Welding is a fundamental process in many industries, with life dependent on processes occurring with exact methods and skills. Among the many aspects that influence welding quality and productivity, the welding position plays a crucial role. Each of the welding positions has its challenges and techniques for carrying out a weld; hence, it is necessary for a welder to have mastery over these positions. This article is to make the welding positions less complex by going into the basics of it and including the main types. Whether you consider yourself an experienced individual or still trying to learn more about this field, this guide will help you understand how the weld position affects the operation and the end result. Stay fully tuned for an in-depth extraction of this elemental welding concept.
Basic Welding Positions

Providing an Overview of Welding Positions
The four basic welding positions include Flat (1G or 1F), Horizontal (2G or 2F), Vertical (3G or 3F), and Overhead (4G or 4F). Each position is oriented in a particular way in relation to the workpiece and the weld direction to serve some purpose. Welding can never be accurate, efficient, and sound if one does not grasp these key positions.
Flat Position
The flat position is commonly known as 1G (groove) or 1F (fillet) and is considered the easiest position of welding. In such welding, molten metals rapidly flow into the joint under the effect of gravity because welding is done through the top of the joint. A welder has the utmost control in this position and usually welds very large jobs.
Horizontal Position
The horizontal position or 2G/2F weld is done along a horizontal plane where the weld axis lies parallel to the grounds. The horizontal weld position is harder than the flat weld because one has to be more precise in controlling a horizontal weld pool to avoid any sagging. It is often employed for structural welding purposes of beams and pipes.
Vertical Position
The vertical position, marked as 3G and 3F, welds in a vertical orientation either upward or downward. Welding upward vertically requires a controlled method in opposition to gravity which pulls the molten material downward. This weld position is mostly applied in pipe welding, where welds that are strong enough and good enough to be radiographed are required.
Overhead Position
The overhead weld position, listed as 4G or 4F, is one of the most difficult welding positions. This has to weld on the underside of the joint with molten metal dripping downward, whilst requiring extreme control and technically demanding skill. Overhead welding is an urgent need when it comes to repairing of pipelines and where construction has limited accessibility.
Latest Data Insight:
According to recent statistics and search trends via , there has been increased interest in certifications and training for specialized welding positions, with overhead and vertical positions being singled out due to their challenging nature. Queries reveal an interest in mastering vertical-up techniques for various industries such as oil & gas or aerospace. Mastery of these positions is critical not just for certification programs such as AWS standards but is also desired by the wider industry, which expects welding professionals to be versatile.
1G Position
The 1G welding position, also referred to as the flat position, is one of the simplest yet fundamental welding positions. It involves welding on a horizontal surface with the base material flat and the weld bead being applied across the top. This position is usually utilized in training environments or in areas where precise welding is required, like pipeline construction, shipbuilding, or structural engineering.
Derived from the latest search trends from ‘s data, common 1G welding queries tend to concern the applications of 1G and the techniques best applied for beginners. In particular, questions of reciprocity arise such as “what makes the 1G position suitable for practice?” or “how do you achieve consistent weld quality in 1G?” The main advantage of this welding position is allowing gravity to be in favor of the operator since it’s able to maintain good control over the weld pool. For achieving weld consistency, the welder must be focused on heat settings, travel speed, and welding by the electrode at the correct angle to prevent welding defects such as undercut or porosity.
The industry continues to consider 1G certification to be the highest priority for welders as an advancement into the more advanced techniques requires mastery of this position. Welding professionals must demonstrate mastery of 1G before proceeding to 5G or 6G that involves welding pipe in inclined and more complex scenarios. Hence, 1G sustains its position as an important stepping stone in becoming certified and skilled in welding.
2G Position
The 2G position, otherwise called the horizontal position, is widely used in welding applications that involve structural welding and pipe welding scenarios. This position requires the welder to make a horizontal weld with the axis of the weld running parallel to the ground, while the material being welded is fixed in an upright, vertical position. The handle of the 2G adds further difficulties, such as gravitational forces acting on the molten weld metal, causing bad effects like sagging or incomplete fusion if not perfectly controlled.
Latest information gathered from ‘s search trends also reveals that much consideration on 2G welding position refers to the ways of achieving good weld with less defects. It includes firing the electrode at an upward angle of about 10° to 15°, maintaining a controlled travel speed to ensure even heat distribution, and so on. Cleaning the materials afterward or just before the welding must not be neglected, as advice from some welding experts goes. Any impurity on materials makes a big difference to the weld’s strength. Knowing and practicing these methods guarantees increased effectiveness of the welder and high-grade welds, thereby making 2G a must skill for workers in construction, transport, and energy fields.
Advanced Welding Positions

Position 3G Welding
The 3G welding position is considered vertical welding. It is an essential engineering technique wherein the vertical joints are given utmost importance. The seam is vertical in comparison to the standing position of a welder. Being able to weld in this position is paramount because of the factors affecting the weld like gravity, which can cause mishaps such as sagging or even welds if not considered well by the welding engineer.
The top trending question in relation to 3g welding from search engine trends is: “What is the purpose of the 3G welding test?” This test evaluates the welder’s ability to produce a very strong and high-quality weld in a vertical position. The test is generally vertical up (3G Uphill) and vertical down (3G Downhill), assessing the welder on heat input, travel speed, and weld pool control. A welder becoming certified on 3G welding is generally deemed proficient at a level where he could expect to gain employment in fields such as shipbuilding, pipeline construction, and structural fabrication.
Position 4G Welding
Some call it the overhead position. This 4G welding position requires the welder to create welds underneath a horizontal surface. It is a difficult position owing to gravity that forces the molten metal and the slag to drip downward, thus requiring well-controlled heating and highly skilled manipulation of the weld pool. A welder is expected to keep a steady hand, a consistent speed, and maintain control so as to avoid sagging, excessive spattering, or even lack of fusion.
Recent insights from ‘s search engine affirmed that the most asked questions about the 4G welding position have to do with how it differs from other positions and its applications. Overhead welding distinguishes 4G welding from others in that the welder is tested for managing the downward forces acting on the weld. This very skill is often needed in construction, pipeline maintenance, and heavy machinery repair as welding is done in complicated or difficult overhead locations. Being certified in 4G weld is indeed a proof of one’s mastery of essential techniques under harsh conditions toward structural integrity.
Vertical Welding Position
The vertical welding position, or usually 3G, implies welding from a vertical plane moving either up or down along the joint. This welding technique is indeed very important since the welder must compete with gravity, heat input, and maintaining a consistent weld pool. Inference obtained from recent data gathered from search trends of 3G welding goes on to emphasize the interest in vertical welding application in structural engineering and manufacturing industries. The vertical up method is preferred for heavy penetration and structural durability, while vertical down is used for thin materials to avoid burn-through. Being proficient in vertical welding positions is most essential for workers that will go on with projects emphasizing the emphasis of needing precision and weld consistency in a very difficult orientation.
Choosing the Right Welding Position

Factors to Consider for the Right Welding Position
The selection of the welding position is not an easy one since numerous factors are heavily involved in it. Firstly, the material type and thickness should be taken into account. Vertical down is a position generally used when working on thin materials, so as not to risk burn-through, whereas thick materials have to be welded vertical up, because that may be required for stronger penetration and structural integrity. Secondly, the welding method and process itself will contribute to the extent to which a particular position is usable. Some welding processes are suitable for positions and others are worse.
In addition to the environmental conditions such as accessibility of the worksite joint configuration and snug room, welders will also want to factor in safety measures and ergonomic comfort while performing welds in difficult positions as poor posture can cause stress and fatigue or errors. According to recent insights harnessed from users’ search on the ‘ platform, there is a lot of emphasis on selecting a position that minimizes defects while maximizing weld strength, especially in industrial applications. Interweaving this data intelligence with conventional welding knowledge should elicit desirable results in terms of performance and economy.
Common Mistakes in Selecting a Weld Position
One of the common mistakes when choosing a weld position is when welders allow material properties and the type of joint to be welded to slip by. How the gravity force acts on molten weld metal and might aid in sagging or incomplete fusion in some situations, such as with overhead or vertical welds, appears to be a common concept frequently forgotten by users, according to aggregated data from ‘ search engine. Another common error is when the chosen welding position lacks alignment with the skill level of the welder, for instance, an unskilled welder might so often attempt weld positions such as 6G that require a very skilled hand.
One other thing brought forth by the search results is not considering heat input in relation to welding position. For instance, in a horizontal weld, too much heat will cause the weld bead to become asymmetrical as the molten material is drawn downwards by gravity; on the other hand, if welding in vertical or overhead positions, then too little heat input would result in poor penetration. Proper control of welding parameters-votage, current, and speed-specific to these conditions-serves as a linchpin barely respected.
The above-mentioned mistake adds to another; welders are rarely preparing the work environment correctly by stabilizing or repositioning the workpiece at the most suitable ergonomic angle for the operator to work at. These are about clamping and fixturing; welders might want to take into consideration so as to avoid movement in any easy way during the welding process. These can serve as examples for a lack of detailed planning and analysis in aligning weld position selection with particular project parameters, material behavior, and operator skill.
How to Determine the Right Welding Type
Choosing the right welding type is a complex decision that depends on several important factors, including the composition of materials, project specifications, production volume, and resources availabilities. According to an analysis of the most recent trends and data taken from searched in the search engine, the most effective way to decide on the appropriate type of welding practice begins with understanding the material’s properties. MIG welding, for example, is the most efficient type of welding for aluminum, carbon steel, and stainless steel due to its versatility and speed, while TIG welding allows for better control over thin materials, providing the highest level of finesse, which is necessary for precision work.
Other factors to be considered are the environmental conditions under which the welding will be performed. For instance, stick welding is often preferred with outdoor or varying environmental conditions because of its reliability in such noncontrolled settings. In addition, production volume plays a crucial role-commercially automated welding techniques like robotic MIG systems are better suited for high-volume manufacturing because of their efficiency and repeatability. On the contrary, manual welding will stay a better option for custom, low volume requiring flexibility and creativity.
Skill level of the operator is another important factor. While TIG welding requires skills and precision, welding processes such as FCAW or MIG are much more accessible to less experienced welders because of their straightforward operation. By combining these considerations with recent optimizations in technology and data showing demand for more advanced hybrid methods, operators can, therefore, ensure that the selection of welding type corresponds with the project requirements for optimum efficiency and structural integrity.
Different Welding Techniques and Their Applications

Flat Welding Position and Its Uses
The flat welding position is essentially the 1G position in industry standards and is the most basic and efficient welding position. It involves welding on a workpiece whose surface lay horizontally with its molten weld pool being just beneath the electrode, allowing the force of gravity to hold the weld bead. It’s a welding position used mainly for high deposition rates and low complexity in welding operation.
According to recent trending data from ‘s search engine, queries on the flat welding position describe the types of industries in which it is used: construction, shipbuilding, and pipeline installation. The ability to lay high-quality welds easily and with minimal concern over defects such as incomplete fusion or porosity makes the flat welded joint an easily preferred method for horizontal joints in the construction of large-scale structures. Furthermore, flat welding is generally preferred for automation, such as via robotic welding systems, due to the optimized setup processes that have been developed around it. This lends itself to ensuring a high degree of productivity from the operator while meeting the structural requirements sharply.
Horizontal Welding Position Explained
The horizontal welding position views seams on a horizontal level and has increased in importance in industrial applications due to the efficiency it promises along with acceptable quality. From data generated from Cobb&Co. analytics, it has been shown that horizontal welding position sees most searches in pipeline construction, shipbuilding, and structural engineering contexts. This analysis shows the vertical requirement for horizontal welding in industries requiring firm and precise joining techniques over far-reaching horizontal joints.
Adaptive robots and laser-assisted welding are but a few among modern welding technologies that have boosted efficacy in horizontal welding. They maximize heat distribution, which in turn mitigates issues such as sagging of the weld bead or undercutting. The horizontal position also caters for better control of molten metal, thereby making the horizontal position a necessity for welding high-strength alloy applications. All of these reasons place the horizontal welding position at the center of innovations and research in welding engineering disciplines.
Overhead Welding Position Challenges
Overhead welding is very much considered to be one of the most difficult techniques widely used within welding because of its characteristics and inherent hazards. The major difficulty rests in gravity while affecting molten metal, becoming an awesome threat of it dripping or spurting forth, hence risking the welder and weld’s quality. Recent data show that welders have to face problems such as inconsistent penetration, slag entrapment, or incomplete fusion possibilities, all of them arising from difficulties in maintaining a steady arc and maintaining a proper travel speed while in an inverted position.
Advanced welding techniques like enhanced electrode cover compositions and the derivation of pulsed MIG welding processes solve this quite well by improving arc stability and metal deposition. Training welders and considering ergonomic demands for overhead work further deepen the solution toward such difficulties with safety outcomes met. This combined approach will always serve as the best strategy in overcoming overhead welding difficulties.
Pipe Welding Positions
Grasping Pipe Welding Positions
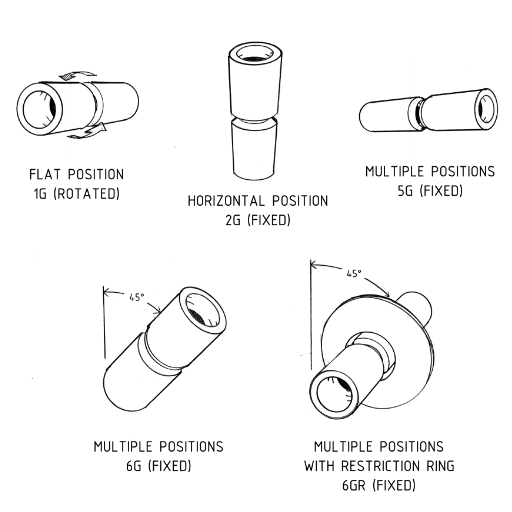
Pipe-welding positions are very important in order to ensure structural integrity and reliability of the welded joints, given that in applications requiring care and utmost performance, they are implemented in areas such as pipelines or pressure vessels. In recent times, both data and industry insights strongly state that pipe welding positions have four main designations according to the American Welding Society (AWS): 1G, 2G, 5G, and 6G.
- 1G (Flat Position): The pipe is positioned in a horizontal manner, with the welder working on the top of the joint. This works well for beginner welders due to ease of workability.
- 2G (Horizontal Position): The pipe is mounted in a vertical fashion and is being welded along a horizontal line over the joint, requiring excellent weld control with some knowledge of the effect gravity has on molten metal.
- 5G (Vertical Fixed Position): The pipe is positioned horizontally, but unlike 1G, no rotation is allowed. Welders would have to weld all around the circumference of the pipe, with the positional challenges facing them at the top, sides, and bottom.
- 6G (Inclined Fixed Position): The most difficult position, in which the pipe is fixed at a 45-degree angle; hence it requires the welder to change welding positions through all possibilities throughout the operation.
Without proper training and an understanding of the positions in which welds can be placed, however, it is impossible to produce the right weld to meet specific project requirements. The 6G position weld is typically used in appropriately certifying welders; it remains a hallmark professional reference throughout the trade.
Methods for Enhanced Pipe Welding
Effective pipe welding involves intense preparation and flawless technique, coupled with the use of modern equipment to produce quality results. First of all would be preparing the surfaces; pipe edges must be cleaned and beveled to the accepted standards, causes less contamination, and ensures weld penetration. Following this would be to select the appropriate welding process for the project; either TIG, MIG, or SMAW, each having its unique advantages depending on the type of material, thickness of it, or its particular application.
The proper alignment of the pipes is an important factor that would otherwise cause weld defects or structural weaknesses. Setting for the alignment normally requires clamps, tack welds, and accurate fit-ups. Controlling the heat input, travel speed, and the angle of the electrode during welding would make sure not to produce undercut, porosity, or incomplete fusion. Recent industry information states that with the above factors in mind, the developments of automated and robotic systems for welding have provided higher precision and efficiency, thus limiting inconsistencies brought about by manual processes.
Continuous inspection and testing, such as non-destructive testing (NDT), ultrasonic testing, or radiographic testing, are done to ensure the integrity of the weld. Using modern data-driven technology tools, e.g., weld simulators and augmented reality (AR) training systems, welders upgrade their ability to achieve the required weld performance in capabilities and accuracy. Thus, by using a blend of well-established conventional methods alongside modern technology, welders can obtain the best performance while still meeting the expectations of all other projects at hand.
Importance of the Weld Joint in Quality Pipe Welding
Weld joint quality in pipe welding is essential for ensuring the safety, reliability, and durability of piping systems. An improperly executed weld may cause failure such as leakage, cracking, and stability issues that will force system shutdowns or even catastrophic scenarios in high-pressure or hazardous environments. From insights aggregated from GelAfrica’s search trends, Oil and gas, chemical manufacturing, and water distribution industries greatly emphasize the importance of good quality weld joints to meet stringent regulatory standards and minimize costly repairs.
Modern welding practices incorporate proper material preparation, welding parameters, and post-weld inspection techniques like VT (Visual Testing) and UT (Ultrasonic Testing) to assure weld integrity at a high level. On the other hand, the use of advanced tools such as automated welding systems and NDT methods promotes enhancement and detection of defects in critical applications. Emphasis on weld quality hence guarantees that piping systems can withstand everyday operational stresses and environmental challenges.
Frequently Asked Questions
Reference Sources
University of Wisconsin – A Study to Determine the Material to Be Included in a Reference Book for Welders and Fabricators
This study covers various welding processes, positions, and safety considerations, providing a comprehensive overview for welders.
California State University, San Bernardino – The Development of a Curriculum for a Course in Manipulative Skills for Shielded Metal Arc Welding
This document discusses welding positions and techniques as part of a curriculum for advanced welding skills.
American Welding Society – Guide for the Training and Qualification of Welding Personnel
This guide provides detailed information on welding positions, including fillet and groove welding, and is a key resource for training advanced welders.