Hello and welcome to this blog dedicated to the unique topic of the Single Screw Extruder. This equipment is crucial for polymer processing, but how does it work? These are some of the questions that this comprehensive blog post will address: What is a single screw extruder? What are its main parts and working principles? What are the advantages of this machine? Its twin screw extrusion counterpart can be compared with plastic extrusion; how does a single screw extruder operate, and what are the best conditions of use? Lastly, we will discuss modern trends in the single screw extruder industry and speculate its future. In addition, if you are just starting your polymer processing career, this guide will help you. So, grab some time and let us take you through this informative technical tour, and together, we shall unlock the potential of the key components in advanced modes of plastic manufacturing.
What is a Single Screw Extruder and How Does It Work?
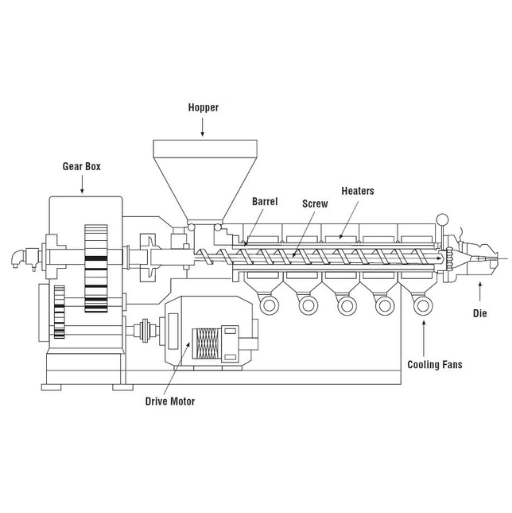
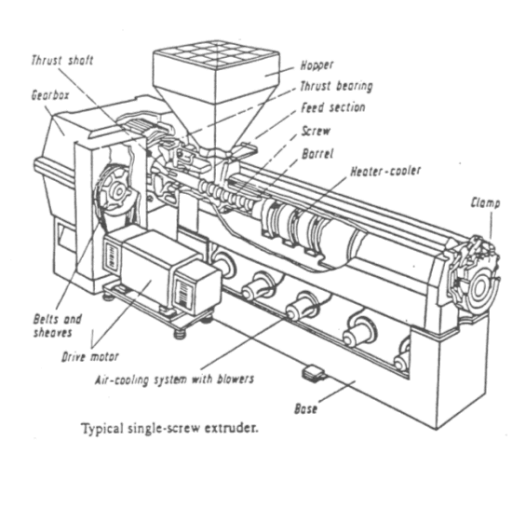
A single screw extruder is a pivotal industrial equipment for processing plastics during manufacturing work. It is a machine that melts, mixes, and continuously shapes a certain plastic mass. The working principle of a single screw extruder can be described as follows: The plastic material is loaded into the heated barrel, and a rotating screw pushes the material forward in the barrel and simultaneously melts it. The molten mass is then passed through a die to give it the shape and size required. This is accomplished through mechanical energy resulting from the screw rotation.
The main parts of a single screw extruder are the screw and barrel. The screw is used for transportation, melting, and mixing the polymer granules. A barrel performs the function of heating and amalgamation of pressure. The screw and the barrel can be designed to meet special processing needs.
Some of the benefits of single screw extrusion are its easier configuration, reduced costs, and flexibility. Single screw extruder finds application in many industries for the way of production of different types of plastic pipes, plastic profiles, sheets, films, etc.
Single-screw extruders are relatively easy to fabricate compared to twin-screws that fail to mix well or require special treatments. Depending on the application, one particular model might be suited over the others, for instance, due to its higher rate of molten polymer released through the nozzle.
The principles and working methods of the single screw extruders are valuable information for both specialists and novices in polymer extrusion. Moreover, knowledge of single screw extrusion enables people to understand better the role of this type of extrusion in the further operations of the manufacture of various plastic articles.
The Working Principle of a Single Screw Extruder
Individual components in a single screw extruder play specific roles, and to effectively understand what these roles are, it is crucial to know how this machine operates during the polymer processing. A single-screw extruder is widely used in polymer processing to convert raw materials into finished plastic products. It creates fully finished goods by moving, heating, and forming plastic material using a single screw inside a cylinder that doesn’t rotate.
This process starts by charging raw materials, usually in solid plugs or pellets, into the hopper at the top of the extruder. The rotation of the screw facilitates movement of the material in a circular path at the length of the barrel. The chamber made up of both screw and barrel diminishes in area step by step, which results in the material getting compressed and thermal energy being generated as the material advances.
Due to a combination of these factors, when the plastic material is fed to the screw, it undergoes thermal dilation due to mechanical shear and friction coupled with pressure. This enhances the polymer’s melting and changes it to a viscous liquid state. The polymer that has already melted is then forced through a die, which gives the polymer a set of accurate dimensions and form.
Several components contribute to the efficacy and performance of single screw extrusion, such as the screw geometry, temperature, and other characteristics, along with the time. Improvement of these key factors enables consistent melting, proper amalgamation, and well-forming of the polymer.
Gaining knowledge of how a single screw extruder operates is helpful for professionals as well as rookies in the industry of polymer processing since it serves to demystify this technology. This enables them to utilize such machines and carry out single screw extrusion effectively in producing quality plastic products.
Key Components: Screw and Barrel
The screw and barrel are two significant parts of a single screw extruder which together make it realistically possible for the accurate and effective processing of various plastic materials.
Screw:
A screw is a shaft that has a spiral helical form, and in this case, a metal one that rotates in the barrel of the extruder. It also works in conveying, melting, and mixing the plastic material. The action of the screw, rotating about the axis, pushes the plastic that is enclosed in the barrel toward the outlet. The slit depth, pitch, and compression ratio of the screw can all be adjusted according to the material requirements. This level of control enhances the performance of melting, mixing, and homogenizing the plastic melt.
Barrel:
The barrel is a hollow cylindrical piece of tubing that contains the screw blade assembly. Its primary function is to provide the necessary heat and pressure through mechanical means required to process a plastic material. The barrel has an extrusion section with heating or cooling zones to provide the desired thermal profile along the entire chest elongation. The heated extrusion chest has a feed section that mutates the feedstock material by shear and compressive stresses. Their low thermal conductivity and high wear resistance allow barrels made of special alloys to withstand harsh processing environments.
The work screw and barrel function seamlessly together for melting, mixing, and uniformly shaping the plastic substance: This set of components is also essential if it is required to achieve sound and uniform extrusion processes.
*Note: The above information is based on industry knowledge and expertise.
Advantages of Single Screw Extrusion
In the processing of plastic materials, single-screw extrusion has many advantages. Some of them include the following:
- Cost-effective: Compared to a twin screw extruder, a single screw extruder is relatively easy to design and build, making it cheaper. They also incur less operation and maintenance overhead, allowing for lower production costs.
- Suitable with Various Starting Materials: Single screw extruders are versatile and can handle many common thermoplastics, such as PE, PP, and PS, among others. Such flexibility facilitates manufacturing an array of plastic products across various applications.
- Good Quality Plastics: Single screw extruder makes it possible for effective melting and mixing of plastics in a consistent manner, improving the overall quality of the end product. This is made possible by the screw and barrel working effectively hand in hand.
- Enhanced production: One of the key advantages single screw extrusion offers is the high precision in shaping the thermoplastic. The propeller structure and geometry help achieve the desired dimensions and tolerances of the end product.
- They Can Fit Different Production Volumes: Single screw extrusion is designed to suit varying output rates; it is operational also from low down to high production volumes. This capability of the extrusion system enables its use for a variety of applications, from single volts to several hundreds of lots running on single or twin screw extruders.
- Scale-up of Length in an extrusion system allows efficient production adaptations.: Single screw continuous extruder has the advantage of making the elongation of the production particularly simple. Alterations to screw lengths and diameters can increase their production without major changes or investments in other technologies.
- Low Energy Input Requirement: Considering it from a head of a die, a single screw extruder consumes less energy than a twin screw extruder. The economies gained through this energy efficiency also have the potential for environmental benefit.
It is crucial to remember that generalizations about the advantages mentioned above must be made and to consider that further extrusion processes may be more appropriate for some specific applications.
How Does a Single Screw Extruder Compare to a Twin Screw Extruder?
Extruder vs Twin Screw Extruder: Key Differences
The two types of equipment that are used in the twisting process of plastics are the extruder and the twin screw extruder. Let me explain these two terms below, since I am familiar with their work as a professional in this domain.
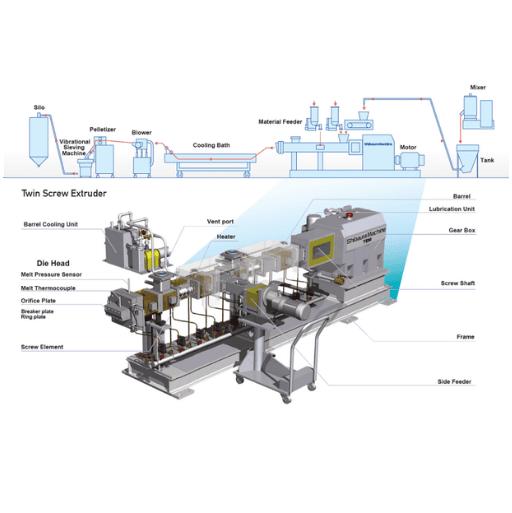
An extruder is also called a single-screw extruder simply because it has only one screw, which mixes, melts, and pushes plastics throughout the barrel. On the other hand, the twin screw extruder has two intermeshing screws and performs the same functions as the single screw, or rather, twin screw extruder.
That is because they differ in what they can do and where they can be used. For instance, the extruder is cheaper and more efficient as it is easy to produce pipes, profiles, or even sheets with a single screw extruder. Twins need more control over the mixing and dispersion, which means they are more controlled, and they can be used for specific applications, perfect for complicated processes like compounding additives and blending materials.
When selecting a twin screw extruder vs a single screw extruder, the nature of the application is always paramount. What is the nature of the desired properties of the product? What are the material characteristics? What is the expected production and budget?
It should be noted that while the information above contains the key differences between the two types of extruders, it needs to be related to yours in evaluating the application’s needs.
Single Screw Extruder vs Twin Screw: Which to Choose?
As a professional in the industry, I appreciate that the decision between a single-screw extruder and a twin-screw extruder is not straightforward. It all comes down to the requirements of your application. For straightforward processing activities involving limited materials, a single screw extruder might be enough. However, for applications that require close tolerance, better mixing and a broad spectrum of materials to be processed a twin screw extruder would be ideal. Considering parameters like product characteristics, material requirements, production capacity, and cost will ensure you have adequate information for making a selection. It is also imperative to note that proper assessment of the application requirements will greatly aid in selecting the best extruder type for the job.
Applications for Single and Twin Screw Extruders
Single and twin screw extruders are versatile machines. This definition suffices for the present purposes. Which screw is best for a particular task is dependent on Its rationale regarding how to apply the equipment. Here are some common applications for both types:
Single Screw Extruders:
- Based on the definition above, single screw extruders would be expected to be prevalent in most areas where the industry requires a relatively steady state and consistent alteration of different plastic materials. However, there are some applications that seem to have a clear advantage over others. Some key applications include:
- Film Production: This is true — given the growing requirement for films out of various polymers, single screws must also be in the scene to supply plastic films, such as and related to the packaging world, agricultural purposes, and shrink.
- Pipe and Profile Extrusion: Such demand could easily cater to their needs such as for the construction sector, agriculture, automotive industry and are more suited to produce pipes, tubes and any kind of profiles.
- Sheet extrusion is a process in which the extruder screw performs the function of creating a continuous sheet of material: In other cases also, single screw extruders are used for sheet production of plastics for general uses, e.g., packaging, automotive applications, and building construction materials.
- Wire and Cable Coating: Considering the role that single screw extruders play, they perform in wires and cables, insulating them and then coating them in some kind of plastic; they can be instrumental in this type of process, integrating other aspects.
Twin Screw Extruders:
- The need for advanced technology and excellent mixing characteristics in complex processing requirements is met by twin screw extruders, and many notable applications, including the following:
- Compounding: One of the most common applications for twin screw extruders is compounding, which involves mixing different materials, additives, and fillers to produce specialized compounds for the automotive and electronics and consumer goods industries.
- Polymer Blending: It blends and homogenizes multiple polymers and subsequently can produce a variety of polymer blends with specific characteristics.
- Foaming: Twin screw extruders are employed in the foamed plastics used for insulation, packaging, and construction foams.
- Masterbatch Production: Counter-rotating twin-screw models of twin-screw extruders are widely used to prepare masterbatches, which are highly concentrated mixes of pigments and additives that isolate the color and properties of certain plastics.
Knowing the different uses of single and twin screw extruders allows you to select the correct equipment to meet the needs of your production requirements and your material processing specifications.
How is Plastic Processed in a Single Screw Extruder?
The Extrusion Process Explained
The plastics sector contains noteworthy techniques called the extrusion process, which is a revolution in the production line, through which conversion of base polymer material into goods and parts can be done, where rotary screw extruder plays an important role. The intricate process powered by a single screw extruder can be discussed.
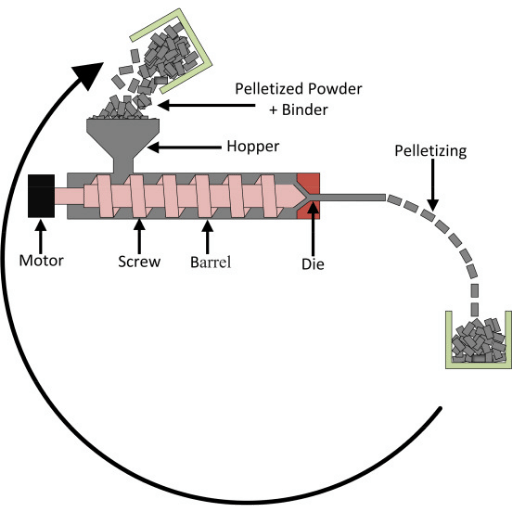
- Material Loading: The extrusion process begins after the raw plastic material, usually pellets or powders, is loaded into the extruder’s hopper.
- Heating and applying different turning forces: High amounts of external heat are applied to the extruder along with the rotation of a screw; this causes friction which augments the fusion of the plastic material on the interior side of the extruder. A molten form of polymer is then created as the fused material goes through a fusion process along with other screws for adequate mixing.
- Building up Pressure: Upon reaching around the center of the screw, the space around it becomes more and more restricted, thereby causing even more friction. This increased amount of friction gradually increases the pressure within the extruder, which aids with the reduction of space between the screw and the polymer chain.
- Die forming: The molten polymer is injected onto the die as it enters the nozzle towards the tip of the polymer chain. The die regulates the amount of polymer lost, as only sufficient amounts are used, while also regulating thickness. Different shapes can be produced through many die holes or combiners.
- Cooling and Solidification: Upon leaving the die, the newly formed plastic product or part is cooled as rapidly as possible to ensure that it solidifies into the correct shape. Depending on the extrusion system employed, the cooling techniques may differ between air, water, or spraying methods.
- Cutting and Finishing: After the cooling and solidification process, the manufacturers usually cut the plastic product to their specifications or preset dimensions. Some other finishing operations, such as secondary operations or surface treatments, can be done based on the final requirements of the end use or the final product.
The extrusion process is quite flexible and efficient in producing all sorts of plastic products ranging from basic profile and tube shapes to even advanced and complex profile, sheet, and film types worsted yarn. Several considerations can influence the performance and the quality of the output of the process, including the type of polymer used, the type of extruder used, processing parameters, the design of the screw, and the kind of post-processing operations carried out.
Particularly, the following sections are intended to address fundamental aspects of polymer processing problems together with the importance of screw design and speed, as well as some other elements, including water single screw extruder recent advances and prospects.
Role of Thermoplastic in Extrusion
Thermoplastic materials have significant importance in the extrusion process. These materials are easy to work with because when heated, they become liquid, and when cooled, they become solid. Therefore, thermoplastics are well suited for shaping using the extrusion process. Because of their good melt flow properties, thermoplastics are easy to process, and many plastic articles can be produced. The thermoplastic material gets melted and is forced through a die to produce the required cross-section of the product during extrusion. Each thermoplastic material is selected depending on the application’s needs, e. g., required strength, flexibility, exposure to chemicals, outlook, etc. By utilizing the appropriate thermoplastic material for extrusion, the manufacturers can achieve the necessary performance and properties of the product.
Steps in Plastic Extrusion
Plastic extrusion includes manufacturing processes utilized to manufacture numerous plastic products via the extrusion process. Here are the steps:
- Material Preparation: Thermoplastic materials are selected for the manufacturing process based on the application’s needs, such as tensile strength, flexibility, chemical roughness, and aesthetics.
- Melting: The thermoplastic material selected is heated in an extruder machine to remove heat. Hence, the solid material is now dispersible for the subsequent steps.
- Extrusion: The heated molten plastic is pushed through a die to shape the material. The die regulates the shape, thickness, and dimensions of the extrudate.
- Cooling and Solidification: The plastic die-cut penetrates a thermoregulator system; water baths or air cooling facilitate fast solidification of the cut plastic, increasing its precise geometry and strength.
- Cutting and Finishing: As the plastic has cooled and become solid, it is cut to the intended length or shape of the end product, and then some finishing treatment, which includes surface treatment, removal of excess material, cutting, etc., is done.
Following these processes, manufacturers can produce various plastic products with the required performance and characteristics. Each is significant in the manufactured component’s extrusion process for the extrudate’s quality.
What Are the Key Polymer Processing Factors to Consider?
Importance of Screw Design and Geometry
The construction and the screw geometry are important/pre-requisite to the single screw extrusion system. They are crucial in guaranteeing efficiency in the movement of the hot plastic and mixing the polymeric material to meet the required standards for the resulting extrudate. Here are essential points that an engineer should consider regarding the design and geometry of the extruder screw and barrel.
- Flight Depth and Pitch: It is the flight depth and pitch of the screw that defines the capability to relocate and melt the plastic material in the extruder. A suitable combination of the two parameters ensures enough raw material transportation and heat and mixing occurs.
- Compression Ratio: It is worth noting that a screw’s compression ratio influences the melting of the plastic significantly. It is the ratio of the channel depth of the feed section to that of the die within the barrel. Increased compression ratio results in high shearing and pressure forces, which enhance the mixing and melting of polymers.
- Screw Channel Geometry: The characteristics of the screw channel, such as the arrangement and form of the flights, affect the processes of melting, mixing, and pressurization in the barrel. For specific processing needs, various geometries of the channels are used, such as single-flight, double-flight, and barrier screws.
- Screw Material and Coatings: Selection of the type of screw material and its coatings have the potential to increase wear resistance, corrosion resistance, and durability. The application of advanced materials and coatings guarantees the higher life expectancy of screws and a constant standard of extrusion operations.
- Heating and Cooling Zones: Effective zoning of the screw into heating and cooling zones and their better regulation during the rotation of the screw constitute a cornerstone for proper heating and cooling rates of the gas during the melting and cooling stages. This contributes to the maintenance of melt temperature and product quality.
The above mentioned factors together with the design and geometry of the screw enhance the performance of the screw in melting, mixing and conveying of plastics so that high quality extruded products with good dimensional accuracy and specified geometry may be produced.
Impact of Screw Speed on Efficiency
The efficiency of a single screw extruder is influenced by its speed which is also called screw speed. The process of plastic extrusion involves melting, mixing, and pushing plastic, which are all affected by screw speed. Increased screw speed can also help us in improved productivity, reduce energy costs, and improve the quality of the product. Here are some key considerations when assessing the impact of screw speed on extruder efficiency:
- This can be divided into two parts: removing and cooling the ambient air; once the ambient air is cooled, there is an increase in concentrations of various chemicals and gasses in the region while the surrounding area gets depressurized. The higher screw speeds will generally lead to shorter contact times in the barrel and thus promote faster melting and mixing of the plastic. But again, too much speed would also be harmful as it would lead to excessive shear heat, which would most probably lead to degradation. There is a screw speed at which mechanical shear is more than sufficient for complete melting and mixing.
- The consistency, with which the melt flows out of the screw extruder, is determined by the screw speed. Having an optimal screw speed is advantageous as it helps achieve a volumetric muddy flow rate while minimizing the risk of slumping or unduly extrusion. One has to keep in mind that the extruder is able to move without generating back pressure, therefore a screw speed that is able to move the material preferably without back flow or back pressure would be ideal.
- Energy Consumption: The energy consumption of the extruder is influenced by the screw speed. A greater screw speed tends to increase the power requirement for the extrusion machine motor. Equally important, on the other hand, is the way one can minimize energy consumption as one tries to maximize output to increase the overall effectiveness of the process.
Screw speeds are important considerations, but proper screw speeds are best when taken with other parameters of the extrusion, such as barrel temperatures, screw geometry, and the materials being extruded. The characteristics and requirements of the single screw extrusion process to achieve the required energy and product quality help in determining the screw speed selection and its adjustment based on the batch requirements.
Optimizing Extruder Performance
The implementation of screw pump extrusion warrants attention towards a set of parameters and the use of sophisticated engineering basic concepts or ideas. This effectively allows manufacturers to design machines and implement them in their plants that optimize the end product’s efficiency, productivity, and quality. The following outlines some of the concepts that should be considered in the optimization of the operational parameters of the extruder;
- Process Parameters Optimization: Apart from the speed of the screw, the pressure and the friction also significantly affect the mass flow rate of the feedstock extruded and indirectly affects the set end product volume. By focusing on these parameters in the extruder system, the desired output volume and quality should be achievable.
- Advanced Screw Designs: Despite these, the mixing elements also cause considerable change to the extrudate quality as well. This allows for better control over the melting process and ensures that the melt quality is consistent, allowing the entire extruder to function at an optimum level relative to its design.
- Barrel Heating and Cooling Systems: Heating and cooling systems are integral to the extrusion system. These systems provide a close quantity of temperature-controlled areas, and the low-temperature variability affects the structure or packing density during the final output. This improves the efficiency of the given process overall and enables better quality of the finished product.
- Efficient Drive Systems: Investing in more robust extruder drive systems can enhance energy effectiveness and lower energy consumption. Modern drive components like servo motors improve control of the screw speed, thus allowing greater freedom in varying the operating parameters.
- In-Line Monitoring and Control: Combining modern monitoring systems with advanced control methods enhances the process and its regulation. On-line measurements of operating variables such as melt temperature, melt pressure, and melt flow rate can help deliver effective maintenance procedures and control the extent of process fluctuations.
Screw extruder technology can easily be enhanced with the incorporation of these technologies by the users to achieve greater throughput, better energy use, and higher quality end products. One must undertake continuous interaction with the relevant experts, make use of available literature, and follow recent trends to gain maximum satisfaction from the implementation of such innovations and constantly enhance various processes related to extrusion.
What Are the Innovations in Single Screw Extruder Technology?
Recent Advances in Extrusion Machine Technology
Modern technology in the field of extrusion equipment has brought about immense changes in single-screw extrusion, which have greatly enhanced the product’s productivity, energy, and quality. So many innovations have been facilitated by various research and development activities in the sector. Some of the developments in recent times are as follows:
- Screw Designs for Better Performance: There have been improved screw designs with the likes of barrier screws and grooved feed sections that have improved the conveying, melting, and mixing functions of the single screw extruders. These developments facilitate the extrusion process and enhance the end product’s quality and uniformity.
- Modern Heating and Cooling Systems: Modern heating and cooling systems have improved the ability to precisely maintain the extruder barrel temperature. Such temperature control optimizes the processing conditions, increases energy efficiency by minimizing excess heat dissipation, and enhances overall equipment effectiveness.
- Automatic Control Systems: The new control systems, which include in-line monitoring and control algorithms, have made it possible to maintain optimum melt temperature, pressure, and output rate that meet specifications. This not only enhances control over the process but also minimizes deviations, hence improving product quality.
Recent innovations in technology enabling the development of extrusion machines have contributed towards a quicker speed, less energy consumption, and higher product quality, especially in single screw extrusion. Thus, manufacturers, by using these innovations and becoming acquainted with the recent trends in the industry, can fine-tune their extrusion methods and improve business activities without interruption.
The Future of Single Screw Extrusion
The future of single screw extrusion appears to be further progress toward new significant developments which will change the industry. There is active investment in research and development to increase the efficiency and potential of a single screw extruder. Here are some key areas of development:
- Increased Screw Features: The redesign of screw geometry and channel configuration aimed at increasing mixing, melting, and backflow has been a key element of ongoing research. The ultimate aim of such features is to improve the melting and extrusion processes and the resulting end products.
- New Heating and Cooling Methods: New temperature control technologies are under development that would enable better pouring temperature adjustments throughout the length of the extruder barrel. These systems improve processing parameters and result in lower energy consumption caused by constant heat dissipation.
- Control Improvements: Better control strategies, such as inline inspection and automatic process control algorithms, enable more precise and timely changes to critical parameters. This results in better process control with less variability and improved overall quality of the extruded materials.
Consequently, it enables the manufacturers to streamline their extrusion operations, increase productivity, lower energy usage, and improve product quality. And within such a dynamic environment, it will be crucial to have information about what’s new around and to put new findings into practical use to enhance the performance of single screw extrusion processes.
How Single Screws Are Evolving
A single screw extruder’s importance was only limited to the quality of output rather than the design and functionality in the years atmospheric during throughput. However, it is evident now that to improve the fresh yield, energy spent, and the overall structural well-being of a single screw extruder, a lot has been done. Here is a glimpse of how single-screw extruders are evolving:
- Improved Mixing and Dispersion: Enough literature is available which proves the fact that alternate screw designs can and do affect the quality of the end product. At the same time, these developments do the opposite and lead to better product quality as one would need to mix better, ensuring dispersing ingredients is consistent and uniform.
- Temperature Control: Better and more innovative cooling and heating mechanisms allow for tighter temperature control along an extruder’s barrel, which results in better processing and energy optimization.
- Smart Control Systems: Advanced controls, such as In-line control and monitoring and control algorithms, enable direct modification of extruder parameters, cultivating efficient autometrics.
Manufacturers now have the leverage of better extrusion methods using the new technologies, increasing the yield rate and product quality while consuming less energy. The only consistency there lies in being aware of what is happening around them for technology and single-screw extrusion processes.
Frequently Asked Questions (FAQs)
Q: What is a single screw extruder, and what is its function?
A: A single screw extruder is one kind of extruder machine utilized in the plastic industry. Its structure comprises a heated barrel with a revolving single screw placed normal to its axis. The screw moves heats, and decodes the grains during the propulsion process in the extruder. The material is then heated, compressed, and forced through a die, producing shaped plastic products.
Q: What is the difference between a single-screw extruder and a twin-screw extruder?
A: A single-screw extruder consists of a single screw, while a twin-screw extruder consists of two intermeshing screws, whereas a single-screw extruder has only one. The performance of twine screw extruders is generally better because they are more flexible in application as to mixing. In contrast, single screw extruders tend to be mainly more simple and cheaper to use on some tasks.
Q: What are some components of a single-screw extruder?
A: Several components make the single-screw extruder operational, which include the feed hopper, and barrel, which has the rotating screw, heater, cooling, die, as well as the control system. The screw is situated at the center of the extruder and performs the key function of conveying and mixing the feedstock. The heated barrel envelops the screw, which aids in the melting of the plastic. The die is used to mold the molten plastic into a specified shape.
Q: Can you provide some examples of materials suitable for processing with a single screw extruder?
A: Single screw extruder is fairly flexible in that it can be used with several thermoplastic materials. Such materials include polyethylene (PE), polypropylene (PP), polystyrene (PS) as well, and PVC. Some can also take on certain thermoplastic elastomers and even some compounds. The specific material selected is based on the particular requirements for the application of the end product.
Q: What is the significance of screw geometry regarding the operation of a single-screw extruder?
A: A single screw extruder is said to make use of specific screw geometry, which tends to be quite important in its efficient operation. In a counter-rotating twin screw extruder, the screw length, the diameter of the screw, and the design of screw flights are all important factors that influence the process. The use of barrier screws, which represents a specific type of screw design, helps increase the mixing and the melting and the homogeneity of a plastic material. The screw geometry can be adapted to materials and intended end-use to optimize material output and quality of product.
Q: Why opt for a plastic single-screw extruder?
A: As far as the processing of plastics is concerned, single-screw extruders have many advantages. For one, they are more straightforward in configuration, which enhances their simplicity in operating and servicing. They are inexpensive on many applications and can operate reliably. Single screw extruders also have a lot of applications since they can process a wide range of materials. The extrusion of thermoplastics and the production of continuous profiles, sheets, and films are instrumental.
Q: Artificial Plastic Stratifying Wasting Extruder?
A: A plastic extruder is an important component of the manufacturing technology of several plastic commodities. It makes it possible to use plastic materials in a solid state and in any form. The extruder creates a continuous process necessary for the economical output of such products as pipes, sheets, films, profiles, and the like. It also facilitates the incorporation of various fillers and additives into the plastic for better enhancement of the end product.
Q: Which variables are of critical importance in the functioning of the extruder as well as the final product obtained from the extruder?
A: Various determinants exist concerning the extruder’s performance and final enlarging item. These are the type of material being processed, screw speed, barrel temperature profile, feed rate, and die design. The degree of shear applied to the material, the length of time the material is held in the extruder, and the effectiveness of the plasticizing process are also very important factors. The proper control of these variables is required to maintain uniform product quality and improve extruder efficiency.
Reference Sources
1. “Converging-Diverging Flow in New Extruder and Its Use in Film Blowing” by Yin et al. (2014) (Yin et al., 2014, pp. 552–557)
Key Findings
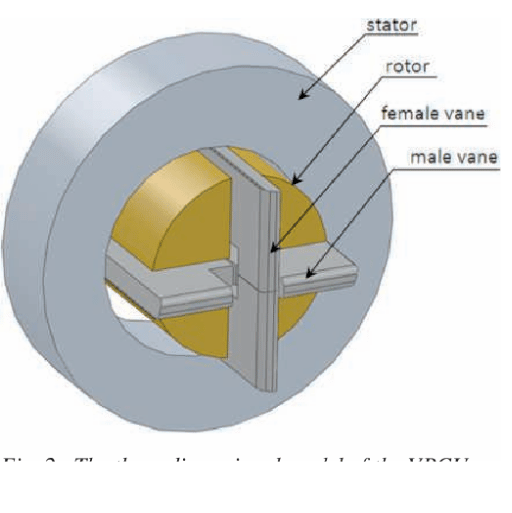
- A new concept of an extruder based on converging-diverging flow geometry for polymer processing has been developed.
- This extruder includes four vane plasticizing and conveying units (VPCU) and three blending units.
- In the experimental studies, it was observed that the die pressure had minimal influence on output and that as much CaCO3 as possible could be incorporated into the blend without affecting the parts’ effectiveness.
Methodology:
- Details of the working principle of the designed new extruder are described.
- Films based on CaCO3-filled LDPE composites were produced, and their mechanical properties and microstructure were investigated.
2. The work done by Mori Dhaval et al., “Twin-Screw Extruder in Pharmaceutical Industry: History, Working Principle, Applications, and Marketed Products: an In-depth Review” (Dhaval et al., 2020, pp. 294-318).
Summary of Findings:
- Analyzed the evolution, functionality, uses, and items produced by twin-screw extruders in medicine.
Methodology:
- Went through the publications concerning the twin screw extruders in the pharmaceutical setting.
3. “Research of the energy efficiency of a modernized single-screw extruder body” by V. Vytvytskyi et al. (2023) (Vytvytskyi et al., 2023)
Key Findings:
- They proposed placing thermal conductive paste in the gap within connecting cylindrical surfaces situated at the feeder portion of the single-screw extruder cylinder.
- The application of thermal paste was able to lower the thermal resistance of the cylinder wall by about 9%, and all consolidation equalized the temperature field along the length of the feeder section.
Methodology:
- The thermal calculations of the feeding section cylinder’s original and actualized features were performed using the Steady Thermal model in the Ansys Program.
- Selected polyvinyl chloride as the polymer to be recycled/ remolded and thermal paste with a thermal conductivity of 4 W/(m·K) as the filler for the annular space.
4. “Modeling the Homogenization Process of Polyethylene Compositions in a Single-Screw Extruder with a Maddock Mixing Element” by H.S. Podyman et al. (2021) (Podyman et al. 2021, pp. 517-526).
Key Findings:
- Increasing the polymer’s residence time while adding a reaction stage after the homogenizing stage to decrease excessive shearing is the main objective proposed in a 4-stage single screw reaction extruder that also has a reaction stage coming after the homogenizing stage.
Methodology:
- Explained the operational principle of the 4-stage single screw reaction extruder by evaluating/simultaneously analyzing the dynamics of the silane grafting reaction.
- We have also outlined a more straightforward approach to estimating the time the polymer in a molten state will take.
5. The paper by A. Dorokhov et al., titled “MATERIAL MOVEMENT WITHIN A SINGLE-SCREW EXTRUDER,” was published in 2021. (Dorokhov et al., 2021)
Key Findings:
- Proposed two approaches for the modeling of material motion in the single screw extruder; one is applicable to viscous flow materials, and the second for regions of the feeder, pump, and compression where the operating pressure is applied.
Methodology:
- Describe the single-screw extruder’s compression mechanism, which encompasses the forcing screw unit and the function of material feeding and its compression.
6. The paper titled “OPTIMIZATION OF HOLES IN THE MATRIX OF A SINGLE-SCREW EXTRUDER FOR PROCESSING OF POULTRY MANURE” by M. Potapov et al. is published in 2020(Potapov et al., 2020, pp. 42–48)
Key Findings
- An advanced poultry manure extruder with an improved vacuum system has been developed to help preserve energy while decreasing the moisture content of chicken waste.
- The rheology of vegetable components containing manure governed the extruder matrix’s optimal perforation quantity.
Methodology
- Manure extrusion pressure was observed as a function of time to evaluate the structure behavior during the poultry waste processing extruder cycle.
- We also determined the parameters of team variations σ0 (stress normal at pore level), τ0 (force motion at a certain angle on the pore surface), α and β (the slope of the line), and total orifice area.
7. “Effect of selected working parameters of single screw extruder on energy consumption in the extrusion process” by Tomasz, E. Ski (2014) (Tomasz & Ski, 2014)
Key findings
- Swelling of the die diameter leads to a decrement in extrusion energy used regardless of the raw material moisture content.
Methodology
- Looked at the influence of die diameter and moisture content of the raw material on the evolution of energy expenditure during an extrusion process conducted in a single screw extruder machine.
8. The study “Numerical Simulation of Polymer Solutions in a Single-Screw Extruder” is an authored work by A. Kadyirov et al. (2019) (Kadyirov et al., 2019) and is under review in the Extrusion and Injection Mold Branch.
Conclusions:
- Developed a three-dimensional mathematical model for the flow of the polymer solutions in the metering zone of a single screw extrusion.
- Studied the effect of screw geometry (L/D2 = 1…3) on flow regime and pressure drop at a rotational speed of not more than 60 rpm.
Methodology:
- Examined 0.5% polyacrylamide aqueous solution and 1.5% sodium salt of carboxymethyl cellulose solution as the working fluid.
9. Polymer