



![What Is ABS Plastic Properties, Uses & Recycling Guide [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)
ABS Plastic Explained: Chemistry, Properties, Manufacturing, and Recycling
Last updated: May 2026
If you have ever held a Lego brick, a car dashboard panel, or the housing of a kitchen blender, you have already touched ABS plastic. So what is ABS plastic, exactly, and why does it show up in so many places at once? ABS — short for acrylonitrile butadiene styrene — is a tough, mouldable thermoplastic that engineers reach for when a part has to absorb impact, hold its shape, and still look presentable on a shelf. This guide walks through its chemistry, the numbers on its datasheet, how it is made and processed, where it shows up in the field, how it stacks up against other plastics, what its safety profile looks like, and where its recycling story is heading in 2026 and beyond.
Quick Specs: ABS Plastic at a Glance
| Chemical name | Acrylonitrile butadiene styrene (terpolymer) |
| Polymer type | Amorphous engineering thermoplastic |
| Density | 1.04 – 1.06 g/cm³ |
| Tensile strength | 30 – 50 MPa (typical), up to 70 MPa for high-grade |
| Tensile modulus | ~2,270 MPa (per ISO 527-2 datasheet) |
| Glass transition (Tg) | 105 – 108 °C (avg ~107 °C) |
| HDT (0.45 MPa) | 90 – 100 °C |
| Processing temp | 200 – 250 °C (varies by grade) |
| Common processes | Injection molding, extrusion, FDM 3D printing, thermoforming |
What Is ABS Plastic?
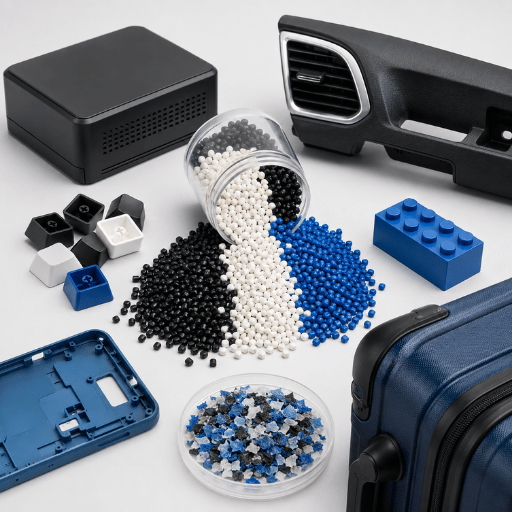
ABS plastic is an amorphous thermoplastic terpolymer with a common backbone of three different monomers — acrylonitrile, butadiene, and styrene. Each monomer’s distinct physical properties blend into a single plastic that draws on each component’s strengths while cancelling out their individual weaknesses. Acrylonitrile contributes chemical and high-temperature resistance; butadiene contributes impact toughness; styrene makes the polymer rigid, scratch-resistant, and easy to process.
This makes for a flexible engineering plastic that can be injection-molded, extruded, blow-molded, thermoformed and 3-D printed.
The “thermoplastic” part is important. Unlike thermoset plastics, which crosslink permanently when cured, an ABS part can be re-heated and re-shaped repeatedly. That single property — re-meltability — is what makes ABS recyclable in principle and what makes it economical to run through high-volume manufacturing lines. For a broader look at the family this material belongs to, see our overview of thermoplastics and how they differ from thermosets.
Sometimes ABS is referred to as a “two-phase” or “rubber-toughened” polymer. Once that piece of information is known, it answers almost every question that is posed about the datasheet—see the manufacturing section below for further details.
Properties of Acrylonitrile Butadiene Styrene

The figures in the Quick Specs above come from polymer datasheet aggregators such as MatWeb’s overview of acrylonitrile butadiene styrene and from individual grade datasheets following ISO 527-2 and ISO 11357-2 test methods. Across grades the numbers cluster tightly: density 1.04 – 1.06 g/cm³, glass transition 105 – 108 °C with an average of 107 °C, and tensile yield around 46 MPa for general-purpose grades.
What the spec sheet does not capture is how those numbers translate to bench behavior. Under sustained mechanical stress, ABS keeps its shape — dimensional stability is one of its real selling points — and its surface is smooth enough to paint, glue with solvents like acetone, or polish without secondary operations. Heat resistance, on the other hand, is moderate. An ABS part will start to soften above its glass transition, which means automotive dashboards parked in summer sun and electronic enclosures sitting next to a power supply both need to be designed with that 90 – 100 °C HDT in mind.
✔ Advantages of ABS
- High impact strength and toughness — 2 – 7 ft-lb/in notched Izod typical
- Good rigidity with low density (1.04 – 1.06 g/cm³)
- Easy to mold, machine, and post-process; takes paint and adhesives well
- Strong electrical insulator — dielectric strength > 1,000 V on thick walls
- Cost-effective compared with polycarbonate or nylon
- Recyclable — can be re-melted and re-pelletized
⚠ Limitations of ABS
- Modest heat resistance — softens above ~105 °C Tg
- Yellows and embrittles under sustained UV exposure
- Combustible without flame-retardant additives; emits smoke when burned
- Dissolves in strong solvents (acetone, MEK, esters)
- Loses impact strength in cold environments (below 0 °C)
- Higher thermal expansion than crystalline plastics — tight tolerances need care
How ABS Plastic Is Made: Polymerization to Pellets

This material is not a single polymer chain — it’s actually a blend, and grasping that fact unlocks almost everything else on its datasheet.
How is ABS material made?
Two industrial processes dominate ABS production — emulsion polymerization and continuous mass polymerization. In the emulsion route, styrene-acrylonitrile (SAN) grafts onto polybutadiene particles already formed by polymerizing butadiene, and the graft copolymer is then blended with host SAN resin. In the continuous-mass route, polybutadiene rubber is dissolved into the SAN monomer mix and the whole system is polymerized in one continuous reactor.
Continuous-mass ABS — used in high-gloss or high-clarity applications — has been reported by Plastics Technology Online to be cleaner and less additive-contaminated than emulsion-route ABS (Versalis’s Mantua plant is one example).
Both routes converge at this point: polymer leaves the reactor as a melt or slurry, gets dried and devolatilized, and then feeds into a compounding extruder where colorants, UV inhibitors, flame retardants, and impact modifiers are blended in. Once compounded, the melt is pelletized, dried, and shipped to molders. If you want to see how the actual compounding process works, see our breakdown of the graft compounding extruder line used in ABS production and the broader article on what extrusion is and how it works.
📐 Engineering Note — The Two-Phase Rule
ABS is not one polymer. Under an electron microscope you see two phases: a continuous, glassy SAN matrix (the rigid styrene + acrylonitrile part) with discrete polybutadiene rubber particles dispersed inside it, typically 0.1 – 1 µm across and grafted to the matrix at the interface. Peer-reviewed work — including PMC’s 3D imaging of ABS latex particles and a 2025 ACS study on ABS particle morphology — confirms this two-phase architecture. The Two-Phase Rule: ABS owes its toughness to that morphology, not to its chemistry. When a stress wave hits a part, the rigid SAN absorbs the energy elastically while the dispersed rubber particles cavitate and stop crack propagation. Change the rubber-particle size or the grafting ratio and you change the impact strength — the same trick that lets butadiene rubber compounds toughen everything from tire treads to body panels.
Reviewed by the UDTECH engineering team — manufacturers of compounding and recycling extrusion lines.
ABS Manufacturing Methods: Injection Molding, Extrusion, and 3D Printing
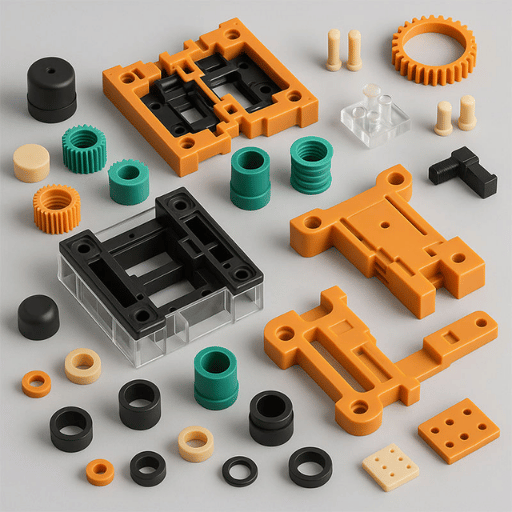
When ABS is pelletized it can then be made into finished parts using a half-dozen different processes. It all depends upon the geometry, volume and surface finish you are working with.
| Process | Typical melt temp | Best fit |
|---|---|---|
| Injection molding | 220 – 250 °C melt; 50 – 80 °C mold | High-volume complex parts (housings, bumpers, dashboards) |
| Sheet / profile extrusion | 200 – 240 °C melt | Continuous sheet, pipe, panels (vacuum-form stock) |
| FDM 3D printing | 230 – 260 °C nozzle; 90 – 110 °C bed; enclosure recommended | Prototypes, low-volume tooling |
| Thermoforming | 160 – 180 °C surface | Trays, packaging, automotive interior trim |
| Blow molding | 200 – 230 °C melt | Hollow parts, bottles, ducts |
Why is ABS used for injection molding?
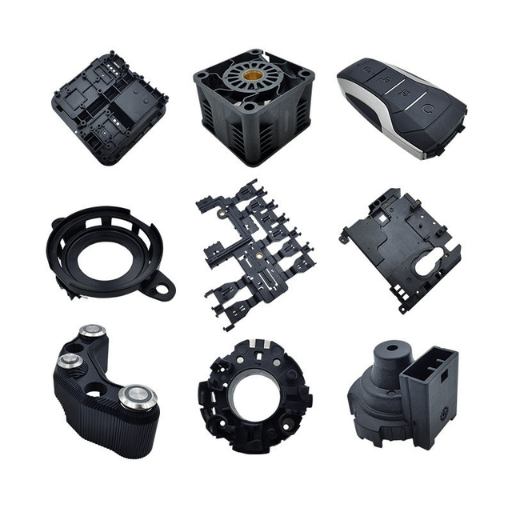
Injection molding accounts for the largest share of ABS consumption — and ABS is the go-to material on injection-molding lines for three reasons. First, its melt flow is forgiving: ABS fills thin walls and detailed features without short shots, and it solidifies with low shrinkage (around 0.4 – 0.7%), so molded parts hit dimensional targets cleanly. Second, the surface comes off the tool ready to use — glossy, paintable, glueable. Third, ABS handles texture and color well, which is why visible automotive trim is almost always molded in pure ABS or in ABS/PC blend.
Sheet, pipe, and panel applications follow a different workflow. Pelletized ABS is fed into a single- or twin-screw plastic extrusion machine, melted, pushed through a die, then cooled on calibration rolls. Output rates of 200 – 800 kg/h are common on a mid-sized line. If you are sourcing equipment, our overview of hot-melt extruder machine configurations walks through screw geometry choices for ABS-class polymers, and the broader piece on thermoplastic composites and their processing covers ABS-blend variations.
Real-world scenario: A consumer-electronics OEM was specifying an injection-molded outer shell for a wireless router. Their first prototype used straight ABS; thermal-cycling tests in a 60 °C chamber showed surface ripples appearing after 200 hours next to the internal power-supply housing. Fix was a switch to a 70/30 ABS/PC blend, which raised the part’s HDT to about 115 °C without re-tooling the mold. Same lesson applies to any sealed enclosure where ambient plus internal heat puts the part close to the ABS softening band.
Applications of ABS Plastic Across Industries
Walk through a typical home and a typical factory in the same morning, and you can usually count more than fifty distinct ABS parts before lunch. Applications cluster into a handful of industries, each leaning on a different strength of the material.
- ✔Automotive parts — dashboards, instrument-panel substrates, trim, mirror housings, grilles, bumper interior reinforcements. Impact resistance plus a presentable surface finish make ABS a fit for visible parts, often blended with PC for higher heat tolerance.
- ✔Consumer electronics — keyboards, mouse shells, remote controls, monitor bezels, vacuum-cleaner housings. Dielectric strength and easy molding make it a default for non-shielded enclosures.
- ✔Appliances — refrigerator door liners, washing-machine tubs (in HIPS/ABS blends), small-appliance bodies. Smooth surface plus chemical resistance against household cleaners.
- ✔Toys and recreation — Lego bricks have been ABS since 1963, and the material remains the standard for protective gear like helmets and athletic guards because of its drop survivability.
- ✔Medical and laboratory — diagnostic equipment housings, instrument handles, sample racks, centrifuge lids. Compatible with ethylene-oxide and gamma-radiation sterilization, but not approved for permanent implants.
- ✔Construction — DWV plumbing pipe (ABS pipe is the black counterpart to PVC’s white), edge protectors, conduit fittings, tool casings.
- ✔Food contact — food-handling utensils, food-processing equipment housings, packaging components — covered by the FDA regulation discussed in the safety section below.
ABS vs PLA, PVC, and Polycarbonate
Material choice is rarely “ABS or nothing.” Usually an engineer is choosing between ABS and one of three near-neighbors: PLA (polylactic acid) for desktop printing or biodegradable components, PVC for piping and chemical environments, and polycarbonate (PC) for applications that need ABS-level impact strength at higher temperatures.
| Property | ABS | PLA | PVC | Polycarbonate |
|---|---|---|---|---|
| Tg / softening | ~107 °C | ~60 °C | ~80 °C | ~145 °C |
| Notched Izod | 2 – 7 ft-lb/in | 0.3 – 0.6 ft-lb/in | 1 – 2 ft-lb/in | 12 – 18 ft-lb/in |
| Outdoor / UV | Poor without stabilizers | Poor; hydrolyzes | Good | Moderate; needs UV coat |
| Biodegradable | No | Industrial-compost only | No | No |
| Food contact | Yes (21 CFR 177.1020) | Yes | Limited | Yes (BPA-derived grades restricted) |
| Relative cost | Low – mid | Mid | Low | Mid – high |
Decision Framework — Pick by Requirement
- Need impact + machinability + paintable surface → ABS.
- Need biodegradability or low-Tg printing → PLA (polylactide bioplastic).
- Need chemical resistance + UV stability → PVC for chemical and outdoor applications.
- Need transparency or maximum impact strength → polycarbonate (PC) for high-impact uses.
- Need ABS-level mouldability with PC heat resistance → ABS/PC blend.
Is ABS Plastic Safe? BPA, FDA, and Health Concerns

Safety questions come up almost every time ABS shows up in a consumer product. Short answer: it’s considered safe for general use, including direct food contact, and contains no bisphenol-A. Longer answer involves three different regulations.
Is ABS plastic BPA free?
Yes. Built from acrylonitrile, butadiene, and styrene — three monomers, none of which contain or generate bisphenol-A — ABS has no BPA in its chemistry. BPA’s connection in popular media is most often a polycarbonate story, since polycarbonate is synthesized from BPA and is sometimes confused with ABS because both show up in bottles and electronic housings. FDA guidance on BPA explicitly addresses polycarbonate and epoxy-resin coatings, not ABS. If you see “BPA-free ABS” on a spec sheet, the claim is technically redundant — the polymer never contained BPA in the first place. Trace amounts can only enter through additive contamination, which is why food-grade and medical-grade ABS suppliers require additive disclosure on every batch.
For direct food-contact use, the regulation that matters is 21 CFR 177.1020 — Acrylonitrile/butadiene/styrene co-polymer, part of the FDA’s Indirect Food Additives rules. Any ABS resin meeting the residual-monomer and additive limits in that section “may be safely used as an article or component of articles intended for use with all foods.” That covers food-handling utensils, food-processor housings, and most kitchen-appliance interiors. Medical-device makers routinely sterilize ABS components with ethylene oxide or gamma radiation, but ABS is not rated for permanent implantation — the long-term biocompatibility data is not there for that use.
ABS Plastic Recycling: From Scrap to Second-Life Pellets

Because ABS is a thermoplastic, it can be re-melted and re-pelletized — and a real recycled-ABS industry now exists. Market researchers at Precedence put the recycled-ABS resin market at USD 1.69 billion in 2025, with projections of USD 1.83 billion in 2026 and USD 3.34 billion by 2034. Dataintelo’s wider ABS-recycling-services figure is USD 9.4 billion in 2025, growing at 8.6% CAGR. The total world ABS market — including virgin material — sits around 12.21 million tons per year, according to a 2025 MDPI review on sustainable ABS recycling.
Two recycling routes are in active use. Mechanical recycling is the workhorse: scrap is sorted, shredded, washed, dried, and re-extruded into pellets on a recycling extruder line. A 2024 MDPI Processes study on mechanical recycling of post-industrial PC/ABS blends from chrome-plated automotive scrap shows that the route runs at industrial scale, even with metallized parts that would have been considered unrecyclable a decade ago. Bottleneck here isn’t the polymer — it’s the sorting infrastructure. Multi-material assemblies and additive-loaded grades (flame-retardant, glass-filled, blended with PC) need either source separation or near-infrared sorting to keep recyclate quality high. For more on the equipment side of this loop, see our overview of recyclable plastic streams and processing equipment.
Chemical recycling is the emerging story. Research published in 2024 in ChemSusChem describes selective acetolysis of PC/ABS blends — the polycarbonate is depolymerized while the ABS stays intact, allowing the two materials to be separated and recovered cleanly. NASA ADS lists complementary work on pyrolysis of flame-retarded PC/ABS at pilot scale. These processes are not yet competitive on price with virgin resin, but they answer the contamination problem that limits mechanical recycling.
Real-world scenario: An automotive Tier-1 supplier in Central Europe was sending 380 tonnes of chrome-plated ABS scrap per year to landfill because metallization made conventional mechanical recycling uneconomical. That same 2024 MDPI study reports a route that strips the chrome layer chemically and then mechanically re-pelletizes the cleaned polymer — recovering roughly 78% of the input by mass at recyclate quality acceptable for non-show automotive parts. Recovered material went back into the same production stream as a 20% blend with virgin resin, dropping per-part material cost about 9%.
ABS Industry Outlook: 2025-2026 Trends

Three forces will shape ABS specification decisions through 2026 and 2027.
Recycled-content mandates. Europe’s Packaging and Packaging Waste Regulation (PPWR) sets minimum recycled-content thresholds for plastic packaging starting in 2030, with intermediate reporting milestones in 2026 – 2028. ABS-containing packaging components and ABS housings on consumer electronics sold into the EU will need verified post-consumer recycled (PCR) content percentages on the technical file. If you specify ABS for any product touching the EU market, expect supplier audits to ask for PCR documentation by 2027.
Market trajectory. Recycled-ABS resin is forecast to almost double in market size from 2025 to 2034 (Precedence Research), and the wider ABS-recycling-services market is growing at 8.6% CAGR (Dataintelo). Total plastics-market value is projected at USD 832.62 billion by 2034, but the recycled-content slice is claiming a disproportionate share of that growth.
Process evolution. Continuous-mass polymerization is gaining ground over emulsion routes for new ABS plant builds because it produces a cleaner resin with fewer additive residues — increasingly important when downstream processors are running tight on additive budgets to meet REACH and RoHS limits.
Reader action: If you are issuing an ABS spec or supply agreement for 2026 production, ask the supplier for (1) PCR percentage with traceability documentation, (2) REACH and RoHS compliance certificates dated within 12 months, and (3) flame-retardant disclosure including any deca-BDE or short-chain-chlorinated-paraffin substitutes. These three items will save audit time later.
Frequently Asked Questions
Q: What does ABS plastic stand for?
View Answer
Q: Is ABS plastic BPA free?
View Answer
Q: What is the melting point of ABS plastic?
View Answer
Q: Can ABS plastic be welded?
View Answer
Q: Will ABS plastic melt in the sun?
View Answer
Q: What is the difference between ABS plastic and PVC plastic?
View Answer
Q: Can ABS be 3D printed at home?
View Answer
Need ABS Compounding or Recycling Equipment?
UDTECH specializes in the building of industrial extruders – systems used to reprocess and compound ABS in larger quantities.
About This Guide
This industry brief was researched and written for engineers, product designers, and sourcing personnel making practical ABS specification decisions in 2026. We verified tensile strength, glass transition, and HDT data against MatWeb’s ABS range and grade datasheets following ISO 527-2 / ISO 11357-2. Morphology claims draw on peer-reviewed research in ACS IECR (2025) and PMC NCBI on ABS particle morphology.
Recycling-market figures come from Precedence Research, Dataintelo, and a 2025 MDPI review on sustainable ABS recycling. Food-contact language cites the current US 21 CFR 177.1020 text. We are an extrusion-equipment manufacturer — that perspective shapes the depth in the manufacturing and recycling sections; the rest is intended to read as a neutral material brief.
References & Sources
- 21 CFR 177.1020 — Acrylonitrile/butadiene/styrene co-polymer — U.S. Food and Drug Administration, eCFR.
- Bisphenol A (BPA): Use in Food Contact Application — U.S. Food and Drug Administration.
- Overview of materials for Acrylonitrile Butadiene Styrene (ABS) — MatWeb material datasheet aggregator.
- Unraveling the Particle Morphology of ABS Polymer Latexes by 3D Imaging — PMC NCBI, U.S. National Library of Medicine.
- Recent Progress in Sustainable Recycling of Waste Acrylonitrile Butadiene Styrene — MDPI Sustainability, 2025.
- Mechanical Recycling of Post-Industrial PC/ABS Blends from Chrome-Plated Automotive Scraps — MDPI Processes, 2024.
- Recycled ABS Resins Market Forecast 2025 – 2034 — Precedence Research.
- ABS Plastic Recycling Market Research Report 2034 — Dataintelo.






