Understanding EDM Cutting
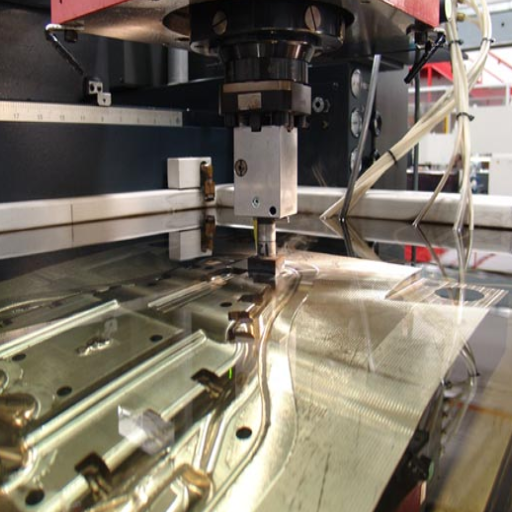
The Electrical Discharge Machining (EDM) process for cutting involves removing material from a workpiece using electric sparks. Wire EDM uses a fine, electrically charged wire to cut conductive materials with extreme accuracy. Since the wire does not come into contact with the workpiece, the possibility of mechanical stress or deformation is minimized. For generating complex shapes, wonderful details, and tight tolerances, it finds wide applications in aerospace, automotive, and medical device manufacturing industries.
What is Electrical Discharge Machining?
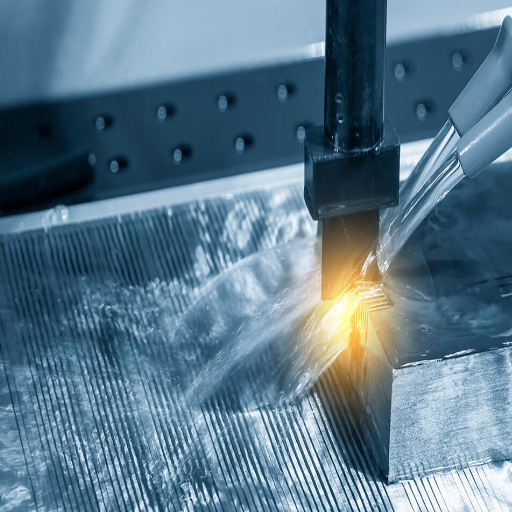
EDM uses electrical discharges or sparks for machining purposes from a conductive workpiece without making any physical contact. It found particular application in the setting of hard metals and materials that are difficult to machine using traditional methods. EDM creates an intense electrical spark between the electrode and the workpiece, which extinguishes any amount of discharge. This discharge, in turn, generates enough heat to vaporize or melt a small amount of material.
Key Benefits of EDM:
- Enables manufacturers to form intricate geometries with excellent tolerances
- Produces smooth surface finishes
- Works effectively with hard metals and difficult-to-machine materials
- No physical contact reduces mechanical stress
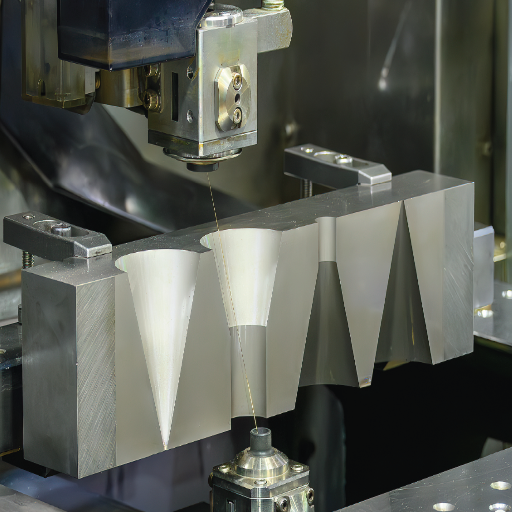
Overview of Wire EDM Process
Wire Electric Discharge Machining is a precision manufacturing operation in which a thin wire is electrically charged to cut through conductive material. The workpiece is immersed in a dielectric fluid, which serves the dual purposes of coolant and insulator. Electric current is thereafter sent through the wire to produce a series of rapid electrical discharges. These discharges erode the material along the intended cutting line, enabling the creation of complex and intricate shapes with remarkable accuracy.
Wire EDM is well-suited for producing components with tight tolerances, delicate features, and exquisite surface finishes. High-end technologies, such as automated control systems and enhanced wire materials, have been introduced to enhance Wire EDM further, making it even faster, more accurate, and more efficient.
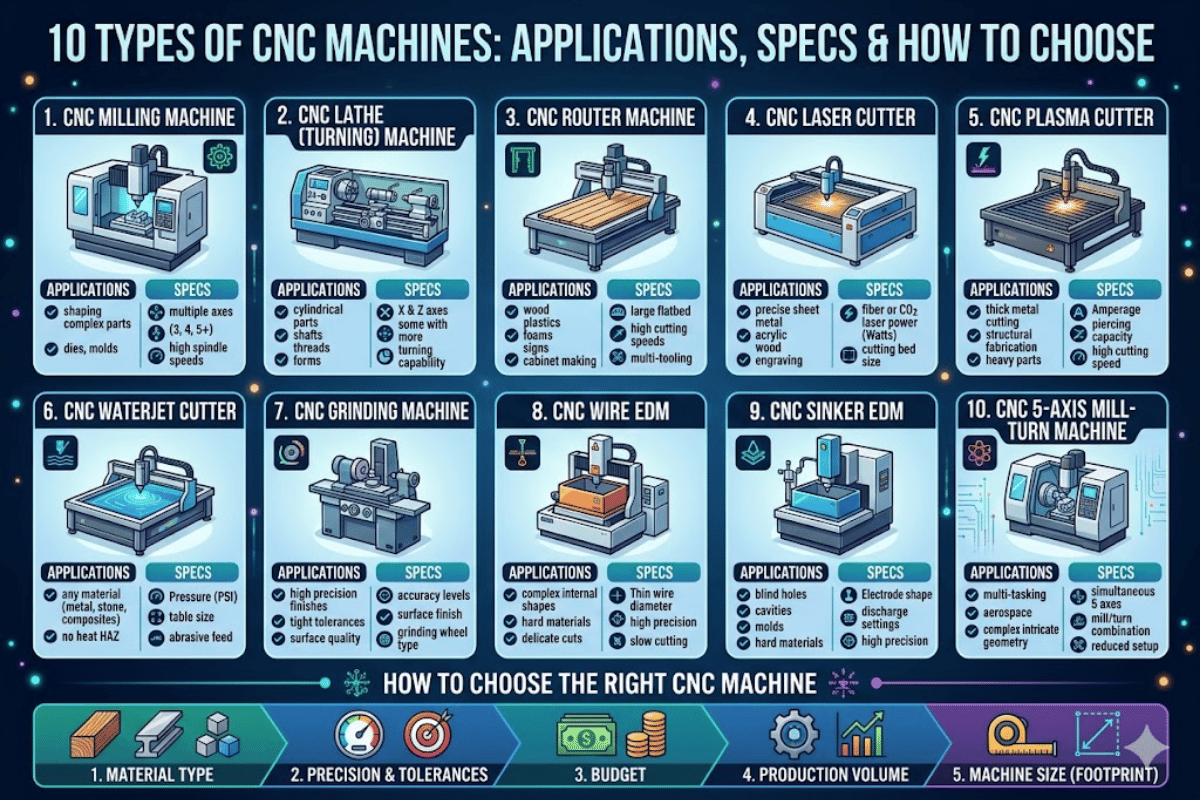
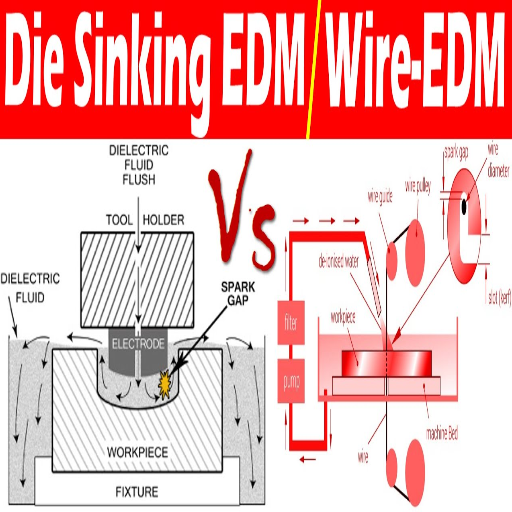
Types of EDM: Wire vs Sinker
The two main types of EDM are Wire EDM (uses a thin wire for cutting) and Sinker EDM (uses an electrode for shaping).
| Parameter | Wire EDM | Sinker EDM |
|---|---|---|
| Tool | Thin wire | Shaped electrode |
| Material | Conductive | Conductive |
| Precision | High | Moderate |
| Application | Cutting | Shaping |
| Complexity | Intricate cuts | Complex cavities |
| Surface Finish | Smooth | Varies |
| Cost | Higher | Lower |
| Setup | Simple | Complex |
| Speed | Slower | Faster |
| Usage | Prototypes | Molds/Dies |
Applications of EDM Cutting Across Industries
With the high accuracy obtained on hard materials, EDM cutting has become a popular option across many industries:
- Aerospace: For the manufacture of complex components to excellent tolerances, including turbine blades and engine parts
- Medical: For very delicate and precise surgical instruments and implants
- Tool and Die Manufacturing: EDM is used for exact molds, dies, and tooling for mass production
- Automotive: Used for manufacturing complex parts, such as engine components and transmission mechanisms
- Electronics: Assists in producing tiny parts for electronic devices and connectors
Automotive Industry Uses of Wire EDM
Wire Electrical Discharge Machining (Wire EDM) plays a crucial role in the precision manufacturing of automotive components, particularly when dealing with parts that require extremely tight tolerances and detailed finishes. Due to futuristic automotive developments, such as smaller, lighter, and more efficient engines, the parts must maintain themselves within tight tolerances.
Primary automotive applications include:
- Fuel injector nozzles
- Engine valve seats
- Transmission gears
- Battery connectors for electric and hybrid vehicles
- Lightweight structures for energy efficiency
Aerospace Applications of EDM Cutting
With the production of highly accurate components from difficult-to-machine materials, EDM technology has a vital role in the aerospace industry. The aerospace domain requires tight tolerances, complex geometries, and materials that endure harsh operating conditions.
Critical Aerospace Applications:
- Turbine Blade Manufacturing: EDM provides the machining of turbine blades with ultra-fine cooling channels and contours for jet engines
- Component Weight Reduction: EDM machining supports weight reduction by machining lightweight metals like titanium or nickel-based superalloys
- Aerospace Fasteners: Produces superlative accuracy in fasteners, achieving precise fits that contribute to structural integrity
- Composite Material Machining: EDM cutting is performed on composite materials without inflicting damage like burrs or heat-affected zones
- Precision Fuel System Components: Creates micro-holes and complex geometries with high precision for optimized fuel flow
Medical Device Manufacturing with EDM
Electrical Discharge Machining (EDM) has been a boon to medical device manufacturing due to its unrivaled accuracy and consistency. The medical world demands impenetrably high safety standards, biocompatibility, and micro-scale accuracy in devices such as surgical instruments, implants, and diagnostic equipment.
Medical Applications:
- Surgical instruments with complex geometries
- Biocompatible implants from titanium and stainless steel
- Intubating tools and microneedles
- Diagnostic equipment components
Limitations and Challenges of EDM Cutting

Key Limitations
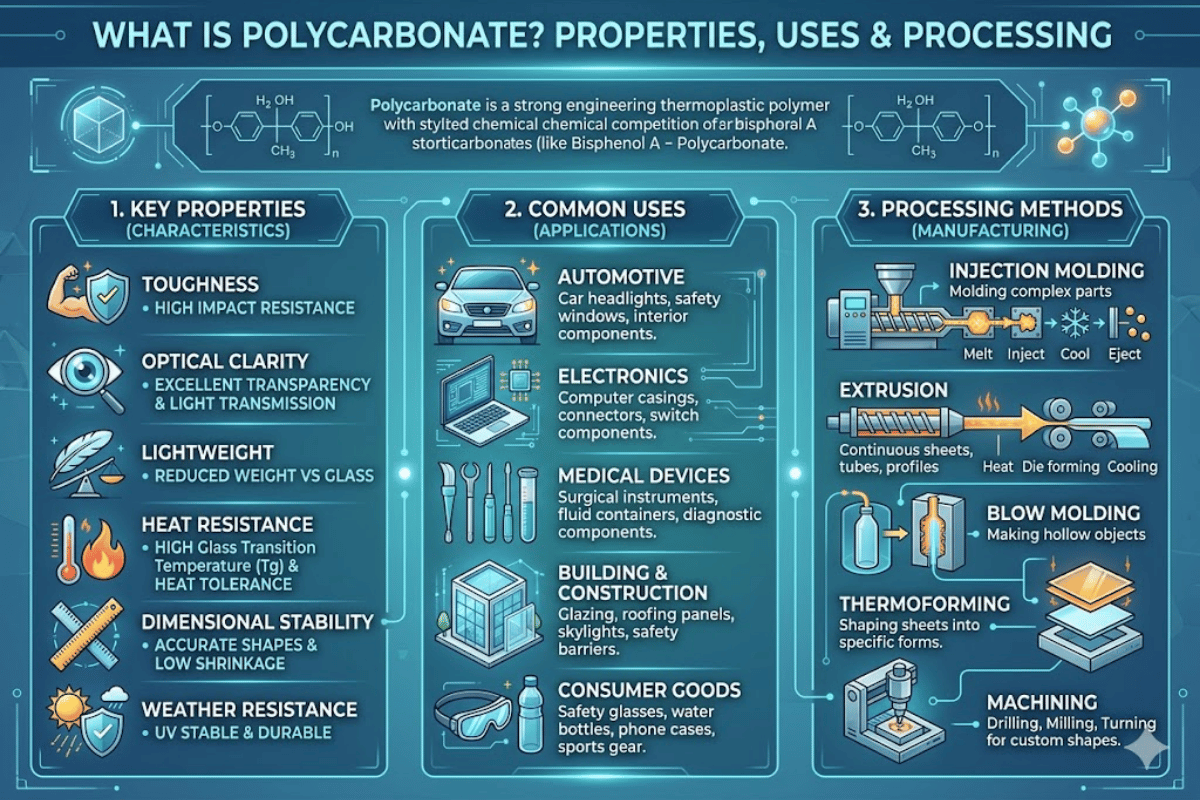
- Material Constraints: The EDM process is limited to working with conductive materials only. It cannot work on non-conductive materials, such as some ceramics and plastics
- Low Speed for Large Cuts: This process can be time-consuming for large or deep cuts, which may lead to productivity loss
- High Energy Consumption: Significant electrical energy consumption leads to increased operational costs
- Surface Finish Considerations: Fine precision is achievable, but flawless surface finish of intricate features may require post-processing
- Tool Wear: EDM electrodes undergo morphological changes during machining, requiring frequent replacement
Cost Considerations for EDM Machines
When investing in an EDM machine, several cost factors must be considered:
- Initial Purchase Cost: EDM machines range from $50,000 to well beyond $200,000, depending on model, size, and capability
- Maintenance and Repairs: Replacement parts, repairs, and maintenance schedules contribute to substantial ongoing expenses
- Energy Consumption: Continuous electrical energy requirements contribute to higher operational costs
- Electrode Costs: Expensive consumable materials like graphite or copper require frequent replacement
- Training and Labor: Skilled technicians are required, adding to personnel and training costs
Comparing EDM Cutting to Other Machining Methods
Processing Times Compared to Other Methods
EDM processing times are generally slower than traditional methods, such as milling, but offer unmatched precision for intricate designs and hard materials.
| Parameter | EDM | Milling | Grinding |
|---|---|---|---|
| Speed | Slower | Faster | Moderate |
| Precision | High | Moderate | High |
| Material | Hard/Conductive | Soft/Hard | Hard |
| Setup Time | Longer | Shorter | Moderate |
| Cost | Higher | Lower | Moderate |
| Application | Intricate designs | Bulk removal | Surface finish |
| Tool Wear | Low | High | Moderate |
| Surface Finish | Smooth | Varies | Smooth |
| Volume | Low | High | Moderate |
| Energy Use | High | Moderate | Moderate |
Wire EDM vs Laser Cutting
Wire EDM offers unmatched precision for conductive materials, while laser cutting is faster and versatile for a wide range of materials.
| Parameter | Wire EDM | Laser Cutting |
|---|---|---|
| Precision | Ultra-high (0.0001″) | High (0.001″) |
| Speed | Slower | Faster |
| Material | Conductive metals | Metals, plastics, wood |
| Thickness | Up to 12″ | Up to 0.25″ |
| Edge Quality | Rougher | Smooth |
| Applications | Intricate designs | Mass production |
Waterjet Cutting vs Wire EDM
| Parameter | Wire EDM | Waterjet Cutting |
|---|---|---|
| Precision | Ultra-high (0.0001″) | Moderate (0.003″) |
| Speed | Slower | Faster |
| Material | Conductive only | Almost any material |
| Thickness | Up to 12″ | Up to 3″ |
| Heat Affected | Yes | None |
| Applications | Intricate designs | Mass production |
CNC Milling and Its Differences from EDM
CNC Milling and Electrical Discharge Machining are two distinct manufacturing processes, each with advantages suited to specific project requirements. CNC milling involves material subtraction using rotating cutting tools, making it highly effective for rapid production from various materials, including metal, plastic, and wood.
EDM erodes workpieces through electrical discharges and excels at machining hard materials, such as tungsten carbide or hardened steels. EDM is preferred when extremely tight tolerances are involved, or when intricate shapes that milling tools cannot achieve must be cut.
Latest Trends and Technological Advancements
Recent developments in EDM cutting have focused on precision, efficiency, and sustainability. Key trends include:
Automation in EDM Machines
EDM automation stands at the forefront of precision manufacturing processes. The fusion of robotics, advanced machine learning, and IoT has enabled EDM systems to become autonomous entities with minimal human intervention.
Automated capabilities include:
- Toolpath optimization
- Electrode management
- Real-time performance monitoring
- Predictive maintenance
- AI-based diagnostics
Hybrid Systems in Electrical Discharge Machining
Hybrid EDM systems combine traditional electrical discharge techniques with modern technologies, including CNC and adaptive control. These systems are designed for enhanced precision, reduced processing time, and extended material range capability.
Improved Energy Efficiency in Wire EDM
Energy conservation in wire EDM systems has become crucial for sustainable manufacturing goals. Latest developments emphasize:
- Intelligent power supply systems
- Energy recovery methods
- Energy-efficient pulse generators
- Optimized cutting parameters
- Reduced idle voltage and current consumption
Frequently Asked Questions (FAQs)
Reference Sources
-
Study of EDM cutting of single-crystal silicon carbide
-
Wire analysis and control for precision EDM cutting
-
State-of-the-art electrical discharge machining (EDM)
-
Micro-scale measurement & FEM modelling of residual stresses in AA6082-T6 Al alloy generated by wire EDM cutting