




Today we will be covering the “12mm Twin Screw Extruder LTE 12-36” in detail and depth, as well as its technical working principles, maintenance and operational benefits, and practical applications in this guide. A guide such as this will be useful to you whether you are a specialist in polymer processing or merely interested in the extrusion process in general. Uniquely, let us take a walk into the amazing world of extrusion and understand this model’s capabilities and features.
What does a 12mm Twin Screw Extruder do?

Defining the 12mm Size
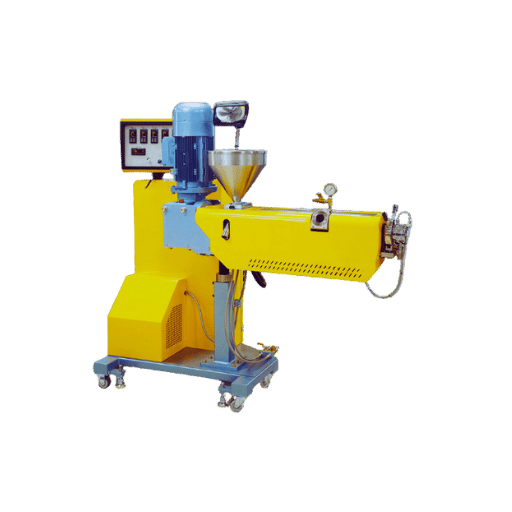
A 12mm Twin Screw Extruder is a type of extrusion machine which has two helical screws that measure a diameter of 12mm. This size is ideal for a range of uses, providing precise material control and material handling for small production and research activities. The smaller diameter will provide better efficiency and completion of the task of processing those materials with specific characters, which require precise compounding and shaping. The 12mm size is common in polymer processing, pharmaceuticals, food, and many more where accuracy and versatility are important.
Parts of a Twin Screw Extruder
A twin screw extruder is a single-stage machine that features numerous parts which are essential for successful material processing. Such parts include:
- Barrel: The barrel is generally classified as the main housing of the extruder since it contains the screws and also controls the temperature required for the process.
- Screw Elements: Screw elements are also termed screw components which are the heart of the extruder for translational, blending, and forming functions during the extrusion process. As many different tasks are performed, many variations and configurations exist.
- Torque and RPM: It is important to note that both the Torque and RPM (revolutions per minute) parameters govern the extrusion process’s effectiveness and efficiency. Properly controlled torque and RPM allow the proper material volume to be processed of proper quality.
The correctly designed and operated twin screw extruder requires an understanding of the function together with the relation of its components. Precise and reasonable control of the twin screw extruder enables such as LTE 12-36 for high efficiency and precision in small-scale industrial production and also for R&D purposes.
Essential Characteristics of LTE 12-36
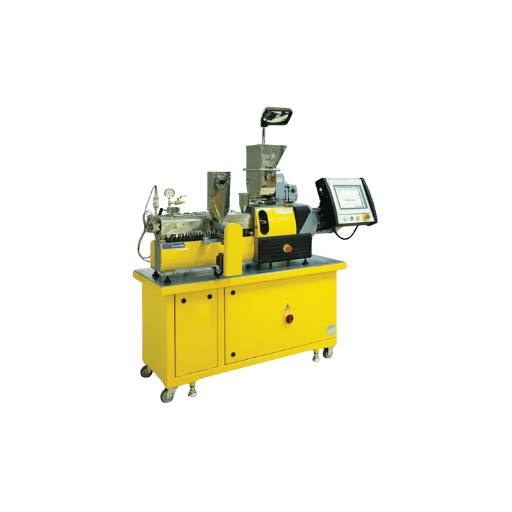
In an industry-leading segment twin screw extruder, LTE 12-36 model is capable of delivering excellent accuracy, productivity, and versatility in a laboratory and small-scale production. This model has been crafted to match the current stringent extrusion processes with a great focus on details. Shorts some of the facts that make the LTE 12-36 unique:
- High Screw Elements and Barrel Construction: The LTE 12-36 is equipped with good screw parts and barrel construction, which achieve steady material delivery and superior quality of output-This precision delivery of extrusion helps to boost their effectiveness and performance.
- Many Configurations: The LTE 12-36’s modular design offers a variety of configuration options in its applications. This flexibility allows users to customize the extruder for different materials and processing conditions.
- Good Control of Torque and RPM The LTE 12-36 model allows good torque and rpm adjustment enabling the operator to set up the extrusion in the mm twin screw extruder fully. This control helps in processing optimally and maintains a good output quality.
In conclusion, the LTE 12-36 model possesses unique features, especially concerning its screw and barrel design, configuration, RPM & torque controllability, which in turn makes it a favorable seller in the market. Such characteristics allow for accurate and effective extrusion to be performed in research and development as well as low-volume production settings.
What is the Operation Mechanism of a Twin Screw Extruder?

The Importance of Screw Elements and Barrel
The barrel and screw elements are vital components in the operation of a twin screw extruder. As the screw rotates, the materials are delivered, heated, mixed, and pressed due to the movement of screw elements. The barrel applies the heat and pressure necessary for the extrusion process. The combination of screw elements and barrel allows for extended and accurate material processing, which improves extrusion efficiency and output quality.
Torque Relations and RPM Importance
Torque and RPM (Revolutions Per Minute) are important parameters in the mechanisms of the twin screw extruder. Torque is defined as the twisting force exerted on the screw elements, and RPM is defined as the number of rotations made by the screws per minute. Two of these factors are significant in the materials’ processing features and the extruder’s performance. The twin screw extruder mm thus guarantees adequate melting, interaction, and compression of the materials with minimal feedback on power or load. With such, the output is consistent every time regarding the individual elements of the extruder machine. To avoid spending too much time on material processing, high strain and RPMs which are considered on the extruder machine characteristics, aid in the efficient application of power and help shape the desired material properties.
Configurations and Flexibility of Screw
As far as the twin screw extruder is concerned, the flexibility and configurations of screws in an extruder are important as far as the functions or performance of the twin screw extruder are concerned. Due to the Advance design of segmented screws, these help the enhancement of the mixing and transportation of the materials. The extruder has a modular design which allows for different screw types to be used, giving a broad range of extrusion applications.
Why Use a 12 mm Twin Screw Extruder?

Segregated screws
Whatever its different design from the traditional screw, the one-piece screw has some redundant negatives compared to segmented screws. In addition, there are the advantages worth remembering one can reason about Segregated screws.
- More Efficient Mixing: The suitable geometry of segmented screws enables relatively more efficient mixing of raw materials than simple screw geometries. Since each segment represents a zone of different shear, segmented sections enhance mixing and blending due to the nondimensionalization of processes present in single segments.
- Improved Material Transport: The distinguishing feature of segmented retaining rings is correct material placement within the extruder, improving material flow. Such separation reduces the risk of improper material supply and guarantees the extrusion of the same quality end product.
- Changeability: The main advantage of a segmented screw is its ability to design customized extruders suitable to the customers‘ demands. A variety of screw segments improves processing conditions according to the processing objectives, whether it is the rate or character of specific materials.
Due to segmented screws being used for 12 mm twin screw extruders, manufacturers can increase mixing effectiveness, material placement, and overall process reliability.
Modular Design For Configuration Flexibility
A modular design of the 12mm twin screw extruder, LTE 12-36, facilitates configuration flexibility, thus enabling the manufacturers to cope with the specifics of processing effectively. This particular design promotes a wider range of materials and formulations to be handled through customizing and versatility in manufactured extruders. With a divided screw system, the manufacturers can provide optimal solutions through better mixing effectiveness, controlled moving of material, and even integrating several processes into a single device.
The quality of the materials used and the tool steels, some technological solutions on the control such as touch screen and driving power, as well as the ability of the extruder to high temperatures, are some factors that bear on the price of the 12mm twin screw extruder.
The 12mm twin screw extruder is used in polymer processing that incorporates such an extruder enabling many other specialized industrial applications together with some other variations of the screw configuration to carry out specific processing operations.
To service a 12mm twin screw extruder, it is vital to examine screw parts from time to time. This will guarantee that the system is operating efficiently and whether or not there is wear or damage that may explain inefficiency. Likewise, ensuring regular maintenance checks of the barrel lining inserts is also necessary to effectively produce extrusions of a consistent standard.
Generally speaking, due to the easy possibility of configuration and precise control, the modular structure of the LTE 12-36 12mm twin screw extruder can be efficiently adopted by polymer manufacturers in the processing phase.
Factors Affecting the Cost of a 12mm Twin Screw Extruder LTE 12-36
“Material and Tool Steel Quality”
The twin screw extruder, LTE 12-36, specifically a 12mm diameter, is significantly affected by material and tool steel. Effective materials and tools engineering in terms of construction allows the extruder to work as intended for a long period. Materials and tool steels should always conform to the market specifications, especially the hardness and wear resistance of materials used to sustain the harsh processing environment. Focusing on material and tool steel quality would enable increased productivity and dependability of the extruder without compromising the quality of the extruded output.
“Technological Features Like Touch Screen Controls”
Technological features like touch screen controls are also very significant in the normal operation of the 12mm twin screw extruder LTE 12-36. Such tasks as monitoring and varying controls can be easily accomplished by using touch screens. Touch screen controls allow control of temperature, screw speed, material flow rates and cut off some extruder settings to maintain optimal working conditions for high performance. These enhanced features improve the overall efficiency, reduce unwanted complexities for the machine’s operations, and ease the extruder’s operation and maintenance by both male and female operators.
Drive Power and High-Temperature Abilities Development
The LTE 12-36 12mm twin screw extruder presents remarkable drive capabilities as well as great temperature abilities. This guarantees performance that is also accurate across a fair amount of applications. With such drive power, the extruder can process different materials and efficiently reach the required output rates. These capabilities also permit the use of heat-sensitive materials in the process without compromising the quality of the end product. Thanks to its outstanding drive system and great temperature management, the 12mm twin screw extruder performs reliably and delivers consistent outcomes.
What are the Applications of the 12mm Twin Screw Extruder?

Utilization in Polymer Processing
Many industries offer a broad range of applications, making the matter components useful. This twin screw extruder with a diameter of 12 mm has gained popularity in polymer processing applications. This type of extrusion machine is found to be completely useful whenever bonding or even coextrusion is done.
With this device, a compound, machineable polymer, and quite a few other organic substances can be produced. High-temperature capabilities work in extruder working principles that help heat the polymer well.
The 12 mm twin screw extruder is visually appealing, structurally diverse, and physically robust. This feature is crucial since temperature-induced degradation directly and prolongedly affects the polymer’s molecular structure and composition.
Alm Turner provides the following details regarding the specifications of the 12mm twin screw extruder, which makes it user-friendly in polymer processing, and its various advantages, such as an increase in productivity, better end product quality, and more complexities concerning the polymer compositions. Given its advanced features and functionalities, this technology is appropriate for plastics manufacturing, chemicals, and research and development industries.
The reliable operation of the twin screw extruder allows for the efficient processing of a variety of polymers with excellent results, thereby reinforcing the importance of the 12mm twin screw extruder as a crucial piece of equipment for polymer processing.
Screw Geometry Variations And Industrial Applications
In my experience, one of the most used and most flexible devices in the field is a 12 mm twin screw extruder. It sits well in many industries, making the production of plastics, chemicals, and R&D much easier. A 12 mm twin screw extruder is mainly employed for compounding, blending, reactive extrusion, and devolatilization. This is because it processes several polymer formulations, such as thermoplastics, thermoplastic elastomers, and biomaterials.
However, the size of the 12 mm twin screw extruder, regarding the configuration of the screws – allows you to perform the necessary tasks in the specific given. The selected screw type can vary based on the maximum power mixing requirements, the shear rate, the feed rate as well as the residence time. Co-rotating, counter-rotating, and intermeshing screw configurations are commonly used together, with height shapes and polymer processing efficiency and quality.
It must be pointed out that the precise choice of screw configuration and design should be made about application requirements, polymer characteristics as well as target output. This guarantees the proper functioning of a 12mm twin screw extruder and therefore maximizes the advantages of its use in the industrial environment.
What are the methods of the proper operation practice for a 12mm Twin Screw Extruder?
Periodic check and recording of all screw elements
Checking the screw is one of the most important procedures required for the working efficiency and durability of a 12 mm twin screw extruder. Some of the factors that should be taken into consideration include:
- Time of Inspection: Make periodic inspections on the screw parts for destruction and wear.
- Visual Inspection: The parts of screws may be visually examined for such defects as cracks, edges wear, or chipping.
- Measurement: The diameter, depth of flight, and pitch would need to be measured to ascertain standard specifications.
- Assembly and Adjustments: Understand the structures of the screw pieces and make sure accuracy of accommodating screws to avoid problems when operational.
- Utilization of friction-reducing agents – lubrication: It is important to prevent friction for wearing off the screws. Apply lubricants to the screws and hardened components at their respective locations, particularly in intensive-heating applications.
These practices will help in preserving the effective functioning of the screw components when it is required to use a 12mm twin screw extruder for basic operations in an industrial area.
How to Maintain the Barrel Lining Inserts
Barrel lining inserts are important parts of a 12 mm twin screw extruder; therefore, care should be taken when maintaining them. The following maintenance practices should be undertaken:
- Scheduled visual inspections: Perform periodic visual examinations to check whether the barrel lining inserts have any wear, damage, or corrosion.
- Measurements and spacing: Distinct measurement ranges for spacing and dimensions must be employed to determine whether the inserts’ parameters conform to the required specifications.
- Pressure, temperature, and lubrication: The barrel lining inserts should be cleaned, and suitable lubricants should be applied to the plugs to reduce friction and prolong their life.
These maintenance procedures will help prolong the working life of the barrel lining inserts without compromising their structure and effectiveness. Thus, the 12 mm twin screw extruder will achieve maximum functioning capabilities in industrial operations.
Augmentation of Extruders Service Life with Hexametric and Modular Components SSL
Hexametric and modular components may be included in an extruder as additional accessories, enabling greater service life and preservation of operational parameters for a 12 mm twin screw extruder. As noted on numerous trustworthy resources, these features introduce the following benefits.
- Augmented Strength and Resistance to Wear: The hexagonal configuration eliminates the weak parts from the corners and subsequently focuses more on strength and wear resistance, which maximally resists the extruder’s internal parts from being exposed to extreme temperatures and continuum.
- Elevation of Heat Lies: Since the hexagonal configuration exhibits a differently shaped cross-section, this assists with easy and effective heat losses, thus averting overheating of the screw extruder.
- Ease of Assembly and Disassembly: Modular components enable speedy disassembly and assembly of elements, making maintenance less complicated and shortening the interruptions connected with repair or modernization.
Therefore, hexagonal and modular parts will most definitely improve the service life, reliability, and efficiency of a 12mm twin screw extruder, thereby resulting in a more cost-effective and efficient use.
Frequently Asked Questions (FAQs)
Q: What is the LTE 12-36 12 mm Twin Screw Extruder?
A: LTE 12-36 is a mini portable extruder with high-temperature processing for polymer materials. This type of extruder possesses a twin screw with a diameter of 12 mm, enabling more efficient mixing and kneading processes of multiple materials.
Q: Mention some unique features of the LTE 12-36 twin screw extruder.
A: Some unique features include hardened screw shafts, replaceable barrel sections, and the best flexibility of screw configurations. It also features an LCD touch screen, which enhances its operation and monitoring.
Q: What is the advantage of modularity in LTE 12-36 for users?
A: The LTE 12-36 is made with a completely modular design so that premium variations in screw configurations are possible. This modularity allows the planter to accommodate the extruder to the different materials and processes to be used more efficiently and cost-effectively.
Q: Which materials lend themselves for detailing with a 12mm Twin Screw Extruder?
A: This extruder creates objects for polymers, composite materials, and other materials capable of withstanding high temperatures. These features enable it to be useful for a variety of applications in pulling down polymer research and development as well as production projects on a smaller scale.
Q: In what way does the extrusion process advance with a twin screw device?
A: Twin-screw design improves the mixing, kneading, and conveying process through cross-bar-screw extenders rather than single-screw extenders. This leads to a higher degree of material blending, enhanced additive segregation, and improved output quality.
Q: Where in the industry would the LTE 12-36 extruder find utilization?
A: LTE 12-36 is appropriate for polymer scientific investigations, material production and modification industries, pharmaceuticals, and minor production industries. Its compactness and flexibility make it suitable for laboratory and pilot plant contexts.
Q: How is the 12mm Twin Screw Extruder maintained?
A: Maintenance is not difficult as a result of the modularity of the unit. The screw elements are single pieces that can be taken off and thoroughly cleaned quite easily. The replaceable barrel sections also provide easy access to and replacement of damaged components.
Q: Which control possibilities exist for the LTE 12-36?
A: The extruder has an LCD touch screen interface for process control and parameter monitoring. As a consequence, operators can change parameters, see live values, and take all the necessary measures to guarantee performance.
Reference Sources
- “Modelling Supercritical CO2 Bubble Breakup Dynamics in Twin Screw Extruders” by T. M. Kousemaker et al. (2024-07-15):
- Key Findings: This research offers an illustrative computational fluid dynamics (CFD) modeling of bubble breakup mechanisms in kneading zones of twin screw extruders, focusing on systems employing counter rotation and co-rotation. The study demonstrates the differences in the phenomena of bubble breakup on different flow profiles in these systems.
- Methodology: The study uses the Level Set method to model a multiphase system of dispersed supercritical CO2 bubbles in a polypropylene phase, providing insights into the flow characteristics and bubble breakup dynamics(Kousemaker et al., 2024).
- “Flow Analysis and Shear Rate Comparison of Counter-rotating and Co-rotating Intermeshing Twin-screw Extruders for Filament Extrusion of Polypropylene-based Biocomposites” by Abdul Munir Hidayat Syah Lubis et al. (2024-06-14):
- Key Findings: This study investigates the comparative efficiency of counter-rotating and co-rotating intermeshing twin-screw designs in filament extruder machines. It concludes that the counter-rotating designs generate higher shear rates and more constant pressure, which help compress material and dispersion.
- Methodology: The study conducts flow analysis and evaluates shear rates by examining the relationship between shear rate and screw speed, providing insights into the stability and efficiency of different twin-screw designs(Lubis et al., 2024).
- “Polypropylene Degradation on Co-Rotating Twin-Screw Extruders” by Matthias Altepeter et al. (2023-05-01):
- Key Findings: This study investigates the material degradation of polypropylene on co-rotating twin-screw extruders. It shows that high rotational speeds, low throughputs, and high melt temperatures lead to higher material degradation.
- Methodology: The research involves experimental processing of polypropylene with different screw diameters and compounds, analyzing melt flow rates and molar masses to assess degradation(Altepeter et al., 2023).
- Twin Screw Extruder






