




Plastic extrusion is the high-volume manufacturing process that turns thermoplastic pellets into continuous profiles like pipes, sheets, films, tubing, and custom shapes. It has anchored polymer manufacturing for close to 100 years – yet most purchasing decisions across compounds, machine types, die dimensions and costs seem stuck on the same 4 variables: which extruder, which polymer, which die, and which trade-offs on tolerances and costs? This guide steps through full flow, 4 extrusion types, single-vs twin-screw, polymer options, aluminum job-cost crossover and 2026 outlook-from the 15+ years UDTECH has engineered extruders for 100+ countries.
Quick Specs
| Process Type | Continuous high-volume manufacturing |
| Throughput Range | 50–2,000 kg/hr (machine-dependent) |
| Compatible Polymers | PVC, HDPE, LDPE, PP, ABS, PET, PC, TPE, PMMA, Nylon |
| Common Outputs | Pipes, sheets, films, profiles, tubing, wire coatings |
| Tooling Lead Time | 4–12 weeks (custom dies) |
| Typical Tolerance | ±0.05–0.5 mm (geometry-dependent) |
What Is Plastic Extrusion? Process Definition and Industrial Significance

In the high-volume realm, plastic extrusion is an uncomplicated concept. Thermoplastics, fed as pellets and granules by robotic high-volume reactors, are melted, pressured through dies, and cooled into a continuous shape of constant cross-section. Where the complex injection molding cycle is in mono- or multivariable tension, the extruder zips out length in a single word: continuous. No resets; as long as the feed continues, the product flows.
The nomenclature difference: extrusion produces a specific constant cross-section – measured in linear meters or pounds, not pieces; other techniques produce discrete bits like IR lenses or gas cylinders. For example, injection molding brings 3.Cradients or sound absorbing panels, while extrusion pumps out high-volume (load-cell driven) along with a flow of photoresist layer on which micro-chiseling is simultaneously monitored.
| Process | Output Type | Volume Sweet Spot | Tooling Cost |
|---|---|---|---|
| Plastic extrusion | Continuous profile | 10,000+ linear meters | $5K–$50K (die) |
| Injection molding | Discrete shaped parts | 10,000+ units | $15K–$200K (mold) |
| Blow molding | Hollow containers | 50,000+ units | $10K–$80K (mold) |
| FDM 3D printing | Custom geometries | 1–500 units | $0 (digital) |
Over the past 15+ years, UDTECH has originated and optimized polypropylene, ABS, PVC, PC, Urethane, engineering resin and Lycra extrusions for 100+ countries across applications including white goods, construction, infrastructure, electrical, industrial, and packaging.Specifics of the process flow, 4 types of extrusion, single- versus twin-screw designs, plastic types, and industry outlook can be found below.
How Plastic Extrusion Works: Step-by-Step Process Flow
All extrusions follow 6 controllable process stages, each determined by 1 parameters.
- Feed hopper – the screw’s rotation pulls the plastic along the barrel, forcing it through the die; pellets, granules or powder enter through the rear feed throat, often pre-mixed with colorants, UV stabilizers or fillers. Desiccant drying at the hopper-side is crucial for Huastic and more sensitive polymers.
- Feeding Polymer. Heats are generated by the heater shrouds of the barrel, sometimes operating at 200-275C, with 3-5 PIDgates running from the rear to the front of the barrel. Screw speed may range from 30-150 rpm, based on polymer’s viscosity and feed volume requirements.
- Screwmelt formation Friction. The heated programmer between the screw and the barrel conducts as much heat as the elements of the heater shrouds; at high srew speeds, the dwell, plus any adhesion promoters between the barrel and screw, generate enough heat to often turn off heater zones.
- Fine filtering Plastic is pushed through a breaker, with a screen pack supported by a breaker plate. They might have more than 34 MPa of pressure.
- Shaping. The molten plastic flows into the die – the aesthetic core of the line – and flows out in the shape of the die opening. This is where die swell occurs: the polymer swells-out 5-30% relative to the die dimension requiring the die to be machined undersized to hit final spec.
- Cooling and cutting. Pipe and tube extrudates are cooled in vacuum-assisted water baths to avoid collapse; sheet is passed across non-stick polished cooling rolls; film is dumped in air rings. Hardened extrudate is hauled-off at set tension and cut to length, spooled, or coiled.
Screw L:D ratio (length-to-diameter) dominates geometry decisions. 24:1 is typical of polyolefin lines; 32:1 high shear screw for PVC and engineering plastics that need long melt residence. ASTM D1248 provides polyethylene extrusion materials spec which guides screw design for wire-and-cable insulation lines.
What Does a Plastic Extrusion Operator Do?
A plastic extrusion operator continuously monitors and alters six core line parameters: hopper feed rate, barrel temperature profile, screw rpm, melt pressure, haul-off speed, and downstream cooling rate. The job oscillates between long sections of stable production and panic when the extrudate exhibits defects – silver streaks indicate moisture, melt fracture indicates shear heating, surging indicates inconsistent feed. Expert operators develop polymerspecific diagnoses: PVC smell like HCl, nylon yellowing like frying chicken, polyolefins ripple shear tears into the surface. The role is roughly 30% line prep and changeover, 60% adjustment and continuous control, 10% urgent repair.
The 4 Types of Plastic Extrusion: Sheet, Film, Profile, and Tubing

Polymer extrusion separates into four primary extrusion processes based on exit geometry and cooling method. Each has distinct equipment sets, polymer cut-offs, and markets, stiff sheet goods on one end, flexible films on the other.
- Tube/pipe extrusion. A mandrel in the die forms an hollow section, making pipes, tubing, and medical tubing. An air ring is used to draw the cool wall upward. Typical polymers: PVC, HDPE, PEX.
- Sheet extrusion. A broad flat die from exits and is rolled between three chemically polished cooling rollers to determine thickness and surface will finish. Sheets are 0.5-12mm thick. Typical polymers: ABS, PC, PMMA, HIPS.
- Films blown extrusion. Molten polymer is forced through an annular die and inflated with an air ring into the shape of a bubble, then flattened into double-layer film as the nip rollers. Film gauges range from 8-250 microns. Typical polymers: LDPE, LLDPE, HDPE.
- Profile extrusion. A tailor-made die gives the molten polymer personality: gaskets, window-, weather- and construction-related profiles. It is the most varied process and the focus of custom plastics extrusion business. Typical polymers: rigid and flexible PVC, ABS, polypropylene.
The 4-Polymer Decision Tree
Identify the type of process you need by following four environmental-flow questions. First “yes” wins.
- Is the cross section hollow inside? Tube/pipe with mandrel die. (Medical-, fuel-, and drain-line tubing.)
- Is the product flat and wider than 300 mm? Flat sheet with calendaring rolls. (Thermoformed sign-, glazing-, and packaging.)
- Is the output a thin film < 250 m? Blown film extrusion. (Bags, agricultural film, packaging laminates.)
- Is the output a custom 2D cross-section? Profile extrusion with custom die. (Window frames, weatherstripping, trim.)
Wire and cable jacketing is a fifth specialty case in which a crosshead die is used to coat the conductor in-line – discussed separately in over-jacketing extrusion equipment guides.
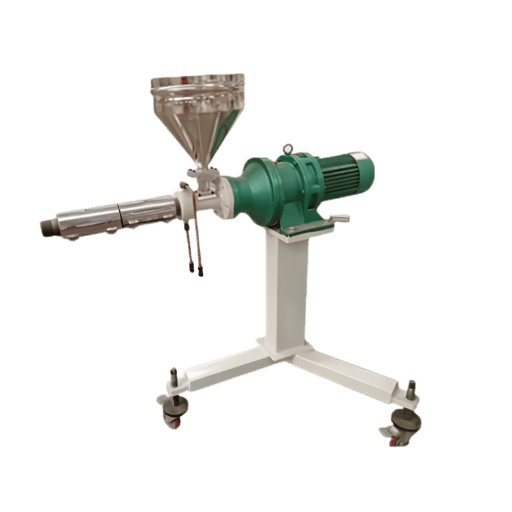
Plastic Extrusion Equipment: Single-Screw vs Twin-Screw vs Specialty Extruders
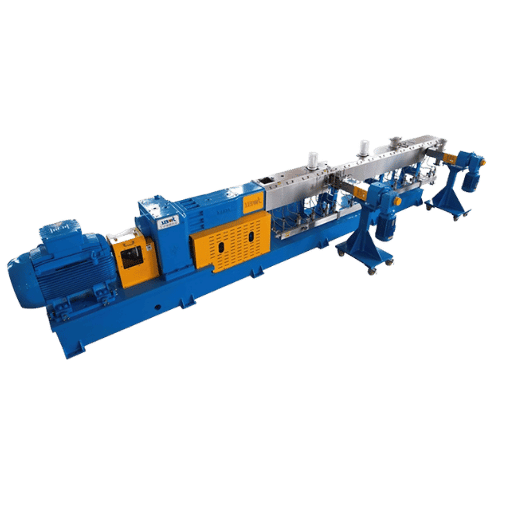
Extrusion machines bifurcate on the basis of screw configuration – single, twin, or triple – with each step increasing the mixing ability, throughput, and price point. The single, two, and triple-screw screw options are the most expensive misjudgements in plant specification: a single-screw equipment line is out of place for what a twin-screw line can do, and a twin-screw machine consumes 30-50% more energy than a single-screw line on jobs it could handle. UDTECH produces all three options plus lab and special purpose variants in our extruder lineup.
| Type | L:D Ratio | Throughput | Best For | Capex Range |
|---|---|---|---|---|
| Single-screw extruder | 24:1–32:1 | 50–800 kg/hr | Simple profiles, pipes, sheets, single polymer | $15K–$120K |
| Twin-screw extruder | 36:1–48:1 | 100–2,000 kg/hr | Compounding, masterbatch, PVC, devolatilization, recycled feedstock | $45K–$350K |
| Triple-screw extruder | 40:1–52:1 | 300–3,000 kg/hr | High-shear compounding, color masterbatch, niche heat-sensitive polymers | $80K–$500K |
| Laboratory extruder | 25:1–40:1 | 0.5–25 kg/hr | R&D, formulation, pilot trials, scale-up data | $20K–$90K |
| Recycled plastic extruder | 30:1–40:1 | 100–800 kg/hr | Post-consumer regrind, mixed feedstock, melt filtration | $35K–$220K |
The lazy heuristic – “twin-screw is for compounding, single-screw is for everything else” – is wrong often enough that shoppers should double-check the claim. Twin-screw extruders outperform on devolatilization (removing residual moisture and volatiles), processing of recycled feed stocks with varying particle size, and on PVC where corrosion-resistant counter-rotating geometries rule. Profile and sheet lines are characterized by twin-screw pressure stability with regrind or co- and re-processed stock in the feed.
Is Extruder Operator a Hard Job?
Plastic extrusion worker is a moderately challenging industrial role, somewhere between a CNC operator and a chemical plant crane operator on the skill level ceiling. One to six months of experience suffice to grasp an entry-level setup and patrol role. Three to five years is the median period to achieve a mastery level – troubleshooting towards surging from feed inconsistency versus screw wear, determining what temperature profile material prefers, troubleshooting die drool versus die build-up. Physical demands include 10-12 hour shifts on concrete floors, occasional exposures exceeding 200C during die swaps, lifting 20kg material bags. Cognitive efforts are high during changeover and fault response, average during stable operation. Industry experts on topic-focused forums consistently rank the position as undervalued relative to the difficulty of the task.
Polymer Materials and Profile Forms: What Plastics Can Be Extruded

Nearly any thermoplastic polymer may be extruded – the challenge is selecting the right plastic for the operation’s heat, chemical, UV, and mechanical envelope. The plastic selection determines the processing window and final properties of the extrusion. The table summarizes the nine most common plastics and their processing window and typical applications. Polyethylene wire and cable column is covered by ASTM D1248; polypropylene injection molding and extrusion technology is codified by ASTM D5857; extrusion additive manufacturing inputs governed by ISO/ASTM 52903-1:2020.
| Polymer | Melt Temp (°C) | Best Trait | Limitation | Typical Output |
|---|---|---|---|---|
| PVC (rigid) | 170–200 | Cost, weatherability | Poor heat stability, HCl release | Window profiles, pipes |
| HDPE | 180–230 | Chemical resistance | Poor UV without stabilizer | Pipes, geomembranes |
| LDPE | 160–220 | Flexibility, low cost | Low rigidity, easy creep | Plastic film, bags |
| PP | 200–250 | Heat stability, chemical | Brittle below 0°C | Auto parts, textiles |
| ABS | 220–250 | Impact strength, finish | Poor UV, fair chem resistance | Auto trim, refrigerator liners |
| PET | 260–290 | Clarity, gas barrier | Hygroscopic, requires drying | Bottles, films, fiber |
| PC | 280–320 | Impact, transparency | High cost, scratch-prone | Glazing, electronics enclosure |
| Nylon (PA6/PA66) | 230–290 | Wear, mechanical strength | Hygroscopic, dimensional shift | Tubing, gears, fibers |
| PMMA (acrylic) | 210–250 | Optical clarity, UV stable | Brittle, scratch-sensitive | Light pipes, displays |
Material choice influences equipment choice. The HCl vent of PVC warrants corrosion-resistant barrels, hence dedicated PVC extrusion lines are equipped with bimetallic coatings. Engineering plastics like PC, PAs, and PEEK require longer L:D ratios and consistent temperature regulation, informed by our engineering plastic profile line configurations. Increasingly mandated recycled inputs in the market require melt filtration and degassing stages, served by dedicated recycled plastic extruders.
Plastic vs Metal Extrusion: The Cost Crossover Threshold

Plastic extrusion and aluminum extrusion generate visually indistinguishable continuous profiles, but their cost curves cross over at predictable production quantities. Specification engineers default to aluminum for “looks structural” and to plastic for “looks consumer” and that heuristic costs money in both directions.
The Plastic-vs-Metal Cost Crossover Threshold
For each of the three axes below, the higher number points to the dominant route.
| Axis | Plastic Wins When | Aluminum Wins When |
|---|---|---|
| Tooling cost | Die under $20K | Die over $20K (similar tier) |
| Volume | 10K–500K linear meters | Above 500K linear meters |
| Strength requirement | Static or low-load | Structural or load-bearing |
| Tolerance | ±0.2 mm acceptable | ±0.05 mm required |
| Surface finish | Color in raw material | Anodized, powder coat needed |
If three or more rows point to the same side, that’s the route. Mixed signals indicate you’re at the crossover point – get samples from both, test them in your actual application, not just on paper:
3-Layer Co-Extrusion: When One Profile Behaves Like Two Materials

Co-extrusion uses two or three streams of polymer through a single die in order to form a finished profile with different materials in different zones. This one of the more counterintuitive results in plastic extrusion: a single profile can have a rigid structural core with a flexible weather-sealing skin, or a colored cap stock over a recycled core, or barrier layer sandwiched in between protective skins.
The 3-Layer Co-Extrusion Trick
Three real-world configurations that use co-extrusion in place of an additional manufacturing step:
- Window profile (rigid + flexible). Rigid PVC core lends structural rigidity; thermoplastic elastomer co-extruded skin creates the weather seal in one pass – no glue, no separate gasket installation.
- Cap stock (colored + recycled). A 0.5 mm virgin colored cap layer conceals a 4-6 mm recycled-content core. The product looks high-end; the BOM cost drops 25-40%.
- Barrier film (skin + barrier + skin). Outer LDPE skins shield a thin EVOH or PVDC barrier layer from oxygen and moisture. Used in food packaging where single-material film can’t achieve shelf-life goals.
Co-extrusion is not a high-end specialty: wire-and-cable jacketing – one of the highest-volume segments of plastic extrusion – has used over-jacketing co-extrusion for decades. The technology is built into the plastic compounding machine family, which supplies the multiple polymer streams to a coordinated die head.
Advantages, Disadvantages, and Real Costs of Plastic Extrusion
Plastic extrusion fits the decision profile for most continuous-profile products in the 10K-500K linear meter range, but the pros and cons are genuine, and they hit hardest on the disadvantages potential buyers underestimate during specification.
- Lowest unit cost above 10K linear meters
- Continuous output — no cycle dead time
- Wide polymer compatibility
- Color, fillers, and additives blended in line
- Co-extrusion adds multi-material capability
- Constant cross-section only — no variable geometry
- Die swell adds 5–30% dimensional uncertainty
- Tolerance floor ±0.05 mm — tighter requires post-machining
- Setup waste during line stabilization
- Recycled feedstock variability disrupts melt rheology
Some disadvantages to watch for come from operators, not marketing literature. On industrial engineering discussion sites, the syndrome with the most reports is under- or over-specification – selecting a polymer or wall thickness that will work in theory, but fails under real-world service conditions due to creep, UV, or thermal cycling. Die swell remains a prime concern: polymer expansion at the die exit complicates tight-tolerance achievement, transforming it into a tuning problem rather than a straightforward calculation. The inclusion of recycled material adds a third dimension of unpredictability due to particle size, moisture and contaminants swinging from batch to batch.
- Tooling (die): $5K-$50K for typical profiles, up to $150K for multi-cavity or co-extrusion dies
- Material: $1.50-$8 per kg depending on the polymer chosen, with PVC near the bottom of the range and PC/PEEK toward the top
- Cycle / line time: 50-2,000 kg/hr throughput determines per-meter labor and energy sharing
- MOQ economics: Setup waste and changeover labor mean small runs (under 5,000 m) can cost a 2-4 per-meter premium
Is Plastic Extrusion Expensive?
Plastic extrusion is one of the cheapest plastics manufacturing routes per unit of product, but the tooling and machinery investment is substantial. Custom dies for standard profiles range from standard grooved dies like $5,000 and $50,000 over much of the range to complex co-extrusion dies like $150,000, could exceed that by far. The extruder line of equipment ranges from $15,000 (single screw) to $500,000 (triple screw compounding line). Material costs range from $1.50-$8/kg. The economics run in favor of extrusion around 10,000 linear meters of produced profile, below that injection molding or additive manufacturing usually are the more cost-effective approach, above 500,000 m total extrusion pricing takes over. Custom plastic extrusion services exist specifically to amortize tooling investment across multiple consumers when individual runs are not sufficient to justify the die.
Industry Outlook 2026: Recycling, Bio-Polymers, and Industry 4.0

The worldwide market for plastic extrusion equipment was $7.6 billion in 2026 and is forecasted to reach $10.8 billion in 2033 growing at a 5.1% CAGR, says Persistence Market Research. Based on the larger extrusion equipment market, that weighs in at $8.93 billion in 2024 with a 4.5 CAGR through 2030, feedstock handling and machinery are evolving in three directions beyond the headline growth.
1.) The strategic shift in buyers procurement schedule now asks for novel feedstock handling equipment: when going to replace 15-year old conventional single-screw extruders, the recommendation becomes a twin-screw downstream underwater pelletizer system to expand future possibilities for the use of recycled feedstock while maintaining the option of on-site compounding. This is what the edge of the default equipment spec now looks like.
FAQ: Common Questions About Plastic Extrusion
How long does plastic extrusion take from order to delivery?
View Answer
What are the disadvantages of plastic extrusion?
View Answer
Can recycled plastic be used in extrusion?
View Answer
What’s the difference between plastic extrusion and injection molding?
View Answer
Are plastic extrusions recyclable?
View Answer
Specifying a Plastic Extrusion Line?
Compare twin-screw, single-screw, and specialty extruder specs against your throughput, polymer, and recycled-content roadmap.
About This Plastic Extrusion Analysis
This guide is based on UDTECH”s 15+ years of designing plastic extrusions lines-for plastics, lab, recycled plastic, and engineering-polymer producers in 100+ countries with single-screw, twin-screw, triple-screw configurations. Cost and throughput ranges provided have been cross-checked against ASTM D1248, D5857, and ISO/ASTM 52903-1:2020 specifications. Where industry data is provided (Grand View Research, Persistence Market Research, Plastics Technology), we include the relevant source so you can reference against the original publishing date.
References & Sources
- ASTM D1248-16 Standard Specification for Polyethylene Plastics Extrusion Materials for Wire and Cable — ASTM International
- ASTM D5857 Standard Specification for Polypropylene Injection and Extrusion Materials — ASTM International
- ISO/ASTM 52903-1:2020 Additive Manufacturing — Material extrusion-based additive manufacturing — ISO
- Extrusion Machinery Market Size — Industry Report 2030 — Grand View Research
- Plastic Extrusion Machine Market Size & Growth, 2033 — Persistence Market Research
- Seven Charts Defining the U.S. Plastics Industry in 2025 — Plastics Industry Association
- 2026 Outlook for Advanced Manufacturing — Plastics Technology
Related Articles
- Twin-Screw Extruder Specifications and Selection Guide — When twin-screw beats single-screw on compounding, recycled feedstock, and PVC
- Recycled Plastic Extruder Configuration Guide — Melt filtration, degassing, and L:D ratio for post-consumer regrind
- Underwater Pelletizing System Overview — Downstream pelletizing for compounding and master-batch lines
- What Is Plastic Recycling? Industrial Process Guide — Sorting, washing, regrind, and the role of extrusion in closed-loop recycling



![What Is ABS Plastic Properties, Uses & Recycling Guide [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


