How to Laser Cut Sheet Metal: Thickness, Precision, and Fiber vs CO2 Selection
If you laser cut sheet metal at industrial scales, the fiber vs CO2 decision shows up in three locations: how thick you can cut, how clean the resulting edge emerges, and how much that electric bill will take away every month. Metal: on all counts the fiber beats CO2. Deeper: you’re deciding between 5 mm & 25 mm with the wattage. Deeper yet: compared to plasma/water jet, the laser owns the precision slice-thickneeshrinkage product tier 0.05 mm against plasma’s 0.50.1 mm anywaywith a thick-plate advantage at 25+ mm.
Let’s go through the physics of wavelength that makes fiber the right tool for metal, the wattage-versus-thickness matrix every buyer asks about, ISO 9013 edge-quality grades, real assist-gas decisions, the laser-vs-plasma-vs-waterjet decision matrix, and how to choose a fiber laser cutting machine for a production shop instead of a hobby bench.
Quick Specs: Sheet Metal Laser Cutting
| Best for thin steel/SS (≤6 mm) | Fiber 1–3 kW, N₂ assist |
| Best for thick mild steel (10–25 mm) | Fiber 6–15 kW, O₂ assist |
| CO2 viable on metal | Yes, but uneconomic vs fiber post-2020 |
| Typical kerf width | 0.1–0.3 mm |
| Typical positional tolerance | ±0.05 to ±0.15 mm |
| Edge quality benchmark | ISO 9013:2017 grade 1–2 |
| Common assist gases | N₂ (clean), O₂ (steel speed), compressed air (Al thin) |
How Sheet Metal Laser Cutting Actually Works
Laser cutting on sheet metal works by absorbing concentrated photonic energy into a small spot until the metal melts or vaporizes faster than it can conduct heat away, while a coaxial assist-gas jet blows the molten material out of the kerf. What you see as a clean cut is actually a controlled column of melt-and-blow happening at speeds between 1 and 50 metres per minute depending on power and thickness.
Four process families cover most production work. Fusion cutting uses inert nitrogen to expel molten metal without oxidising the edge, leaving a clean surface that needs no rework. Flame cutting uses oxygen as a reactive assist that burns the steel exothermically — faster, but with an oxide layer on the edge. Sublimation cutting jumps the metal straight from solid to vapor, used on thin reflective metals or for very fine detail. Remote cutting uses high-speed scanning optics to slice extremely thin sheets without contact-style assist gas at all.
What is laser cutting in sheet metal?
Most industrial shops cut their sheet metal in the following scale: one or more machines where a CNC machine focuses a kW-class beam of laser energy down to a sub-mm focus, melts out a part-by-part column of metal, and forcibly blows the molten column out of the kerf with a coaxial assist gas jet, cut-to-cut along the path emanating from CAD. The result is a precisely cut metal part that drops out of the sheet with edges flat enough to use without machining, dimensional repeatability inside ±0.1 mm, and almost no mechanical force on the workpiece — even thin or delicate sheets stay flat.
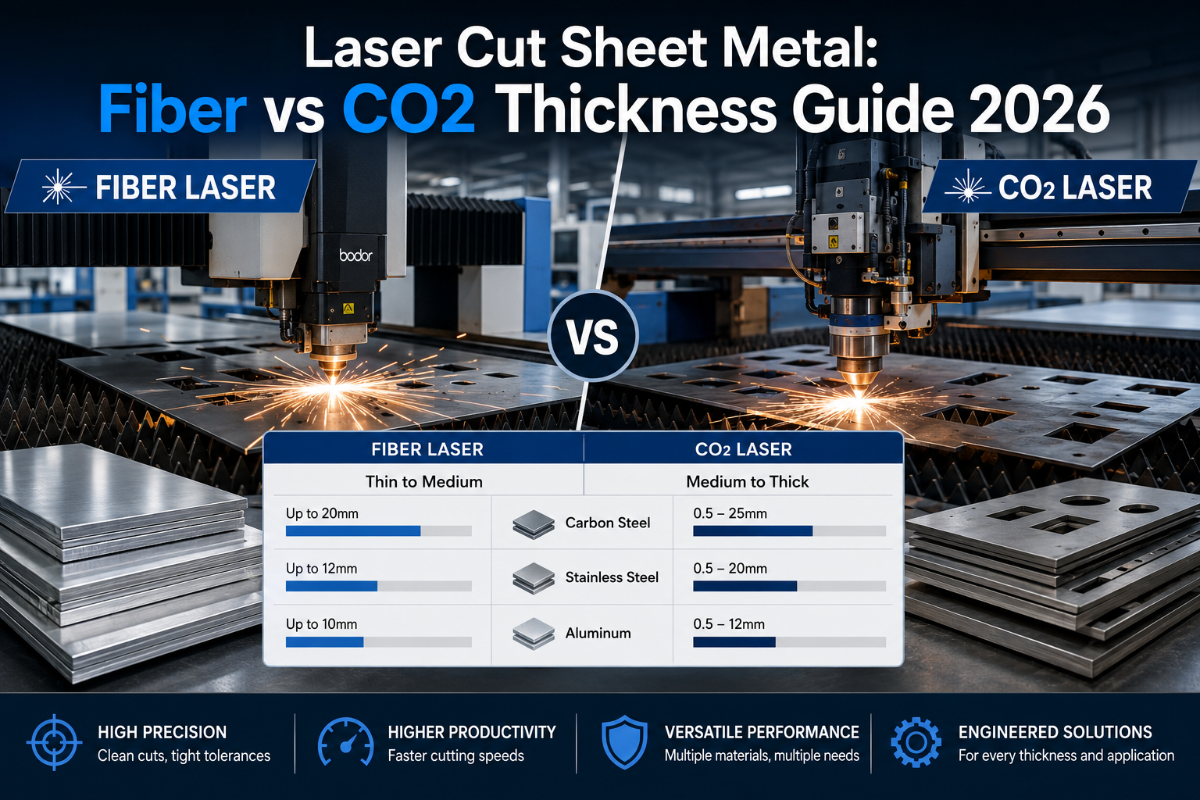
Fiber vs CO2 Laser: Which Cuts Sheet Metal Better?
In new steel-cutting installations, fiber-optics are almost universal. Shift happened about between 2015 to 2020, and as of 2025, most legacy CO2 systems on the market have been acquired by shops leaving fiber systems to more vendors and lower scales of production in steel or cutting acrylic and wood for signage.
| Factor | Fiber laser | CO2 laser |
|---|---|---|
| Wavelength | 1064 nm (near-IR) | 10.6 µm (far-IR) |
| Wall-plug efficiency | ~30–40 percent | ~10–15 percent |
| Best on thin metal (≤3 mm) | 3× faster than CO2 | Acceptable |
| Best on thick steel (≥15 mm) | High-power fiber catches up | Slight edge in some cases |
| Reflective metals (Al, Cu, brass) | Yes, with anti-reflective optics | Hard to cut clean |
| Maintenance load | Low (no mirrors, no gas mix) | High (mirror alignment + gas) |
| Capital cost | Higher upfront | Lower upfront |
“The 80 Percent Rule: for applications where more than 80 percent of the work is steel or other metal, a fiber system is the best option. Plus and elevated shift expenses: 3-4x more efficient that the electric bill will make up the entire purchase price in two to three years of single-shift operation.”
— Industrial fabrication engineer, fiber-laser shop integration
Can a CO2 laser cut sheet metal?
Yes, subject to caveats. A CO2 laser at 4-6 kW with oxygen assist cuts mild steel to around 20 mm, and deals reasonably with stainless to say 12-15 mm. What it doesn’t do well is reflective metals; aluminum, brass, copper, at 10.6 µm do not absorb well and require special optics or secondary polishing. Hobbyist 40 W to 150 W CO2 machines do not cut sheet metal in a production sense; they engrave coated metal or mark anodised, but that is different.
Thickness Capacity: How Thick Can a Laser Cut?
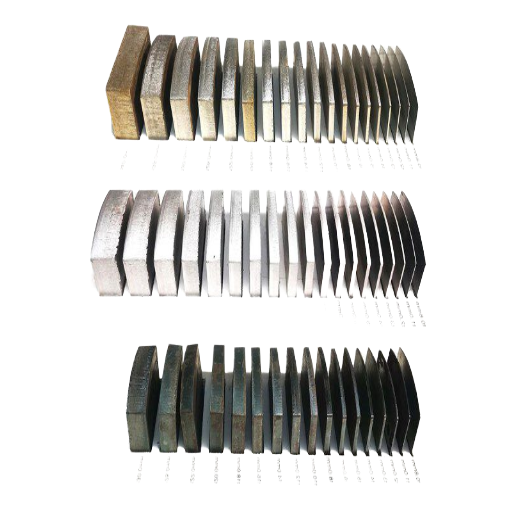
Scale for fiber laser thickness capacity roughly with wattage, and the actual metal makes a big difference. The table below summarises max typical thickness by power and material – practical ceiling from production machines rather than theoretical lower bounds.
| Fiber power | Mild steel | Stainless | Aluminum | Brass / Cu |
|---|---|---|---|---|
| 1 kW | 5 mm | 3 mm | 2 mm | 1.5 mm |
| 3 kW | 12 mm | 8 mm | 6 mm | 4 mm |
| 6 kW | 20 mm | 14 mm | 12 mm | 8 mm |
| 12 kW | 30 mm | 25 mm | 25 mm | 15 mm |
| 15 kW | 40 mm | 30 mm | 30 mm | 20 mm |
How thick of metal can a laser cut?
Production fiber lasers cut to roughly 40-50 mm of mild steel at the high end with 15-20 kW, but beyond 25 mm the economics generally favor plasma or waterjet. Laser is devastating to fast thin-sheet work below about 6 mm and steamrollers every other process for edges and speed. Reflective metals tap out lower, relatively speaking, copper seldom survives past say 15-20 mm even at high power, because the wavelength are still reflective.
Can a 40W laser cut sheet metal?
No, not in any production sense. A 40 W laser is a hobby grade CO2 engraver. It marks coated sheet, etches anodised aluminum, but will not pierce raw sheet. High-value sheet-metal cutting begins from about 1 k W (1,000W) of fiber power and depends from there. There is a gap of 25, not a percentage, between an HV51 40 W engraver and a 1k W production cutter.
Precision and Tolerance: What ±0.05 mm Actually Means
Laser cut tolerances are better than mechanical cut tolerances. A standard fab tolerance sits at 0.127 mm (0.005 in), and premium fabrication reaches 0.076 mm (0.003 in) or better on top-of-the-line fiber systems. Kerf – width of material melted away by the laser – cluster between 0.1 and 0.3 mm depending on power and assist gas, factor of three narrower than waterjet and ten times narrower than plasma.
Edge quality is governed by ISO 9013:2017, the international standard for thermal cuts. ISO 9013 defines four quality grades on two main axes: perpendicularity tolerance and mean height of the surface profile. Grade 1 is the cleanest, suitable for direct welding without preparation; grade 4 is roughest, common on flame-cut plate. Production fiber lasers consistently deliver grades 1–2 on thin steel and stainless, with grade 2–3 on thicker plate.
What is the tolerance for laser cut sheet metal?
Standard industry is 0.127 mm (0.005 in) on flat features, in general application. Premium manufacturing performs at 0.076 mm (0.003 in). Hardware-insert holes run an average of +0.076 mm/−0.000 mm in manufacture to seat properly. For reference, plasma performs at 0.5 – 1 mm and water performs at 0.1 – 0.2 mm. For parts requiring sub-0.1 mm tolerance, post-machining is the only option if fiber laser is not available.
Metal Compatibility: Steel, Stainless, Aluminum, Brass, Copper

All common sheet metals will cut fiber laser, but assist gases and parameter windows diverge significantly depending on alloy. Here are the typical starting points for the common grades of metal.
- ✔
Mild steel (carbon steel) — the easiest material. Oxygen assist accelerates the cut by exothermic reaction. Edge will have a thin oxide layer that needs cleaning if the part will be welded or painted critically. - ✔
Stainless steel — nitrogen assist is mandatory for a clean, oxide-free edge. Grades 304 and 316 cut predictably; duplex stainless takes a slightly slower feed. - ✔
Aluminum — reflective at thin gauges and below 1 kW. With 3 kW and up, fiber cuts aluminum cleanly. Compressed-air assist works for thin sheets; nitrogen for cleaner edge on thick. - ✔
Brass and copper — the most reflective common metals. Modern fiber heads include anti-reflective optics specifically rated for these alloys. Productive cutting starts around 3 kW with manufacturer-specified anti-reflection feedback. - ✔
Galvanized steel — cuts fine, but the zinc coating vaporises into fume. Local exhaust ventilation is non-negotiable per OSHA laser hazard guidance.
Laser vs Plasma vs Waterjet: When to Choose Which
There are three primary thermal/abrasive cutting processes in the sheet metal fabrication shop floor. Each is optimized at a certain process window, and selecting an inappropriate process can lead to either underutilized equipment or parts that require rework.
| Factor | Laser | Plasma | Waterjet |
|---|---|---|---|
| Practical thickness | 0.5–25 mm | 3–50 mm | 0.5–200 mm |
| Tolerance | ±0.05 to ±0.15 mm | ±0.5 to ±1.0 mm | ±0.1 to ±0.2 mm |
| Kerf width | 0.1–0.3 mm | 1.0–3.0 mm | 0.5–1.5 mm |
| Heat-affected zone | Small | Larger, dross common | None |
| Speed (thin steel ≤6 mm) | Fastest | Fast | Slow |
| Speed (thick plate ≥25 mm) | Slow / impractical | Fastest | Moderate |
| Best for non-metals | CO2 only | No | Yes (any material) |
Decision Guide
- Fine feature or tight tolerance sheet metal 6mm fiber laser.
- Edge quality is not critical when cutting 25-50 mm plate plasma.
- Waterjet is ideal for stress-sensitive components, exotic alloys, and any work that is distorted by heat.
- High-power fiber laser is fastest for disparate work from 6-25 mm plate.
For shops evaluating new laser cutting equipment for production, the question is rarely fiber-or-not — it is which wattage class matches the schedule.
Power, Speed, and Assist Gas Settings
A fiber laser is controlled by three primary parameters: power, feed rate, and gas pressure, which are variables tuned for each alloy and thickness. Here is a baseline. Shop operators maintain parameter libraries for each fiber laser consistent with the alloy and gauge; the values here are typical defaults for a 6 kW fiber on common sheet metals.
| Material | Thickness | Speed | Assist gas |
|---|---|---|---|
| Mild steel | 3 mm | 7 m/min | O₂ @ 0.6–1.0 bar |
| Mild steel | 12 mm | 1.6 m/min | O₂ @ 0.4–0.6 bar |
| Stainless 304 | 3 mm | 5 m/min | N₂ @ 12–15 bar |
| Aluminum 5052 (also spelled aluminium 5052) | 3 mm | 9 m/min | N₂ @ 16–20 bar |
| Brass | 2 mm | 4 m/min | N₂ @ 18 bar |
📐 Engineering Note
Choose oxygen assist for mild steel because it speeds the cut by 30 to 50 percent through exothermic reaction, accepting an oxide-rich edge. Choose nitrogen for stainless and aluminum where edge cleanliness matters and you cannot afford a bluing layer or oxide film. Compressed air is an inexpensive alternative for thin aluminum on lower-power machines, but it results in a visible oxide layer that must be cleaned to promote paint adhesion.
How to laser cut sheet metal?
Workflow on a production fiber cell is: import the DXF or STEP file into the nesting software; allow the program to arrange components to maximize material efficiency; select the parameter profile that corresponds to the alloy and gauge; pierce; cut; remove components; deburr if necessary. Cutting a 1mm steel logo with a 6 kW fiber takes less than 30 seconds. Cutting a 20mm mild steel bracket requires approximately 90 seconds. Low-gauge production is limited by material loading and unloading times, not cut time, which is why automation quickly Pays off in volume manufacturing.
Production Economics: Cost per Part and Throughput
The cost structure for laser-cut sheet metal includes: machinery cost per hour, average run time per part, and material expense. Typical industry rates for fiber laser operation are between USD 80 and 180 per hour, depending on location, power level, and facilities. Using a 6 k W system to cut 60 1 mm steel brackets per hour at a rate of USD 120/hr results in a cost of USD 2.00 for the cut per piece before considering material and secondary processing.
For prototypes and low-volume production runs, services such as OSH Cut and SendCutSend represent aggressive pricing strategies because their nesting algorithms tend to consolidate many customer parts onto a single sheet. The breakeven point where in-house manufacturing becomes less expensive than outsourcing is typically around 50-500 copies per design, depending on the shape. After that threshold, in-house production is more cost-effective per piece, within shorter lead times, and with more flexible design revisions.
How to Choose a Sheet Metal Fiber Laser Cutting Machine
Five criteria span the cutting decision. Wattage, work envelope, automation, cooling, and vendor support all matter, but only one is a mandatory pre-requisite for sustained throughput.
Five-Criteria Production Selection Checklist
- Wattage envelope. 1-3kW for generic prototype shops that shy away from refinements; 6-8kW for price-and-process-sensitive productivity shops, 12-15kW or more for thick-plate production OEMs.
- Work size and pass through. Small/formatsheet 15003000 mm(510 ft), medium 20006000 mm(620 ft), large/ architectural file production 25009000 mm(810 ft).
- Automation level. Automatic unloader/sorter and sheet tower significantly reduce labor on high-volume runs. Economical single-operator three-shift production is achievable above 8 kW with automation.
- Cooling and gas. 3k+ fiber lasers require chiller. Contract gas (O or N) supplier considerations, rates may determine profitability of the job.
- Parts support and supply chain. The least expensive new machine today is the most costly over the three-year life if collimation lenses, nozzles, or fiber modules are delayed three months instead of a week.
| Volume tier | Suggested machine | Why |
|---|---|---|
| Prototype shop (<500 parts/month) | 1–3 kW fiber, manual load | Low capital, easy training |
| Job shop (500–5,000/month) | 6–8 kW fiber + pallet changer | Throughput plus mixed metal flexibility |
| Production OEM (5,000+/month) | 12–15 kW fiber + tower automation | Lights-out capable, low cost per part |
The key to production-tier industrial fiber laser cutting machines purchasing is the parts pipeline that owns the headline wattage. Will a dollar-cost differential of 12 kW vs 10 kW turn into a revenue differential of more than $100 in a month for customers whose parts pipeline is sitting on a shelf waiting for a part?
Sheet Metal Laser Cutting in 2026
The two trends upgrading the fiber laser market in 2026 are: a year-over-year structural growth in demand for laser cut sheet metal; and the escalation of wattage, away from 8- to 12-kW tier that was premium-only in 2022 into mainstream 12-15-k W tier with emerging 20-30-k W capacity.
According to Mordor Intelligence’s 2026 Laser Cutting Machine Market report, the global market is projected to grow from USD 7.14 billion in 2025 to USD 7.82 billion in 2026, reaching USD 12.34 billion by 2031 at roughly 9.5 percent CAGR. Among that growth, fiber laser share is gaining over CO2.
If 2026 production capacity is part of the plan, capital orders made in the second quarter are realistic to arrive in time for Q4 startup. Orders in the third quarter will not be ready for the Christmas rush. OEM lead times on 12 k W+ fiber lasers range six to nine months for new construction.
Frequently Asked Questions

Q: Can a CO2 laser cut sheet metal in production?
View Answer
Q: How thick of metal can a laser cut?
View Answer
Q: What is the tolerance for laser cut sheet metal?
View Answer
Q: Laser cut sheet metal vs CNC plasma — which is better?
View Answer
Q: Do you have to laser cut from a CAD file?
View Answer
Q: What is the cost per part for production runs?
View Answer
Related Articles
- Industrial fiber laser cutting machines for production volume
- How to specify a fiber laser cutting machine for high-mix job shops
- ISO 9013 edge quality grades explained for buyers
- Laser vs plasma vs waterjet: a fabricator’s decision matrix
References & Sources
- ISO 9013:2017 Thermal cutting — Classification of thermal cuts — International Organization for Standardization
- Laser cutting – Wikipedia (process and history reference)
- Laser Hazards — U.S. Occupational Safety and Health Administration
- Laser Cutting Machine Market Report 2026-2031 – Mordor Intelligence
- Plasma Cutting vs Laser Cutting – Hypertherm technical reference
The Team Behind This Report
This guide synthesises ISO 9013:2017 thermal cutting tolerances, fiber laser manufacturer parameter sheets across the 1 k W to 15 k W range, search-volume data covering April through September 2025 for the keyword cluster around laser cut sheet metal, and Mordor Intelligence market projections for 2026-2031. The thickness matrix and tolerance values represent practices at the production floor with both fiber and CO2 systems. Users are advised to check the results against their own machinery specification and perform a test cut before starting production.