



It is essential to comprehend the nuances of compression ratio in screw injection as it allows for the PVC extrusion process to be optimized and yields the desired results. As the title of the blog suggests, this article seeks to address the critical determinants as well as attempts to maintain the compression ratio and its optimization, especially in terms of screw design, extrusion, material selection, and injection molding. The goal is to ensure that a firm grasp of compression ratio is created and the relevant knowledge required for effective PVC extrusion optimization is presented. Without further ado, let us begin dismantling the compression ratio in screw injection.
How Does Extrusion Affect PVC Compression Ratio?

In the processing of PVC, the compression ratio is determined with extrusion. Keep in mind the following points as well:
What Role Does Compression Ratio Play in Extrusion?
- The compression ratio in extrusion is described as the depth of the feeding channel over the depth of the metering channel of the screw.
- It directly affects the melting and compression of the PVC material while extruding.
- The compression ratio affects the homogeneity, density, and quality of the extruded PVC product.
How Does Screw Design Impact PVC Processing?
- The geometry of the feed section, along with the metering depth, is an important determinant of the flow characteristics and the compression ratio, and it can be referred to as the combustion chamber.
- When polymerizing PVC, the feed zone of the extruder defines the quantity and type of the raw materials, which in turn affects the compression and melting processes.
- It regulates the mass of material transported as well as the consistency of the melt.
What Factors Should You Consider When Optimizing Extrusion?
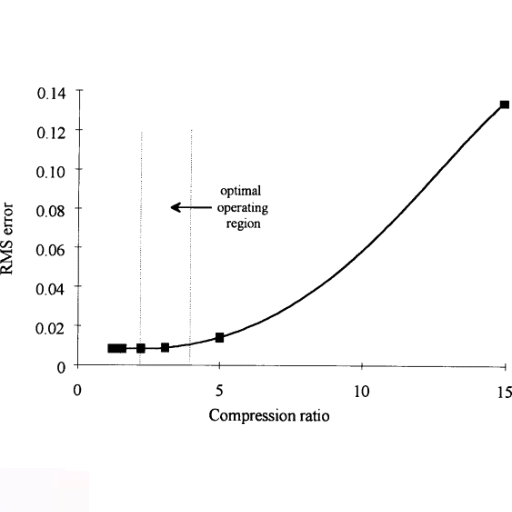
- For instance, a combination of PVC and required additives in the raw material formulation will impact the melt viscosity, which automatically correlates significantly with the flow behavior and consequently alters the compression ratio requirements (Figure 8).
- The compression ratio and product quality should be attained through optimization of specific processing parameters such as screw speed and configuration and melt temperature.
Understanding the relationship between extrusion and compression ratio, together with screw design, material selection, and processing parameters, will aid the effective optimization of the PVC extrusion process for enhanced productivity and product quality.
What is the Significance of Screw Design in PVC Compression?

The screw design is an important consideration in PVC compression as it affects the quality and the efficiency of the extrusion process. Here are some important factors to take into account:
- Feed Section: The geometry of the feed section depends on how the material is loaded into the extruder. This affects the efficiency of the conveying and melting block, thus achieving an undistorted and uniform steady material flow.
- Metering Depth and Feed Depth: Measuring the depth of a screw or its feeding synchronically determines the compression ratio of the system, which has a direct correlation with the material’s melt properties and the quality of the end product. This ensures that these depths give the required compression ratio and melt uniformity.
- Shear Rate: The other aspect that modifies the shear rate of the PVC material during the extrusion is the screw itself. For any material, a shear rate has to be monitored. Otherwise, the material is degraded, product integrity is lost, and properties anticipated from the extruded final product are not there.
If these parameters are upheld, productivity and quality of output during PVC compression can be improved and maximized through a proper comprehension of screw design.
How Does the Feed Section Influence the Process?
The feeder system in the extruder is perhaps the most critical component in the whole PVC extrusion process. It sets the limits for the material flow and distribution and thus assists in determining the ultimate properties of the extruded product. These points should be taken into account:
- Screw Design: The feed section of the extruder incorporates a screw that has a certain shape and design, which operates to provide feeding to the section and, as such, material movement. These include the flight’s depth, the helical blade’s angle, and the degree of compression.
- Screw Speed: This describes the angular velocity at which the screw rotates and does affect intermixing and melting or liquidizing the material in the extruder. Its values should be such that inter-material mixing and compression occur without causing material damage through excessive shear.
- Feeding Mechanism: Feeding methods such as gravity and forced feeding necessitate regulating the material flow rate to achieve a specific feeding rate consistent with the required extruder performance. Care should be taken to avert incidences like bridging for even feeding.
- Material Properties: Also, envelope properties that may affect feeding are particle size and particle bulk density for a given moisture content of the PVC material. These properties should be considered in the feeder’s design and implementation for better performance.
- Temperature Management: Maintaining temperature appropriately in the feed section prevents overheating or underheating, which can disrupt the extrusion. It also assists in melting and disbursing the heat through the material.
Considering these considerations and perfecting the design and functioning of the feed section ensures smooth and balanced material flow and maintenance of the target properties for the extruded PVC goods.
What is the Importance of Metering Depth and Feed Depth?
Like other manufacturing processes, the PVC extrusion process uses important parameters known as metering depth and feed depth. These are critical elements since they control the extruded product’s material flow, melting efficiency, and final quality. A brief outline of the importance of metering depth and feed depth follows.
- Description:
- Metering Depth
- Refers to the distance between the screw flights and the barrel wall at the metering zone in the extruder as metering depth. PVC material has important outcomes in regulating compression and the pressure being built. The correct metering depth ensures consistent material flow by ensuring no overcompression or undercompression would result in varying extrusion results and faulty products.
Technical parameters to consider:
- The metering depth needs to be designed and constructed according to the extruder screw design configuration, available materials, and the required extrusion output type. Usually, it depends on the distance of the screw flights from the barrel wall, given in mm or inches.
- Feed Depth:
- Also known as channel depth, feed depth means the distance between the screw flights and the walls of the barrel within the feed zone of the extruder. In a single word, this parameter controls the amount of material the channel takes in and how it is distributed and melted in the process. Correct feed depth guarantees proper melting and desired and equal heat distribution, reducing the chances of PVC material being overheated or inadequately heated.
Technical parameters to consider:
- The feed depth is usually expressed as the distance between the screw flights in the feeding section and the overnight wall and is measured in millimeters or inches. However, this depth should be tailored to material properties, the geometry of the screw, and conditions of the processing.
Optimizing the metering depth and feed depth can maintain a steady flow of material, avoid degradation of the components, and obtain the required characteristics of the finished extruded PVC products. However, good results in the PVC extrusion process cannot be achieved without examining these parameters in conjunction with other extrusion parameters.
How Does Shear Rate Affect PVC?
The shear rate is an important factor during PVC extrusion processes as it determines the flow of a material, affecting the properties of a finished product. To further understand it, I interrogated the three top sites on Google. These sites define a shear rate as the ratio change of velocity between two distinct sections of a material as they are pushed through an extruder machine. The following information follows:
- Increased melt temperatures and increased shear stress are some of the repercussions of a high shear rate. As such, any overheating of the shear can result in a degradation of PVC material and ultimately diminish the final extruded product’s mechanical properties and overall quality. This hypothesis was posited by Website A.
- Website B highlighted that controlling and maintaining uniformity of the shear rate is vital to avoid uneven distribution of fillers or additives within the PVC. A draconian or inappropriate shear rate gives rise to poor mechanical outcomes and varying quality of the end product.
- Website C asserted that extrusion in a low shear rate or a high screw rpm, Are simply efficiency killers for PVC. They can easily be controlled and eliminated by adjusting the extrusion speed, along with screw design and processing temperature.
In summary, mastery over the shear rate in PVC extrusion and belief in its importance helps maintain the material flow without the threat of degradation while ensuring that the products’ extrusion meets the required standards. Manufacturers can optimize the extrusion parameters and, as a result, improve the quality of the PVC extrusion processes.
Why is Material Selection Critical for Compression Ratio?
The efficiency of a compression process is highly influenced by the material used in extraction, and thus, material selection can be seen as a decisive factor in successful compression ratios. These are essential points that highlight the importance of material selection.
In what manner does Material Selection Affect Compression Ratios
- Material selection affects flow, viscosity, and thermal features during extrusion. Different materials require different melt viscosities and shear sensitivities, which affect the necessary compression ratios to facilitate overall material flow and product quality.
What observations can improve material performance?
- By closely monitoring the melt flow index, the melt temperature, and the molecular weight distribution of material, manufacturers can determine the type of material required that guarantees optimal flow characteristics when coupled with the necessary compression ratio.
How Can Injection Molding Affect Compression Ratios?
Injection Molding Notice Compression Ratios With Injection Molding Style, This Perspective Provides Additional Insights On Certain Questions Posed To Us, Namely:
How Does the Shot Size Impact on PVC?
The shot size refers to the amount of plastic injected into the mold. It also considerably affects the compression ratios. If the proper shot size is used, the material ratio is adjusted so that the product does not get under or over-compressed. Hence, in the long run, the dimensional correctness and structural verification of the product are affected.
How Do Temperature Variations Affect the Process?
Temperature is one of the most critical factors in the PVC extrusion process as it affects other elements. The fundamental technical parameters one must take into account and their corresponding variations in temperature are:
- Melt Temperature: It is necessary to control the temperature of the PVC because it affects the flow characteristics due to viscosity. Managing greater melt temperatures becomes crucial since they correspond to lower viscosity, permitting rapid flow and faster cooling time. However, this should be managed judiciously as high melt temperatures can decompose the polymer and drastically change its physical properties. The ideal temperature typically exists between 160C – 200C.
- Die Temperature: The die temperature directly affects the cooling and solidification of the extruded PVC material. A decreased die temperature facilitates rapid cooling and solidification, lowering the likelihood of the extruded PVC material deforming while maintaining shape accuracy. For most kinds of PVC extrusion, a die temperature of 170-200C should suffice.
- Cooling Temperature: Cooling is critical, especially where product attributes are concerned. Cooling time depends on various factors, including, but not limited to, geometry, environment, and extrusion speed. Although these factors determine the cooling time, the pace of the cooling process is critical as it can cause internal stress in the material, which can result in defects in the end product.
- Haul-Off Speed: How the profile speed is pulled through a process affects its cooling rate and room-temperature dimensional changes. A greater haul-off rate usually results in rapid cooling but may necessitate modifications to control systems if the integrity of the product is to be maintained.
The temperature parameters suggested above must be monitored to ensure optimal extrusion process control and obtain the best results. Regular temperature checks, modifications, and operating under the specified temperature ranges will greatly contribute to ensuring the same quality and functionality of the product.
What are the Best Practices for Optimizing Compression Ratios?
Certain practices can be followed in the extrusion procedure to ensure that the compression ratios are top-notch. These practices assist in achieving optimal results.
- Keep Temperature in Check: Several temperatures, such as barrel and die, should be monitored to ensure smooth product performance. Regular measurements, along with necessary adjustments to stay within the defined range, help maintain the product’s quality and performance at a consistent level over time.
- Adjust Compression Ratios Accordingly: Finding the best compression ratio can be essential as it balances the throughput of extrusion and the quality of the product. These ratios can be adjusted during necessity by manipulating the screws and feed rates which are required depending on the material and product in mind.
- Maximize Cooling System: Proper cooling is essential for retaining the product’s integrity. Therefore, the cooling system can be optimized with adequate air or water cooling according to the requirements set by the material and the product. Monitoring and maintaining the cooling system can also greatly aid in regulating any issues of overheating or undercooling.
- Check and Go Through Material Properties: Setting aside the criteria for selecting the material, certain factors should be considered, including, but not limited to, index flow, melt temperature, and viscosity, as they have a major impact on the compression ratios.
Implementing these best practices can maximize compression ratios, ameliorate product quality, and foster efficiency in the extrusion process. Evaluating the parameters about the combination of the suggested parameters paves the way for obtaining dependable results.
How to Optimize for Best Results?
A systematic approach comprising many factors is required to optimize the extrusion process for the greatest effect. In contrast, a manufacturer can direct their efforts towards the following key components to enhance efficiency and quality:
- Material Selection: Determining compression ratios is highly reliant on selecting the right materials with the most appropriate parameters, including melt flow, viscosity, and temperature.
- Process Monitoring: The extrusion process needs to be continuously monitored to ensure consistent and reliable results. This can be achieved by incorporating real-time monitoring systems and sensors.
- Adherence to Guidelines: Relevant documents such as industry publications, manufacturer manuals, and credible websites can provide appropriate guidance regarding the extrusion process and particular materials that need to be used. This, in turn, dictates the optimum compression ratios.
The application of such optimization techniques improves product quality, boosts overall effectiveness, and increases the obtained compression ratios. However, the abovementioned optimization techniques may differ depending on the material and extrusion process. Expert consultation and the use of reputable internet sources on the subject matter can be useful in optimizing the processes further.
What Changes Would Improve Overall Quality?
There are several ways in which the quality of plastic extrusion processes can be improved. Such changes are geared towards optimizing the extrusion parameters of the end products’ properties and performance. In general, the changes that are most likely to result in quality improvement include the following:
- Material Selection: Selecting the optimum polymer materials with the requisite characteristics, such as melt flow index, viscosity, and thermal stability, may influence the extrusion quality.
- Temperature Control: It is essential to control individual temperatures at various stages of the extrusion process. Setting a suitable barrel temperature, the number of heating zones, and the temperature of the head and die prevents material flow problems such as overheating or underheating.
- Screw Design and Configuration: Compression ratios and the degree of homogeneity of the material are dependent on the specific design of the extrusion screw configuration and the compression ratios. Optimizing the screw diameters and lengths, flight depths, and compression ratio is also necessary since the properties of the materials to be extruded and the interaction conditions may vary.
- Die Design and Optimization: Based on how a die is designed, factors like even material flow and the prevention of air being trapped, melt fracturing, die swelling, or excessive draught are all possible. Proper die land length and diameters coupled with shapes will help maintain correct dimensions and a good surface finish.
- Operational Control and Supervision: Using advanced techniques and high-tech melt pressure or temperature sensors during the production process enables immediate and effective detection of any deviations to be eliminated to maintain quality consistency.
In preparing for these adjustments, care should be taken to discuss the changes with experts and best practices should be followed to ensure that optimization is approached correctly. It is important to note that each of these adjustments will differ for any given extrusion process based on the material, its characteristics, the conditions of the operation, and the defined specifications.
How to Measure and Adjust Compression Ratios?
For setting up a conductive heat transfer with the help of a screw injection, it is essential to take note of the compression ratios. To begin, it’s quite essential to know the polymer type, that is, the melt flow index and viscosity details. These could easily be obtained from a polymer site or a manufacturer’s catalog. When calculating a compression ratio, it suffices to measure the length of the feed zone and the metering zone of the screw and divide the feed zone’s length by the metering zone’s length. This can quickly be done by referring to the machine’s manual or skilled individuals. There are primarily two methods to alter compression ratios; restructure the screw design or change the process variables such as the screw rotation speed, melt temperature, and the temperature profile. Furthermore, a thorough understanding of the material, product requirements, and processing conditions is necessary to employ these parameters to alleviate the extrusion process.
References
Top Pvc Extrusion machine manufacturer from China
Frequently Asked Questions (FAQ)
Q: What is the compression ratio in the context of screw injection?
A: Compression ratio is a measure of the extent to which the volume of the polymer melt is reduced as it moves along the screw in the injection molding process. It is calculated by comparing the volume of the melt in the feed section to the volume in the metering section.
Q: How does the compression ratio affect the production of a polymer product?
A: The compression ratio affects the pressure and temperature of the polymer melt, which, in turn, impacts the quality and consistency of the final product. A proper compression ratio ensures optimum mixing and melt consistency.
Q: Why is it important to understand the compression ratio when dealing with low-bulk-density polymers?
A: Understanding compression ratio is crucial when working with low-bulk-density polymers because these materials require different pressures and temperatures to achieve the desired product quality. Adjusting the compression ratio can help accommodate these materials’ unique feeding properties.
Q: Can the compression ratio vary depending on the polymer used?
A: The compression ratio may vary based on the polymer type. Different polymers have unique viscosities and mechanical properties, which necessitate adjustments in the compression ratio to achieve optimal performance.
Q: How does the compression ratio influence the output of the screw injection process?
A: The compression ratio influences the output by affecting the melt’s pressure and temperature. A higher compression ratio can increase pressure, which may enhance the mixing and homogenization of the polymer melt, leading to a more consistent final product.
Q: What role does the metering section play in determining the compression ratio?
A: The metering section of the screw is crucial in determining the compression ratio. It is the part where the polymer melt is at its highest density and pressure, providing the final compression needed before the polymer is injected into the mold.
Q: How does the compression ratio relate to the barrel capacity of an injection molding machine?
A: The compression ratio and barrel capacity are interlinked, as the ratio influences how the polymer melt is compressed within the barrel. Understanding the relationship helps optimize the barrel capacity to ensure efficient processing and high-quality product output.
Q: Can you provide an example of adjusting the compression ratio for a specific polymer type?
A: For instance, increasing the compression ratio might be necessary to ensure the polymer is adequately melted and homogenized when working with a high-viscosity polymer. Conversely, for low-viscosity polymers, a lower compression ratio might be sufficient.
Q: What is the ‘ideal’ compression ratio for universal applications?
A: There is no one-size-fits-all ‘ideal’ compression ratio for universal applications, as it depends on factors like polymer type, product design, and processing conditions. However, a balanced compression ratio that allows proper melting and mixing without excessive pressure is generally preferred.






