




Laser technology has transformed the field of precision cutting, providing remarkable versatility and efficiency in several industries. From detailed artwork to industrial applications, fiber lasers have become exceedingly popular due to their precision with varying materials. But, how many materials can a fiber laser shred? This article examines the capabilities of fiber laser cutting by analyzing the extensive materials and their applicational value. This information will be valuable to professionals from different fields like manufacturing, art creation, and aerospace engineering who wish to utilize the potential of fiber laser technology.
How Does a Fiber Laser Work?
The use of fiber lasers marks the evolution of precision cutting technology. A fiber laser focuses a beam of light to a very small point which increases the speed and accuracy of cutting or engraving materials. The lasers are built using optical fibers which are doped using rare-earth elements. These fibers amplify light, thus creating a reliable tool for engraving and cutting. This chapter aims to explain the workings of fiber lasers, detailing the methods used in generating, amplifying, and directing light to obtain extreme levels of precision. Having these insights enables readers to appreciate the effects of fiber lasers in various fields such as manufacturing, medical engineering, and mechanized engraving. Join us as we dive into the profound science behind this tool and its relevance in contemporary design and fabrication.
Understanding Fiber Laser Technology
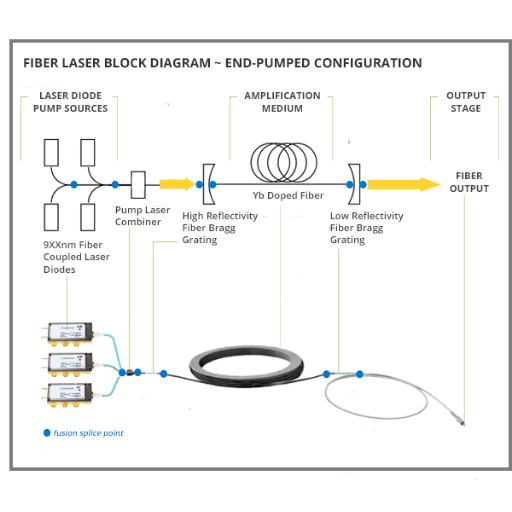
Fiber lasers operate by using a doped optical fiber as the gain medium, where light is amplified through a process known as stimulated emission. A pump source, typically a diode laser, introduces energy into the fiber, exciting the dopant ions. This excitation enables the emission of photons, which are then guided through the optical fiber’s core. Mirrors or fiber Bragg gratings are used to form a resonator, ensuring that light is reflected and amplified within the fiber. The result is a highly focused, coherent laser beam that offers exceptional precision, efficiency, and versatility for various applications.
The Role of the Laser Beam in Cutting
Laser beams, with their high intensity and precision, play a pivotal role in modern cutting technologies, particularly in industrial manufacturing. The process typically involves a focused laser beam that heats the material to its melting, burning, or vaporization point, allowing for the removal of material along the desired cutting path. This non-contact cutting method offers multiple advantages over traditional techniques, including superior accuracy, reduced thermal distortion, and the ability to handle intricate geometries.
Recent advancements in laser cutting have significantly improved efficiency and versatility. For instance, fiber lasers now dominate the industry thanks to their higher power densities and improved beam quality compared to CO2 lasers used to cut various materials. Fiber lasers can achieve cutting speeds up to three times faster than CO2 counterparts on thin materials, which translates to increased productivity in manufacturing processes. According to industry data, these lasers can achieve tolerances as tight as ±0.001 inches, making them indispensable for industries requiring high precision, such as aerospace, automotive, and electronics.
A major benefit of laser cutting is its material compatibility. It effectively cuts metals such as steel, aluminum, and titanium, as well as non-metals like plastics and composites. Specific innovations, like nitrogen-assisted cutting, have further broadened its application by producing oxide-free edges that require minimal post-processing. Additionally, laser-cutting systems equipped with AI and real-time monitoring capabilities now optimize cutting paths and reduce energy consumption, providing both environmental and economic advantages.
These characteristics and ongoing innovations underline the critical role of laser beams in reshaping modern manufacturing, facilitating higher precision, faster production, and enhanced material utilization across various industries.
Comparing Fiber Laser and CO2 Laser
Fiber lasers and CO2 lasers represent two of the most widely adopted laser technologies in manufacturing, each offering distinct advantages based on their design and application.
1. Wavelength and Material Compatibility
Fiber lasers operate at a wavelength of approximately 1.06 microns, which enables superior absorption rates in metals, making them highly efficient for cutting, marking, and engraving reflective or hard materials like aluminum, copper, and steel. On the other hand, CO2 lasers emit a longer wavelength of about 10.6 microns, which is better suited for non-metal materials such as wood, glass, plastic, and certain composites.
2. Efficiency and Power Consumption
Fiber lasers are known for higher energy efficiency, often converting over 35% of electrical input into laser output, which reduces operational costs and energy use significantly. CO2 lasers, by comparison, tend to have a lower efficiency, typically in the range of 10-15%, requiring more power for similar output levels, resulting in higher energy demands during prolonged production cycles.
3. Maintenance and durability are crucial for ensuring that the laser for cutting operates at peak performance.
Fiber lasers are engineered with solid-state components and feature no moving parts or gas-filled optomechanical systems, contributing to lower maintenance requirements and a longer lifespan, often exceeding 100,000 operational hours. CO2 lasers, which utilize gas mixtures and optical mirrors, generally require more frequent maintenance to ensure consistent operation, leading to higher long-term upkeep costs.
4. Cutting Speed and Precision
Fiber lasers excel in cutting thin and medium-thick materials, delivering faster processing speeds compared to CO2 lasers in these ranges, particularly with metals. For example, in tests cutting 1mm stainless steel, fiber lasers can be approximately three times faster than CO2 systems. However, CO2 lasers maintain an edge in thicker material cuts (above 10mm), where their focused heat distribution provides smoother edges and high-quality finishes.
5. Operating Costs
Due to their higher energy efficiency and minimal maintenance, fiber lasers often offer a lower total cost of ownership. Despite CO2 lasers being initially less expensive in some cases, their higher operational and service expenses can offset the upfront savings over time.
Summary Table
|
Feature |
Fiber Laser |
CO2 Laser |
|---|---|---|
|
Wavelength |
~1.06 microns |
~10.6 microns is a common wavelength used in powerful laser applications. |
|
Target Materials |
Metals, including reflective ones |
Non-metals like wood, plastics, glass |
|
Efficiency |
>35% energy efficiency |
10-15% energy efficiency |
|
Maintenance |
Low, solid-state design is often associated with powerful laser systems that enhance efficiency. |
Higher, gas mixtures and mirrors |
|
Best for Cutting |
Thin to medium-thick metals |
Thick non-metals or materials >10mm |
The choice between a fiber laser and a CO2 laser ultimately depends on the application-specific requirements, including material type, desired precision, and operational budgets. Both technologies continue to evolve, driving innovation across industries and expanding their use cases in manufacturing.
What Materials a Fiber Laser Can Cut?
Common Materials That Can Be Cut
Fiber lasers are highly versatile and can cut a wide range of materials with precision. Common materials include metals such as stainless steel, carbon steel, aluminum, and brass. Additionally, fiber lasers are effective for cutting non-metallic materials like plastics and certain composites, depending on the specific application. Their adaptability makes them an essential tool for diverse industrial cutting needs.
Exploring Metal Cutting with Lasers
Laser cutting has revolutionized the metal fabrication industry due to its accuracy, efficiency, and ability to process complex geometries. Fiber lasers, in particular, are renowned for their ability to cut metals with exceptional precision and speed. Modern fiber lasers operate at wavelengths optimized for metal absorption, typically around 1.06 micrometers, which allows them to cut materials like stainless steel and aluminum with minimal thermal distortion.
Recent advancements in laser technology have led to increased power outputs, with some industrial fiber lasers now exceeding 20 kW. This enhancement enables faster cutting speeds and the ability to process thicker metal sheets—up to 50 mm for certain steel grades. For instance, stainless steel plates of 20 mm thickness can now be cut with fiber lasers at speeds approaching 2 m/min, depending on the power of the laser and the quality of the assist gas used.
Assist gases, such as oxygen, nitrogen, or compressed air, play a critical role in metal cutting. Oxygen promotes a reactive cutting process, leading to faster cuts on thicker materials but may leave oxidized edges. Nitrogen, on the other hand, is preferred for achieving high-quality, oxide-free edges, particularly in applications requiring superior surface finish. Advances in gas optimization systems have also contributed to higher efficiency and reduced operational costs for industrial laser cutters.
Precision is another hallmark of fiber laser cutting. Beam quality and focusing systems allow for kerf widths as narrow as 0.1-0.4 mm, ensuring minimal material wastage. Furthermore, automation and CNC integration enable highly repetitive and complex cutting tasks to be performed with consistent quality.
The shift towards green manufacturing has also influenced laser-cutting technologies. Many modern systems incorporate energy-saving designs and offer higher electrical efficiency compared to traditional processes like plasma or waterjet cutting. This sustainability feature is particularly crucial in industries seeking to meet environmental compliance standards while maintaining productivity.
Overall, laser cutting continues to evolve, positioning itself as an indispensable tool in industries such as automotive, aerospace, and heavy machinery manufacturing. With ongoing innovations in power efficiency, material adaptability, and process automation, the future of laser-based metal cutting looks remarkably promising.
Non-Metal Materials Like Plastics and Wood
Advancements in cutting technologies have broadened the scope of laser cutting to include non-metallic materials like plastics and wood. These materials are widely used in industries such as furniture manufacturing, packaging, signage, and consumer products, where precision and customization are vital.
For plastics, laser cutting offers unmatched precision and clean edges without the risk of material deformation caused by mechanical stress. Materials such as acrylic, polycarbonate, and polyethylene can be effectively processed with CO2 lasers, which are optimized for non-metal applications. A significant advantage of laser cutting for plastics is the ability to achieve intricate designs with high repeatability, making it a preferred solution for industries focusing on detailed craftsmanship. Research indicates that CO2 lasers can operate at power levels between 40W and 150W, depending on the thickness of the plastic, enabling efficient processing without compromising quality.
Similarly, wood is another popular non-metallic material that benefits significantly from laser-cutting technology. The process is highly favored for cutting and engraving applications in industries like interior design, personalized gifts, and architectural modeling. Laser cutting allows for a variety of wood types, including hardwoods, softwoods, plywood, and MDF (medium-density fiberboard), to be cut with remarkable precision. Studies show that laser cutters can achieve kerf widths as narrow as 0.1 mm, ensuring minimal material waste. Furthermore, the adjustable settings for power and cutting speed enable operators to optimize results across different wood densities and thicknesses while maintaining consistency when using a powerful laser.
Overall, the versatility and efficiency of laser-based systems for non-metallic materials continue to enhance their applicability. With further refinements in laser technology, the capabilities for processing plastics and wood are anticipated to expand, providing industries with even higher levels of productivity and design flexibility.
How Does Laser Power Affect Cutting?

Determining the Cutting Thickness
The cutting thickness achievable with laser technology is primarily influenced by the laser power, material type, and the focal configuration of the beam. For CO2 lasers, typically used for non-metallic materials, power levels around 40W can effectively cut materials like wood and acrylic up to 1/4 inch (6 mm) thick, while higher-powered lasers exceeding 100W can handle thicknesses up to 3/4 inch (19 mm) or more, depending on the material’s density and thermal conductivity. Additionally, proper adjustment of the laser’s focal point and cutting speed significantly impacts the quality and depth of the cut.
For metals, fiber lasers, which are optimized for reflective materials, demonstrate cutting capabilities ranging from sub-millimeter thicknesses with low power levels (e.g., 20W-50W) to steel plates exceeding 1 inch (25 mm) using industrial-grade systems over 8 kW of power. Material reflectivity, such as that of aluminum or copper, often necessitates higher precision and advanced cooling systems to prevent inefficiencies or material damage.
Data suggests that higher power levels enable faster cutting speeds but may require fine-tuning to minimize thermal warping or charring in sensitive materials. Furthermore, auxiliary gas assists, like oxygen or nitrogen, are frequently employed to cleanly expel melted material and enhance cutting precision, particularly in metals. These factors collectively allow for optimization in industrial applications, balancing cutting speed, material compatibility, and operational quality.
The Impact of Laser Power on Cut Quality
Laser power plays a critical role in determining the precision, speed, and overall quality of a cut in laser processing applications. Higher laser power often enables faster material removal rates, which can increase productivity in industrial settings. For instance, when cutting metals like stainless steel or aluminum, power levels exceeding 1000 W are typically required to achieve clean, efficient cuts. This is particularly evident in thicker materials, where higher power ensures more consistent energy penetration and minimizes incomplete cutting or surface irregularities.
However, while higher power facilitates faster cutting speeds, it can also elevate the risk of thermal distortion in sensitive materials, such as plastics or composites. Studies indicate that excessive thermal input can cause heat-affected zones (HAZ) to spread, potentially leading to warping or charring of the material’s edges. To mitigate such issues, laser operators often rely on precise power modulation and pulse settings, allowing for targeted energy delivery while preserving material integrity.
Recent advancements in fiber lasers and CO2 lasers have further refined cut quality. For example, research demonstrates that fiber lasers operating at higher power (e.g., 3000 W or more) paired with auxiliary gases—such as nitrogen—significantly improve edge smoothness in stainless steel cutting by expelling molten material swiftly and preventing oxidation. These findings reinforce the need to balance power settings with auxiliary gas flow rates and pressure to achieve optimal results.
Choosing the Right Laser Cutting Machine
When selecting a laser cutting machine, it is vital to assess the material types and thicknesses you intend to work with, as well as the required cut quality. Fiber lasers are highly efficient for cutting reflective metals like aluminum and copper, while CO2 lasers are better suited for non-metal materials such as wood or acrylic. Additionally, consider the machine’s power output, which determines cutting speed and material compatibility. Evaluate available support for auxiliary gases, as they are crucial for achieving precision in metal cutting. Finally, factor in operating costs, maintenance requirements, and compatibility with your production demands to ensure long-term efficiency and reliability.
What Are the Advantages of Using a Fiber Laser Machine?

Efficiency in the Cutting Process
Fiber laser machines are highly efficient due to their advanced technology, offering faster cutting speeds and lower energy consumption compared to traditional CO2 laser systems. The beam quality of fiber lasers ensures precise and clean cuts, minimizing the need for secondary finishing processes. For instance, fiber laser machines typically operate at efficiencies of around 25-30%, significantly higher than the 10-15% efficiency range of CO2 lasers. This increased efficiency translates to reduced operational costs and faster turnaround times. Furthermore, their ability to process a wide variety of materials, including metals like stainless steel and aluminum, with thicknesses up to 20-25mm for certain models, enhances their versatility. By utilizing minimal power consumption and requiring less frequent maintenance due to fewer mechanical components, fiber laser machines are a cost-effective and environmentally friendly choice for modern manufacturing.
Precision and Cut Quality
Fiber laser cutting machines are renowned for their exceptional precision and superior cut quality, making them a preferred choice across various industries. These machines provide accuracy typically measured in microns, ensuring tight tolerances that meet the demands of high-precision manufacturing. The cutting process results in minimal thermal distortion due to the concentrated heat-affected zone, preserving the integrity of the material.
High-quality optics and advanced beam delivery systems enable fiber lasers to achieve smooth, burr-free edges, reducing or eliminating the need for secondary processing. Studies indicate that kerf widths as narrow as 0.1mm are achievable, allowing for optimal material utilization and intricate designs. Additionally, these machines are capable of maintaining cutting stability and precision even at high processing speeds, often exceeding 100 meters per minute depending on the material and thickness.
By integrating features like automatic focus adjustment and real-time monitoring systems, modern fiber laser machines ensure consistent performance across a range of materials, including reflective metals like brass and copper. This precision not only enhances product quality but also optimizes manufacturing workflows, reducing waste and improving overall efficiency.
Versatility in Cutting Various Materials
Fiber laser cutting machines are renowned for their adaptability to a wide range of materials, making them indispensable in industries such as aerospace, automotive, and electronics. These machines can cut metals like stainless steel, aluminum, and titanium with precision and efficiency. For example, cutting thicknesses typically range from 0.5 mm to over 25 mm for steel, depending on the power of the laser, which can go up to 20 kW in advanced systems.
Additionally, fiber lasers excel at processing non-metal materials such as plastics, ceramics, and composites, offering high-quality cuts without discoloration or material warping. Reflective materials such as brass and copper, often challenging for traditional cutting methods, can be efficiently handled by modern fiber lasers equipped with anti-reflective technologies. These cutting-edge systems can achieve speeds exceeding 50 meters per minute on thin sheets, enabling faster production cycles and cost-effective solutions for manufacturers.
Beyond metals and non-metals, fiber lasers are also capable of engraving and marking intricate designs on materials such as glass and wood, broadening their applications to creative industries and customized product designs. This versatility highlights the value of fiber laser machines in diverse manufacturing processes where precision and adaptability are critical attributes.
How to Maintain a Fiber Laser Cutting Machine?

Regular Maintenance for Optimal Performance
To ensure a fiber laser cutting machine maintains peak efficiency and longevity, adhering to a consistent maintenance schedule is essential. Below are detailed maintenance practices that optimize performance and reduce downtime:
- Daily Cleaning of Optical Components
The lens and protective glass should be inspected and cleaned daily to prevent dust and debris from obstructing the laser beam path, which can reduce cutting precision. Use a specialized cleaning solution and non-abrasive wipes to avoid damage.
- Monitor Cooling System Performance
Verify the functionality of the cooling system regularly as it prevents the machine from overheating. Ensure the coolant is clean, properly filled, and replaced periodically according to the manufacturer’s recommendations—typically every six months or depending on usage frequency.
- Check and Replace Consumables
Consumables such as nozzles, gas filters, and protective lenses wear out over time. Regularly examine these parts and replace them when necessary to avoid compromised cutting quality or potential system failures. For optimal results, using brand-certified consumable parts is recommended.
- Inspect moving parts and guide rails to ensure they are compatible with the type of laser being used.
Accumulation of dirt or inadequate lubrication on moving parts, including guide rails and ball screws, can affect motion accuracy. Clean these components regularly and ensure proper lubrication to maintain smooth operation.
- Regular Calibration and Alignment
Misalignment of the laser beam can result in inconsistent cutting results. Routine calibration, performed by trained personnel or using automated calibration tools provided by the system, ensures precision performance over time.
- Monitor Gases Used in Cutting
Maintain the purity and pressure of the assist gases (e.g., oxygen, nitrogen, or air) as specified by the cutting process. Impurities in gases or incorrect pressure can reduce cutting speed and result in poor edge quality.
- Software and Firmware Updates
Periodically update the machine’s software and firmware to incorporate the latest advancements, security patches, and optimized performance settings. Manufacturers often release updates, and staying current ensures compatibility and efficiency.
- Maintain a Clean Work Environment
The area surrounding the machine should be kept free from dust and debris. This not only prevents contamination of the laser components but also enhances safety by reducing the risk of fire or accidents.
- Periodic Professional Servicing
Schedule professional maintenance annually or as recommended by the manufacturer. A comprehensive checkup by technicians can identify potential issues early and ensure all systems function within their parameters.
Implementing these maintenance strategies consistently can significantly reduce the likelihood of unexpected failures, resulting in lower operating costs and higher productivity. Documenting each maintenance activity also helps track the machine’s condition and schedule preventive interventions proactively.
Tips for Prolonging the Life of Your Laser Machine
Regular Cleaning and Inspection
Ensure the machine is cleaned regularly to prevent dust and debris from interfering with its components. Inspect optics, filters, and lenses for signs of wear or contamination, and replace them as necessary.
Use Recommended Materials
Always operate the laser machine with materials that are approved by the manufacturer. Using unsupported materials may damage the system or reduce efficiency.
Maintain Proper Cooling
Check the cooling system frequently to ensure it is operating effectively. Overheating can lead to significant damage, so monitor coolant levels and system performance regularly.
Follow the Manufacturer’s Guidelines
Adhere strictly to the manufacturer’s operational and maintenance guidelines. These recommendations are designed to optimize machine performance and longevity.
Train Operators Properly
Ensure all users are adequately trained to handle and operate the laser machine correctly to minimize misuse or accidental damage.
Common Issues and Troubleshooting
When operating a fiber laser cutting machine, several common issues may arise that can affect performance and productivity. Identifying these problems early and addressing them effectively is critical for maintaining high-quality output.
- Reduced Cutting Precision
One frequent issue is a decline in cutting precision, often caused by a misaligned laser beam or wear on the cutting head components. To resolve this, perform regular calibration and inspect the nozzle for wear. Ensure that the lens is clean and free from debris, as contaminants can scatter the laser beam and reduce efficiency.
- Power Fluctuations
Fluctuations in laser power can lead to inconsistent cuts and reduced throughput. This can be due to variations in power supply or overheating within the laser source. To address this, check the power supply unit for potential issues and ensure adequate cooling for the machine, such as maintaining proper coolant levels and unclogged filters.
- Material Burning or Melting
Improper settings for material thickness can result in excessive heat, causing burns or melted edges. Refine parameters like cutting speed, power intensity, and gas pressures according to the manufacturer’s guidelines for the material in use. Advanced automation features on many fiber laser machines can provide preset recommendations to optimize these settings.
- Optical System Contamination
Dust or oil particles on lenses and mirrors can significantly impact beam quality, leading to uneven cuts or loss of power. Regular cleaning of optical components using approved solvents and non-abrasive materials is vital for maintaining the effectiveness of the laser engraving process. Employ protective covers to reduce exposure to airborne contaminants during operation.
- Software Errors or Misconfigurations
Machine software must be properly maintained and updated. Outdated or improperly configured software can result in erratic machine behavior or interruptions. Regularly update the software to the latest version recommended by the manufacturer, and verify all input parameters for accuracy prior to starting operation.
- Gas flow problems can significantly affect the performance of a powerful laser during cutting operations.
Insufficient or uneven assist gas flow can cause poor edge quality or incomplete cuts. Check the gas supply tank, regulators, and hoses for leaks or blockages. Verify that the gas type and pressure settings are appropriate for the material being cut.
By addressing these issues proactively and following the manufacturer’s recommended maintenance protocols, operators can minimize downtime and prolong the lifespan of their fiber laser cutting machines. Investing in operator training and adopting advanced diagnostic tools can further enhance productivity and performance.
Frequently Asked Questions (FAQs)

Q: What materials can a fiber laser cutter effectively cut?
In response to the query, fiber lasers precisely cut various metals including carbon steel, copper, aluminum, brass, reflective metals, and even stainless steel. The effectiveness of cutting thin sheets in addition to thicker materials is greatly influenced by the machine’s wattage. While fiber laser cutters don’t work as well as CO2 laser cutters on materials such as wood and acrylic, they can mark these non-metal materials. Fiber lasers have a wavelength that makes them the best choice for metals which absorb the energy from the fiber laser.
Q: In what ways do fiber laser cutters and CO2 laser cutters differ in the types of materials they can cut?
A: Fiber and CO2 lasers are capable of cutting through different materials with differing levels of efficiency. Metals lasers, particularly fiber lasers, are much more proficient at cutting metals than CO2 lasers, even more so for reflective metals. CO2 laser cutters, on the other hand, are much better with nonmetallic materials such as wood, leather, fabric, acrylic, and paper. Fiber lasers can mark some non-metal materials, but not cut them with any proficiency. Mild steel, a type of thin metal, can be cut by CO2 lasers, although they face significant difficulty with reflective metals. These two types are more effective for different types of materials, so which one to choose highly depends on your most frequently used materials.
Q: Which thicknesses of materials can be cut with a fiber laser?
A: The cutting capabilities of fiber lasers are proportional to their power rating. Because entry-level systems (1-2kW) tend to have lower power, they generally can only cut mild steel (up to 10mm), stainless steel (up to 5mm), and aluminum (up to 4mm). However, low-end industrial-grade systems (6-12kW) can cut much thicker materials such as 30mm of mild steel, 25mm of stainless steel, and 20mm of aluminum; these materials have greatly increased power consumption/efficiency elasticity. The cutting speed decreases dramatically as the thickness of the material increases. Fiber lasers are most economical when the power is matched to the users’ everyday material thickness expectations.
Q: Is a fiber laser cutter capable of cutting glass or ceramic materials?
A: fiber laser cutters are typically inefficient for cutting glass or ceramic materials. These substances do not absorb sufficient amounts of the fiber laser’s wavelength which is 1064nm and is best suited for metals. The energy from the laser tends to bypass it instead of being absorbed which leads to damageable quality when cutting. CO2 lasers or specially made types of lasers such as ultrashort pulse lasers are more suited for glass and ceramic cutting. fiber lasers are however able to engrave or mark certain surfaces of glass and ceramic under specific conditions.
Q: What is the cutting speed when using a laser system with fiber technology?
A: The speed at which a fiber laser system cuts is usually dependent on the material type, its thickness, and the power of the laser. For example, fiber lasers can cut thin materials or those below 1 millimeter in thickness at extremely high speeds, between 10 and 30 meters per minute. As materials become thicker, these speeds will also decrease proportionately. For instance, 5-millimeter cuts on mild steel tend to run at 1 to 3 meters per minute. Compared to CO2 lasers, fiber lasers use 3 to 5 times more cutting speed on thin metals. Advances in cutting technology have made it possible to constantly change the value of the laser’s parameters. Modern fiber laser cutters have sophisticated control systems that enable operators to fine-tune not only the speed of the laser but the quality of the cut as well.
Q: In what way does the type of material affect the quality it is cut with a fiber laser?
A: The type of material has a lot of impact on the cut quality during the use of fiber lasers. For metals, stainless steel and mild steel are two common types of material that produce beautiful edge results. Copper and brass are much tougher to work with because of their high reflectivity, requiring higher power settings and special clean-cutting techniques to achieve quality cuts. Material composition also matters such as alloys with high silicon content which have an increased chance of producing dross. In addition, thinner materials generally yield better-quality cuts when using fiber lasers. Also, surfaces that have rust, paint, and oil delay the laser-cutting process and reduce edge quality.
Q: Are fiber lasers capable of cutting plastics, and if so, what are the drawbacks?
A: Fiber lasers may mark some types of plastics, but they typically should not be used for cutting. Like most materials, fiber lasers do not cut plastic, but rather, they melt it due to its poor absorption of the 1064nm wavelength. Additionally, cutting plastics using fiber lasers can produce hazardous gases and may harm the laser system. Certain specialized engineering plastics may be easier to process, but this is rarely true for CO2 lasers which outperform fiber lasers at cutting plastic. If the main task is cutting, then a CO2 plastic cutter is more suitable for the job.
Q: What safety considerations should be taken when cutting different materials using a fiber laser?
A: Safety always comes first when cutting various materials with a fiber laser. Adequate ventilation or fume extraction is vital because cutting metals may produce frightening particles and fumes. Galvanized steel cuts zealously release currents of zinc oxide fumes which can be detrimental. PVCs and other types of chlorinated plastics must never be attempted as they emit toxic chlorine gasses. Reflective materials are far worse for beam reflection so proper machine enclosures become essential. Fire safety always needs to be considered also, especially with combustible materials or with other assistive gases like oxygen. Stick with the manufacturer’s instructions for each material type and make sure operators are adequately trained on the hazards of each material.
Q: What are the steps in changing the laser settings for a fiber laser cutting machine assuming the user is changing the materials being cut?
A: The parameters of a laser differ based on the materials being processed, thus it is important to how each material reacts with a laser. Such aspects would include power level, cutting speed, focal position, type and pressure of assist gasses, and frequency of laser pulses. As a rule of thumb, when working with thicker materials, increase the power and decrease the speed. When dealing with reflective materials such as copper, when fiber lasers are being used, pulse widths greater than the peak power should be used at short intervals. In addition, most modern fiber laser cutters have materials libraries that have common materials and their parameters pre-set. When one is unsure of the material’s parameters, starting with low settings and working one’s way up is the reasonable solution. In these situations, choices for assist gases are also very important, for example, oxygen for carbon steel, nitrogen for stainless steel, and aluminum. With practice and trial and error, operators can hone in on the parameters that are optimal for specific cutting tasks.
Reference Sources
1. Impact of Fiber and CO2 Lasers settings on the Surface Quality of RVS 1.4301 Stainless Steel Cut
- Authors: Ł. Bohdal, D. Schmidtke
- Published: 06-30-2022
- Summary: The paper undertakes the task of cutting RVS 1.4301 stainless steel plates using fiber and CO2 lasers and analyzes the results to draw important conclusions regarding the selection of technological parameters that should enable attaining quality edges eliminating secondary mechanical operations. The study reveals that adequate values of power and cutting speed for distinct thicknesses of stainless steel were achieved and that these parameters greatly affect the quality of the cut edge(Bohdal & Schmidtke, 2022).
2. Effect of Fiber-Laser Parameters on the Cutting Accuracy of Thin and Thick S355JR Structural Steel Plates
- Authors: Laura Cepauskaite, R. Bendikiene
- Published: June 18, 2024
- Summary: This paper investigates the impact of fiber laser parameters on the cutting quality of different thickness S355JR steel plates. It evaluates the effect of laser power, cutting velocity, and auxiliary gas pressure on surface roughness, accuracy of dimensions, and taper angle of laser cuts. Results of the study revealed that laser cutting performance and quality optimization is achievable through appropriate parameter selection(Cepauskaite & Bendikiene, 2024).
3. Multi-Objective Optimization of Fiber Laser Cutting of Stainless-Steel Plates Using Taguchi-based grey Relational Analysis
- Authors: Yusuf Alptekin Turkkan et al.
- Published: January 9, 2023
- Summary: This work proposes a multi-objective optimization technique for the cutting parameters of fiber lasers used on stainless-steel plates, incorporating the Taguchi method aimed at minimizing surface roughness and kerf width. The research determines the most important parameters concerning the quality of the cut and analyzes the optimal conditions for high-quality cuts thoroughly (Turkkan et al., 2023).
6. Fiber laser






