



Laser Cutting Plexiglass: A Complete Guide to Settings, Edge Quality, and Equipment Selection
No matter whether you call it Plexiglas, Lucite, or Perspex, you can laser cut plexiglass faster, cleaner and more accurately than almost any other plastic on a fabrication shop floor. The problem is that almost every cast-vs-extruded error, fumes-handling cheat, and “use more air assist” reflex from metal cutting will destroy the very property – optical clarity – that makes the material valuable in the first place. This guide brings together the wavelength physics, OSHA-grade safety data, real workshop settings and the counterintuitive edge-quality tricks that the commerce-heavy SERP rarely covers in one place.
Quick Specs: Laser Cutting Plexiglass at a Glance
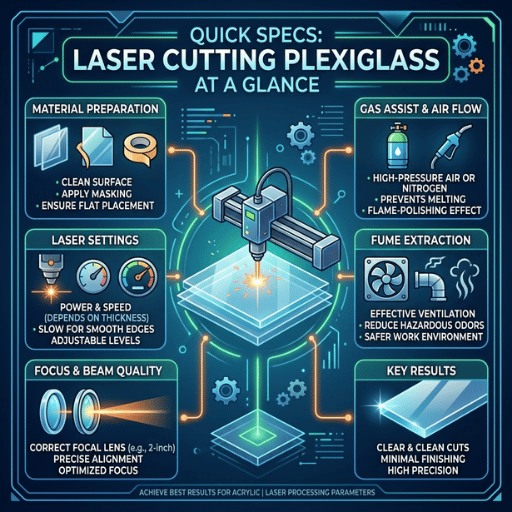
Quick Specs
| Best laser type | CO₂ at 10.6 μm (10,640 nm) — sealed glass tube or RF-excited |
| Recommended sheet | Cast acrylic (PMMA) for clear cuts; extruded for budget projects |
| Practical thickness | 1.5 mm to 25 mm in a single pass on 60–150 W systems |
| Starter setting (60 W on 6 mm cast) | 12 mm/s, 80% power, focus 3 mm into sheet, 1.5–2.5 mm air-assist nozzle on low |
| Typical kerf width | 0.1–0.3 mm — offset CAD geometry by half-kerf for press-fits |
| Fume exposure limit | OSHA PEL 100 ppm methyl methacrylate (8-hr TWA) — active extraction required |
| NEVER cut | PVC (releases HCl gas), polycarbonate (flames + soot), ABS (cyanide trace) |
What Is Plexiglass and Why Material Type Matters for Laser Cutting

Plexiglas is a brand name; the polymer underneath every Plexiglas, Lucite, Perspex and Acrylite sheet is the same: poly(methyl methacrylate) — PMMA, formula (C₅H₈O₂)ₙ, CAS 9011-14-7. Three brand labels but one chemistry. That one fact answers a question that appears in every search result: “What is the difference between PLEXIGLAS and acrylic?” In practice, none – the difference lives downstream, in the manufacturing process used to turn PMMA pellets into a sheet.
PMMA matters for laser cutting because of three measurable properties. First, its glass-transition temperature is roughly 105°C for atactic PMMA, with commercial grades running 85–165°C, according to material data published on the PMMA reference page. That low Tg means the cut zone melts and re-flows almost instantly, producing the glossy edge that makes acrylic visually unique. Second, density is 1.17–1.20 g/cm³ — about half the weight of equivalent glass, which is why displays, signage and machine guards switched to PMMA decades ago. Third, visible-light transmission reaches 92% at 3 mm thickness, but the same sheet absorbs strongly in the far infrared. That asymmetry is the entire reason a 10.6 μm CO₂ laser cuts plexiglass cleanly while a 450 nm diode laser passes straight through it.
Knowing the PMMA polymer chemistry behind the brand names changes how you specify a job. Decisions that follow — cast vs extruded, CO₂ vs diode, settings, edge quality, safety – all flow from the polymer, not the trademark on the protective film.
Cast vs Extruded Acrylic: The Critical Choice for Laser Cutting
Both types are PMMA, but they behave differently under a laser beam because of how the polymer chains are formed. Cast acrylic is poured between two flat glass moulds and slowly polymerized over hours or days. Result: a higher and broader molecular-weight distribution – millions of g/mol – and that long-chain network melts cleanly back into a flame polished surface as the laser cuts. Extruded acrylic is forced through a heated die in continuous lengths. Chains are shorter and more uniform (around 150,000 g/mol), so when extruded sheet meets the same beam, it tends to soften, deform slightly and leave a frostier edge.
In practice the comparison most fabricators care about: edge quality, engraving clarity, cost and consistency.
| Property | Cast Acrylic (GS) | Extruded Acrylic (XT) |
|---|---|---|
| Manufacturing | Cell-cast between glass plates | Continuous extrusion through die |
| Molecular weight | >1,000,000 g/mol | ~150,000 g/mol |
| Laser cut edge | Crystal-clear, flame-polished | Slightly frosted, occasional ripple |
| Engraved finish | Bright frosted-white contrast | Less contrast, can melt rather than vaporise |
| Frequency setting (CO₂) | 5,000–20,000 Hz tolerated | ≤5,000 Hz to avoid melt-back |
| Thickness uniformity | ±10% across sheet | ±5% (tighter — extrusion advantage) |
| Cost | Reference price | ~30–50% lower |
The Cast-First Rule: If the cut edge will be visible – display panels, retail signage, illuminated lettering, light pipes – specify cast every time. Only turn to extruded when the edge will be hidden, the budget is tight, or you really want a frosted- engrave look. That 1 choice will prevent more rework on your acrylic project than anything else you specify.
Suppliers in Europe usually mark cast as GS and extruded as XT, so a sheet labelled “Plexiglas XT” is extruded regardless of the brand on the masking paper. Always check the grade code on the mill certificate before quoting an optical-clarity job.
Which Laser Type Can Cut Plexiglass? CO₂ vs Fiber vs Diode
Is acrylic laser cuttable? That’s a trick question because it hinges entirely on the wavelength of the laser. PMMA appears transparent to most visible and near-infrared light, while the far infrared spectrum is completely blocked. Whether the laser beam is turned into heat inside the sheet or does right through it depends solely on its wavelength and the molar absorption coefficient at that wavelength.
An optical-absorption study indexed on PubMed measured the bulk PMMA absorption coefficient at the CO₂ wavelength of 10.6 μm at α ≈ 502 cm⁻¹ — high enough that almost all of the beam energy is captured within the first few microns of the cut zone. By comparison, the same plastics would transmit roughly 92% of visible photons at 3 mm thickness, hence why an apparently transparent sheet looks just like a glass panel in the light of a fluorescent bulb and simply refuses to cut in under a blue diode laser.
| Laser Type | Wavelength | PMMA Behaviour | Verdict |
|---|---|---|---|
| CO₂ (sealed or RF) | 10.6 μm | Strong absorption (α ≈ 502 cm⁻¹), clean vaporisation | ✔ Best — clear and coloured up to 25 mm |
| Fiber | 1.06 μm | Beam transmits with minimal absorption; heat ends up at the lens, not the work | ✘ Avoid — risk of optics damage |
| Diode (blue) | 450 nm | Clear PMMA transmits ~92%; opaque/black grades absorb at the surface | ⚠ Opaque only, slow, multi-pass |
| Diode (IR-assisted hybrid) | ~1064 nm + visible | Same fiber-style transparency issue at clear PMMA | ✘ Not for clear cuts |
Why Can’t a Diode Laser Cut Clear Acrylic?
Blue diode lasers operate near 450 nm, deep in the visible spectrum where acrylic is manufactured to be ideally transparent. Only when the laser light is absorbed do we get converted into thermal energy. Practitioners on r/lasercutting routinely report 10 W and 20 W blue diodes failing to scratch clear acrylic at any combination of speed and pass count, then succeeding immediately when they swap in a CO₂ versus diode comparison grade machine. The workaround for hobby setups is to mask the back of the sheet with matte black paint or a sacrificial card so the beam has somewhere to deposit its energy — but that adds cleanup steps and rarely yields the optical-quality edge that justified picking PMMA in the first place.
Can a Fiber Laser Cut Plexiglass?
Fiber lasers operate at 1.06 μm and were designed for metals, where the absorption coefficient is favourable. PMMA at 1.06 μm transmits most of the incident energy and what does interact tends to do so at uncontrolled depths because there is no surface absorption layer. The realistic outcome is a half-cut with melted internal cavities, smoke streaks, and a real risk of focusing the un-absorbed beam onto the cutting head’s protective lens — an expensive failure mode. For acrylic work, specify a CO₂ machine such as those built around industrial CO₂ laser systems rather than re-purposing a fiber cutter.
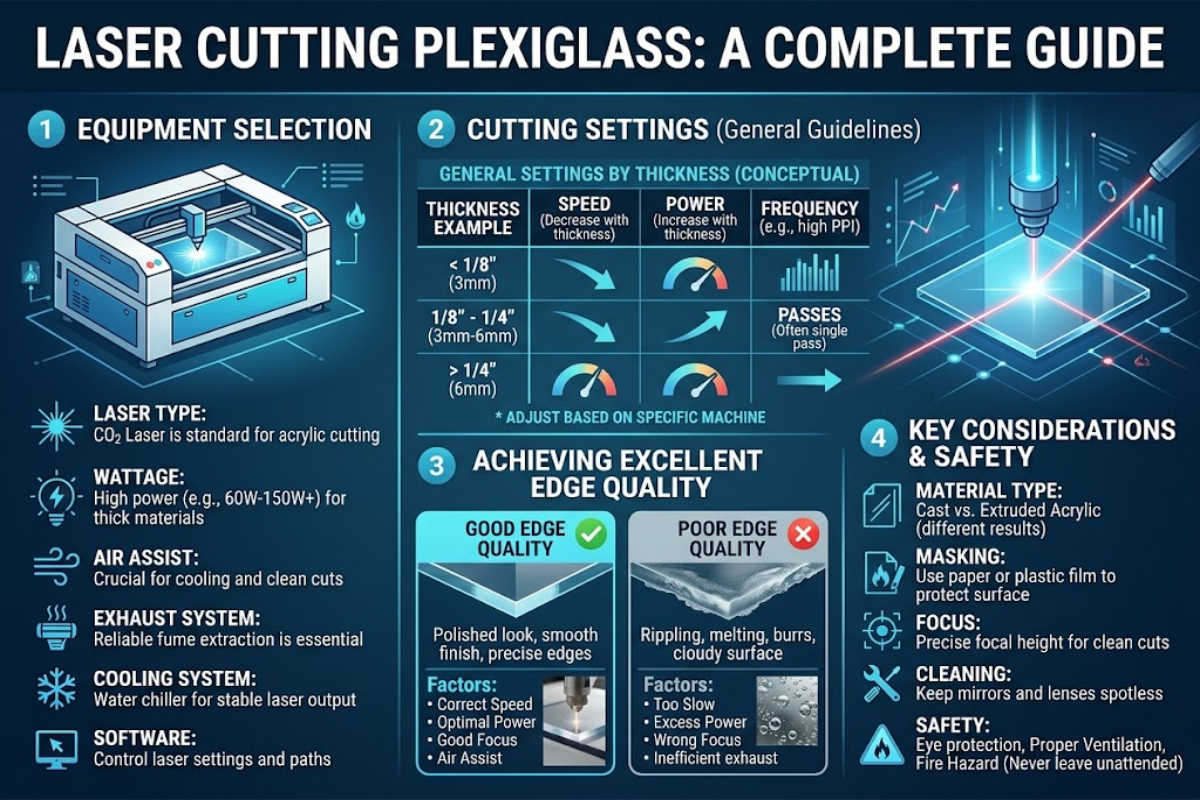
Laser Cutting Settings: Power, Speed, and Focus by Thickness
Tube wattage and sheet thickness define the working envelope; speed and focus fine-tune the result. A 10 W of laser power to 1mm of acrylic is a good rule of thumb taken from manufacturer guides – Trotec, Epilog, OMTech, xTool – for a single-pass cut, and means a 60 W tube is happily wieldy at 6 mm cast and a 100 W tube is happily wieldy at 10 mm. Values below are starting points; every machine, lens, and sheet batch will shift them a little. Run a short test grid on scrap before starting a production run.
| Thickness | 40 W tube | 60 W tube | 100 W tube | 150 W tube |
|---|---|---|---|---|
| 3 mm cast | 25 mm/s, 80%, 1 pass | 35 mm/s, 65%, 1 pass | 55 mm/s, 50%, 1 pass | 80 mm/s, 40%, 1 pass |
| 6 mm cast | 8 mm/s, 95%, 1 pass | 12 mm/s, 80%, 1 pass | 25 mm/s, 65%, 1 pass | 40 mm/s, 55%, 1 pass |
| 10 mm cast | 3 mm/s, 100% (two passes) | 6 mm/s, 95%, 1 pass | 12 mm/s, 80%, 1 pass | 20 mm/s, 70%, 1 pass |
| 12 mm cast | Not recommended | 3 mm/s, 100% (two passes) | 8 mm/s, 90%, 1 pass | 15 mm/s, 75%, 1 pass |
| 19 mm cast | Not recommended | Not recommended | 3 mm/s, 100%, two passes | 6 mm/s, 95%, 1 pass |
| 25 mm cast | Not recommended | Not recommended | Two passes, slow | 3 mm/s, 100%, 1 pass |
Three parameters matter just as much as the sheet values above. Set focus depth approximately half-depth into the sheet – at 6 mm, that is 3 mm below the top surface, not on the surface – so the beam waist sits in the middle of the cut and the kerf stays parallel. Choose the right focal-length lens for the thickness; a senior Trotec applications engineer pointed out on r/lasercutting that 19 mm and thicker stock benefits from a 2.5-inch or 4-inch focal lens rather than the default 1.5-inch, otherwise the beam diverges before it hits the bottom of the cut. And on the frequency parameter, OMTech’s technical guidance for cast PMMA tolerates 5,000-20,000 Hz, while extruded should stay at or below 5,000 Hz to prevent pulse-overlap melt-back.
📐 Engineering Note — Kerf CompensationMeasured CO₂ kerf on cast PMMA falls in the 0.10-0.30 mm band depending on tube wattage, lens focal length, and assist pressure. For interlocking joints, slot widths, and snap-fits, offset CAD geometry by half-kerf in the toolpath; for pieces that simply need to drop in, the bare nominal dimension is usually fine. Always cut a 5 mm test sample and measure with a calliper before running a production batch – the same toolpath on a 60 W glass tube versus a 60 W RF-excited tube can shift kerf by 0.05 mm.
How to Laser Cut Acrylic Without Melting It
Melted edges on plexiglass are a heat-management problem, not a power problem. Remedy sequence: drop the assist gas pressure (or turn it off entirely – see the next section), set focus into the sheet rather than on top, and choose a single high-power pass instead of several slow passes that re-heat the kerf wall. If the sheet is still melting, the cause is usually a dirty lens or a mismatched beam path dumping energy off-axis; clean the optics with isopropyl alcohol on a lint-free swab and run an alignment check before increasing wattage.
Achieving Flame-Polished Edges: The Counterintuitive Edge-Quality Playbook

Best part of cutting plexiglass on a CO₂ laser: the cut edge polishes itself for free. The PMMA at the kerf wall melts, surface-tension reflows it, and the exposed face cools into a gloss finish that simulates flame-polishing – so long as the process is set up not to ruin that finish. Most edge-quality complaints on production floors come from one mistake: treating acrylic like sheet metal.
“Air assist should be at a minimum because it will tend to frost the edges.”
— Laser Dave, applications engineer at Trotec, in advice surfaced on r/lasercutting
That one fact explains why the SERP is so often full of” I followed the directions and my edges are white and curly” type complaints. High pressure air-assist cools the kerf wall so fast that the surface tension of the polymer (literally the hydrocarbon molecules) can’t flow along and smooth the surface before it freezes into an ice-like net of micro-roughness. In weldable metals—that’s a blow torch blowing more and more oxygen or nitrogen down at 6-15 bar to sweep the hot slag out of the puddle—that flow rate is critical.
In invisible PMMA it’s destructive. A now-standard three-state regime is 0-1.5 bar off for time-less flame polish, 1.5-2.5 bar in-hold smoke-drain without surface sacrifice, 2.5-4 bar only on extruded and pigmented stock where the edges are compromised already.
- Specify cast acrylic- extruded will always frost at the cut wall no matter what the settings are.
- Set focus depth to about l/2 the thickness of the sheet and not on the surface.
- Run air assist OFF or at the minimum that still clears smoke from lens
- Take off the paper covers on the bottom surface. Keep the paper covers on the top for handling purposes.
- Cut in a single high power pass; more than 1 pass reheats the kerf and dulls the polish
- Run a downdraft or rearse-facing table; do not blow exhaust down onto work.
- Clamp parts at least 2-3 mm from clamp to prevents mechanical stress whitening.
These seven rules turn a default-setting laser cut into a finished edge that needs no flame-polishing torch. Difference between a part in the box and a part on the bench.
Safety: Fumes, Fire, and Why You Must Never Cut PVC or Polycarbonate
Fumes from plexiglass laser cutting are unpleasant but well-characterised, exposure limits exist, and controls are straightforward — provided the wrong material never reaches the bed. A bigger safety issue is not PMMA itself, it is the look-alike sheets that get mistaken for it.
When a PMMA is laser-cut, the polymer depolymerizes in reverse to that monomer, methyl methacrylate (MMA), plus carbon dioxide, water vapour, carbon monoxide, and trace formaldehyde. OSHA’s chemical data sheet for methyl methacrylate suggests a permissible exposure limit (PEL) of 100 ppm averaged over an eight hours shift, and the NIOSH Pocket Guide to Chemical Hazards has the same recommended exposure limit (REL) of 100ppm. The American Conference of Governmental Industrial Hygienists (ACGIH) is more restrictive, setting a threshold limit value of 50 ppm with a 100 ppm short-term exposure ceiling.
An enclosed cabinet with active extraction at 3-5 m/sec face velocity into a HEPA-plus-activated-carbon stack is well below all three figures during normal cutting volumes.
- PVC and vinyl — releases hydrogen chloride (HCl) and chlorine gas; corrodes the laser tube and exhaust ducting on the very first cut, then poisons the operator
- Polycarbonate (PC) — flames violently, leaves black soot, and rarely cuts through cleanly because it absorbs poorly at 10.6 μm
- ABS — releases hydrogen cyanide traces and aromatic carbonyls
- Carbon-fiber composites — releases respirable graphite particles and degrades the carbon matrix into harmful by-products
- Treated woods, MDF binders, vinyl-coated fabrics — assume a chlorinated or formaldehyde binder until a safety data sheet says otherwise
A fast incoming-material check that workshops use: hold a small offcut against a hot soldering iron and sniff the smoke. PMMA smells faintly sweet, like model airplane glue. PVC smells like a chlorinated swimming pool and the smoke is acrid. Polycarbonate smells like burning hair. Acrylic-vs-PVC mix-ups remain the single most expensive mistake in the laser industry — see ud-machine.com’s reference list of materials never to laser cut and the technical comparison of polycarbonate properties for further context.
In the equipment universe, every CO₂ laser cutter capable of slicing acrylic is a Class 4 system per ANSI Z136.1-2022, which requires an interlocked enclosure, beam stops, and a designated Laser Safety Officer for industrial deployments. A correctly specified fume extractor selection handles both particulate and MMA in one stack — the typical mistake is undersizing for the cabinet volume, which lets vapour stratify above the work and raise operator exposure even when ductwork is in place. Note that exposure controls evolve; verify the current revision of any standard with the issuing body before a final compliance sign-off.
Laser vs Saw, Router, and CNC Mill: Choosing the Right Cutting Method
So laser cutting is often the right answer and not always – this rests on the geometry detail, tightness, finished edges needed, and workload. Manufacturer side tolerances and finishes are often derived from comparative guides can yield a readily applied scheme.
| Method | Edge Quality | Typical Tolerance | Best for |
|---|---|---|---|
| CO₂ laser | Flame-polished on cast | ±0.10 mm | Complex shapes, holes, detail, batch parts ≤25 mm thick |
| CNC router (O-flute bit) | Clean machined edge | ±0.50 mm | Thicker stock (25 mm+), tapped holes, large panels |
| Table saw with plastic blade | Straight machined edge | ±1.00 mm | Straight rip cuts on rigid sheet |
| CNC mill (vertical) | Tooled finish (visible chatter) | ±0.05 mm | Pockets, threads, structural acrylic parts |
| Score-and-snap | Rough, often chipped | ±2.00 mm | DIY one-offs ≤5 mm, no detail required |
A rule-of-thumb: any feature less than 3 mm, curved, or waiting for an unbuffed visible edge goes to the laser. Any part 25 mm or more thick, structural, needing tapped holes, or a simple part can go to a router or mill – when the batch reaches around 50 identical parts on cast 6 mm, the laser becomes cheaper per piece than score-and-snap or routing alternatives — above that, the laser-cuttable materials guide applies and a CO₂ system pays back quickly.
Real-World Applications: Signage, Displays, Prototyping & Custom Parts
Application drives the sheet specification, not the reverse. This gives you five groups to laser-cut the most popular applications in 2026.
- Retail & architectural signage: 3mm-6mm cast clear/coloured, where viewable edges need to be surface gloss remaining – closer dimensional precision is subordinate to gloss finish.
- Point-of-sale display & display item packaging: 5mm-10mm cast where use of snap-fit assemblies; CAD needs to compensate for the laser distance kerf for best fit.
- Lab and medical environmental prototype enclosures: 3mm-6mm transparent, with closer tolerances for window fits over instruments, where cast type more desirable for chemical affordability.
- Equipment shielding and inspection windows: 6mm-12 mm impact-modified PMMA, where the technician needs a sightline into hazardous equipment.
- Personalised product & ornamental: 1.5 mm-3.0mm in colour-stack (multiple display layers), the biggest breakout in the 2026 trend report.
An easy example: a regional sign-shop near Atlanta replaced a 200-piece restaurant rebrand CNC router with a 100 W CO₂ laser. Cutting time per piece fell from 14 minutes to around 4 minutes, flame-polished edges replaced the post-process polishing step thanks to intrinsically-polished cast laser edges, and scrap rate on the same cut-paths plummeted from 18% to below 6%. Bringing the acrylic cutting in house rather than outsourcing paid for the laser in 11 months on one client portfolio.
Industry Outlook: Where Acrylic Laser Cutting Is Heading by 2030
Three relevant numbers for equipment planning over the next five years come from trade sources and market analysts. Each is published by the industry (Tier 3) instead of government departments so use it as directionally rather than as an exact estimate.
Three specific changes are rolling through that data. First: RF-excited CO₂ tubes are replacing DC-excited glass tubes at high power on production-scale equipment on account of +40% wall-plug efficiency and roughly +two-times tube service life – relevant for any shop running more than 20 hours a week. Second: the growth in custom laser-cut imports (special event signage, awards, art decor) is shifting the demand to smaller Box- or Greebless- shown Class-1 systems from more powerful, open Class-4 industrial equipment – making the ANSI Z136.1 laser safety standard much easier for construction, reduction to small business operators. Third: environmentally-friendly shoppers are seeking out recycled-content acrylic and bio-PMMA mixes; cutting conventions on these materials differ somewhat from virgin cast, so production planning for 2026 should include a modest material-qualification budget. If you are layouting equipment for 2026 and into the future, schedule test cuts on at least one bio-PMMA grade and check the extractor yield using the latest ACGIH guidance – both will last longer than the processing equipment themselves.
Frequently Asked Questions

Q: Can plexiglass be cut with a laser?
View Answer
Q: Is laser-cut acrylic food-safe?
View Answer
Q: Should I remove the masking before laser cutting?
View Answer
Q: What kerf allowance should I design for?
View Answer
Q: Can a 10 W diode laser cut plexiglass?
View Answer
Q: How long does it take to cut a typical acrylic sheet?
View Answer
Bring Acrylic Cutting In-House
If repeat outsourcing costs are rising or lead times are degrading, an enclosed CO₂ laser pays back very quickly on branding, displays, and prototype work. UDTECH fabricates CNC laser systems sized for industrial production lines down to small professional shops cutting a few hundred parts per month.
About This Analysis
This guide consolidates the settings tables, kerf range, and air-assist feedback guidance from manufacturer technical papers (Trotec, OMTech, xTool), peer-reviewed PMMA absorption data published on PubMed, and user response-systems pulled from r/lasercutting between 2023 and 2026. OSHA, NIOSH, and ACGIH exposure data is cited word for word from the available government resources. Settings will vary from every machine – always run a calibration coupon on the actual sheet material before starting a production run. Similar review conducted by UDTECH’s engineering team.
References & Sources
- OSHA Chemical Data Sheet — Methyl Methacrylate (PEL 100 ppm) — U.S. Occupational Safety and Health Administration
- NIOSH Pocket Guide to Chemical Hazards — Methyl Methacrylate — Centers for Disease Control and Prevention
- Methyl Methacrylate Hazard Summary — ACGIH TLV 50 ppm — New Jersey Department of Health, Right to Know Program
- Optical Absorption Coefficient of PMMA at 10.6 μm CO₂ Laser Wavelength — PubMed peer-reviewed indexing
- Poly(methyl methacrylate) — Material Reference — Wikipedia
- ANSI Z136.1-2022 — Safe Use of Lasers — American National Standards Institute
- OSHA Technical Manual — Section III, Chapter 6: Laser Hazards — U.S. Department of Labor
- Laser Cutting Machines Market 2026–2035 (CAGR 7.6%) — Global Market Insights industry forecast
Related Articles
- Top 15 CO2 laser cutting machine manufacturers in 2025 — equipment shortlist for in-house acrylic work
- Fiber laser vs CO2 — wavelength, materials, cost — why CO₂ stays the answer for plastics
- Complete laser-cuttable materials guide — cross-reference for mixed-material projects
- Methyl methacrylate (PMMA) properties — chemistry behind the brand names
- Fume extractor selection for laser cabinets — sizing for OSHA-compliant operation
- How to choose laser wattage for marking, engraving, and cutting — power-thickness rules across materials






