



In comparison to other technologies, laser welding is a relatively new process which uses a laser as the heat source to perform joining tasks and laser cutting for disassembling them. This technology has gained rapid acceptance among laser technology, due to the surge in requirements for laser cutting precision in the electronics and automotive industries. In medicine, laser welding is used to treat heart and blood vessel diseases. We will review the basic principles of laser welding; analyze the distinct features, advantages, and economic relevance that the process brings to the manufacturing sector; and discuss some possible future advancements, limitations, and issues. This work is intended for managers and investors wishing to expand their businesses into new areas and is directed at readers unfamiliar with the technologies used in modern production systems.
How Laser Welding Works
Laser Welding: Foundational Principles
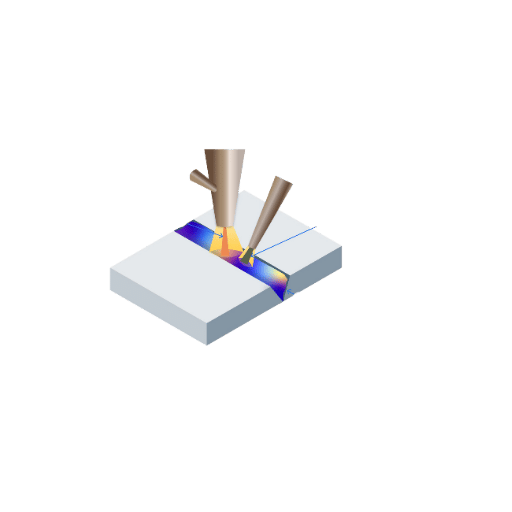
Laser welding uses high-power lasers to melt and join together the materials you intend to weld. It can achieve very fine and precise welds with great strength and little distortion, damage, or change to the surrounding materials. The laser is focused on a specific piece of the material to such an extent that the super heated energy results in a molten pool which cools down and turns into a weld. This technique can be employed on various metals and alloys which is useful for automotive, aerospace, and electronics industries.
The Importance of the Laser Beam in the Welding Procedure
The beam laser is crucial to the effectiveness and precision of the laser welding process. In general, the laser can operate at 1 to 10 micrometres, yielding high levels of focused energy with amazing penetration depths. Because of this beam specificity, the heating zone can be very small, which will allow the deformation as well as the residual stress of the welded material to decrease dramatically.
The invention of high-power fiber lasers, which can achieve output powers greater than 10 kW, makes it possible to weld thicker materials more quickly and accurately than ever before. Compared to traditional methods like TIG or MIG welding, studies show laser welding can achieve weld speeds of 50 to 100 inches per minute. The increased speed combined with the precision offered by automation makes laser welding ideal for high-volume manufacturing environments.
A weld’s quality is affected by laser beam parameters such as power density, beam focus, and the speed of travel. Adjustment of the aforementioned parameters can be tailored to suit specific combinations of material thicknesses, types, joints configurations, and even inter and intra variances within a single piece. Under the right conditions, machining-grade stainless steel and aluminum alloys used in aerospace and automotive applications can achieve near-perfect welds with great strength and durability. The versatility and precision of the laser beam make it essential in modern industry.
Contrasting Laser Welding with Other Welding Approaches
Unlike other welding methods, laser welding has several unique differentiating features. One difference is that laser welding is more precise than other techniques because it creates fine cuts and clean, almost perfect welds that cause little distortion; obliteration of raised surfaces and other marks would be far greater for other methods. Another difference is that laser welding processes the workpieces at a high rate, which benefits mass production compared to arc or TIG welding that are relatively slow. Also, laser welding does not require a lot of finishing work due to high precision, while other methods would need a lot of post-processing work. Because of these factors, laser welding is ideal for areas with intricate designs such as aerospace or electronics, as well as high-quality manufacturing such as medical devices.
Advantages of Laser Welding

Benefits of Using a Laser Welder Expert Grade
- Extreme Care when Marking: Because of advanced laser technology, distortions and inaccuracies in the weld are less likely to occur than with any other devices.
- Speed: Compared with traditional methods, many other processes are slower, leading to longer production times.
- Versatility: Laser welding has a diverse range of applications because it works with many different types and thicknesses of materials.
- Minimal Heat Input: Concentrated heat minimizes the thermal influence on surrounding parts, effectively preserving fragile components.
- Reduced Post Processing Work: Due to the accuracy of laser welding, finishing work is rarely required as workflows are streamlined with optimized production processes.
The Benefits of Quality Laser Welding
As a result of its extreme accuracy, laser welding has risen in popularity due to its improved weld quality. Enhanced seam strength and consistency is attributed to the meticulous control provided by a laser beam due to its reliable energy delivery. Also, the critical construction features like, porosity or cracking, which can damage a weld’s integrity and reduce its precision are substantially minimized. Furthermore, in comparison to other welding methods, laser welding produces smooth and well-defined weld seams devoid of excessive spatter which eliminates the need for post-weld finishing. The smoothness and cleanliness transforms laser welding into a dependable and purposeful method for attaining high quality welds in diverse and sensitive engineering tasks.
High Power Laser Efficiency with Respect to Welding
High power laser systems are designed to optimize the speed and effectiveness of the welding method due to their heightened efficiency, which is essential for industrial tasks. Depending on the thickness and material of the weld, advanced systems can perform welding at speeds of even 10 meters per minute. With this capability, there is dramatic reduction in production cycle time and increase in overall output, which leads to lower operational costs.
The enhanced energy density of high-powered lasers ensures even thick materials like steel and aluminum alloys may be welded in a single pass without excessive preheating or multiple iterations. For example, most laser welding systems with power ratings over 4 kW can proficiently weld 10 mm thick plates with high accuracy and low distortion.
Cutting-edge technologies focused on laser control permit adjustments to be made to certain parameters in real-time, even at great speeds. In the industrial sector, some estimate the efficiency ratings to reach upwards of 90%, which implies that the energy loss in the process is relatively small. This shift enhances power utilization and diminishes operational expenses, strengthening the transition towards sustainable manufacturing by integrating more eco-friendly resources.
What Types of Lasers Are Used in Laser Welding Systems?

Overview of Fiber Laser and CO2 Laser Technologies
Laser welding systems rely heavily on fiber laser and CO2 laser technologies for their versatility and efficiency, which are indispensable in industrial applications with heavy workload demands. For example, fiber lasers utilize optical fibers as the gain medium and are suited for fine welding tasks, weldable reflective materials, and high powered lasers due to their high power density precision. CO2 lasers use a gas mixture and are better suited for cutting and welding thicker materials because of their longer wavelength. Each type has its advantages depending on the application; however, fiber lasers are superior in speed and maintenance efficiency, while CO2 lasers are more useful with robust metals and nonmetals.
Selecting the Appropriate Laser Welding Machines for the Task
In selecting laser welding machines, the three most important considerations are the type, thickness, and production scale of the material. Fiber lasers are well-suited for thin and highly reflective materials because of their accuracy and rapid processing capabilities. Meanwhile, CO2 lasers are more effective for thicker or non-metallic materials as they perform more reliably with longer wavelengths. Furthermore, consider the maintenance and energy consumption, as fiber lasers, in general, lower costs over time more than CO2 models. Optimal efficiency and outcomes are obtained when the proper type of laser is selected relative to the specific application.
What are the crucial elements of a laser welding system?
Regarding the Importance of Beam Quality
Quality of the beam is a key determinant for the effectiveness and accuracy within a range of operations. Beam quality and BPP, which stands for Beam Parameter Product, defines the allocable ratio of laser divison and the way it can be focused. Therefore better BPP denotes better quality beams and greater material processing while lower BPP means loss of all that which does not ensure finer control and accurate material processing.
7B, the class reinforced me during first grade, low beam quality means high energy loss condtions across cutting, microwelding, laser engraving for precision functions. In laser welding, high beam quality helps to achieve deeper penetration with lower thermal distortion thus improving weld strength and finish. Today, developments in laser systems have lead to marked increase in beam M² factors (measure of beam quality). It is not surprising that many industries that focus on ultraprecise cuts, for instance, electronics, face surpassing demands.
In addition, having better beam quality usually means that the target material’s energy absorption efficiency is improved, resulting in lowered overall power requirements. This, in turn, reduces operational costs and makes it easier to process materials with high reflectivity such as copper and aluminum. For instance, data indicates that high-power fiber lasers with excellent beam quality have process efficiencies of about 40%, far greater than traditional CO2 lasers.
When optimizing a laser, beam quality helps broaden material processing capabilities, making the system more flexible. These results prove that investing in precision will lead to higher measurement and outcome reliability in the result.
With advanced industrial applications, as noted optimally pioneered CO2 lasers, huge scope pre-scented multireflective enabled efficient volume, complex forms precise processing multi beam lasers of volume reflectors CO2 lasers enabled through.
All these justify the need for precision beam quality that enables intricate methods of precision laser manufacturing.
The Integration of Welding Machines and Laser Welding Technology
Combining welding machines with laser welding technology has remarkable advantages especially in precision and efficiency. Modern systems of laser welding can be easily incorporated with the pre-existing manufacturing lines which increases processing rates and minimizes material warping. The excessive standard of laser welding guarantees exceptional weld strength consistency which is crucial for numerous industries like automotive, aerospace, and electronics. It is necesary to evaluate the compatibility of the laser and welding machines for successful integration taking into account factors such as power output, material beam focus, and metal composition. Minimizing operational downtime requires proper calibration and training in order to maximize effectiveness.
What are the Various Welding Techniques in Laser Beam Welding?

Keyhole and Conduction Welding
Laser beam welding techniques comprise two distinct heat transfer methods known as conduction welding and keyhole welding.
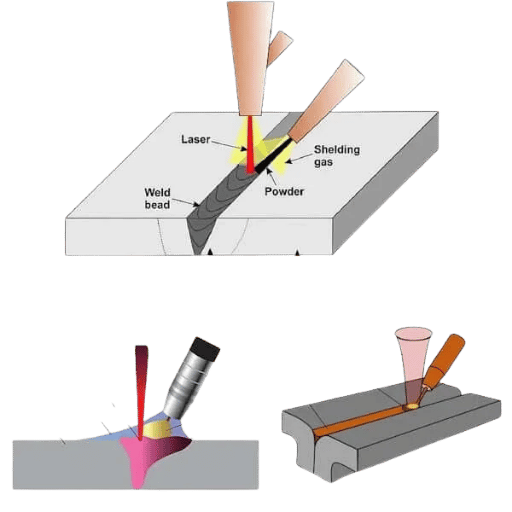
Conduction Welding: In this type, the welding is done by laser to the workpiece surface. Laser energy is focused to the surface of the workpiece and heat is conducted to a larger volume of the workpiece material. This technique creates wide and shallow welds, hence ideal for cases where excessive penetration is undesirable, and a smooth weld is required.
Keyhole Welding: With the application of intense laser energy, part of the material is vaporized to produce a small cavity or “keyhole.” This technique enables the produced welds to be narrow and deep but strongly bonded with a great degree of penetration. It is most suited for places which require strength along with high distortion like in aerospace or high-performance engineering.
Understanding Deep Penetration Welding and Their Uses
Deep penetration welding is a useful manufacturing process for creating strong bonds between two joints in structures like bridges, ships, and high-end vehicles where thermal distortion needs to be minimized. This welding method utilizes high power lasers or electron beams that enable depth to width ratios of about 10:1 which is exceptionally vigorous for laser welding techniques. Such penetrating capacity is needed in industries like heavy construction.
The ultimate power of 10 kilowatts from fiber lasers and other recent improvements helps in increasing the efficiency and speed of laser welding. Research has shown that advanced laser welding is capable of achieving penetration exceeding 20 millimeters in steel at high speeds and without degrading weld quality. The narrow stream of laser light results in very dense heat, which minimizes the heat affected zone (HAZ), therefore reducing material distortion and post-processing requirements.
With minimal human interference, modern systems are fitted with automated controls and sensors that ensure consistent quality for every weld performed. Such features have increased its use in constructing nuclear reactors and manufacturing medical appliances where reliability is critical. Deep penetration welding using electron beams offers unmatched precision while maintaining the strength of the materials. Such a feature makes them a must have in aerospace which is why they are in such high demand.
In particular, the development of laser and beam technologies continue to refine deep penetration welding. As an example, this process illustrates the requirements for efficiency, strength, and accuracy that precision welding techniques are required to fulfill in modern manufacturing systems.
Advancements in Remote Laser and Hybrid Welding
Hybrid welding achieves the best results by integrating several various techniques such as laser and arc welding. It overcomes challenges such as joint gap bridging and time inefficiencies, making it ideal for the automotive and aerospace industries.
Remote laser welding uses laser systems that can be operated from a distance. This results in fast, non-contact processes. This technique is useful for complex welds in tight spaces, providing greater access with reduced downtime. Together, these technologies are the cornerstone of the future of automated, high-performance welding systems.
Frequently Asked Questions (FAQ)
Q: What are the main types of laser welding services available today?
A: In the market, there is a range of laser welding services available. The most popular ones are conduction welding, where the welds are created by laser beams without full penetration; keyhole welding which allows for greater penetration for thicker materials; and heat conduction welding, which is appropriate for more delicate work on thin materials. There is also laser welding services that use scanning systems to move the beam over greater areas which enables faster welding speeds. Also, Pulse welding services allow for controlled precision energy bursts while sensitive application, and continuous wave welding is used for low-demand repetitive tasks where a constant energy supply is required. Each type of welding offers specific advantages tailored to the materials, thicknesses, and quality standards of the project at hand.
Q: Comparison between laser welding and traditional welding
A: In relation to other welding techniques, laser welding has many distinct benefits. It achieves significantly higher levels of accuracy in welds, demonstrates even lesser zones of material affected by heat, and minimizes distortion. Laser welding is completed at much higher speeds; it can be up to 5 to 10 times faster than other techniques. Unlike traditional, thermally-based welding, laser welding does not need fillers to be added, which makes the joints cleaner. Access to some areas that are difficult to reach is made possible through the use of laser beams, allowing welds as small as 0.2 mm to be created, which is impossible with conventional welding. In addition to all this, laser welding offers stronger joins that require minimal finishing, and these finishes are often less abrasive and enhance the appearance of the piece. Despite these advantages, the expense of acquiring equipment is much higher than purchasing conventional welding tools. However, due to greater efficiency and quality, the investment is usually justified.
Q: What materials can be welded using laser welding services?
A: Laser welding has a wide range of applications when it comes to the joining of materials. It is extensively applied for the welding of metals such as carbon steel, stainless steel, aluminum, titanium, and nickel alloys. One of the most outstanding features is the joining of heterogeneous materials that would be very difficult or even impossible with conventional welding, like copper to aluminum and steel to titanium. Also, some thermoplastics and advanced ceramics can be welded using lasers. The technology is especially beneficial for thin materials, down to 0.01mm, but other thick sections may also be treated when the correct laser source and technique are used. What matters most is the ability of the workpiece material to absorb sufficient energy from the laser beam for the weld to be successful.
Q: What industries commonly use laser welding services?
A: The unparalleled accuracy and adaptability of laser welding allow it’s use in numerous industries. It is heavily employed in the automotive industry for welding body parts, transmissions, and even connections within the batteries. In the medical field, laser welding is perfect for hermetically sealing pacemakers and surgical devices. The aerospace sector employs laser welding extensively for high strength, low weight engine and structural components, as well as other elements critical to the industry. The electronics industry uses laser welding for the microwelding of fragile parts of the devices as well as the connections to the batteries. Other notable users include the jewelry industry which focuses on laser welding due to the aesthetic appeal of the finished product, the energy industry using it for components of pipelines, and the consumer goods industry that produces everything from kitchen gadgets to mobile phones. With so many different sectors that require precise, strong, and elegant looking welds, it’s safe to say that laser welding has numerous applications.
Q: Why should one consider using laser welding services?
A: Laser welding services offer extensive advantages when compared to other welding processes. Using laser welding drastically reduces weld distortion and preserves the physical properties of the base materials due to the high power concentration of the laser beam which results in narrow heat-affected zones. Compared to traditional welding techniques, productivity with laser welding is significantly higher due to the rapid pace of the welding, and because the process can be easily automated. This ensures great repeatability and uniformity in quality throughout large production volumes. Other benefits include smooth surface finish and better weld quality where lesser amount of post-weld treatment is series required. Moreover, dissimilar materials can be easily welded together using laser welding, even if the materials are extremely thin (less than 0.01mm) without risking damage to the base materials. The environmental impact from operating a laser welder also surpasses most traditional welding machines because of the relatively low fumes and waste generated, as well as energy consumption during operation.
Q: What safety considerations are important when implementing laser welding services?
A: The use of lasers in operations, both for cutting and welding, poses serious health implications on the user’s body. Special caution should be taken in protecting laser welding workers. Exposed beams of the laser can cause severe burns and skin injuries so workers should be protected under full PPE that includes goggles and full body suits. Additional requirements include maximal enclosure of the laser beam, clearly defined barriers where welders are isolated, along with skin protection. Proper eye wear, under the proper wavelength, also needs to be furnished, reinforcing the principles of ‘Safety First’. Peripheral machinery should be provided with shut off controls, enforced through safety protocols that incorporate precautionary measures alongside ubiquitous warning notices. During the process of laser welding, there is a risk of extremely dangerous fumes being formulated tertiary to the welding and disassociated elemental vapors post-demolition, leading to harm when inhaled, hence, necessitating extraction systems. Without any supplemental materials, fire safety is essential, given the risk of combustibles flaring from energy-focused laser beams. Routine verification, issuance, training of these controls alongside certifiable governance assures optimal system reliance for the people in charge through relevancy of voluntary ANSI standards Z136.1, allowing these to become inclusive for the Americans.
Q: How can I find out if laser welding will suit my manufacturing requirements?
A: To evaluate if laser welding is suitable for your requirements, consider a few critical factors first. Type of materials and their thicknesses is a consideration; laser welding is optimal for thin materials and certain combinations of metals. Determine your precision requirements; for narrow, low distortion, high accurate welds, laser welding is the best option. Check the size of production volumes; for most cases, the investment cost for laser equipment is more easily justifiable with high volume production. Evaluate the complexity of the joints; if there are intricate or hard-to-reach welds, a focusing laser beam is beneficial. Surface finish requirements also need to be considered since the processing time after laser welding is nominal. Weigh your budget limits with the expense of equipment and productivity over time. Finally, talk with service providers. Laser welding services providers can do sample welds on your specific materials and show you the results before pre-committing to the process.
A: The capabilities of laser welding technology have recently been expanded with the introduction of high-power fiber and disk lasers due to the relative increase in speed and depth of welding. Multi-beam laser systems make it possible to weld complex joins from multiple perspectives and simultaneously. Advanced scanner systems that ensure extremely rapid beam positioning without moving the workpiece have transformed remote welding. Cameras and sensors ensure process quality control, which reduces defect rates, while advanced monitoring systems provide quality assurance. The use of both hybrid laser-arc welding and disk lasers improves efficiency for thicker materials. The aforementioned tasks are made easier by the application of AI and machine learning that automatically configure welding parameters, while the digital twin technology simulates the welds prior to actual implementation. All of these enhancements broaden the scope of welding applications using lasers.
Reference Sources
- A Review of Laser Welding for Aluminium and Copper Dissimilar Metals
- Authors: B. Ma, Xiangdong Gao, Yijie Huang, Perry P. Gao, Yanxi Zhang
- Publication Date: 2023
- Journal: Optics & Laser Technology
- Key Findings:
- This review examines the strategies and uses of laser welding with respect to joining different types of metals, namely copper and aluminum.
- The paper also identifies concerns related to the creation of intermetallic compounds and the specific welding conditions that require more attention。
- The advantages of laser welding, including accuracy, low heat input, and the capability to join materials with differing thermal properties, are emphasized.
- Methodology:
- The authors used laser welding techniques to perform welding on different alloys of metals, and they performed a literature review by integrating findings from various studies to form a unified impression of laser welding technique together with its practices in joining different metals(Ma et al., 2023).
- Multi-scan Picosecond Laser Welding of Non-optical Contact Soda Lime Glass
- Authors: Xianshi Jia, Kai-Yue Li, Zhou Li, Cong Wang, Jiong Chen, Suochao Cui
- Publication Date: 2023
- Journal: Optics & Laser Technology
- Key Findings:
- This study scope looks at the application of multi-scan picosecond laser welding for soda lime glass while focusing on the achievement of high precision welds within the soda lime glass structure, something that has proven to be a challenge in previous works.
- The results of this research clearly indicates that the application of picosecond laser welding techniques can sufficiently bond materials with very low destructive influence on the adjacent material.
- Methodology:
- The authors undertook experimental studies with various laser parameters and evaluated the resulting weld quality through mechanical testing and microscopy(Jia et al., 2023).
- Laser Welding Penetration Monitoring Based on Time-Frequency Characterization of Acoustic Emission and CNN-LSTM Hybrid Network
- Authors: Zhongyi Luo, Di Wu, Pei-Zhang Lei, Xin Ye, Haichuan Shi, X. Cai, Yingtao Tian
- Publication Date: 2023
- Journal: Materials
- Key Findings:
- Acoustic emission signals and a hybrid deep learning model were utilized in this research to develop a new method for tracking penetration monitoring in laser welding.
- The study confirms that the developed approach can accurately assess penetration depth which is important for maintaining quality standards in welding.
- Methodology:
- Using a combination of CNN-LSTM, the authors analyzed laser welding experiments’ acoustic emission data after performing the laser welding experiments and collecting the relevant data(Luo et al., 2023).
- Numerical Study of Beam Oscillation and Its Effect on the Solidification Parameters and Grain Morphology in Remote Laser Welding of High-Strength Aluminium Alloys
- Authors: A. Mohan, D. Ceglarek, P. Franciosa, M. Auinger
- Publication Date: 2023
- Journal: Science and Technology of Welding and Joining
- Key Findings:
- This examination looks into the impact of beam oscillation on the solidification behavior and microstructure changes associated with laser welding of high-strength aluminum alloys.
- The findings suggest oscillation is helpful since it has positive effects on tensile strength and grain shape change, thereby improving mechanical properties.
- Methodology:
- An advanced model was created for the finite element that enables evaluation of the domain of solidification parameters by simulating temperature and thermofluid flow fields during the welding operation as well as post–weld cooling(Mohan et al., 2023, pp. 362–371).
- Welding
- Laser beam welding






