



How to Laser Engrave Glass: A Production Guide to Wavelengths, Power Settings, and Machine Selection
If you want to laser engrave glass at production volume – wine glasses, branded drinkware, awards, signage, bottles – the first question is not how but which laser. A 1064 nm fiber laser will pass straight through clear glass and engrave nothing. A 10 W diode laser will only mark glass that has been painted first. A 30 W CO2 system can frost soda-lime glass directly, and a 5 W UV machine can render photo-grade detail that the CO2 cannot. The difference between them is the difference between scrap and a saleable run.
This guide e×plains how laser engraving works on glass, what laser source matches which job, how to understand real wattages, what sorts of glass will fight back, parameters that avoid cracking the workpiece, and how to choose a machine for commercial volumes rather than weekend hobby use.
Quick Specs: Glass Laser Engraving at a Glance
| Best laser type for soft frost | CO2 (9.3 or 10.6 µm), 30–100 W |
| Best laser type for sharp photo detail | UV (355 nm), 3–10 W |
| Diode laser viable on glass | Only with paint coating; 10 W optical or above |
| Fiber laser at native 1064 nm | No — passes through clear glass |
| CO2 starting parameters | ~10–15 percent power, 300–500 mm/s, defocus 1–2 mm |
| Compatible glass | Soda-lime, borosilicate, lead crystal, fused quartz |
| Engrave with care | Tempered glass — surface frost only, no deep cuts |
| Typical defects | Microfractures, edge chipping, thermal cracking |
How Laser Engraving on Glass Actually Works

Laser engraving on glass is the controlled fracturing of a thin surface layer by absorbed photonic energy. Beam energy arrives faster than the glass can conduct it away, the surface expands while the bulk does not, and the resulting thermal stress pops a shallow layer of material into a frosted, scattering texture. That explains why engraved glass looks white against a dark background and clear against a light one — you are seeing scattered light from countless tiny fractures, not seeing a dyed or coated surface.
Whether the laser actually engraves anything depends entirely on absorption. Wavelengths that the glass transmits pass through with almost no effect; wavelengths the glass absorbs deposit energy in a few microns of surface and trigger the fracture mechanism. Soda-lime glass barely absorbs in the visible and near-infrared but does strongly in the far-infrared above roughly 5 m, which is the reason CO2 lasers at 9.3 and 10.6 m work well and 1064 nm fiber lasers do not. Academic surveys of glass optical properties (see, for example, Lehigh University’s Advanced Vitreous State lecture series) plot the absorption climbing sharply at long wavelengths due to vibrational excitations of the silicate lattice.
Etching vs engraving: what the words actually mean
In glass work, etching usually refers to a shallow surface frost produced by acid, sandblasting, or low-power laser passes. Engraving usually refers to a deeper, dimensional cut. In both, the difference is the power, not the machine: the same low-power CO2 produces a frost, and a higher power CO2 and slower speed produces a measurable cut. Most retail glassware sold as “etched” is usually shallow laser engraved. The production answer to either is the same machine and a different parameter file.
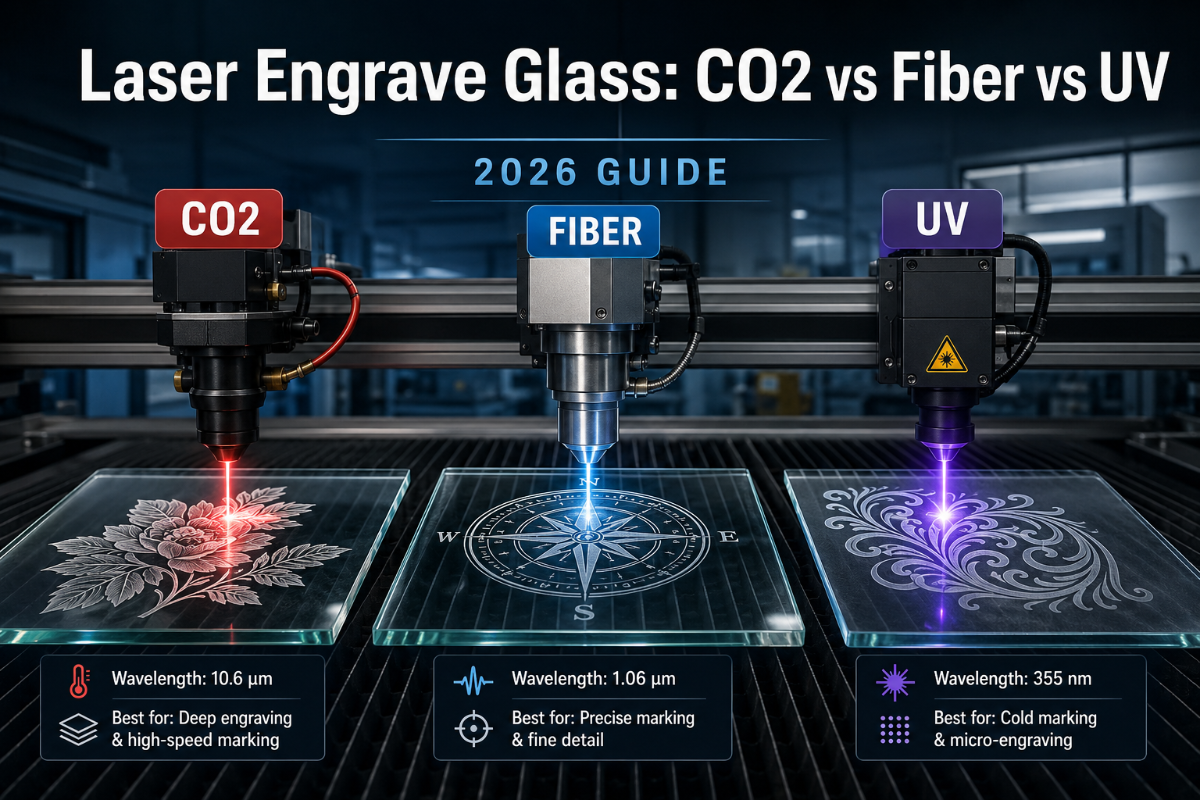
CO2 vs Fiber vs Diode vs UV: Which Laser Type Engraves Glass?
There are four common laser sources used in this context. Only three are capable of marking glass directly and just two are fast enough to do production work. What determines this is wavelength, not the power.
| Laser source | Wavelength | Glass result | Typical wattage |
|---|---|---|---|
| CO2 | 9.3 or 10.6 µm | Soft frosted finish, fast, the production default | 30–100 W |
| UV | 355 nm | Sharpest detail, photo-grade, premium tier | 3–10 W |
| Diode (blue) | 450 nm | Only with a coating; visible-band glass is transparent | 10 W optical and up |
| Fiber (Yb) | 1064 nm | Beam passes through clear glass; not viable | N/A |
The 9.3 µm Rule: the 9.3 to 10.6 µm output of the CO2 laser is the absorption “sweet spot” where soda-lime glass goes from transparent to opaque. That one number is the reason why the CO2 wins glass and fiber does not.
— Field rule used by industrial laser engineers
Will a fiber laser engrave glass?
Almost never on clear glass. Standard ytterbium fiber laser emits at 1064 nm, which falls within a band where soda-lime, borosilicate and most optical glasses are transparent. Several papers from the Stanford applied physics group reference borosilicate glass possessing a very weak linear absorption coefficient at near-IR and visible wavelengths, and this is exactly where a fiber laser lives.
People who own fiber lasers often believe that they will cut through any material smoothly; silver backings show definitively that it is working, even a clear thick piece of glass would be marked by a fiber laser, it is that bright that it effects the glass. But often the manufacturer has omitted this fact, and people expect that even a clear piece of glass should appear on the laser, simply because the photons travel unobstructed and engrave what is under it. Coloured or coated glass?
Will a diode laser engrave glass?
Only after the workpiece has been treated. Blue diode lasers (around 450 nm) are well into the visible spectrum where clear glass has no absorptive qualities. One of the more practical negoways include spray the area of the engraving with a minute film of black acrylic or use masking film over the area, activate the laser to burn off the surface in the desired pattern, and depend upon the localized hot-spots of the burnt film to fracture the glass underneath the coating.
On glsased glass with activated coating, a 10 Watt optical output diode at around 40% (in the 4W range) at about 1000 mm/min results in a dense frosting of the glass – doubling the dose-clock time with a 20 29W diode will greatl abbreviate the run time. Developing without coating yields nothing visible.
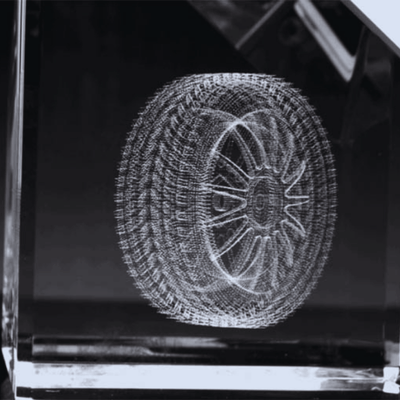
Can a UV laser engrave glass?
Yes, by the way, and at a premium to boot it is the cleanest thing out there today. (I)nfrared UV lasers at 355 nm infuse energy into the surface of the glass by means of non-linear absorption, exploding a surface layer tha’s elss than a standard CO2 source will make. The result is better defined edges, better gradients in the half-tones, and the ability to make the image at the best gallery quality we will see. LA drawback is the rate of production (slower), and the initial investment outlay (more expensive).
For one time awards, photo memorials, branded perfume bottles, or whatever it is that has to be inspected closely by the customer, UV is definitely the solution. For the volume of drinkware, or thousands of bottles a week, the CO2 machine still wins.
How Many Watts You Need: 5 W to 100 W Reality Check
No single minimum for the whole industry for being able to engrave is posted, since the actual minimum depends on the laser type. a 5 W UV laser engraves a wine glass as well as a 60 W diode would. Realistic answers below are separated by laser type.
Will a 5 W laser engrave glass?
Theoretically, a 5 W UV laser, yes, a 5 W diode, no, and a 5 W CO2 (very rare in commercial machines), a very light mark. With a UV system, a 5 W laser is capable of retail-grade glassware at certain speed; manufacturer spec sheets give pulse duration of around 1 s, at around 50 kHz, and a traverse speed of around 250 to 500 mm/s for light frost. With a diode of the same wattage, you will produce nothing on clear glass, and only a partial mark on heavily painted glass.
Can a 40 W laser etch glass?
Etching a glass with 40 W CO2 laser requires no pre-treat ment. (This power level is the industrial workhorse for desktop production,: enough oomph to run wine glasses round and round on a rotary at practical throughput, yet low enough to operate air-cooled and not solely chilled-water cooled. Even a 40 W diode laser (opticall can bleed through a paint coating, but it cannot etch the surface directly, being the wrong wavelength no matter how much power is delivered.)
Can a 100 W laser cut glass?
Etching a glass with 100 W CO2 laser engraves it in a usable, high-speed fashion, it cannot cleanly cut it. There is no clearly delineated melting point akin to a polymer: the thermal-stress mechanism through which the laser writes an opaque frosting layer similarly wants to propagate cracks if the beam attempts to bore through the full thickness of the piece. The domain of clean-mechanical scoring-congruent dedbo, sand, or special ultrashort-pulse systems – not mere industrial CO2 engraver..
Glass Types You Can — and Cannot — Laser Engrave
Most day-to-day glasses engrave sharply. Some categories actively oppose the process. Materials one might notice in the chart below.
| Glass type | Laser engravable? | Notes |
|---|---|---|
| Soda-lime (drinkware, bottles) | Yes | Default for production runs; cheapest, easiest |
| Borosilicate (Pyrex, lab ware) | Yes | Heat resistant; tolerates more aggressive parameters |
| Lead crystal | Yes — carefully | Brilliant frost on awards; fragile, watch heat |
| Fused quartz | Yes | Very fine detail; UV laser preferred |
| Coloured / float glass | Yes | Colour pigment changes thermal absorption; test first |
| Mirror glass | Yes | Engrave the back side through the silvering for a clear effect |
| Tempered glass | Surface frost only | Compression layer can release; never cut deep |
| Coated optical / dichroic | Avoid | Coating ablation is unpredictable; damages substrate |
Can I engrave glass that is curved or irregular?
Yes, with a rotary attachment that turns the workpiece while the laser remains fixed in place along a single line. This is how every wine glass, beer mug, or bottle in a personalisation operation gets engraved. The rotary spins the work piece against the laser head, and the focal distance is maintained by bringing the topmost point of the surface to the beam waist. Heavily irregular shapes – jars with shoulders, decanters with stems – require a chuck rotary (which grips on the bottom) rather than a roller rotary (which turns on the cylinder), and the design is mapped onto the cylindrical projection by the engraving software.
What type of glass cannot be etched?
Two categories provide consistent trouble: tempered glasses deeper than the frosting layer (as they can unscramble themselves into a shower of cubes), and coated optical or dichroic glass (differentiating a refractory dielectric stack from the glass architrave is a tricky meet and greet for a beginner). Tempos can take a shallow logo if power is reduced and dwell is short, but cannot be deep-engraved. A professional thread on Sawmill Creek reports that some shops wartemprt everyday without drama, while others shatterregardless of parameters; the difference is parameters and edge distance, not the material…
Step-by-Step: How to Laser Engrave Glass
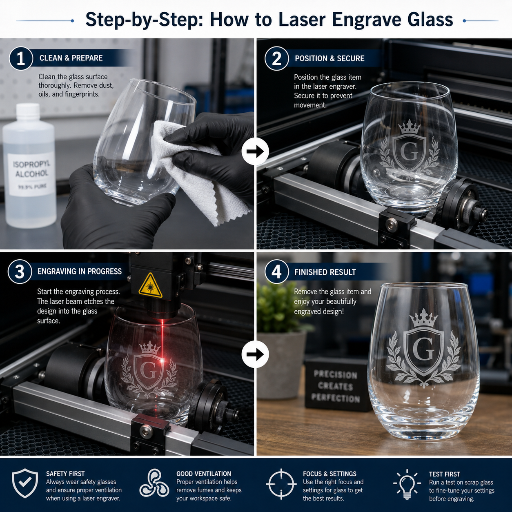
Production flowchart below assumes a CO2 laser engraver with a rotary attachment, the most widespread configuration for branded drinkware and bottles. Diode and UV systems flow the same processes, with modification indicated at each step.
- Wipe the glass free of dust, fingergrease, and packaging label using lint-free tissues and Isopropyl Alcohol. Finger grease, dust, and label grease absorb laser energy less than the bare glass do and result in mottled specks. Wait for the surface to dry.
- Choose whether the glass being used has coating. If the laser is a CO2, steer the process clear; if the laser is a diode or UV, assist will be needed the same as in the drawing, spray enamel or tempera of high opacity paint over the painting, or apply preformed laser masking tape to the surface. Nail polish is not waterproof.
- While holding the file in the rotary, make sure the work is centered in the rollers or chuck. Work should rotate evenly at the high point without wobbling. Wobbling more than Half a millimetre will skew the focus and leave the engraving softer on one side.
- Establish the focus and consider defocus. Standard focal point yields the most defined edge. Deliberately defocusing 1-2 mm will plate the beam, and yield a softer frost profile with a more uniform edge, and fewer edge fracturing.Most run a defocus on the production shop glasses.
- Design the frame and run a single line trace. Frame in software runs the head within the design boundary at reduced power. A trace pass at 1% power allows operator to verify design is on the work piece before the actual run.
- Engrave design, then allow to cool and clean. Run file and allow work to cool to room temperature before handling—tap water cooling leads to cracking of glass work along engraved line. Wipe down with damp cloth to remove dust and any remaining coating burn-off residue.
Before engraving, wrap the back side of a flat panel with a wet paper towel. Water mass absorbs the heat and on thinner glass will greatly reduce edge cracking. Detergent, wet masking tape or any other non-flammable solution works the same, and are the ‘go to’ solution when a job begins to crack.
Do you have to paint glass before laser engraving?
Of course, in the event that it is not the correct wavelength for direct absorption. A 9.3 or 10.6 µm CO2 laser beam is fired directly onto uncoated glass, leaving a frosted mark. Blue diode lasers at 450 nm require a sacrificial layer, since the glass itself is transparent at this wavelength.
Paint coatings absorb the laser power, conducts the resulting heat into the glass surface, and causes localised thermal shock fracturing beneath the paint. Without the paint the diode laser beam passes straight through the workpiece and leaves no mark. UV lasers are in between: they do engrave bare glass directly, in most industrial environments therefore no coating is applied.
Power and Speed Settings That Don’t Crack the Glass
Listed below are the initial parameters from the various manufacturers parameter sheets, and the published production guides. Consider them as the expected centre of a test grid rather than gospel0 every machine, optic, glass batch is different in some way and a five-minute test run on scrap material will save rework hours down stream.
| Configuration | Power | Speed | DPI / Frequency |
|---|---|---|---|
| CO2 55 W on 4 mm soda-lime | 10–15 percent | 300 mm/s | 300 DPI |
| CO2 80 W glass tube on bottle | 10–80 percent (logo dependent) | 500 mm/s | 300 DPI |
| UV 5 W on flat glass | vendor preset | 250–500 mm/s | 50 kHz, 1 µs pulse |
| Diode 10 W on painted glass | 40 percent | 1000 mm/min | single pass |
📐 Engineering Note
You can defocus the beam 1 to 2 mm to slightly reduce the energy density at the surface but still deliver the same total energy. This makes for a much softer frost with many fewer microfractures and significantly less edge chipping. For thick glass (>5mm), also reduce the power to around 60% of what you would on a 2mm sheet running 300 mm/s — bulk heat sinks change with thickness and over-driving thick glass causes “through” cracks.
When a job is textured or cracked, more power is infrequently the fix. First three to try, in order: defocus 1–2 mm, reduce power by 25 percent, and add a wet paper towel or masking tape on the back side. Operator experience on the Tyvok engineering blog has shown through trial-and-error that a lower-wattage running at more passes yields the best finish, rather than a higher wattage running one pass.
Applications: Drinkware, Bottles, Ornaments, and Production Logos

A glass object small enough to sit in the work station is viable for the hobbyist; the bulk of commercial demand derives from a handful of categories. Search-volume figures for “laser engraving wine glass” climbed from 110/month in May 2025 to 1,000/month in August—a Q3 increase that matches corporate gifting and wedding-season production trends. Applications below are where production capacity is most often booked.
- ✔
Personalised drinkware. Wine glasses, champagne flutes, beer mugs, whisky tumblers. Running a 60 W CO2 with a roller rotary handles 100 mugs per shift on a 30-second engraving cycle. - ✔
Branded bottles — wine, spirits, oils, and vinegars carry engraved logos for restaurant cellars, private label runs, and corporate gifts that personalize each pour. Cylindrical chuck rotaries are the standard fixture. - ✔
Awards and trophies, including lead crystal awards, fused-quartz inserts, framed glass plaques. Premium pieces are usually engraved with UV at slow speed for the sharpest text. - ✔
Photo memorials and gifts — half-tone images on flat glass panels — a job category where UV outperforms CO2 because of finer dot resolution. - ✔
Holiday ornaments — glass baubles and flat ornament blanks. Seasonal volume drives Q4 capacity bookings; many shops add a second machine specifically for the November-December run. - ✔
Architectural signage. Engraved interior glass partitions, etched address panels, frosted-band privacy treatments — usually large-format CO2 with a fixed bed.
Here is a hypothetical situation: a corporate client orders 200 branded whisky glasses as gifts for Q4 sales goals, with four weeks to do so. A 60 W CO2 with a rotary roller at 500 mm/sec and roughly 60 percent power of a 4 mm logo will make one glass every 35 seconds, running continuously, with an additional 20 seconds to load/unload—the entire project thus takes roughly one minute per piece. Two workers can knock out the run in a single eight-hour shift, with a spare shift kept ready for reorders or rejects.
How to Choose a Glass Laser Engraving Machine for Production
Production shops and weekend hobbyist-makers seek different values. Hourly output, uptime, and rotary inventory is king for high-volume projects, while footprint and dollar-per-number are the big considerations for weekend projects. Five criteria below evaluate the production case—a standard each B2B shop will run through when evaluating capital equipment.
Five-Criteria Production Selection Checklist
- Laser source. For mass production of beverages and bottles, CO2 is optimal; for photographic quality detail or high-end awards, UV. Avoid fiber laser technology when engraving directly on glass.
- Wattage range. A 30-60 W CO2 engine can be used for little studio projects; 80-150 W engines handle daily small-logo printing; 5 W UV can be used for high-end picture quality.
- Rotary support options. Both chuck (fixed-base) and roller (cylindrical) rotaries are necessary. Flexibility in rotary support is essential for working with decanters and stemmed bottles.
- Size of work area and pass-through requirements. 600 x 400 mm bed and matching workspace footprint handle most drinkware; pass-through doors enable larger architectural and business signage.
- Cooling and enclosure requirements. CO2 systems over 80 W need dedicated chiller. Enclosures must be Class-IV with interlocks when used in a commercial setting and operated according to OSHA laser hazard guidance (to work with human operators).
| Volume tier | Suggested machine | Why |
|---|---|---|
| Hobbyist (<10 pieces per week) | 30–40 W desktop CO2 | Low capital, no chiller, easy to service |
| Small studio (10–100 per week) | 60–80 W CO2 plus rotary | Throughput for drinkware, still air-cooled |
| Production shop (100+ per day) | 100 W+ CO2 with chiller and class-IV enclosure | Sustained duty cycle, regulatory compliance |
| Premium / photo-grade | 3–10 W UV, optionally with CO2 second station | Sharpest detail; UV throughput slower than CO2 |
When a commercial buyer looks at industrial laser engraving machines for volume production, the decision is rarely about the wattage; it is about whether the vendor ships rotaries, chillers, replacement tubes, and consumables on a consistent schedule. Cheaper equipment without a replacement parts supply network produce greater downtime than the cost savings.
Durability: Is Laser-Engraved Glass Dishwasher-Safe and Permanent?

The laser doesn’t print a coating on the glass; instead it causes a physical change in the surface. This is significant because: However long it takes to remove the mark, it will take just as long to wear through the mark to the bare glass.
Is laser-engraved glass dishwasher-safe?
Yes. Since the etching resides on the glass surface, it simply cannot be erased or dulled by dishwasher temperature, water, or soap. Concerns over longevity are mechanical.
An abrasive dishwashing scrubber can eventually rub the area until the frosting levels out, but everyday home dishwasher use will not erode the engraving in an average lifetime. Commercial-residential use, even with heavy high-temp commercial dishwashers, will not affect it:
Is etching on glass permanent?
Permanent in the practical sense. Light scattering microfractures cannot be undone by any reasonable cleaning, polishing or refilling. Long-time buffing by cerium oxide can polish out a light frost over many hours of labor, but no spa or consumer level process can bring the surface back.
When asked by a customer if their engraved tumbler will fade, the answer is no.
Glass Laser Engraving Outlook for 2026
Two trends are reshaping glass engraving capacity in 2026. First, search demand is rising. Monthly Google searches for “laser engrave glass” grew from 2,400/month in April 2025 to 2,900/month in September 2025 — a 21% YOY trend consistent with the evolving Q3 to Q4 holiday gifting cycles.
Searches for wine-glass-specific terms grew nearly tenfold during the same window. Capacity available to go live before October 2026 will be aligned with the next holiday cycle; capacity ordered after August will be behind the holiday cycle.
Secondly, UV lasers are capturing premium market share from CO2. Beyond its core applications, the independent industry analysts at Mordor Intelligence’s Laser Marking Market 2026 report forecast the laser marking market will grow from USD 1.38 billion in 2025 to USD 1.61 billion in 2026 and USD 3.11 billion by 2031, with UV as the fastest-growing segment at nearly 12 percent CAGR. What propels this growth: UV at 355nm is used for heat-sensitive plastics, electronics and detailed glass work where CO2 falls short.
For the production shop planning through to 2026, the writer advises maintain CO2 as the backbone for volume drinkware as well as add in a UV station for photo and award premium work, do not remove one in favor of the other.
If 2026 holiday production is included in the roadmap, a lead time of Q2 2026 for acquiring CO2 and rotary capacity is reasonable. Capital orders that go in during Q3 will not have time to commission and ‘deliver’ until holiday rush (Q4).
Frequently Asked Questions
Q: Can a MOPA fiber laser engrave glass?
View Answer
Q: How deep is laser etching on glass?
View Answer
Q: What is needed to laser engrave glass?
View Answer
Q: What materials cannot be laser-engraved?
View Answer
Q: Can an IR (infrared) laser engrave glass?
View Answer
Q: How is laser-etched glass made commercially?
View Answer
Related Articles
- Industrial CO2 and UV laser engraving machines for production volume
- How to choose a rotary attachment for cylindrical drinkware
- UV laser versus CO2 laser: a comparison for premium glass marking
- Laser engraving safety: enclosure, fume extraction, and class-IV compliance
References & Sources
- Carbon-dioxide laser – Wikipedia (principal wavelength bands at 9.6 and 10.6 µm)
- Advanced Vitreous State: The Physical Properties of Glass – Lehigh University, International Materials Institute (glass absorption as a function of wavelength)
- Femtosecond laser ablation properties of borosilicate glass – Stanford University Applied Physics
- Alternate Wavelengths for CO2 Lasers — Novanta Photonics whitepaper (9.3, 10.2, 10.6 µm absorption peaks)
- Laser Hazards – U.S. Occupational Safety and Health Administration
- Laser Marking Industry Size, Forecast, Trends Report 2026-2031 — Mordor Intelligence
About This Analysis
This compiles laser physics sources, wavelength-specific manufacturer parameter sheets for CO2, UV and diode systems, and search-volume data for six-month period 04/25 to 09/25 for the keyword-cluster around laser engrave glass. Wattage floors, glass-type compatibility, and machine-selection criteria is not derived from hobbyist abstraction but rather production floor behaviour so should be used as a guide only with a positive recommendation to check each parameter with the machine manufacturer and test a trial run on scrap.






