




Laser Engraving on Metal: Pick the Right Laser, Power, and Settings for Every Material
Laser engraving on metal is the only marking process that hits Solve-tier depth for industrial UID, gunsmithing, jewelry, and signage in one workflow — yet most online guides skip the parameters that determine whether a job runs in 30 seconds or 30 minutes. This guide pulls absorption physics, ANSI safety classes, and per-metal power/speed/frequency settings from primary literature into one operator-grade reference, working with metals like stainless steel, aluminum, and brass.Quick Specs — Metal Laser Engraving at a Glance
| Power range | 20W – 100W (fiber); 5W – 200W (CO2 + spray); 5W – 10W (UV) |
| Wavelength | 1064 nm (fiber, dominant), 10,600 nm (CO2), 532 nm (green), 355 nm (UV) |
| Typical engraving depth | 0.005″ – 0.020″ (0.13 – 0.51 mm) per pass |
| Bare-metal best fit | Stainless steel, mild steel, titanium, anodized aluminum |
| Reflective metals | MOPA fiber or 532 nm green laser; built-in back-reflection isolator required |
| Safety | ANSI Z136.1-2022 Class 4 enclosure or full PPE; OSHA-compliant fume extraction |

What Is Metal Laser Engraving — and Why It Beats Etching and Marking
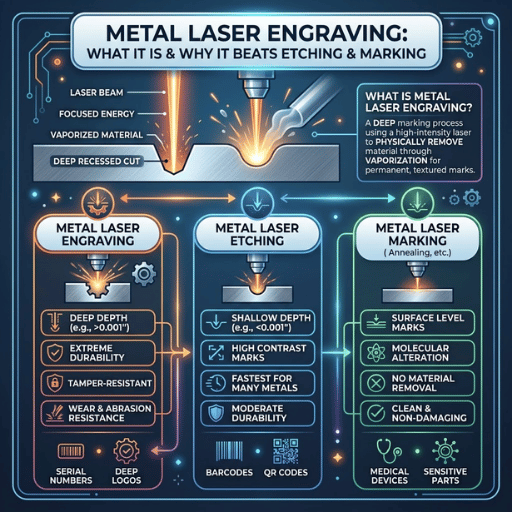
| Process | Depth | Mechanism | Best For |
|---|---|---|---|
| Engraving | 0.13 – 0.51 mm | Vaporization (sublimation) | Firearms, deep ID, decorative |
| Etching | 0.025 – 0.076 mm | Surface melting + oxidation | Decorative + serial numbers |
| Marking | Surface only (no removal) | Color change / annealing | UDI, MIL-STD-130 traceability |
What’s the Difference Between Laser Engraving, Laser Etching, and Laser Marking Metal?
Engraving takes away material leaving a visible cavity you can feel, etching melts a thin layer of the material so it re-forms changing color and texture with no measurable removal of material, and marking (including the color-changing annealed marks fashionable on stainless steel) are surface-only alterations of chemistry leaving the surface intact. These distinctions matter because per-depth requirements scale from the use-case. While the ATF 27 CFR 479.102 requirement for a firearm serial number is 0.003″ depth, a class 7 medical device UDI per FDA 21 CFR 801.20 can be just a chemical mark as long as it is permanently machine-readable. For a deeper dive on the distinctions between marking and engraving, see our dedicated breakdown of laser marking vs engraving and chemical etching vs laser etching.Which Laser Type Wins on Metal: Fiber vs CO2 vs MOPA vs UV vs Diode
| Laser Type | Wavelength | Bare Metal | Coated Metal | Best For |
|---|---|---|---|---|
| Fiber | 1064 nm | ✔ Excellent (steel, SS, Ti, Al) | ✔ Good | 95% of metal jobs |
| MOPA fiber | 1064 nm (tunable pulse) | ✔ Excellent + color | ✔ Excellent | Color marking on SS, jewelry |
| CO2 | 10,600 nm | ✘ Poor (<5% absorption) | ✔ With CerMark / spray | Coated parts, signage |
| UV | 355 nm | ✔ Cold-mark (no HAZ) | ✔ Plastic-on-metal | Medical, electronics |
| Diode (450 nm) | ~450 nm blue | ✘ Surface mark on dark SS only | ✔ With spray | Hobby, multi-material |

Can a CO2 Laser Engrave Metal?
Not directly. A CO2 laser at 10,600 nm sees less than 5% absorption on bare steel, aluminum, brass, or stainless — the beam mostly bounces off. CO2 systems engrave metal only when the surface is coated with a marking spray (CerMark, Molybdenum disulfide, or thermochromic equivalents). That coating absorbs the beam, transfers heat to the metal, and bonds a black mark to the substrate. CO2 + spray works for tumblers, awards, and signage, but it is not a substitute for fiber on production-grade serialization.Can a Diode Laser Engrave Metal?
Diode lasers at 450 nm can mark anodized aluminum/dark SS/any metal coating- but cannot engrave bare reflective metals. Diode beams surface-melt the anodize layer and oxidize stainless to a dark mark, but they do not vaporize the substrate. For hobbyists, spray bridges the absorption gap for diode machines running on metal jewelry blanks. Some hybrid desktop units combine a diode source with a small 2W infrared module — the 2W IR handles light metal marking while the diode covers wood, acrylic, and leather. These intricate designs on metal jewelry blanks are a common entry-level use case. Deep, tactile, high-contrast markings on bare steel/copper require a diode laser be directed elsewhere. Beyond fiber and CO2, see our breakdown of fiber laser vs CO2 comparison, the five common laser wavelengths, and our overview of laser type fundamentals. The underlying laser technology behind all five sources comes down to wavelength × power density × pulse profile.Engraving Aluminum (Anodized vs Bare): Power, Speed, and the MOPA Color Trick
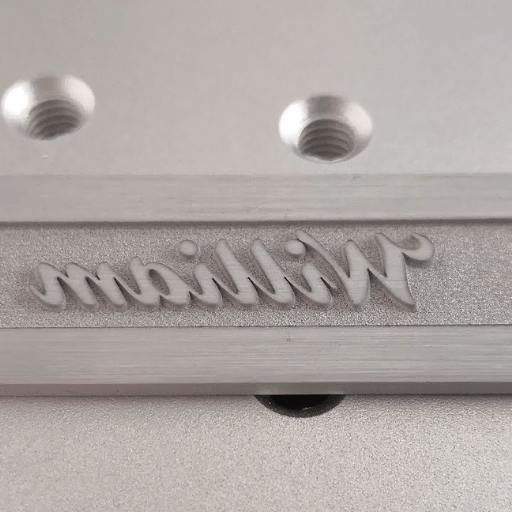
Aluminum behaves differently depending on whether it is bare or anodized — and most online guides collapse the two into one parameter sheet, which is why beginners burn through anodized layers. Anodized aluminum has a porous oxide surface 7.6–25 µm thick (Type II per MIL-A-8625). This oxide absorbs laser energy efficiently and turns white when the beam expels dye from the pores. Bare aluminum reflects more, requires higher power for visible marks, and sublimes cleanly into a deep cavity.| Aluminum Type | Power (30W fiber) | Speed | Frequency | Result |
|---|---|---|---|---|
| Bare aluminum (white mark) | 100% | 2,000 mm/s | 55 kHz | Frosted white surface mark |
| Anodized aluminum (dye removal) | 30 – 60% | 2,000 – 3,000 mm/s | 30 – 50 kHz | Crisp white mark, oxide intact |
| Bare aluminum (deep engraving) | 100%, 3 – 5 passes | 800 – 1,200 mm/s | 20 – 40 kHz | Tactile cavity 0.05 – 0.15 mm |
A standard Type II anodize layer per MIL-A-8625 measures 0.000076″–0.001″ (1.9–25.4 µm). Engraving above 50% power on this layer pierces through to bare aluminum within one pass and destroys the dye-removal effect — the mark turns gray rather than white. If you need the bright frosted look, stay below 60% power on a 30W fiber and verify on a sacrificial corner first.
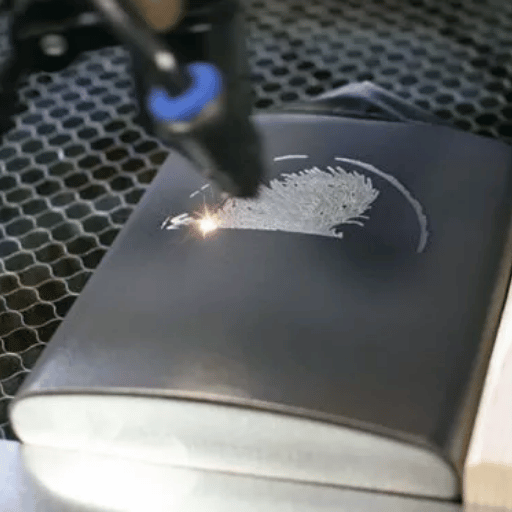
Stainless Steel Engraving: 304 vs 316, and Annealing for Color Marking

| Effect | Power (30W MOPA) | Speed | Pulse Width | Frequency |
|---|---|---|---|---|
| Black engraving | 50% | 300 mm/s | 100 ns | 30 kHz |
| Red annealing | 45% | 1,000 mm/s | 60 ns | 400 kHz |
| Blue annealing | 45% | 1,000 mm/s | 6 ns | 300 kHz |
| Green annealing | 25% | 1,000 mm/s | 15 ns | 350 kHz |
Brass, Copper, and Precious Metals: The Reflectivity Problem (and How MOPA Solves It)
Reflective metals are the most difficult case in laser engraving metals. Copper reflects some where near 95% of 1064 nm fiber laser energy back at the source. Brass dips in at around 70%. Silver comes in at around 96%. Unabsorbed energy can not only fail to engrave — it travels back through the optics and can destroy the laser source’s pump diodes within minutes of operation on a polished surface. Three solutions are working. First, change the wavelength: a 532 nm green laser will absorb at near 40% instead of 5%, removing the reflection problem at the physics level. Second, run a MOPA fiber with an inline back reflection isolator, and tune pulse width down to 2-6 nanoseconds for a short, high-peak power attack that will shred the reflectivity barrier. Third, if you run an occasional brass job on a standard fiber, use conservative parameters as tabulated below.| Metal | Reflectivity at 1064 nm | Recommended Approach |
|---|---|---|
| Brass | ~70% | Standard fiber 30W: 100% power, 200 mm/s, 45 kHz (black mark) |
| Copper | ~95% | 532 nm green or MOPA + isolator |
| Silver | ~96% | 532 nm green or pulsed MOPA short ns |
| Gold | ~95% | MOPA short pulse + low duty cycle |
Running a fiber laser on polished copper without a back reflection isolator can impair pump diodes within 5-10 minutes. Field techs in multiple LightBurn forum threads state this is the single most expensive mistake on reflective-metal targets you can make. Verify your laser source max allowable back reflection spec before the first run on bare copper.
Power, Speed, and Frequency: Settings Cheatsheet by Metal

| Metal | Power % | Speed (mm/s) | Freq (kHz) | Passes |
|---|---|---|---|---|
| Stainless steel (black engrave) | 50% | 300 | 30 | 1 – 3 |
| Stainless steel (color, MOPA) | 25 – 45% | 1,000 | 300 – 400 | 1 |
| Bare aluminum (white mark) | 100% | 2,000 | 55 | 1 |
| Anodized aluminum | 30 – 60% | 2,000 – 3,000 | 30 – 50 | 1 |
| Brass | 100% | 200 | 45 | 2 – 3 |
| Copper (green or MOPA) | 80 – 100% | 100 – 300 | 20 – 30 | 3 – 5 |
| Mild steel | 60 – 80% | 800 – 1,500 | 30 – 45 | 1 – 2 |
| Titanium | 40 – 60% | 600 – 1,000 | 25 – 40 | 1 |
| Gold (MOPA) | 30 – 50% | 500 – 1,000 | 200 – 400 | 1 – 2 |

Want this cheatsheet plus extended ranges for 50W and 100W fiber lasers as a printable PDF? Reach out and we will send it over — no email signup needed.
Request the Parameter Sheet →Marking Sprays and Surface Prep: When You Need CerMark, When You Don’t
What Do You Spray on Metal to Laser Engrave?
Your answer splits cleanly by laser type. CO2 lasers and diode lasers will not mark bare metal due to the fact that their wavelength simply reflects off of the surface. They need to have a thermochromic spray (CerMark, Brilliance, or any Molybdenum disulfide-based convert) on the surface to absorb the laser beam, heat up, and chemically bond a black mark to the substrate. Fiber lasers do not require spray on a bare metal; the 1064 wavelength is absorbed by the substrate. Below, this logic tree resolves the decision in 30 seconds flat.- CO2 + bare metal Spray needed (CerMark or equivalent)
- CO2 + coated/painted/anodized metal Usually not needed; existing coating absorbs
- Diode + bare reflective metal spray needed for visible marks
- Diode + dark stainless or anodized aluminum no spray needed
- Fiber + bare ferrous metals or aluminum no spray; direct absorption
- Fiber + bare copper/silver/gold spray rarely helps; switch to green or MOPA
Safety and Metals You Should NEVER Engrave
- Avoid galvanized steel – fumes of zinc cause metal fume fever. OSHA respiratory hazard guidance applies; the agency lists zinc-rich coatings as a recognized occupational hazard.
- Skip beryllium copper — beryllium is a Group 1 human carcinogen (IARC) with an OSHA 8-hour TWA permissible exposure limit of 0.2 µg/m³, among the lowest PELs in the standard. See OSHA Beryllium standard.
- Refuse PVDF and PTFE-coated alloys – they emit hydrogen fluoride and particulate fluoropolymer fumes, a severe lung and eye hazard.
- Reject lead alloys and leaded brass >0.5% Pb — lead fume crosses the blood-brain barrier; OSHA PEL 50 µg/m³.
- Eliminate cadmium plating and cadmium alloys from the workflow — the fume is carcinogenic; PEL 5 µg/m³.
Will Laser Engraved Metal Rust?
Stainless steel can rust along the engraving line if the process strips the chromium oxide passivation layer and the part is exposed to chlorides without re-passivation. Risk exists but is controllable: keep engraving depth shallow where possible, and send parts intended for marine or food-contact use through a citric-acid passivation soak (per ASTM A967). Carbon steel and mild steel will rust at the engraved site by default – coat with a clear finish, oil, or post-engraving anti-corrosion treatment. Your minimum operator-side safety stack is straightforward. Enclose the laser inside a Class 1 enclosure that meets ANSI Z136.1-2022 Class 4 safety control standards, or wear Class 4 PPE (laser safety goggles at the applicable wavelength, fume mask). Hook up a HEPA + activated-carbon fume extractor whose airflow capacity matches your laser power. For fume extraction sizing logic, see our fume extraction sizing guide and the overview of laser safety basics.Real Applications: From Industrial Traceability to Custom Plaques
Laser-engraved metal spans nine-figure aerospace traceability programs and weekend jewelry shops — plus everything in between, including engraved metal signs, custom firearms, branded tool plates, and personalized jewelry featuring intricate scroll-work patterns. Below, this matrix maps the most common application categories to the standards that govern them and the laser type each demands.| Application | Standard / Spec | Required Laser |
|---|---|---|
| Defense UID parts | MIL-STD-130 (2D Data Matrix ECC200) | Fiber 30 – 50W |
| Medical device UDI | FDA 21 CFR 801.20 | Fiber 20 – 30W or UV |
| Firearms (commercial) | ATF GCA 1968 (depth ≥0.003″) | Fiber 30 – 50W |
| Jewelry hallmarking | National hallmark schemes (BIS, UK Assay) | Fiber/MOPA 20W |
| Industrial nameplates | ISO 9001 traceability | Fiber 30 – 60W |
| Promotional / awards | No regulatory standard | Fiber/MOPA 20 – 30W or CO2 + spray |
“Laser marking is still the prevailing DPM method for FDA UDI compliance because it leaves a permanent, machine-readable code without marring the device surface.” — Industry compliance guidance, Laser Mark Technologies, 2024
Industry Outlook 2026: MOPA Color Marking, UV Adoption, and AI Auto-Focus

Can UV Laser Engrave Metal?
Sure—UV lasers at 355 nm will mark and shallow-engrave all but a handful of metals because shorter wave-lengths are absorbed readily by all metals including the reflective ones that defeat 1064 nm fiber. One tradeoff: UV beams are slower for deep engraving and cost more per watt. In production, UV laser sources are used solely for applications where heat damage to surrounding material is intolerable: medical implants, microelectronics, plastic-on-metal nameplates. If your 2026 capacity consideration involves a diversity of plastics and metals, the initial surcharge can return to you in a year or so. Search volume for stainless steel engraving increased 23% from year to year per late 2025 data—and brass-engraving inquiries experienced a comparable increase. These signals point to sustained pull from both small-shop and industrial buyers — not seasonality.Frequently Asked Questions

Q: Is laser engraving on metal permanent?
View Answer
Q: Will laser engraved metal rust?
View Answer
Q: How do I darken laser engraving on metal?
View Answer
Q: Can you remove laser engraving from metal?
View Answer
Q: How much does a metal laser engraver cost in 2026?
View Answer
Need a fiber laser sized to your metal workload?
UDTECH builds metal laser engraving systems matched to your material, power, and throughput requirements.
Request a Quote →About This Analysis
The parameter tables in this guide draw on cross-referenced data from heatsign, OMG Laser, BCAMC, and forum-validated operator reports. Reflectivity figures cite NIST and industrial laser absorption literature. Safety standards reference ANSI Z136.1-2022 and OSHA permissible exposure limits as published in 2025. Results on your machine will vary 5–15% depending on lens cleanliness, focus precision, and material batch — verify on a sacrificial corner before production runs.
Related Articles
- Fiber Laser Marking Material Compatibility — Full Range Reference
- Laser Hallmarking for Precious Metals — Process and Standards
- Is Buying a Laser Engraver Worth It? ROI Analysis
- Top CO2 Laser Cutting Machine Manufacturers 2025
- Precise Laser Applications in Industrial Manufacturing
- The Five Common Laser Types Explained
References & Sources
- NIST IR 8538 — Destructive Evaluation for Metal Additive Manufacturing Processes (2024) — National Institute of Standards and Technology
- OSHA Beryllium Standard — U.S. Occupational Safety and Health Administration
- OSHA — General Hazard: Respiratory Irritation and Systemic Poisoning — U.S. Occupational Safety and Health Administration
- OSHA Laser Hazards — Standards Overview — U.S. Occupational Safety and Health Administration
- 21 CFR 801.20 — Label to Bear a Unique Device Identifier (UDI) — U.S. Food and Drug Administration / eCFR
- ANSI Z136.1-2022: Safe Use of Lasers — American National Standards Institute
- ANSI Z136.1 — Safe Use of Lasers Standard — Laser Institute of America
- Laser Engraving — Industry Reference — Wikipedia
- Laser Processing Market Report 2025–2032 — MarketsandMarkets






