With welding or any craft work, the technique, force applied, material used, and many other aspects affect the quality and strength of the end product. Among many, one of the components that comes to copper is the welding itself. Unfortunately, phrases such as “back weld” and “backing weld” are often misunderstood, leading to confusion even among experienced users. The purpose of this article is to show the differences between the two and explain their specific merits, uses, and how they contribute to welding processes. Space permitting, the article explains how copper backing is applied in these welding methods and the circumstantial benefits of each of these methods.
What is a Backing Weld and Why is it Used?

Obtaining the Fundamentals of Weld Joints
Weld joints can be defined as the points or edges of two or more materials (mostly metals), which are attached during the welding process. Main types of weld joints are butt joints, corner joint, lap joint, edge joint, and tee joint. Each differs from the next one in some aspects and is selected according to the set design, load capabilities, and materials used. The proper choice and preparation of a weld joint is important to the strength, durability, and the efficiency of the weld.
The Importance of A Backing Strip In Welding
One of the most important features of a backing strip is the guarantee of high quality of welds, especially with regard to welded joints of great thickness. Backing strips are applied to the rear side of the joint to facilitate the support and the assest that the base metals are completely fused for welding. The backing strip assists in reducing the weld defect by holding back the molten weld metal from flowing out of the joint. These defects include incomplete penetration, porosity, and lack of fusion.
Backing strips are often constructed of the same material as the base metals being welded, like copper or steel, and can be permanent or removable depending on the case. For example, the copper backing strips are faultless since their backing helps dissipate heat, averting excessive distortion of the metal. The use of ceramic backing strips is comparatively new with the advance of technology, and they are known to support many rigid applications because of their high-temperature stability.
In bottom-side welding, backing strips are useful where access to the other side of the joint is not available. Like in shipbuilding and pipeline construction, backing strips support the welds which need to be penetrated and reinforced, aiding in the structural strength. Some researchers suggest that backing strips in these cases can increase a weld’s durability by making it less likely to fail under load.
It is very important that the backing strip is installed accurately; otherwise, defects and poor performance will become more likely. Use of Inspection, fitting, and material selection should be handled with utmost care if the desired performance of backing strips for welding operations is to be achieved.
Knowing When to Use Backing in Welding Projects
Weld backing should be applied for fusion welding projects when there is a need to add support for strong and reliable welds. It is useful in applications where full penetration is necessary, like structural welds or high-pressure systems. Employ backing when working on materials sensitive to root defects and also when the weld joint requires additional support to bear the load. This technique achieves the best alignment of the welded parts, reduces defects, and increases the integrity and strength of the joint.
In what ways does the Copper backing enhances weld quality?
Benefits of Copper and its Properties in Welding Evolution.
Because of copper’s superb thermal and electrical conductivity, it can be used effectively in welding applications. Its high thermal conductivity minimizes overheating while ensuring that the weld is heated adequately, making it less likely for the weld defects to appear. Copper’s surface is also non-reactive, and therefore contamination is minimized. Its strength and softness allows it to be used in many joint configurations, thus better supporting the welded joint while improving the degree of penetration of the weld. This increases the quality of the weld and enhances reliability in critical applications.
Application of Copper Backing in Pipeline Welding
Pipeline welding is made easier by using copper backings, because copper backing offers stable support to the weld and improves control of the heat. It provides even dispersal of heat to prevent common problems like distortions as well as burn-through and ensures precise welds during critical pipeline applications. The copper’s strength and fusion to contaminants also improve the cleanliness and consistency of the welds, which makes it an important tool in maintaining the structural integrity in pipelines.
Comparison Between Ceramic and Copper Backing Materials
- Heat Resistance. Ceramic backing materials are excellent else where very high temperature is concerned, they are highly resistant to temperative because they can sustain deformation. Copper can withstand lots of heat, yet he has the capability of relieving more thermal stress.
- Reusability. Copper backings are very tough and strong, thus they can be re-used many times over while ceramic backings, because of their brittle nature, are prone to cracking, are single-use.
- Welding Quality. Copper also makes the welding quality better; Contaminations are reduced because backers are cleaner. To the rest of her , copper does not help much. As has been written above, ceramic helps, yet for supporting molten metal lee out it does strong barrier, yet it can be damaged if untended.
- Cost Efficiency. Porcelain backing cacurada cost wise but copper comes with more cost initially. Copper though he has a lot of savings post utilization because of their toughness, durability, and being non perishables at most.
Having analyzed the varying arguments in favor of each materials, it becomes evident that it all depends on the particulars of the functioning of the welding robotics; the type of the order, the power of the welding, the financial means.
Different Techniques of Welding Backing Welds
Improving Backing Welds by Optimizing Procedures with TIG Welding
To improve the efficiency of TIG welding procedures with backing welds, the following practices must be ensured always:
- Joint Preparation – Cut the joint so that the weld has a clean surface that is free of oil, rust, dirt, and other unwanted contaminants. Such preparation prevents weld defects and enhances the overall qualiy of the weld.
- Heat Control – Control the welder’s output current and the welder’s heat very carefully to ensure that there is no overheating of the workpiece as this can lead to the melting undermost backing material and weld, damaging the integrity of the weld.
- Choice of Electrode – Use a tungsten electrode which most suits the material being welded. An example is using 2% thoriated tungsten wich is better suited for high quality precision welds.
- Compatibility of Backing Material – The backing material is used for backing the workpiece and should be compatible to the workpiece for better support and less thermal stress during welding.
Adherence to these steps gives an upper hand at common problems like porosity or incomlete fusion along with weld quality and uniformity issues.
Achieving Full Penetration with Welding Procedure
In welding, there are a few elements that, if properly addressed, will enable achievement of full penetration.
- Proper Preparation of Joint – Thoroughly clean welding surfaces to remove unwanted materials and prep the joint by aligning and aiding the bevel if required.
- Optimum Heat Input – For the set base metal thickness, select the correct Amperage and voltage for the base material so that the weld is guaranteed to penetrate all the way through the joint.
- Correct Travel Speed – With constant travel speed which is controlled, too much heat must not be allowed in order to avoid overheating or undercutting.
- Employing Backing Techniques – Where applicable, a backing bar or purge gas can be used to control the weld pool and enable full penetration to be achieved.
By controlling these factors, full fusion of the joint can be obtained, which results in a stronger and more reliable weld.
Importance of Weld Symbol in Back Weld Processes
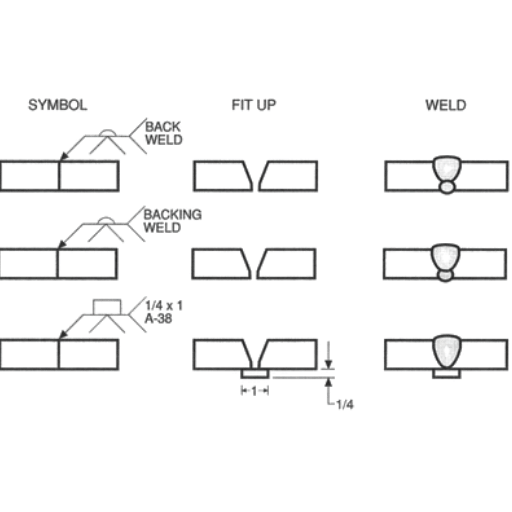
Weld symbols are a critical component of back weld processes as they facilitate clear information exchange regarding weld requirements and other information. Each symbol serves as a device to assign information regarding joint configuration and welding procedure required along with the desired results of the final weld. AWS (American Welding Society) standards emphasize that weld symbols are basic elements to assist in the avoidance of distortions in interpretation during the periods of fabrication and construction.
The back weld symbol, in particular, refers to the placement and method of application of the weld reinforcement on the opposite side of a joint. This is done to guarantee that there is complete penetration and structural integrity of the weld joint. The importance of this is pronounced in high-stress situations such as in pressure vessels and aerospace structures, as well as in piping systems where welds are made because of their incompletely penetrated thickness, as such defects can lead to disastrous failures. There is evidence that developing a clear and unambiguous system of welding symbols reduces the error level by as much as 30% and makes the fulfillment of projects more efficient.
Weld symbols also make sure there are no loose ends which aids in the communication between the design engineers, the fabricators and the quality inspectors. This minimizes the amount of rework that’s needed and increases adherence to quality control criteria like ISO 5817 which controls the level of flaws and imperfections in welds. Moreover, modern CAD systems incorporate libraries of weld symbols, eliminating the need for manual entry and therefore reducing the likelihood of typographical errors and ensuring that there is uniformity in the information given in the technical drawings. Following these recommendations will ensure that the professionals achieve the necessary degree of quality of back welds regarding the operational safety and performance requirements.
Reworking Aspects for Achieving Weld Quality with Backing.

Inline Strategies for Obtained Complete Joint Penetration (CJP)
In order to attain Complete Joint Penetration (CJP), implement the strategies below:
- Proper Joint Preparation: Thoroughly clean and prepare the base metals by eliminating any rust, oil, or debris so that optimal weld penetration is achieved.
- Correct Groove Design: Employ proper groove angle and root opening in regard to the material thickness and requirements of the welding process.
- Preheat as Required: Preheating of the material is helpful and reduces the potential for weld defects, especially in thicker or alloyed steels. Adhere to what is provided by pertinent welding codes.
- Select Appropriate Filler Material: Choose a filler welding material that corresponds to the base metal being worked on to ensure strength both during and after the welding.
- Employ Backing Materials: Attach backing bars, rings, or ceramic strips which will allow support for the weld pool so that full penetration is achieved.
- Skilled Practice: Use certified welders who are highly skilled and can ensure that a uniform technique is executed consistently while adhering to the specifics for the project.
These collectively increase the chances of obtaining a reliable and consistent CJP weld within the safety and structural limits.
Strategies for Preparing the Root of a Weld Joint
- Clean Up the Root Area: Make sure the root of the weld joint is free of any grease, oil, rust or dirt that could contaminate it. For unwelded joints, use a wire brush or grinder. If a welded joint, use a chemical cleaner.
- Edge Preparation: Prepare the edges of the joint with the appropriate welding technique such a bevel or groove which will enable adequate penetration. Use the prescribed joint designs contained in the relevant welding codes.
- Correct Alignment: Ensure that the joint is correctly positioned so that the root gap space is constant. This helps avoid conditions which can produce poor weld fusion.
- Preheat When Necessary: When working with certain metals, preheat to control thermal stress and minimize defects such as cracking. Do not forget that preheating is based on the specific standard of the material.
- Root Gap Check: Check the root gap and make sure it complies with the requirements put in place for the welding process chosen. The joint gap must be constant all along the length of the joint.
Applying these measures will ensure the welds produced are optimally strong and do not have any defects.
Maximizing the Use of Grinding Techniques in Welding
As an accompanying skill for welding, grinding can be useful to enhance the quality of the weld. Before welding can commence, grinding must be performed to eliminate any rust, paint, and other surface level contaminants. This allows for deeper weld penetration while decreasing the chances of multiple defects occurring. After welding, grinding can be utilized in the polishing of the accompny bead by eliminating the slag or spatter. This increases the structural integrity as well as the aesthetics of the weld. The final weld is best when the proper tools and abrasive materials are used relative to the particular metal being worked on. It is advisable to follow proper safety practices for a safe grinding procedure which can include wearing some protective clothing.
Seeking to comprehend the distinctions of Backing Weld and Weld joints.
Comparison Between Back Weld and Main Weld.
The principal weld, also known as main weld, describes a defining weld performed to amalgamate two metal components on the structure to guarantee continuity. This figure demonstrates the most complex and principal weld within any structure.
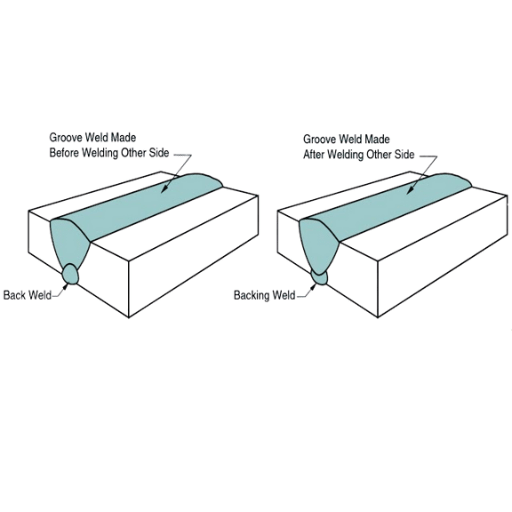
A back weld is a weld made to the reverse side of a joint to help support the primary weld if needed. It is a form of a single-sided groove weld. Back welds are used for certain joints that need to be stress relieved to ensure complete penetration, and to help eliminate voids or lack of fusion, especially in high stressed joints.
Examples of key distinctions are located in their objectives and placement. While main weld aims to create a good connection, back weld aims to enhance strength and as a result, reliability. Both are equally important in providing quality joints that do not have defects in Critical applications.
The Side of the Weld: Front vs Backside
The front side of the weld refers to the surface or side of the joint which, in most cases, has the main weld bead deposited on it. It is mainly the side exposed to view of the member, and it is critical to the strength of the weld.
The backside of the weld is where additional working like backing welds, if necessary, are made to reinforce the connection. This side takes care of making sure there was complete penetration and fixes any possible issues like incompletely fused defects enhancing the integrity of the weld. In critical uses, both ends need to be checked and properly processed in order to get a reliable weld done, which have certain standards.
Situations Where Back or Backing Welds are Needed
These welding methods are often used in industries where the integrity of the joint is as important as the aerospace industry, the construction of pressure vessels, or pipe fitting and structural building. These welding methods have a great advantage in cases where there is a requirement for good penetration and a low probability of failure because of stress or pressure imposed on tight joints.
For instance, with pipe welding, back welding guarantees that the internal weld root is fully penetrated and capable of sustaining full strength which is necessary for pipes that transport high pressure liquids and gases. In the same way, for the manufacturing of pressure vessels, back welds do help to strengthen the joint so the vessel can take the internal pressure without compromising the structure.
The data shows that certain sectors, like petrochemical and power generation, tend to employ back welding in order to meet tight safety compliance. Proper implementation of back welding procedures during fabrication is proven to minimize weld failure by as much as 40%, illustrating its efficacy in enhancing reliability.
Furthermore, back welds are crucial in meeting welding codes and standards, such as ASME or AWS. These guidelines frequently suggest or mandate back or backing welds for critical joint applications to enhance safety and functionality. These methods that strengthen pore fusion while correcting flaws are crucial components of modern welding methods.
Frequently Asked Questions (FAQ)
Q: Differentiate back weld from backing weld.
A: A back weld is performed after the front side of the weld has been completed, while a backing weld is done prior to the main weld. A backing weld becomes integral with the joint during the fusion process while a backing weld serves the purpose of reinforcing the main weld.
Q: What materials are most popular for backing welds?
A: A backing weld can be manufactured from several materials such as copper, ceramic materials, or even base metals of the materials being welded. Copper’s popularity arises from its heat conductivity as well as its non-stick features. Other welders do use some form of the temporary backing strips made out of copper sheet or other materials which undergoes removal post welding.
Q: What is the impact of copper backing on the welding process?
A: Copper backing assists in managing the weld pool and mitigating burn-through during the root pass. As a heat sink, it enables smoother penetration on the front side and better welds. The copper sheet can position and size the weld bead using reference lines and does so easily.
Q: When is it necessary to complete a backing weld first?
A: In certain complex and critical applications, it is mandated in the WPS to ensure full penetration and support of the primary weld that a backing weld is completed first. This holds true for high-stress joints and thicker materials where there is inherent risk of damage or distortion to the weld joint.
Q: Is copper backing appropriate for all metals?
A: Not all metals can accept copper backing, despite its versatility. Stainless steel alloys and most steels accept it. However, some aluminum alloys that are copper sensitive need to use other forms of backing. Always consult your WPS or a welding engineer for specific material compatibility.
Q: How do you get rid of copper backing after welding is done?
A: Copper backing is designed to be removed, and so it is not mechanically fastened to the weld. After welding, it can usually be removed after lightly tapping or prying it off the weld seam. In some instances, gouging, or back gouging that removes residual copper to ensure a clean weld profile, may be required. Always observe safety measures when working with backing materials.
Q: Could you discuss some benefits of using copper backing in welding?
A: Copper backing provides many benefits, such as the reduction of burn-through on thinner materials, enhancement in the support of the weld pool during penetration, and improvement in the root side appearance of the weld and decrease in the need for back gouging. In addition, it encourages faster welding speed and reduction of welding holes or other defects in the root pass.
Q: What are the disadvantages of using copper backing on a weld?
A: There are limitations to the favorable aspects of copper backing. It may add costs for materials as well as for time/effort in preparation, might need some particular fixture to support the backing, and it can result in the inclusion of copper to the weld if not properly used. Also, the backing has to be cut off, which complicates the welding procedure.
Reference Sources
- Title: Penetration Estimation of GMA Backing Welding Based on Weld Pool Geometry Parameters
- Authors: Junfen Huang, Long Xue, Jiqiang Huang, Yong Zou, Ke Ma
- Journal: Chinese Journal of Mechanical Engineering
- Publication Date: 2019-06-18
- Key Findings:
- The objective of this research is to estimate backing welding using Gas Metal Arc (GMA) processes through weld pool geometry analysis.
- This offered understanding regarding the optimization of welding methods in the authors proposed model which linked the weld pool geometry parameters with penetration depth.
- Methodology:
- To develop a predictive model for penetration depth, the researchers undertook experiments and calculated the geometry of the weld pool formed during GMA welding.
- Title: Study on Backing Weld of MANAURITE 900 Alloy Furnace Pipe
- Authors: Wang Xiaoju
- Journal: Hot Working Technology
- Publication Date: 2021-04-28
- Key Findings:
- The utilization of MANAURITE 900 alloy furnace pipes requires meticulous attention to preserving oxidation and ensuring the weld quality. This paper also highlights the need to protect the rear side of the weld during backing welding.
- As the study has shown, employing a particular welding shielded flux improved the quality of the weld and decreased oxidation.
- Methodology:
- The author tested the weld quality with multiple tests after comparing the classical backing welding techniques together with a particular flux to backing welding with a specific flux.
- Title: Numerical simulation on an effect of backing plates on joint temperature and weld quality in air and immersed FSW of AA2014-T6
- Authors: N. Ghetiya, Kaushik M. Patel
- Journal: The International Journal of Advanced Manufacturing Technology
- Publication Date: 2019-08-29
- Key Findings:
- This research explores the impact of backing plates on temperature distribution and weld quality during Friction Stir Welding of AA2014-T6 aluminum alloy.
- The findings suggest that backing plates, when used, can enhance weld quality considerably by safeguarding the temperature conditions.
- Methodology:
- The authors conducted numerical simulations to estimate temperature fields during FSW and studied how different configurations of backing plates impact temperature rise and weld quality.
- Title: The effects of double groove type on the backing weld penetration in swing arc vertical-up MAG welding
- Authors: X. Cai, S. Lin, Y. Cheng, D. Yang, C. Yang, C. Fan
- Journal: Welding in the World
- Publication Date: 2019-06-01
- Key Findings:
- This study investigates the effects of various double groove types on backing weld penetration in swing arc vertical-up MAG welding.
- The research arrives at the conclusion that certain configurations of grooves can assist penetration and enhance the quality of the weld.
- Methodology:
- The authors performed experimental welding with different groove configurations and calculated the resultant weld penetration and quality.
- Welding
- Steel