




Sheet extrusion is the workhorse operation behind virtually all flat plastic panels, tray-style packaging, and rigid sheet that come out of modern plants. Whether you’re talking about a 0.5 mm PET food tray or a 12 mm polycarbonate skylight panel, the principle is similar: heat the resin, pressurize it into a flat die, cool it down with skilled rolls, and pull off a long, continuous sheet. A clean distinction lies in the resin chemistry, line layout, and level of dimensional accuracy required.
This document explains the process, materials, equipment, defects, and the 2026 outlook bringing a new perspective to plant purchasing decisions.
Quick Specs — Sheet Extrusion at a Glance
| Sheet vs. film boundary | ≥0.25 mm (0.010 in) per ASTM D883 |
| Typical line throughput | 30 kg/h (lab) to 1,200 kg/h (high-speed) |
| Achievable thickness profile | ±0.5% with closed-loop AGC (per SPE Extrusion Division) |
| Common materials | PVC, PE, PP, PS, PET/APET/CPET, PMMA, PC, ABS |
| Tooling cost vs. injection | Extrusion dies run 80–90% lower upfront (Xometry analysis) |
| Market trajectory | Extruded plastics CAGR 3.9% to USD 221B by 2030 (Grand View) |
What Is Sheet Extrusion? Definition, Core Process, and How It Differs From Film Extrusion
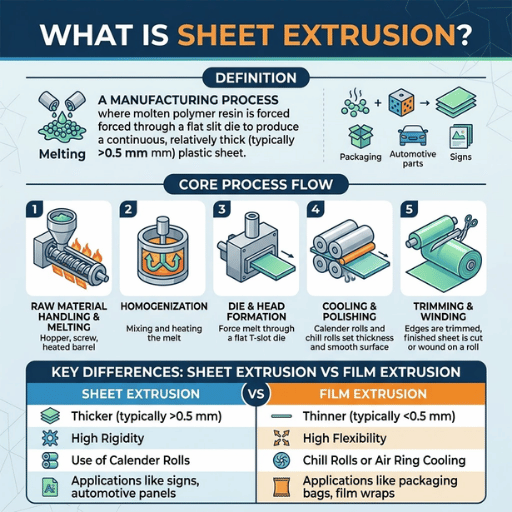
Sheet extrusion is a dry processing technique used to continuously form thermoplastic sheet using consumable solid resin pellets. Resin is first melted and conveyed through a single or twin-screw extruder, then forced through a flat die to create a plastic sheet of specified width and thickness. Newly-formed sheet passes through a bank of cooled rolls to set the gauge and surface finish and then is slit, and cut into plates or wrapped onto a roll.
Resulting product appears simple. However, the process is not. Three variables – (1) melt temperature stability, (2) die flow uniformity, and (3) cooling roll geometry – determine if the sheet shipped is suitable for thermoforming a clamshell or must be marketed as a second-grade sheet.
The majority of quality problems discussed later in this guide can be traced to one or more of these three.
What Is the Major Difference Between Film and Sheet Extrusion?
Answered favorably by an ASTM standard. According to the ASTM D883 Standard Terminology Relating to Plastics, film is defined as “an elective term for sheeting having a nominal thickness not greater than 0.25 mm (0.010 in.).” All other sheeting would by the same industry standard be termed sheet. A curious point – “an elective term for sheeting”- places film as a subcategory of the broader term sheet.
In practice, the line equipment up to a change in line gauge. Thin gauge extrusion below 0.25 mm adopts cast or blown film process, with draw-down ratios and air water-chilled gas cooling. Flat sheet line over 0.25 mm adopts a polished three-roll stack to set the gauge against the cast-iron rolls., where the properties of rigidity, downstream thermoformed wrap and end-use classification (FDA, EU 10/2011) diverge is.
The 5-Step Sheet Extrusion Process Explained (Resin to Finished Sheet)
Almost all published process descriptions reduce to five steps. Names differ (+ or / indicate 1 or 2 steps combined): of, melting/from, conveying, cooling/calibration, arriving.
What Are the 5 Steps of the Sheet Extrusion Process?
- Material feeding. Dried resin pellets, regrind, or recycled flake dump from a hopper into the feed throat of the extruder. Resin that is hygroscopic such as PET and PC must be dried prior to this; any residual moisture greater than about 50 ppm will cause hydrolytic degradation which no downstream filter can completely undo.
- Melting and conveying. A rotating screw conveys the resin through a barrel usually constructed at an L/Dis ratio of 24:1 to 30:1 (see the Formolene polyethylene processing guide). External heaters set the zone temperature; shear action from the screw flights does the rest. By the time the polymer reaches the metering zone it exists as a single phase melt within the set processing window.
- Pressure stabilization and shaping. A gear pump between the extruder and the die isolates die-side pressure fluctuations from screw-side surging. Molten resin then passes through a coat-hanger or T-die, where internal flow paths evenly distribute the material to the full width of the sheet. Parameters such as land length, lip convergence and lip-bolt setting determine the cross-direction profile.
- Cooling and calibration. Molten plastic from the extruder enters the die. Here extrudate enters a three-roll stack. An initial chill roll receives the melt; the gap between that roll and the die lip determines initial thickness. Subsequent rolls create a smooth surface and bring the sheet through its solidification window. Dynisco’s Extrusion Processors Handbook notes that the die land width is usually about half the width of the final sheet, but slightly more for higher melt index resins.
- Trimming and downstream processing. Edges are trimmed in order to remove the natural dimensional variation at the die deckle, then the sheet is either cut to length or unspooled on a turret winder. In-line thermoforming equipment can feed the warm sheet directly into a forming station; a second reheat step is thus eliminated.
📐 Engineering Note
Step 3 accounts for the majority of thin-gauge problems. Surging from the screw manifests as machine side (MD) gauge variation; uneven die temperature distribution shows up as cross-direction (CD) variation. A gear pump eliminates MD surging; thermally profiling the die lip (making the hot edges a little hotter) maintains a consistent CD flow without engaging the die re-machining cycle.
Material Selection: PVC, PE, PP, PET, ABS, HDPE, and Polycarbonate
Material selection across the variety of materials available ultimately controls all subsequent parameters — barrel set points, screw geometry, roll surface textures, and maximum line speed at which clarity and impact properties begin to break down. Seven common plastic materials listed below encompass the majority of commercial plastics sheet extrusion. Temperature ranges listed below are either from the manufacturer line settings, or from a peer-reviewed study of the effect of screw speed on PP, HDPE and PET (MDPI Sci 2026).
| Resin | Typical Barrel Range | Roll Surface Temp | Common Sheet Use | Notes |
|---|---|---|---|---|
| PVC (rigid) | 160–200 °C | Roll 155–175 °C (Baosheng) | Construction panels, signage | HCl release at >205 °C; thermal stabilizer is non-negotiable |
| PE / HDPE | 180–240 °C | 50–80 °C | Geomembrane, packaging | Wide processing window per LyondellBasell guide |
| PP | 200–260 °C | 30–65 °C | Auto interior, food trays | Lower roll temp lifts crystallinity and stiffness |
| PS / HIPS | 180–240 °C | 30–50 °C | Disposable trays, refrigerator liners | Narrow window; melt-fracture risk above 250 °C |
| PET / APET / CPET | 270–300 °C | 80–120 °C | Rigid food packaging, blister | Pre-dry to <50 ppm; IV drop is permanent |
| PMMA (acrylic) | 200–250 °C | 60–90 °C | Optical sheet, displays | UV stable but scratch-soft; polish-roll critical |
| PC | 280–320 °C | 80–120 °C | Glazing, machine guards | Hygroscopic; dry to ≤100 ppm before run |
| ABS | 210–240 °C | 40–80 °C | Refrigerator liners, auto trim | Surface print receptive without primer |
Very seldom will a choice between two candidate resins hinge on the properties alone. One grade of the right modulus may carry a 30% premium compared to an alternative once the additional dryer energy and scrap cost are considered. A fair response is: try out the resin you will actually run a few feet of on the production line you will use, from the specified batch you will actually buy. Your data sheet provides a starting formula, not the final result.
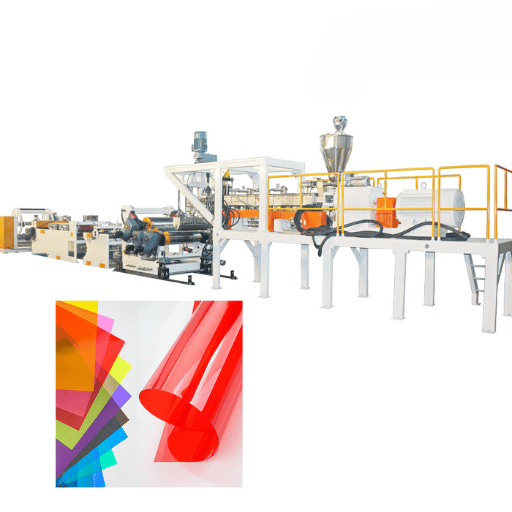
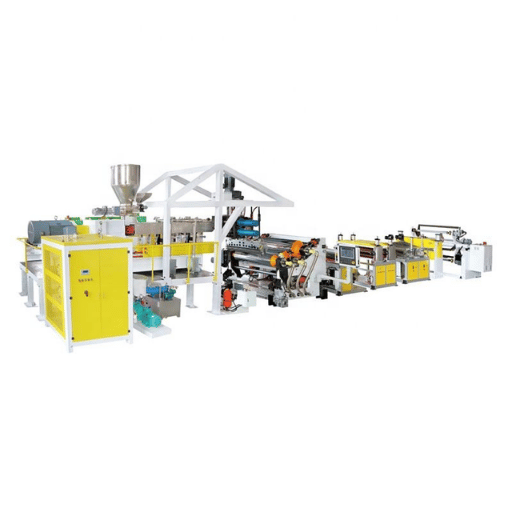
Sheet Extrusion Line Configuration: Components and Equipment

Modern extrusion systems for sheet production are built from seven sub-systems, all optimized to the resin and target gauge. Omitting any one is possible, but it almost always results in shifting the fault away from that omitted subsystem.
- •
Single- or twin-screw extruder. The melting heart. Single-screw handles virgin resin; twin-screw is preferred for compounding, regrind, and high-filler grades. L/D 24:1 to 30:1 covers most sheet work.
- •
Screen changer. Captures contamination before the gear pump. Continuous screen changers eliminate the production interruption of plate-style units — relevant when running PCR streams.
- ✔
Gear pump (melt pump). Decouples die-side pressure from extruder output. A single highest-impact upgrade for thin-gauge sheet, and the easiest to retrofit.
- ✔
Static mixer (optional). Homogenizes melt temperature and color before the die. Mandatory in masterbatch dosing or co-extrusion lines.
- ✔
Sheet die. Coat-hanger geometry is the default; T-die and dual-flex dies are used for narrow-width or co-extrusion work. Lip-bolt resolution determines how finely you can correct CD profile.
- ✔
Three-roll calibration stack. Down-stack, up-stack, J-stack, or vertical configurations exist; the best choice depends on the sheet temperature window and downstream layout. Rolls have a slight crown to compensate for deflection under load.
- ✔
Haul-off, edge trim, and winder/cutter. Servo-driven haul-offs close the loop with the gauge sensor; a slow puller reading thick gauge speeds up automatically. Edge trim recovery (in-line grind-and-feed) reduces virgin resin demand.
Throughput by extruder size and screw speed. Lab and pilot lines run about 30kg/h; the usual PP/PET food packaging production line runs in the 200–800kg/h range; high-speed PET thermoforming sheet lines of 900–1,200kg/h are not uncommon for multi-extruder feed and high-torque drives. Selection of extrusion equipment to deliver new sheet program almost always begins with the volume target and partitions back through screw size, gear pump capacity, and die width.
Critical Process Parameters: Temperature, Pressure, and Cooling Rate Control
Three closed loops decide whether a line ships premium, prime, or scrap end product: melt temperature stability, melt pressure stability, and cooling system control. Each has a known target range, and each is feasible with today’s commodity hardware.
- ✔
Melt temperature: hold within ±2 °C of setpoint per zone. Even a 2–3 °C shift moves polymer viscosity enough to show in MD thickness. Multi-zone PID with independent air or water cooling is the standard answer.
- ✔
Melt pressure: gear pump cuts surge to a fraction of bare-extruder values. The exact reduction depends on screw design and feed consistency, but the pump-fed sheet is what makes ±0.5% gauge profile possible.
- ✔
Cooling system rate: roll surface temperature controls crystallinity. A practitioner discussing PP cooling on the r/plastic forum captured it cleanly: “Higher temperature means lower cooling rate and therefore lower crystallinity,” which directly affects modulus and surface gloss in semi-crystalline resins.
What Role Does Temperature Control Play in Sheet Extrusion?
Temperature acts as the master variable. It determines the melt viscosity (and hence melt pressure), controls cooling rate (and therefore crystallinity and warpage), and ensures stable dwell-time without degradation of heat-sensitive resins. Advanced lines operate multi-zone barrel control with 1 C resolution, implement deckle-zone die electric heaters which offset pressure loss across the die, and embed individually-controlled chill rolls so sheet enters and leaves the stack at a specific temperature profile rather than a random one.
Thickness control completes the loop. A non-contact gauge — beta-gauge for absolute mass measurement, X-ray or infra-red for relative measurement — traverses the sheet width, supplies a profile to the controller, and adjusts the lip-bolt actuators in real time. The SPE Extrusion Division gauge control reference recommends an averaged profile accurate to 0.5% or better, and good automatic gauge control (AGC) systems can achieve this with no operator intervention. Gauge gain is proportional: a 1% improvement in gauge uniformity on a 600 kg/h line translates to approximately 6 kg/h of resin you are no longer paying to ship.
Industry Applications: Packaging, Automotive, Construction, Medical
Extruded plastic sheets are then channeled into four end-markets that collectively shoulder most of the plastic flat-stock production. Sheet extrusion applications cluster heavily into the categories below.
| Sector | Typical Sheet Products | Dominant Resins |
|---|---|---|
| Food packaging | Trays, blisters, deli containers, lids | PET / APET / CPET, PP, PS |
| Automotive | Door panels, trunk liners, dashboards substrate | ABS, HDPE, PP/TPO |
| Construction | Glazing, partitions, signage, pool covers | PC, PVC, PMMA |
| Medical | Rigid blister packs, tray bases, dividers | PET-G, PVC, PP |
Figure 1 under normal circumstances, this is what it really looks like when you step back. Outside of the macro picture, this enters the equation when dimensioning capacity. According to Grand View Research, the global market for extruded plastics will grow at 3.9% CAGR from 2024 to 2030, hitting USD 221.18 billion. Different end-market drivers will fuel unequal growth, with rigid food packaging forms leading the plastics demand on product volume growth from e-commerce and ready-meal pack formats.
Sheet Extrusion vs. Calendering vs. Injection Molding: When to Choose Each
Three processes share overlap in some applications, and near-total separation in others. Practical advantages of sheet extrusion show up in specific volume and gauge bands rather than across the board. An accurate comparison is not A versus B, but whichever process is defeated by the other at a given combination of volume, gauge, and material.
The 3 Questions Framework for Choosing Sheet Extrusion
- How many linear meters per year? Less than ~50,000m of finished sheet, thermoforming a bought-in master sheet rather than manufacturing it on-site makes better economic sense. Above that the in-house extrusion begins covering the payback and amortization point. Above 500,000m, dedicated multi-line operations, or calendering takes the cost advantage.
- What gauge and width? Sheet extrusion market here 0.25mm to about 12mm. Below 0.25mm, cast- or blown-film has established economics, too. Above ~12mm, slab extrusion or compression molding.
- How many materials? how many layers? Single-material monolayer is trivial. Multi-resin co-extrusion, 5 or more layers needs a different feedblock, a different die budget- if no barrier or decorative function, don’t pay for the layer count.
✔ Sheet Extrusion Wins When
- Continuous flat product is the goal
- Thickness is 0.25–12 mm
- Tooling budget is constrained: extrusion dies cost 80-90% less than injection molds (per Xometry analysis)
- You can buffer downstream conversion with sheet rolls
⚠ Pick Calendering or Injection Instead When
- Annual volume exceeds calendering’s economics (large rigid PVC volumes especially)
- Final part has 3D geometry or accuracy features- injection molding
- Sheet gauge requirements < 0.05 mm tolerance in width- calendering with planetary gear roll stacks
Common Defects and Troubleshooting: Warp, Thickness Variation, Surface Issues
Defects categories in sheet extrusion tend to bunch around five recurring failure modes. Each has a dominant cause & a workable first-pass fix, before tearing into the line.
| Defect | Dominant Cause | First-Pass Fix |
|---|---|---|
| Warp / sheet dome (TD) | Cooling roll temperature differential | Reduce bottom roll temperature; raise top chill roll temperature (per NatureWorks Ingeo troubleshooting guide) |
| Center thick / edges thin (CD) | Die land or transverse temperature imbalance | Adjust lip bolts; thermally profile the die (edges hotter); install or check the restrictor bar |
| Periodic MD thickness variation | Worn screw, gear backlash in haul-off, roll-stack vibration | Inspect drive train; check haul-off concentricity; look for screw flight wear |
| Sharkskin / orange peel | Excess shear at die lip, especially with linear PE grades | Increase die lip temperature; lower line speed; consider polymer processing aid |
| Gels and unmelt streaks | Contamination, undermelted resin, dryer failure on PET/PC | Check screen pack; verify dryer dewpoint; inspect feed throat for moisture intrusion |
Most TD warp is a misdiagnosed die problem. Before you adjust lip bolts, fix chill roll delta T. Field folks citing PP cooling on the r/plastic forum have nailed the same root cause: roll temperature manages cool down rate, cool down rate manages crystallinity, & gauge variation in crystallinity causes warp.
Co-Extrusion: Multi-Layer Sheets for Barrier and Premium Applications

Single-material sheet becomes a problem when an end-use asks for two incompatible properties simultaneously: optical clarity & oxygen barrier, or printable surface & food contact. Co-extrusion abuts incompatible layers, stacking from separate extruders through a feedblock/ multi-manifold die into a single laminated sheet.
Popular stack architectures are AB (two layers), ABA (sandwich with monometrical skin on each side), ABABA (five layer with a center barrier resin & symmetric tie layers). Food-packaging-grade lines routinely produce 5- & 7-layer stacks of PA, EVOH, PP, PE & tie resins; nine-layer coextrusions have been well documented in academia & scale far beyond the needs of most plants in practice.
“EVOH’s oxygen scavenging ability incurs a moisture-sensitivity penalty. Sandwiching it between non-hydrophonic PE or PP layers in a coextruded structure bushit the barrier. That hence is why EVOH is almost entirely sacrificed on the middle in food packaging sheet, never to be seen on the skin.”
Cost is a non-proportional function of layer count- feedblocks scale, dies do not. Moving from three-layer to 5 Layer might incur a die rebuild, builders live with layer count once there.
The Future of Sheet Extrusion: rPET, Bioplastics, and Industry 4.0 Monitoring
There are three forces shuffling what and how plants buy. No, none of three are speculative- each one affects quotes already made in 2026.
1. How far can food contact recycled PET go? The FDA recycled plastics in food packaging guidance guides stream processors through the No Objection Letter (LNO) procedure needed to approve one or another post-consumer recycled material; building on the polymer authorizations in 21 CFR Part 177. Realistically, 100% rPET sheet for food trays can happen now- run from food contact bottles or otherwise containing safe-outlined scrap, & maintain an LNO canister complete: failure modes have been quantified (level of contamination, &able to be washed out). We of course will see brand-owner specs demanding 50% rPET in 2026.
2. Bio-based and compostable resins become operational. PLA, PBAT, PHA and PVA are no longer R&DM; curiosity. Process windows run narrower than petrochemical equivalents and usually require profile tuning—lower barrel temps, gentle cooling, possibly a different screw design. Plants capable of converting petroleum and bio-based grades on one set of equipment will out-flex single-stream lines as customer demands change.
3. Industry 4.0 closes the loop end-to-end. Factory combines multi-zone PID control, gear pump pressure feedback, AGC scanning, and SCADA-level data logging generates a line that responds to events within drift bands without waiting for operator intervention. Condition monitoring—via motor current, gearbox vibration, and barrel heater duty cycle—is transitioning from supplier-specific feature lists to standard purchase specs. Industry market research group Mordor Intelligence estimates the overall plastic processing machinery market at USD 34.72 billion in 2026 with a 4.53% CAGR through 2031, with smart-line revenue growing faster than the headline number.
If you’re quoting a new line for a 2026-2027 delivery date, practical takeaways are simple: inquire of vendors how the line qualifies 100% rPET feedstock, what grades of bio-based resin they have tested, and what data they log. Answers indicate whether you are requesting a 2026 line or a converted 2018 line.
Frequently Asked Questions About Sheet Extrusion

Q: What is the typical thickness range produced by sheet extrusion?
View Answer
Q: Is sheet extrusion suitable for low-volume production runs?
View Answer
Q: Can recycled plastics like rPET and rHDPE be processed in standard sheet extrusion lines?
View Answer
Q: How is product quality monitored during sheet extrusion?
View Answer
Q: What is the environmental impact of sheet extrusion?
View Answer
Q: What safety precautions are required for sheet extrusion operations?
View Answer
Q: How does the sheet extrusion process compare to film extrusion in equipment cost?
View Answer
Related Articles
- What Is Extrusion? Process and Industrial Applications Overview — the upstream concept covering profile, sheet, film, and blow molding extrusion side by side
- Plastic Extrusion Machinery: Types, Selection, and Buying Guide — equipment-side companion that drills into screw, barrel, and drive-train choices
- Thermoplastics: Properties, Categories, and Sheet-Compatible Grades — resin-family reference with the same temperature and mechanical data set used above
- Hot Melt Extruder Machine: Adhesive and Specialty Sheet Applications — adjacent process for hot-melt films and adhesive layers
- 80/20 Aluminum Extrusion: T-slot Framing for Plant Floors — metal extrusion counterpart for plant infrastructure around sheet lines
About This Sheet Extrusion Analysis
This document is compiled from ASTM D883 terminologies reference, selected processing research, the Dynisco Extrusion Processors Handbook, and the FDA guidance on recycled plastics- any weighting that was given to raw temperature ranges, thickness tolerance data (0.5% per SPE), and the FDA No Objection Letter process for 100% rPET food contact use, is to ensure those are the values that roll out in new plant specs and customer-facing product specs in 2026.
References & Sources
- ASTM D883-19 Standard Terminology Relating to Plastics — ASTM International
- Experimental Evaluation of Temperature and Screw Speed Effects on PP, HDPE, and PET Extrusion — MDPI Sci, peer-reviewed
- Polyethylene Film Processing Guide — Formosa Plastics Corporation USA
- The Dynisco Extrusion Processors Handbook — Dynisco
- A Guide to Polyolefin Film Extrusion — LyondellBasell
- Gauge Control — SPE Extrusion Division Wiki — Society of Plastics Engineers
- Troubleshooting the Ingeo Sheet Extrusion Process — NatureWorks LLC
- Recycled Plastics in Food Packaging — U.S. Food and Drug Administration
- 21 CFR Part 177 — Indirect Food Additives: Polymers — U.S. Code of Federal Regulations
- Extruded Plastics Market Size and Growth Report 2024–2030 — Grand View Research
- Plastic Processing Machinery Market Report 2026–2031 — Mordor Intelligence
- Films with Nine-Layer Coextrusion Technology and EVOH Barrier Performance — Rochester Institute of Technology






