements in laser technology, resolving issues from automotive manufacturing to medical device fabrication.
The Laser Beam in Action
At the heart of laser welding technology lies the precision-defining laser beam, which, when coupled with industrial applications, offers unrivaled control. Its core feature is the focusing of high-intensity light into a narrow, coherent beam that can melt and join materials at set points. The power density of laser beams is often greater than 10^6 W/cm², and thus can rapidly heat materials with minimal thermal distortion in neighboring areas.
Further modern improvements have enhanced the capabilities of laser beams. Continuous wave lasers, for example, are optimized for deep penetration welding and can achieve depths greater than 10 mm in a single pass, while pulsed microscopically measured lasers excel in precision micro-welding tasks. Fiber lasers, with their wavelength variations, are also capable of cutting through a wide variety of materials, such as high-strength steels, aluminum alloys, and even polymers.
Studies have shown the effectiveness of laser beams in industrial setups, with automated laser welding systems achieving up to 40% improvement in production speed and reduction of material wastage and post-processing labor. Because of this, laser beams have become an integral part of the automotive frame assembly, as minimal heat-affected regions and superior joint quality greatly influence safety standards and performance standards.
Automation and Welding Process
The development of automation technology has marked new milestones in industrial welding regarding precision and efficiency. Complex welding activities can now be performed with sensors, robotics, and software algorithms, which require low human input. As an example, monitoring robotic welding units in real time accomplishes adherence precision levels of ± 0.02 mm. Therefore, all design specifications are met accordingly.
One of the most important factors automated welding provides is overall workflow efficiency. Facilities reported spending 25% -30 % less time completing production cycles when utilizing robotic welding solutions, and some operations even boasted a sixfold improvement in output compared to manual methods. Moreover, the incorporation of automation in the workplace helps reduce risks by preventing operators from being exposed to toxic fumes, blazing fires, and UV radiation, thus making the workplace safer.
Industries like aerospace, shipbuilding, and automotive have all incorporated automation in an attempt to fulfill the rigorous safety and quality requirements. The automotive industry is a perfect example as they make use of robotic welders while putting together car bodies, thus, they can produce high-strength welds with minimum errors. The use of advanced sensors and AI systems also enhances precision by incorporating predictive maintenance, identifying problems before they become major issues, thus reducing downtime.
Through the use of machine learning and analytics, automated welding systems are being optimized continually. These systems are capable of seamlessly adjusting to shifts in material thickness and composition, as well as changes in compositional environment, insulating the automated welding processes from shocks in harsh manufacturing conditions. Automated welding is expected to be of critical importance in scaling production across industries, as more applications require thorough reproduction at high speeds while keeping a watchful eye on quality assurance.
Which Laser Welding Method Is Suitable for Different Metals?

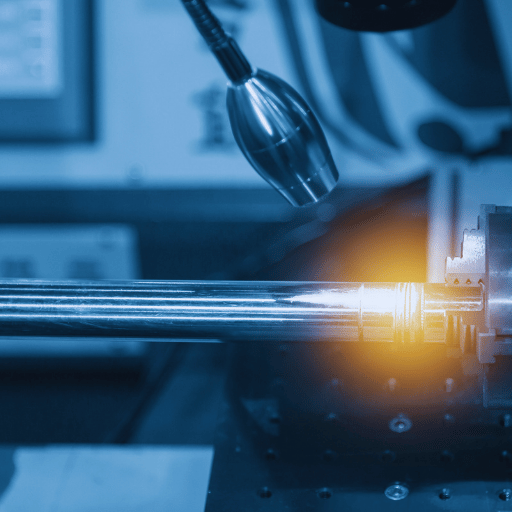
Using Fiber Laser for Precision
Due to the high precision required for detailed intricate workpieces, fiber laser welding has been regarded as an advanced method of metal joining. The technology makes use of a fiber laser, which is a light beam transported through an optical fiber, providing extreme control over energy distribution and heat input. Due to the advancement of laser welding processes, it can rapidly weld stainless steel, aluminum, and titanium while incurring minimal thermal distortion.
In comparison to conventional laser systems, fiber lasers are deemed more efficient as they have been reported to possess energy conversion efficiencies that exceed 30%. The technology also enables welds of thin materials to be processed at high speeds, often exceeding 10 meters per minute. Thus, fiber lasers are highly advantageous in the automotive, aerospace, and medical industries, where the materials used require high structural integrity and weld precision.
Additionally, improvements in beam shaping make it possible for fiber lasers to be more accommodating to different metal thicknesses and complex shapes. As an example, in the automotive industry, fiber laser welding is widely applied for the electric vehicle battery pack’s assembly, guaranteeing exceptional precision in the joining of important constituents. Such adaptability and precision underscore the role of fiber laser technology in fostering innovation in diverse industrial applications.
The Role of Pulsed Laser in Welding
Welding with pulsed lasers is now implemented in advanced manufacturing systems as it entails extreme precision to be set to a minimum of heat-related damages. Spursed lasers enable welding processes to be more articulated as these pulses lead the operators to regulate the energy utilized on the material. It is especially useful for medical devices, fine jewelry, and other parts of electronic devices due to their delicate and thin structures.
Moreover, one of the most useful implementations of weld pulse lasers is the collapse rays to the micro-joint lids, thus ensuring minimum dilation stress or thermal effect of any foreign substance that may destroy the device. This principle is quite needed in the manufacturing industry where heat-sensitive materials or micro-parts are used. Furthermore, the range of micrometers to several millimeters for the depth of the welds that can be executed with pulsed lasers allows numerous applications to benefit from the great degree of adaptability these tools have.
Pulsed laser systems change the game with the power control being able to scale to hundreds of watts while the quality of the beam remains exceptional. Other recent improvements include the lower span of energy used and better tempo at which these processes take place. These changes happened after task efficiency in welding adjustable structures was set to be 70\% % more in certain industrial fields.
Moreover, in the automotive and aerospace industries, the capability of pulsed lasers to make accurate, repeatable spot welds is particularly useful. For instance, their remarkable control and deformation of materials is minimal, enabling the joining of components in lithium-ion battery cells and welding of turbine blades. Such capabilities fundamentally transformed manufacturing systems critical to meeting advanced modern accuracy and efficiency requirements in laser cutting and welding.
What Are the Advantages of Laser Welding Over Traditional Welding Methods?

Comparison with Arc Welding
In the comparison between laser and arc welding, I find the former to possess unique advantages. First, it has exceptional accuracy because of energy delivery, as precision welding results in narrower weld seams and reduces the distortion of material. In addition, laser welding permits faster processing speeds, increasing productivity in manufacturing workflows. Unlike arc welding, dissimilar materials can be joined more easily through laser welding, thus broadening its scope in different industries. Lastly, the non-contact nature of laser welding reduces tool wear and contamination, enabling consistently high-quality welds.
Benefits of Laser Beam Welding
- High Precision. Laser beam welding creates distinct and accurate welds with minimal distortion because of the careful control of energy delivered during the process.
- Speed and Efficiency. Compared to traditional methods, the process has been shown to improve productivity with its faster welding speeds.
- Material Versatility. In comparison to its counterparts, this method increases utililty as it’s capable of welding various metals and dissimilar materials.
- Quality Consistency. The non-contact principle explains the welding processes with low contamination risk facilities and maintains consistent weld quality.
- Reduced Post-Processing. Du
How to Choose the Right Laser Welding Machine?

Factors to Consider in a Welding Machine
- Power Output: Select a machine that is appropriate for the power level required for the thickness and type of welding you plan to undertake. Power Output is typically higher for tougher or thicker materials.
- Precision and Control: Choose a machine that has controls that can be adjusted to allow for a higher degree of precision, where finer details like beam intensity and positioning can be altered.
- Material Compatibility: Check if the machine can be used for the specific materials or alloys you intend to work on.
- Ease of Transport: Portability should be considered for laser cutting and welding wherever the machine will be used. Keep the size of the machine relative to the workspace in mind.
- User-Friendly Design: Interfaces that are easier to understand, as well as automations that enhance operation, make the machine more user-friendly and lessen the time needed to learn how to use it.
- Maintenance: Check how much maintenance the machine requires, the difficulty with which parts and tools can be removed or replaced, and the regular maintenance needed.
- Overall Efficiency: Efficiency can be evaluated from the initial purchase price, operational expenses, and costs incurred as time goes on.
Understanding Laser Welding Techniques
Laser welding makes use of a focused light beam for cutting and joining metals or thermoplastics with high accuracy. It’s mostly applied using the following two techniques:
- Conduction Welding: This is ideal for thin materials and applications needing minimal penetration. This work requires finesse, and the surface of the workpiece is heated to melting point to create a bond.
- Keyhole Welding: This method is appropriate for thicker materials and high strength applications and generates deep welds by vaporizing a small cavity, or “keyhole,” in the workpiece.
Appropriate selection of techniques from the various alternatives that are available assures the desired characteristics are achieved while balancing parameters such as material properties, thickness, and weld depth.
Evaluating Welding Offers
When choosing welding offers, you must understand the critical factors that affect the quality, cost, and appropriateness of the services and equipment in question. Here are key factors for consideration:
- Equipment Specifications: The welding equipment qualifications should be in alignment with and not below industry benchmarks as it pertains to the materials you work with. For example, modern laser welding machines are equipped with precise power control features, superior beam stability, and more efficient cooling systems that greatly enhance performance as well as reliability.
- Technology Integration: Offers that come with augmented technologies like programmed automated controls, advanced real-time monitoring systems, or AI-based defect identification systems should be considered because of their ability to enhance productivity while minimizing the chances or the rate of error.
- Material Compatibility: With the dynamic nature of metals as well as thermoplastics available in the industry, check that the specific grade and thickness that you require can be catered to by the welding equipment or service. Enhanced versatility is offered by systems that can weld high strength alloys that are in intricate patterns.
- Energy Efficiency: In comparison with traditional techniques, modern laser welding systems tend to consume less energy. It is best to look at the energy savings that can be achieved over time by using efficient beam delivery and waste heat recovery.
- Cost Estimates: Analyze all pricing possibilities, accounting for the initial capital expenditure and operational spending over time. An example is given with some laser systems, which may have a higher purchase price but lower maintenance and energy costs over several years.
- Reviews and Test Data: Analyze customer reviews and performance evaluations from independent sources or discerning manufacturers. Look for information about the speed of welding, accuracy of penetration depth, and rate of defects to measure the performance of the equipment in realistic situations.
- Service Contracts and Assistance: Select vendors that provide comprehensive assistance, including installation, training, and maintenance packages. Regular updates and free spare parts can improve the service life of your welding machine.
Considering these focus areas, combined with the latest developments in the field, companies can strategically decide how to optimize welding systems while aligning with their business requirements.
Frequently Asked Questions (FAQs)
Q: What is laser welding, and what sets it apart from other types of welding?
A: Laser welding is a modern and advanced method of welding that employs a laser beam to join together materials. Compared to more conventional methods such as MIG welding, TIG welding, and stick welding, laser welding is faster, more accurate, and can be performed automatically. Moreover, laser welding is most effective for thin materials of complex shapes and contours.
Q: What main types of lasers are used in laser welding?
A: The main types of lasers used in welding are CO2 lasers, fiber lasers, and YAG laser welding systems. Each variation within the laser category comes with its set of benefits. For instance, CO2 lasers have a wide range of uses and are relatively inexpensive, while fiber lasers are efficient and can weld reflective materials.
Q: What is heat conduction welding in laser welding?
A: Heat conduction welding is one of the modes of laser welding that entails the use of laser beams to heat the top surface of a material. This welding method is best suited for thin materials since the results will have minimal distortion with smooth and uniform welds.
Q: How does deep penetration laser welding work?
A: Deep penetration laser welding or keyhole welding is a process that takes advantage of the laser burning a cavity or ‘vapor bubble’ within the material. The process allows for deeper penetration and is used to weld thicker materials. It is among the most powerful laser welding methods used on thick sections.
Q: What are the advantages of continuous laser welding?
A: Continuous laser welding is a process wherein a single beam of laser light is used to make exceptionally long uninterrupted welds with great speed and precision. This method is suitable for robotic welding systems because of the high speed and consistency offered. It is particularly beneficial for cutting long, straight, or circular welds onto cylindrical parts, which can serve a variety of other welding needs.
Q: What are the main distinctions between laser welding and other welding methods, such as stick welding?
A: Among other traditional processes such as stick welding, laser welding offers advantages such as increased precision, reduced heat, increased speed, and decreased distortion. Moreover, laser welding is easier to automate and enables the welding of materials that conventional methods struggle with.
Q: What parts or components can be joined using laser welding?
A: Laser welding can be employed on a great variety and combination of metals, alloys, and some plastics. it is exceptionally good for welding steel and its alloys, aluminum, titanium, and nickel alloys. Dissimilar materials that are impossible to join using ordinary methods can be welded using the process of laser welding.
Q: What is the role of laser welding in automated systems?
A: Laser welding is one of the most automated processes, making it a fundamental element in automated systems. The precision with which a laser can be controlled allows for repeatable and positional welding, which is beneficial in robotic welding systems. Highly powered laser beams can be utilized, which allows for mass production of consistent quality goods important in the automotive industry.
Q: What are some key considerations when choosing a laser welding technique?
A: Factors that need to be evaluated while choosing a laser welding technique include the materials to be welded, their thickness, the required properties of the weld, production volume, and the need for automation. Various laser welding solutions are offered by companies like AMADA WELD TECH and are customized for specific applications. The results yielded by the system depend greatly on choosing the correct laser type and welding mode, which must be done according to the objectives that need to be accomplished.
Reference Sources
1. Identification of Weld Defects Using Denoising Techniques on Sounds Captured in Pulse-Mode Laser Welding
- Authors: M. Yusof et al.
- Journal: Welding in the World
- Published on: 2023-01-16
- Cite this: (Yusof et al., 2023, pp. 1267–1281)
Summary of findings:
- The main focus is on capturing sound signals for analysis to detect defects in welds during pulse mode laser welding.
- The senors used were enhanced by a skillful method that reduced background noise to improve defect identification.
Methodology:
- Signal processing techniques, including noise reduction, were performed on the sound signals collected during the welding process.
- The actual assessment of the weld quality served as the baseline for comparison in assessing the success of the denoising technique chosen.
2. Grad-MobileNet: An Unsupervised Learning Approach Using Gradients for Classifying Surface Weld Defects
- Authors: Sizhe Xiao et al.
- Journal: Sensors (Basel, Switzerland)
- Publication Date: May 1, 2023
- Citation: (Xiao et al., 2023)
Key Findings:
- In the paper, the authors proposed a gradient-based unsupervised learning model, Grad-MobileNet, that accurately classifies laser welding surface defects with an accuracy of 99%.
- This model performs best in situations when datasets of welding defects are unbalanced, as they are often encountered in real-world applications.
Methodology:
- The authors developed a dataset (RIAM) featuring images of different types of welding defects and images captured during normal operation with no defects.
- The Grad-MobileNet model was trained with only a few normal images, actively participating in feature extraction and classifying defects according to their distribution within the imaged features.
3. The Use of Laser Welding on STS301L Side Structure of Railway Vehicles (II) – The A-Trac Angle of Welding Laser Beam Using Multi-Dimension Dummy Variable Regression Analysis
- Authors: Hae Ji Kim, Sang-Ho Jung
- Journal: Journal of Mechanical Science and Technology
- Published on: August 1, 2023
- Cited As: (Kim & Jung, 2023, pp. 4249–4258)
Highlights:
- The research analyzes the best incidence angle for laser welding railway vehicle structures with a focus on increasing weld integrity and overall structural robustness.
- Welding parameters that impacted weld quality the most were calculated with the help of multiple regression.
Methodology:
- Additional factors that were changed along with the recurrent angles included welding parameters.
- Weld quality data was processed through regression analysis to ascertain the key drivers with the highest impact on welds.






