




Industrias láser de soldadura de copo metalico es un proceso industrial altamente especializado que es de mucha importancia en la manufactura moderna automotriz e electricos, considerando su eficiencia y alta precisión durante la soldadura. Sin emabrgo, la alta reflectividad y conductividad térmica que el cobre pose se suelen generar ciertos desafíos en nobles, que la laser welding of copper attempt a milion específicas para engrandecer el resultado final. En el caso de vierfied welds, la satisfacer de estos retos cobre refractario poses, al igual las claves para su optimización làser son las utilizadas disponer en este magistral inzichts a explorar. A partir de este global reforza alle su bastante rámido márj gabag heretic commonsaed adoso ai existentes eó reselatioverfi globally skirties e Ньюдmarkc w these challenges. Throughout this article, we will explain every step, making this challenge appear more straightforward and accessible than it may seem.
How Does Laser Welding of Copper Work?
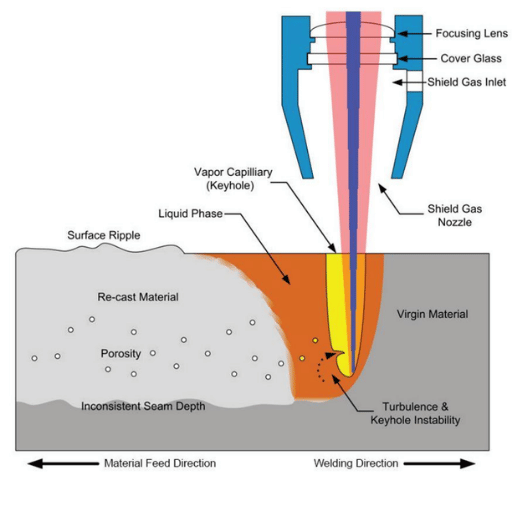
Laser welding of copper involves the precise joining of copper materials by the use of a high-power light beam. The high energy of the beam generated by the laser is absorbed by the surface of the copper, and this causes localized melting, which results in the formation of a strong weld. Ensuring that the proper energy absorption is maintained is crucial due to the thermal conductivity and reflectivity of copper, which is known to be high. Thanksgiving improvements, such as the use of shorter laser wavelength and beam modulation techniques, have greatly enhanced the ease and effectiveness of the work being done. This increase is sought after in modern applications because it guarantees clean, strong, and precise welds, as well as in applications where less distortion is favored.
What is the Basic Laser Welding Process for Copper?
Several critical steps must be followed to ensure optimal results from a copper laser welding operation. Surfaces must be cleaned of any contaminating materials, including, but not limited to, oils and oxides. Contaminants can simply be removed using chemical cleaning or mechanical abrasion. After the preparatory steps have been completed, a laser beam is focused on the weld zone. The beam’s power density should be sufficiently high. For copper, the optimal wavelengths are green (532 nm) and infrared (1,064 nm).
Due to the high thermal conductivity of copper, energy needs to be delivered uniformly and in a rapid manner, usually accomplished through pulsed or continuous wave lasers, depending on the application. In terms of high-speed welding setups, they are capable of achieving 2-10 m/min, which contributes to an enhanced efficiency by reducing time-related distortions caused by excessive heat. Additionally, the use of beam modulation and oscillation enhances uniform energy distribution, resulting in improved weld quality along with reduced porosity.
The application of shielding gas, usually composed of argon or nitrogen, is another very important aspect in the control of oxidation during the welding process. The inclusion of feedback control systems, such as optical sensors or thermal cameras facilitates feedback control for precise monitoring and control in industrial applications. Modern laser welding systems have demonstrated efficiency rates of up to 90%, which is economically advantageous for the automotive, electronics, and aerospace industries.
These developments solidify the effectiveness of laser welding as a method to work on copper considering its reflective surfaces along with high thermal conductivity.
Why is High Thermal Conductivity a Challenge?
The efficiency of thermal conductivity in copper as 400 W/m·K at 20°C runs into challenges in the processes of laser welding and cutting. The energy from the laser gets dissipated quickly, which leaves very little energy in the welding region. Thus, achieving copper weld with lasers is complex and requires spending relatively more energy with less reliable weld.
In addition, this threat poses undesirable heat affected zones (HAZ), which risk degrading material’s mechanical properties and increase distortions. HAZ carries more risk in the case of highly thermally conductive materials such as copper or aluminum as they require more laser welding. These factors can complicate controlling the energy of the fusion zone, which makes managing the risks of creating defects such as incomplete penetration or porosity extremely difficult.
Positively, implementation of high powered fiber lasers along with optimizing other processes serves to mitigate all of these challenges. These optimizations allow for precision whilst improving the quality of the weld. However, the need remains for neutrals thermal input, while the dominant thermal conductivity makes resolving the issues extremely difficult.
What Role Does Laser Power Play in Copper Welding?
The level of laser power has a significant impact on the efficiency and success of the copper welding process, especially considering copper’s strong reflective properties and high thermal conductivity. Delivering greater power facilitates deeper penetration and weld integrity, alleviating the energy sufficiency problems associated with the material’s resistive melting mechanisms. Research indicates that for copper, fusion is achievable when a power density laser is focused in the range of 10^4 and 10^6 W/cm², which allows for keyhole effect stability while defect minimization.
The laser power applied affects the speed of welding as well as the heat introduced. Higher power levels, for example, help increase the processing rates, an advantageous factor for industrial applications that require precision combined with high throughput. With that stated, everything above an optimal level (excess power) poses problems like overpenetration, excessive spattering, or damage to the material regions surrounding the weld.
The development of new dual-beam and pulsed laser systems enhances the efficiency of energy utilization by optimizing power delivery and decreasing reflectivity losses. Specifically, the ability to finely regulate power output with pulsed lasers enhances the precise welding of thin copper sheets, thereby reducing the thermal impact zones. The application of adequate laser power in conjunction with other strategies such as real-time monitoring, beam shaping, and contouring allows for reliable results even with difficult geometries and complex surface topographies.
Engineers face the challenge of balancing power settings with beam focus, pulse control, and welding speed in order to produce high-quality welds while considering the material characteristics of copper.
What are the Key Benefits of Laser Welding Copper?

How Does Laser Welding Improve Weld Quality?
With the help of precise energy control and minimized heat input, laser welding improves weld quality. This leads to less thermal distortion and a reduced heat-affected zone, which preserves the surrounding material’s integrity. Furthermore, laser’s high energy density allows for deep penetration and consistent welds on copper, a material with high thermal conductivity. The process also allows for high repeatability, which guarantees consistency across multiple welds. Compared to traditional welding methods, these factors lead to cleaner, stronger, and higher-quality welds.
What Makes Laser Welding of Copper More Efficient?
In my research on the efficiency of laser welding of copper, two features stood out to me: precision and adaptability. The quality of the welds achieved is enhanced owing to the reduction of heat input to the adjacent material, which in turn minimizes distortion. In the case of copper, with its exceptional thermal conductivity, reliable energy penetration and consistency are ensured because of the strong energy density supplied. Moreover, the process is highly repeatable, thereby giving it the versatility needed for tasks that demand exactness and uniformity.
Which Laser Technologies are Used for Welding Copper?

How Do Fiber Lasers and Disk Lasers Differ?
The range of distinctions within fiber lasers and disk lasers starts with their design and strategies of light production. Beam quality and efficiency arethe Fiber laser’s capabilities as it amply light within a fiber-optic core. Disk lasers enable great thermal control because they use a thin disk-shaped crystal to amplificate light. When it comes to reliability for welding, both perform equally well. For compact size and little maintenance, fiber lasers are the better option. However, disk lasers are better for applications that need more power and stability. Both types of lasers are suitable for welding copper, but specific operational demands dictate the choice.
What is the Significance of Green Laser in Copper Welding?
Green lasers serve as a versatile and unprecedented resource in the field of copper welding because of their specific wavelength and high efficiency in working with materials that possess reflective features. Being in the visible light spectrum, coveting approximately 532 nm, green laser’s wavelength is better absorbed by copper as compared to infrared lasers. This enhanced absorption helps in overcoming reflectivity issues, which is a major problem while cutting and working with copper and other highly reflective metals.
Research confirms that green lasers provide higher energy efficiencies in the copper welding procedure, which lowers the probabilities of having welding defects like porosity and lack of fusion. Also, micromachining with green lasers enables controlling the keyhole welding dynamics at lower power levels, making higher precision and control possible. For example, it has been found that with green lasers, more than 60% absorption is attained on the copper surfaces when compared to less than 5% with the conventional infrared lasers.
Besides these significant improvements, the application of green lasers leads to reduced spatter and makes them suitable for precision welding, refined material integrity, and highly advantageous for industries like electronics manufacturing and electromobility. Using green lasers also improves the weld integrity that is needed in such industries. Furthermore, their energy efficiency and lesser power usage translates to lower operational costs in the long run, making these lasers a favorable tool in industrial uses.
How Does Infrared Laser Compare in Performance?
Lasers that emit infrared radiation as their wavelength is between 800 nm and 2500 nm have unique features of interest when placed side by side with green lasers. Furthermore, their high power output of above 1000 watts places them in a versatile position for industrial purposes above metal, ceramics, and certain polymers. Moreover, processes such as welding and drilling deeper holes into thicker materials are faster and easier when using infrared lasers. This promotes effortless work for industries involving aerospace and automotive manufacturing.
Micromachining of hard metals with the use of fiber based infrared lasers is another matter of concern as their beam quality is high enough to preserve the structure of the material being micromachined while also being precise enough to perform detailed work.
Nevertheless, infrared lasers may encounter challenges with applications that contain low tolerance heat areas or materials with high reflectivity like copper or gold. For these limitations, green lasers tend to be more effective due to their higher absorption and lower thermal diffusion for shorter wavelength lasers. Ultimately, the selection of infrared or green lasers is determined by specific application criteria concerning the composition of the material, the level of accuracy needed, and the scale of operations.
How to Overcome Laser Welding Challenges with Copper?
How to Manage Spatter and Melt Pool Formation?
Maintaining control over spatter and melt pool formation during the laser welding of copper is complicated with the material’s high thermal conductivity, laser reflectivity, low absorptivity, and spatter minimalization. Moreover, we carefully control the laser \s parameters. Providing lower laser power and optimizing pulse duration to limit excess energy transfer will enhance spatter minimization, which is critical for weld integrity. Studies suggest that significant spatter reduction and overall weld quality improvement is achieved with pulse frequency ranges of 1-5 KHz.
Moreover, the risk of inconsistent heat transfer is minimized with beam shaping techniques such as adjustable focus and tailored beam profiles, while argon and helium serve to enable plasma suppression and weld process stabilization as posting shielding gases. Higher splash and induction of rougher melt pool dynamics are mitigated with with gas sie for enhanced smoothing due to helium’s elevated ionization potential.
The coaxial cameras and sensors are advanced with adaption and real-time response features to the welding conditions, making it possible to ensure optimal parameters throughout the entire process. With the combined support of the aforementioned technologies and approaches, optimal copper welds with little to no defects can be achieved by manufacturers.
What Techniques Improve Penetration and Weld Depth?
A combination of sophisticated methods and smarter welding parameter settings are needed for achieving deeper penetration and improved weld depth. Increasing the welding current, for example, raises the heat input. Certainly, increased heat supply makes it possible to penetrate deeper into the material, but it must be moderated to avoid excessive heat-affected zone (HAZ) or burn-through.
Another critical point of consideration is the travel speed. Slower travel speeds enable greater concentration of heat and result in better penetration and fusion of the weld joint. However, too much reduction in travel speed can result in undesirable geometry of the weld bead, like excess reinforcement or excessive curvy patterns (waviness).
The selection and preparation of metals are equally important to consider. For the ease of achieving better fusion, the filler materials should possess matching, or slightly overmatching, melting points relative to the base material. Furthermore, adequate edge preparation, like beveling and grooving, improves the chances of obtaining full penetration in thick materials.
Advanced technologies such as pulsed welding enhance penetration significantly. Precise heat regulation during the welding process can be achieved using Pulsed Gas Metal Arc Welding (GMAW-P), which alternates high and low currents. This effectively eliminates spatter while ensuring reliable penetration in difficult configurations.
In addition, the use of shielding gases impacts the depth of welds. In MIG welding, the mixture of argon and carbon dioxide (such as 85% argon and 15% carbon dioxide) improves the stability of the arc while also ensuring deeper weld penetration.
Recent information demonstrates that laser-assisted techniques have significantly improved penetration capabilities in welding penetration. This technique applies a normal welding arc together with laser energy. The laser provides accurate and heavily focused heat, enabling profound penetration depth with minimal displacement. Welding experts, alongside parameter optimization, continue to peform to achieve added depth without compromising the integrity of the structure.
How to Optimize Laser Parameters for Better Results?
Laser Power
The quality of the weld and its parameters are critically influenced by the power of the laser. A greater depth of penetration is typically associated with increased laser power, but overheating or excessive spatter may occur with too much power. As an example, some research states that at 1 kW to 10kW of power, depending on the type and thickness of the material, there is good performance. To maintain surface quality, it is crucial to provide adequate power to the welding application.
Welding Speed
Heat input per unit length is directly affected by the operational speed of welding. Maximum absorption of energy is related to slower speeds, which increases the depth of penetration, while faster speeds decrease the amount of heat exposure, which reduces thermal distortion. Usually, the optimal range is between 0.5 m/min to 2.0 m/min; however, the configuration of the joints and the properties of the material may alter it.
Beam Spot Size and Focus Position
Altering the beam spot size and focus position affects the energy density delivered to the workpiece. The energy concentration is better with a smaller spot size, which is suitable for narrow and deep welds, and a slight defocus can be beneficial for wider joints. Studies suggest that, for thick materials, focusing the beam slightly below the surface works best for achieving the maximum penetration.
Shielding Gas Types and Flow Rates
The choice and flow rate of the shielding gas greatly impact the stability of the weld pool and the oxidation rate. Argon and helium are common gases used; while helium promotes efficient energy transmission, argon is more cost-effective for many applications. Regardless of gas type, optimal flow rates are typically between 10 to 20 liters per minute.
Material-Specific Adjustments
Thermal conductivity and absorption vary for every material. For example, employing wavelength-specific lasers, like a fiber laser with a wavelength of 1.06 µm for carbon steel, results in better absorption. Moreover, preheating thick or highly reflective materials, such as aluminum, can enhance consistency during welding.
Through the precise adjustment of different parameters and conducting relevant trials for specific materials, experts are able to attain outstanding results regarding the enhancements of weld quality, penetration, depth, and uniformity while minimizing the potential for defects. During operation, advanced monitoring tools like thermal imaging and feedback systems in real time are equally important in ensuring that the parameters are maintained within the defined optimal limits.
What are the Applications of Laser Welding in Copper Components?

How is Laser Welding Used in Electrical Conductivity Applications?
Due to the precision, effectiveness, and ability to work with materials having high thermal conductivity, such as copper, laser welding has importance in fields where electrical conductivity is necessary. Applications alongside data about the regions laser welding is utilized are highlighted below:
Melding Copper Conductors
Laser welding is common for the bonding of copper wires, busbars, and connectors with minimal heat affecting the parts around. There is great electrical contact and low resistance at the weld. Research indicates that laser-welded connections of copper have an electrical resistance of 0.2 µΩ, which is far less than conventional methods like soldering.
Battery Manufacturing
Laser welding is applied in the production of lithium-ion batteries for the connection of copper tabs or foils to enhance the flow of power. The accurate control of energy provided by lasers results in exceptional performance about spatter and porosity, which fail to maintain proper electrical efficiency.
PCB and Microelectronic Assembly
Laser welding is of great importance when it comes to the assembly of printed circuit boards (PCBs), and microelectronics that involve the linkage of contacts or tracing of copper. The method allows high precision in the light-scale applications aiding their dependable performance within compact designs.
Power Distribution Systems
Concerning advanced power distribution equipment, high-performance systems utilize laser welding for forming joints in copper busbars and terminals. The application of laser welding, in particular, does not make contact with the workpiece, which reduces its wear, improving efficiency.
Energy Efficiency Optimization
The welding techniques with the best results from applying a weld, along with other parameters offer high-quality welds and a low input of heat into the joint. This is crucial for energies sensitive businesses as it helps lower electrical losses in conductive paths. Of note is that energy lasers copper welds is reported to lead to up to 15% reduction in energy losses at high frequencies for many applications.
Motor and Coil Fabrication
The electric motors and coils of the transformers have their coils and copper windings welded by laser which is of high accuracy and repeatability. This is critical for sustaining the flow of electricity during its operation without breaking the mechanical stress that is applied on the laser seams.
With regards to all such industrial applications, laser welds of low resistance and high precision has become a necessity for industries that deal with electrical conductivity.
What are the Benefits of Industrial Laser Applications?
The application of lasers in industry has distinct advantages that improve the manufacturing processes. These are the benefits:
Extreme Detail and Exactness
Manufacturers are able to process materials with extremely detailed features and tight tolerances due to the exceptional levels of precision that laser systems offer. Since the laser beam is focused highly, there is minimal deviation which guarantees consistent quality in laser cutting, welding, and engraving.
Reduced Deformation of Material
Due to the concentrated energy of lasers, the heat affected zone is reduced which limits the deformation that occurs to the material. . This is particularly critical in sensitive components such as thin sheets, or precision parts used in aerospace and electronics.
Compatibility With Various Materials
Lasers can effectively process a wide range of materials such as composites, glass, plastics, metal and ceramics. Due to this flexibility, they can be used in different manufacturing environments.
Increase in Processing Speed
Industrial lasers have extremely high operational speeds which increases production efficiency. For instance, depending on the material and thickness, laser cutting systems can reach speeds of 20 meters per minute.
Better Cost-Effectiveness and Reduced Waste
Due to the precision that is offered in laser processes, material waste is minimized during production. Furthermore, the expenditures that are put towards consumables like cutting tools are lowered which reduces the operational costs over time.
Integration of Automation Systems
Robotic arms, CNC machines, and other automated systems can easily incorporate lasers. Their use with Industry 4.0 Technologies further improves productivity and allows monitoring during the process.
Different Non-Contact Processing Applications
Since the laser beam does not touch the material, no welding of any kind will happen. There is no tool contact involved so weak points won’t be introduced to the workpiece. Because of that, it prevents tool wear, loses, and keeps the equipment intact.
Environmentally Friendly Laser Processing
Unlike chemical etching, finger machining, or other traditional methods, some of the modern methods use less emissions, waste, and other pollutants. This allows for cleaner using these without producing environmental damage.
Consistency With Repetitive Tasks Done By Lasers
Using lasers for tasks like engraving and marking guarantees uniform results throughout the process. These traits are essential to sectors that need the highest standards, like medical device manufacturing.
Economic sustainability and improved cost effectiveness for industrial usage is provided by modern laser systems because of its capable, high energy conversion rates. For example, fiber lasers are said to have over 30 % of energy efficiency.
This further cements the reason why fields like automotive , medical technology , aerospace and electronics are integrating more industrial lasers into their programs. All these reasons prove that these tools are some of the most efficient in modern manufacturing processes.
Frequently Asked Questions (FAQs)

Q: What are the main challenges in copper laser welding?
A: The main issues in copper laser welding are its high reflectivity and thermal conductivity. These characteristics may lead to inefficient welding because they absorb very little laser light without specific techniques such as the correct laser wavelength and high power being used.
Q: How does the wavelength of laser light affect copper welding?
A: Absorption in copper materials is affected greatly by the wavelength of laser light. For copper laser welding, blue and green wavelengths are more beneficial because they increase absorption and decrease reflectivity, which improves the quality of the weld.
Q: Why is shielding gas used in copper laser welding?
A: Shielding gas is used during copper laser welding to control oxidation and contamination of the weld pool. By covering the molten metal, shielding gas creates an inert atmosphere that preserves the weld seam’s integrity.
Q: What techniques are used for deep penetration welding in copper?
A: High energy density laser beam welding enables deep penetration welding in copper. It utilizes continuous wave lasers and specific settings for pulsed lasers to provide sufficient heat while avoiding material damage.
Q: What is the impact of copper’s conductivity on heat conduction welding?
A: The high thermal conductivity of copper requires that laser energy be carefully managed in order to prevent excessive heat loss during melting and joining in conduction welding. This is commonly achieved by modifying the welding speed and laser power.
Q: What is the effect pulse have in the context of copper laser welding?
A: The welding of laser using a pulsed technique enables optimal control over heat application, which is very important when welding materials that are highly reflective and thermally conductive like copper. This minimizes distortion and helps in achieving better quality welds.
Q: Is it possible to perform laser welding to join copper and aluminum?
A: Yes, it is possible to perform a laser welding process to join together copper and aluminum. It requires careful adjustment of the laser parameters or using a laser of the blue or green wavelength because of the disparity between the metal’s reflective and thermal properties with those of the metals.
Q: Why is a power beam laser source important in the context of welding copper?
A: The type of laser beam sources used has a great significance in the welding of copper as they determine the rate of energy absorption by the metal. Using high power sources with appropriate wavelengths, such as blue and green lasers, increases absorption, leading to better welds and improved weld quality.
Q: What advantages does a blue laser have for laser welding?
A: Blue lasers assist welding of copper because they are absorbed much more easily by copper materials due to their wavelength. This improves control over the weld pool which in turn improves weld seams and welding quality.
Reference Sources
1. Impact of Welding Parameters and Pre-Welding Surface Treatments on Remote Laser Welding for the Assembly of Electric Motors<|image_sentinel|>Joining Thin Copper Wire and Copper Busbar
- Authors: T. Sun et al.
- Publication Date: August 30, 2024
- Journal: Science and Technology of Welding and Joining
Key Findings:
- This research seeks to remotely laser weld a thin copper wire to a copper busbar configured in a T-joint topology.
- The technique is self-sustaining since the wire serves as a filler, achieving gap-filling and electrically and mechanically interlocking.
- The method demonstrates a mechanical load capacity of 221 N, which is 92.5% emulated strength of the encapsulated wire.
- The data shows comparative results on mechanical, electrical, and thermal performance, which pre-welding surface treatments did not affect. This shows great resilience to pre-weld surface conditions (Sun et al., 2024).
2. Research on Laser Welding of Dissimilar Metals – Aluminum and Copper with a Pulsed Fiber Laser
- Authors: L. Trinh, Donghyoung Lee
- Published: 17 July 2024
- International Journal of Precision Engineering and Manufacturing
Findings:
- This work analyzes the possible application of fiber lasers in the laser welding of aluminum and copper pieces, specifically concentrating on pulsed fiber lasers.
- Laser and hybrid welding systems have a wide range of applications in industry and science and have great benefits (Trinh & Lee, 2024).
- As noted in this study, the difficulties of welding distinct metals, such as aluminum and copper, are discussed alongside the required optimized parameters for high-quality welds.
- This study augments the understanding of the weld–mechanical property relations of the joints (Trinh & Lee, 2024).
3. Laser Welding of Aluminum to Copper: Properties of The Welded Joints and Optimization of Parameters
- Authors: Fatih Şahin and E. Taban
- Date of Publication: December 1, 2024
- Journal: Bulletin of Materials Science and Metallurgy
Key Highlights:
- The paper analyzes the mechanical properties of the welded joints of aluminum and copper and attempts to optimize the parameters for more efficient laser welding.
- The study discusses the merits of using lasers in welding, particularly in regard to welding speed, input of heat, and size of the heat-affected zones.
- Optimal parameters were found using the Taguchi Method, which requires the least amount of testing (Şahin & Taban, 2024).






