



Types of CNC Machines: A Complete Guide to Every CNC Machine Category
Quick Specs
| Types Covered | 10 major CNC machine categories |
| Most Common | CNC Milling / Vertical Machining Center (VMC) |
| A×is Range | 2-a×is to 5-a×is (and beyond) |
| Tolerance | ±0.001″ – ±0.005″ (process-dependent) |
| Materials | Metals, plastics, wood, composites, ceramics |
| Price Range | $2,000 (desktop hobby) – $500,000+ (production 5-axis) |
Knowing about the different types of CNC machines available on the market today is the first step toward choosing the right one for any project. Starting a prototype shop or a high volume part production line or a custom fab shop all have one thing in common—the machine you select; drives its tolerances, cycle times, and costs per component. On average, the worldwide CNC machinery market was worth $74.82 billion in 2025 and this market continues to grow as more industry sectors seek to automate their machining processes.
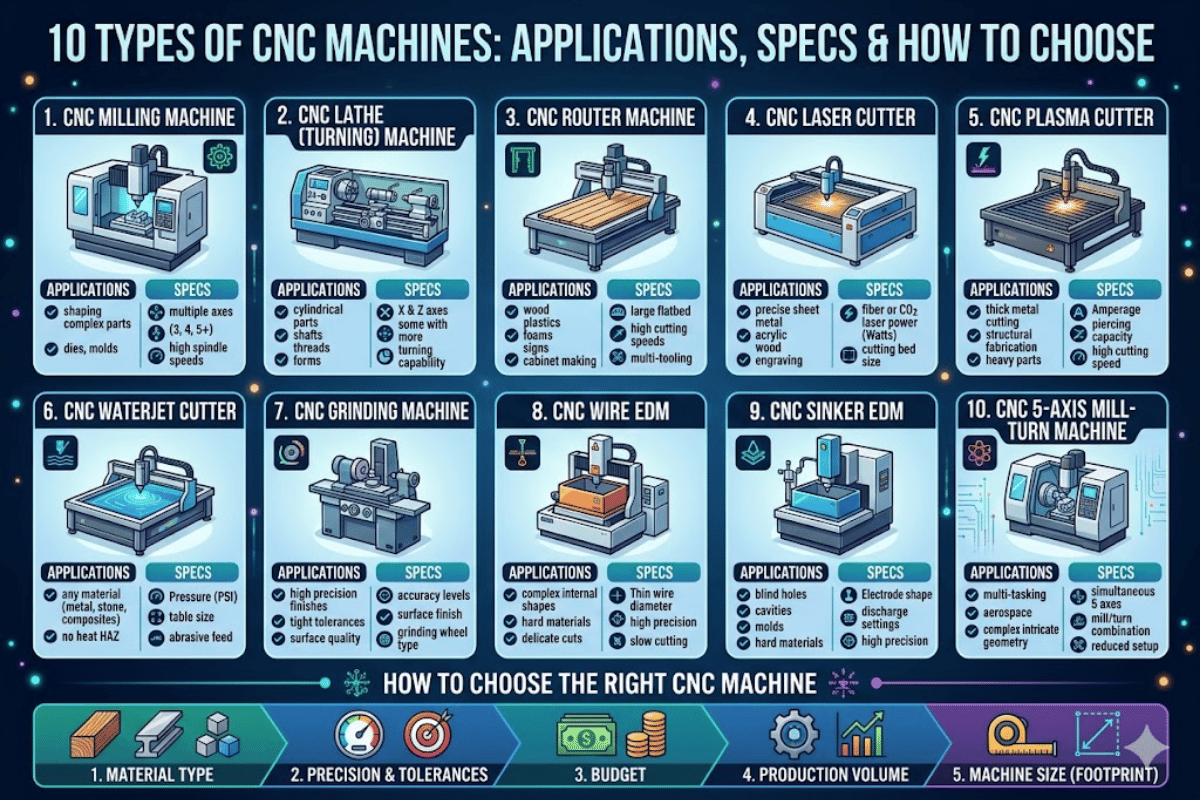
This guide highlights 10 different CNC machines classifications, compares their specs against actual data and gives you a “starting point” selection on how to match machine specification to your demands.
What Is a CNC Machine and How Does It Work?
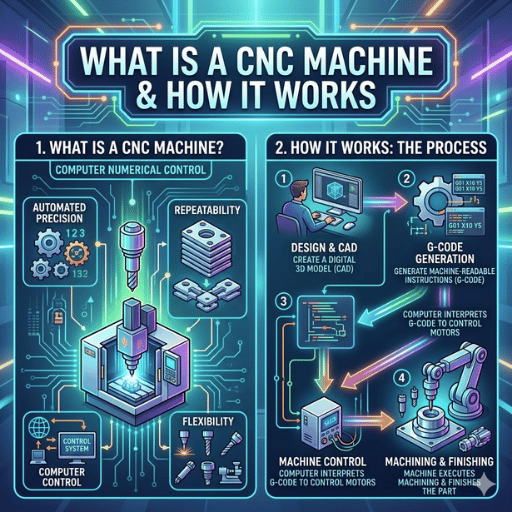
CNC takes its name from Computer Numerical Control. It is simply a system where an inexpensive computer reads a program in the form of G-code and M-code and then interprets those commands into physical motion of all the necessary parts such as an end cutting tool, spindle, and work table. The program itself is a computer file that for example allows the tool to make interpolated moves across an x-axis and or along a y-axis to create a finished physical result.
The increased computer control defines today’s CNC machines. The original ability to translate the physical data was developed from numerical control programs (NC) at MIT in the 1950s. Today, CNC units on a modern manufacturing shop floor use microprocessors that interpolate curves, compensates for tool wear and runs multi axis motion paths simultaneously.
To know how a CNC machine works one must first understand repeatability. An experienced hand machine can maintain 0.005″ on a good day. A CNC mill running in a dimensional window is able to maintain that tolerance shot after shot, shift after shift, without tiring.
It is that type of reliability that makes CNC be known for being purchased in the aerospace, medical device, automotive and electronic industries.
So what does this mean for your shop floor?
It means the type of machine you select decides how tight you can hold dimensions, how quickly you can cycle parts, and how much operator experience is required – cylindrical, general machining center, or high-precision grinding. The CNC industry conforms to worldwide standards – ISO 2768 sets the general machine capabilities design engineers can count on, and ASME Y14.5 covers the agreed upon language of GD&T.
📐 Engineering Note
Standard C.N.C. tolerances by process – milling 0.001″ – 0.005″, turning 0.0005″ – 0.003″, grinding 0.0001″ – 0.0005″, edm 0.0002″ – 0.005″. These are the ranges that can be achieved., conditions are machine, fixturing and ambient air temperature.
Even veterans of the machinist trade crash the machines, scrap runs, and blow out cutters – the CNC control system reduces, but never totally gets rid of, operator input errors in setup and programming. The machine simply does whatever the program says, which means you’ve gotta do it right the first time.
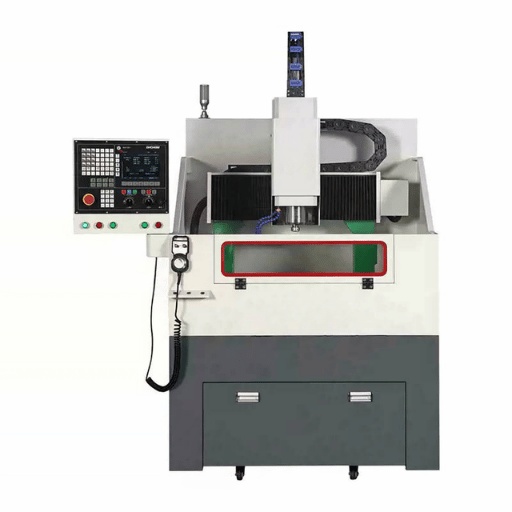
CNC Milling Machines

CNC Mill -A CNC mill is a mill that can cut using rotating cutters that can operate in multiple axes. The CNC mill is the backbone of the manufacturing world. Whether it’s a small job shop or a tier-1 aerospace supplier, a CNC mill likely still has a place in the shop.
CNC mills can do face milling, slot milling, pocket milling, contouring, and drilling.
Two configurations: Vertical Machining Center (VMC) and Horizontal Machining Center (HMC) are most common. The tool spindle orientation dictates the chip evacuation, the coolant access at the cut, and the kind of fixturing to use. Let’s look at the numbers:
| Feature | VMC (Vertical) | HMC (Horizontal) |
|---|---|---|
| Spindle Speed | 8,000–12,000 RPM | 6,000–15,000 RPM |
| Table Size | 500×250mm – 1,500×700mm | 400×400mm – 800×800mm (pallet) |
| Typical Tolerance | ±0.001″–±0.003″ | ±0.0005″–±0.002″ |
| Price Range | $30,000–$150,000 | $80,000–$500,000+ |
| Best For | General-purpose work, prototyping | High-volume production, tombstone fixtures |
A tier-1 automotive supplier machining aluminum transmission housings elected HMC over a VMC. The 4th-axis tombstone fixture cut 4 parts per cycle, lower the each part cost by 38% and cycle time from 22 minutes to 14 minutes. That decision covered the purchase cost of the machine in less than 2 years.
“For 80% of job shop operation, a good 3-axis VMC is the correct first machine. You only move up to HMC when your volume pays for the pallet changer and your parts actually need the horizontal chip flow. A HMC is just an over-built expensive idle shop time.”
— Senior Manufacturing Engineer, Automotive Tier-1 Supplier
What Type of CNC Machine Is Most Commonly Used?
CNC milling machine, particularly VMC-machines, are the most common CNC machines installed nowadays. They dominate CNC milling work in job shop, contract manufacture and directly corporate internal production. It is simply because a 3-axis VMC can process the most part forms at the minimum beginning level cost.
The tremendous price difference can be explained by the efficiency level of different axis control. 3-axis CNC milling would cost customers around $40/hr in usage. Simultaneous 5-axis milling costs would ranges from $150/hr to over $300/hr depends on materials and shape. To avoid expensive waste of 5-axis hole-making operations, shop trainer pressure skilled operators to allocate 5-axis operations on real needed parts.
CNC Drilling Machines
Dedicated machine are CNC drilling machine as milling may drill but milling machine are not efficient for this purpose. If you need to make thousand identical holes like PCB manufacturing, heat exchanger tube sheets, or steel framework, dedicated CNC drilling machine can do it fast as well as cost-efficient.
Some CNC drilling machine uses multi-spindles head to do four, eight, even sixteen holes each time, but shop has to sacrifice the flexibility of contour and pocket cuts because it can only make one certain hole shape.
G83 – peck drilling cycle. If the depth of your hole is greater than three times the drill diameter, use peck drilling cycle. Repeatedly retract drill fully to clear the chips, prevent the chips pack around the drill and stress load it. Increase the retract to 1mm for aluminum, some chips are simply stringy and pack very aggressively.
📐 Engineering Note
Medium Tolerance class Nofitih-m for CNC milling: 0.1mm for work piece with 6-30mm dimension and 0.2mm for workpiece with dimension 30-120mm and no tight tolerance specified on drawing available.
CNC Lathes and Turning Centers
A CNC lathe machine rotates the bar stock against stationary or driven (live) cutting tool. Any part with rotational symmetry like shaft, bushing, screw, flange can be perfectly machined. All lathe machines nowadays are CNC controlled because of the high programalbe tool path which can reduce the skill and positioning error caused by manual lathe operation. Workpiece is fixed along the central axis while tool can only move along the moving form in X and Z and once programed, can produce even complex shape automatically. The new CNC turning machine even integrates live tooling or driven-spindle milling and C-axis in the turret, which takes the line between lathe and milling.
Your most significant choice in CNC turning is conventional vs. Swiss-type. Conventional lathes support work in the traditional manner. Parts are clamped in a chuck or collet and can accommodate large diameters, although this limits your length-to-diameter ratio. Swiss types feed bar stock through a guide bushing, supporting the part right at the cutting point. This design allows for incredibly long parts and micron levels of concentricity on small diameters.
| Feature | Conventional CNC Lathe | Swiss-Type CNC Lathe |
|---|---|---|
| Part Diameter | Up to 600mm+ | Typically ≤32mm |
| Length-to-Diameter Ratio | Up to 10:1 | Up to 20:1 or higher |
| Concentricity | ±0.005mm | ±0.002mm |
| Best Application | Shafts, flanges, large cylinders | Medical screws, watch components, pins |
| Price Range | $15,000–$60,000 | $80,000–$250,000 |
Operators of Swiss lathes often identify guide bushing adjustment as the primary variable affecting sub-micron concentricity on medical bone screws. If you do not address guide bushing position, programming brilliance will have no impact on runout.
Implementing a 3-jaw chuck when machining thin-wall parts (walls thinner than 2mm). Applying the same clamping force to a 3-jaw chuck causes deformation as the part springs back upon release, leading to dimensional variance. To avoid this problem, either use a collet chuck or machine custom soft jaws to fit the finished outer diameter of your part.
CNC Router Machines

CNC routers are very similar to CNC mills except they are designed to run softer materials and different set of cutting conditions. While a mill is built rigid enough to cut steel, a CNC router sacrifices rigidity for large work areas and high traverse speeds on softer materials: wood, MDF, acrylic, foam, composite panels, and soft aluminum.
When comparing a CNC mill and CNC router, consider these factors: with softer materials than aluminum and a Z-depth no greater than 100mm, a CNC router is a less-expensive option in nearly all cases. Everything else favors a mill.
✔ Advantages
- Large cutting area (4×8 ft or larger)
- High traverse speeds: 500–1,500 IPM
- Lower price: $3,000 (desktop) – $100,000+ (industrial)
- Multi-head options for nested sheet cutting
- Vacuum table holds sheet goods without clamps
⚠ Limitations
- Less rigid than mills, unsuitable for machining hard metals.
- Gantry-style frame deflects under heavy cutting loads
- Tolerance typically ±0.005″–±0.010″ (wider than mills)
- Dust extraction is mandatory for wood and composite work
- Tool wears quickly when operated beyond material conditions for which it was designed.
Vibration is CNC router’s main weakness when attempting to cut harder materials. Anal sessions in steel cutting on routers have cited rapid tool wear in just minutes, as well as poor surface quality and dimensional instability. The massive mass and aggressive torque necessary to mill steels is simply beyond what these machines can provide reliably.
CNC Plasma Cutting Machines

CNC plasma cutters entail an electrically initiated plasma arc – reaching temperatures as high as 40,000F (22,200C) – melting and propelling a high velocity jet through electrically conducting metals. This is the premier process for cutting sheet metal and plate up to 50mm thick – peaking at cutting speeds of over 200 inches per minute in thin grades of steel.
A CNC plasma cutter integrates a high velocity plasma torch with a motion-tracked gantry while using CAM software to generate feed commands. While this process is relatively uncomplicated: import a DXF, select process parameters, cut – that straightforwardness makes plasma the simplest thermal cutting technology available for small-to-mid sized fabrication shops.
- Nitrogen — stainless steel. Clean, oxide-free edge.
- Compressed air – mild steel. Cheapest choice, forms a slight oxide layer.
- Argon-hydrogen blend – aluminum. Helps prevent dross built up on aluminum.
Material-specific gases are the dominant factor governing quality of cut edge after amperage and velocity settings.
📐 Engineering Note
Plasma width of cut: 0.06″-0.15″, depending on amperage and material thickness. The depth of the heat affected zone will normally be between 0.5-1.5mm, which becomes notable if your secondary process involves welding or hardening near the cut face. Price: $12,000-$300,000.
CNC Laser Cutting Machines

CNC laser cutters use a laser that delivers a concentrated beam of light which can be used to heat, vaporize, or thermally crack material along a programmed cutting path. The two main types are carbon dioxide gas lasers and fiber (solid state). your decision on which kind to use will depend mainly on what youre cutting and how fast you want to cut.
The wavelength at which a, CO2, laser operates is 10.6 m, a wavelength at which commonly encountered non-metals (wood, acrylic, fabric, glass) absorb. The wavelength of the lasers emitted by a fiber laser is 1.06 m, a wavelength at which metals absorb much more easily. This physics difference is the reason for the entire market split.
| Feature | CO2 Laser | Fiber Laser |
|---|---|---|
| Wavelength | 10.6 µm | 1.06 µm |
| Best Materials | Non-metals, thick acrylic, wood | Metals, thin sheets |
| Cutting Speed (1mm steel) | ~3 m/min | ~8 m/min |
| Power Range | 20W–6kW | 500W–30kW+ |
| Electrical Efficiency | 10–15% | 30–40% |
| Maintenance | Higher (mirrors, gas replenishment) | Lower (solid-state, no gas path) |
| Price Range | $5,000–$80,000 | $15,000–$300,000+ |
Market Stats speak for themselves. Fiber laser share expanded from the sub 15% of industrial laser systems record in 2010 to 50%+ in 2020. Globally, laser cutting machine market has reached 6.85 bn USD (2025) and is growing at 8.5% CAGR.
Fiber is cannibalizing CO2 for the metal cutting market; CO2 sustains its position for non-metal application on account of absorption physics.
Substitution of CO 2 lasers by fiber lasers was the main trend in the industry marketplace during the 2010s. By 2020 over 50% of all industrial laser system revenues had come from fiber lasers.
— Optech Consulting, Laser Market Analysis
Various processes give both the fiber and CO 2 option for shops that can ship metals and non-metals. But higher power fiber lasers (12kW+) are now able to cut thicker plate than ever before that needed a CO 2 cut, which shifts the economics again. Curious about the larger story?
Check the environmental effects of laser cutting or how to do rotary laser marking of a part. Or check out Laser Etching Plastics if non-metal marking is important.
CNC Electrical Discharge Machines (EDM)

The electrical discharge machining is accomplished by providing a series of rapid and controlled electric sparks to ablate material from the work. There is no cutting force involved in EDM process; no mechanically working on the material is performed; instead a thermo-erosion phenomenon occurs by each spark. Hence, EDM is the only capable process of machining the material of hardness of 60 + HRCs or bigger than that or unbelievable aspects ration of aspect depth to width which no rotating cutter can produce.
There are two types of Edm, Wire and Sinker. Wire EDM uses a thin brass or molybdenum wire (0.1-0.3mm diameter) fed through the workpiece, as if saw-cutting a job on a bandsaw but at geometrical accuracies that would be impossible with a bandsaw. Sinker EDM uses a shaped electrode (classically graphite or copper) to plunge into the workpiece, producing cavities, blind pockets and complicated three-dimensional shapes.
| Feature | Wire EDM | Sinker EDM |
|---|---|---|
| Process | Thin wire erodes through-cuts | Shaped electrode sinks into workpiece |
| Surface Finish | Ra 0.1–0.8 µm | Ra 0.2–1.6 µm |
| Accuracy | ±0.002mm | ±0.005mm |
| Market Share (2024) | 48% of EDM market | ~35% of EDM market |
| Best Application | Through-cuts, extrusion dies, stamping tools | Cavities, blind features, mold cores |
| Price Range | $50,000–$250,000 | $30,000–$150,000 |
A suspect finding: about 25% of the market share for the mold making is only; however, most people do not know that is in the led. Wireless EDM has the biggest market share of 48%, which gained from the demand of automotive and aerospace stamping tool market. The total EDM market has reached $3.3 billion in 2024 with an annual compound growth rate of 5.2% through 2034.
A mold shop had to mill a deep-rib cavity (0.5mm wide, 30mm deep) in hardened H13 to 58 HRC. CNC milling would not cut the 60:1 depth:width ratio. Wire EDM was used to cut it in one pass (accuracy 0.002mm), saving a costly secondary benching operation adding 8 hours/spindle to every mold.
EDM is not “only for exotic materials.” Most EDM work is carried out on everyday tool steels, H13 D2 S7 A2 etc that just happen to be heat treated too hard for a carbide end mill to handily machine through. Any conductive material can be wire EDM-ed, regardless of its hardness.
CNC Grinding Machines
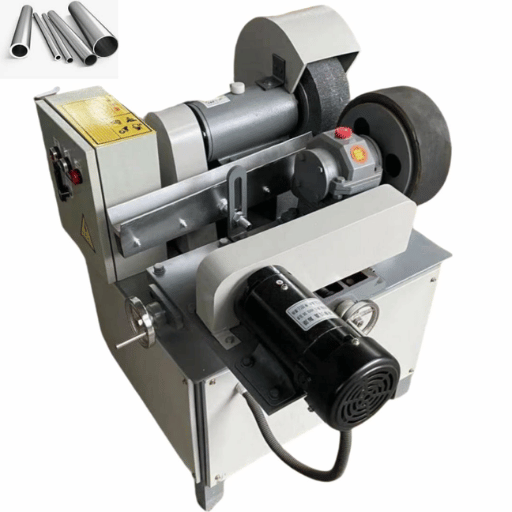
Once tolerance requirements are less than 0.001″ and surface finish specifications call for Ra values of less than 0.2 m, you are into grinding territory. CNC grinding centers use a spinning abrasive wheel – not a cutting tool – to grind away very small amounts of metal with incredible precision.
Three main types serve different geometries:
- Surface grinders – create flat surfaces with flatness of less than 0.005mm over 300mm
- Cylindrical grinders – grind OD and ID surfaces with roundness of 0.002mm (further dividing into OD and ID grinding)
- Centerless grinders – high volume cylindrical process – runs pins, shafts and rollers in batches without centering each piece individually
📐 Engineering Note
CNC grinding prevents tolerances of 0.0001″ (0.0025mm) and surface finish Ra 0.05-0.2 m. Typical abrasive choices: aluminum oxide for common steel grinding, CBN (cubic boron nitride for hardened steel over 50 HRC, diamond wheels for carbide and ceramic materials. Price range: $5,000-$50,000+ depending on size and level of automation.
Grinding is almost always a secondary operation. Components are roughed out on a mill or lathe first, then heat treated to pre-designated hardness, then finished off in a grinder to final shape and dimensions. But stock removal during the process is usually only 0.1-0.5mm, intended to address heat treat distortion and produce the super-smooth final surface quality.
CNC Waterjet Cutting Machines

CNC waterjet cutters use a 60,000-90,000 PSI (4,100-6,200 bar) water jet that jets through a tiny orifice sometimes (or frequently) added to with abrasive garnet particles. Virtually any material can be cut by the process – metal, stone, glass, ceramic, composite, rubber – without generating any heat in the cut area. There is zero HAZ. No heat distortion, no changes to hardness at the cut edge.
Waterjet can cut 12 inches (300mm) or more of steel, however the cutting speed drops off dramatically with thickness. Expect about 5-10 IPM cutting speeds with abrasive waterjet for 1″ mild steel. The process is best suited for cutting thick stock, despite being a little slower than plasma or laser cutting on 18GA sheet metal. Benefits include material versatility and the ability to produce sharply defined edges.
✔ Advantages
- No Heat Affected Zone — zero thermal distortion
- Cuts any material (metals, stone, glass, composites)
- No toxic fumes or material-specific hazards
- Edge quality Ra 3.2-6.3 m can be achieved with very fine abrasive at a slow cross speed
- No tool wear in the traditional sense
⚠ Limitations
- Slow on thick metals compared to plasma
- High abrasive garnet consumption ($0.20–$0.40/lb)
- Water and spent abrasive handling required
- Taper on thick cuts (0.1 typical, matched with 5 axis head drive)
- Price: $50,000–$200,000
Any garnet abrasive leftover after the process becomes industrial waste in most areas. Wear and tear on waterjet tanks requires suppliers wear respiratory equipment (P100 or similar) when inspecting tank interiors. Inhaled fine garnet dust may cause silicosis. Check with local authorities regarding proper disposal; some areas accept it as license-required waste.
Another falsehood: “waterjet leaves a ragged edge.” A (very) high-quality Q-5 (slowest parameter, slowest width 0 value) quality setting will produce a Ra 3.2 m or better surface finish – as good as a medium milling finish. The ragged-edge practice is a misconception developed from high-volume production shops banging away on a Q1 (fastest) setting. Speed and finish are adjustable parameters.
Multi-Axis CNC Machines: 3-Axis, 4-Axis, and 5-Axis Explained
How many axis the CNC machine has is also important. A 5-axis machine offers more freedom of the tool and the workpiece than a 3-axis. Less fixture and less changes of error during the process.
But it also means a more expensive CNC machine and difficult programming, higher hourly rate.
| Feature | 3-Axis | 4-Axis | 5-Axis |
|---|---|---|---|
| Axes | X, Y, Z | X, Y, Z + A (rotation) | X, Y, Z + A + B/C |
| Setups Required | Multiple (flip part) | Fewer (rotary indexing) | Single setup |
| Part Complexity | Prismatic, 2.5D features | Rotational + prismatic | Freeform, undercuts |
| Hourly Rate | $40–$75/hr | $75–$150/hr | $150–$325/hr |
| Machine Cost | $50,000–$150,000 | $80,000–$250,000 | $150,000–$500,000+ |
| Typical Industries | General mfg, prototyping | Automotive, engraving | Aerospace, medical, mold |
Tim’s tip: 80% of prismatic parts are best-and-cheapest machined on a 3-axis machine. Keep the 5 on real freeform curves, deep undercuts, or where fewer setups make the 3-5x premium in hourly rate worth while. If you buy the 5 just because it costs more, you will quickly spend the savings by giving work away that could have been done on a 3VMC@1/4 the hourly cost.
An orthopedic implant company changed from 3 axis machining (6 setups per knee component) to 5 axis simultaneous machining (1 setup) with the same equipment. Installation time eliminated, time per batch for setup was reduced from 4.5 to 0.75 hours. Scrap in excess of 8% fell to less than 1%. 18 month ROI on the $350,000 machine was achieved in 11 months.
How Many Different CNC Machines Are There?
it is easily counted. According to their main application – milling, turning, routing, plasma, laser, EDM, grinding, waterjet and perhaps even their sub-principals – one can arrive to find at least 10 serious categories (those that I mention in this guide). According to the number of axes of motion, the spectrum extends from the light 2-axes lathes to the fully loaded 12 axes Swiss machines with twin spindles and double column exchanges.
According to the control system, there are as many evolutionary bodes as there are major manufacturers – Fanuc, Siemens, Heidenhain, Mitsubishi, Mazak. It is a never ending list of failed attempts. Do you wish to look over a neighboring family of CNC featured equipment, take a glance of the extrusion machines.
How to Choose the Right CNC Machine for Your Application
What Factors Should Be Considered When Choosing a CNC Machine?
Five things to do. Do these well, and the wrong machine will be almost impossible to choose:
- Material type & hardness- softer aluminum translates through a machine better than hardened D2 tool steel. Your material would eliminate a number of possibilities before you even began.
- Part geometry complexity—simple prismatic shapes vs. freeform contour shapes vs. sheet/plate shapes (axis number and type of machine).
- Tolerance et requirments pour la finition. 0,010″ n’a aucune importance, alors que 0,0005″ je requiers des équipements Special et la maîtrise du processus.
- Volume – single prototype, or 10,000 units/month. Volume influences the level of automation necessary and the justification of investment in expensive machines.
- Budget- of both capital expenditure and operating cost (e.g. tooling , consumables, skill of operators and floor space).
To show how these factors relate to the machine recommendation, we have listed out a selection matrix below:
| Material Class | Simple Geometry | Moderate Complexity | Complex / Freeform |
|---|---|---|---|
| Soft (<200 HB) | CNC Router ($3K–$100K) | 3-Axis CNC Mill ($50K–$150K) | 5-Axis CNC Mill ($150K–$500K+) |
| Medium (200–400 HB) | CNC Lathe ($15K–$60K) | 3-Axis Mill or Turn-Mill | 5-Axis Mill ($150K–$500K+) |
| Hard (>400 HB) | CNC Grinding ($5K–$50K) | EDM ($30K–$250K) | 5-Axis Mill + EDM Combo |
| Sheet / Plate | Plasma ($12K–$300K) | Laser ($5K–$300K) | Waterjet ($50K–$200K) |
Our practical machinist experienced shop managers often comment:”It is really the dealer that makes the difference” – service support and availability of spare parts count every bit as much as the specification sheet of the machine. An excellent machine from dealer with no service back up in your area will cost you more in downtime than the saving on the price tag.
Are you ready to service your application by choosing a machine? Browse through our database of CNC machines with specifications in detail by each category. For other metal-working tools and resources, see our article on laser engraving on flat metal surfaces.
UD Machine designs and markets CNC equipment. For CNC machinery specifications, pricing and other market information, our sources are independent trade publications (referenced in the References section). Our the marketing matrix is based on general advice from the Machine Tool Accessories Association – your specific application might require something else. We recommend each buyer requesting sample cut tests on the material they wish to machine before making the final purchase decision.
Frequently Asked Questions

Q: What are the 5 common types of CNC machines?
View Answer
Q: What are the 7 basic types of machine tools?
View Answer
Q: Does material type affect CNC machine selection?
View Answer
Q: How much does a CNC machine cost?
View Answer
Q: Can CNC machines process both metal and plastic?
View Answer
Q: What is the most accurate CNC machine?
View Answer
Q: Why are CNC machines important in modern manufacturing?
View Answer
Find the Right CNC Machine for Your Operation
Browse specifications, demand quotes and compare across all 10 categories discussed in this guide.
About This CNC Machine Guide
This guide illustrates 10 types of CNC systems, with tolerance data taken from ISO 2768, ASME Y14.5, and manufacturer data sheets. Market data by Mordor Intelligence (CNC market), Fortune Business Insights (laser cutting), GM Insights (EDM), and Optech Consulting (fiber laser adoption) Market Statistics. Price ranges are based on new 2025-2026 equipment prices to the North American and International Markets, values may vary depending on configuration, dealer, and region. Each scenario example is compiled from documented common industry use.
References & Sources
- Market Size and Share of the CNC Machines Industry — Mordor Intelligence
- CNC Machining Tolerances Guide — Protolabs
- ISO 2768 — General Tolerances for Linear and Angular Dimensions — ISO
- Dimensioning and Tolerancing (GD&T) — ASME Y14.5
- Revenue Industrial Laser Systems — Market Data — Optech Consulting
- Laser Cutting Machines Industry Size and Market Forecast — Fortune Business Insights
- Market Report for Electrical Discharge Machines (EDM) — GM Insights
- EDM Market — Industry Segments and Application — Industry Research
Related Articles
Comments by the UD Machine engineering team – experts in industrial CNC machinery and automation.






