




در جوشکاری یا هر کار دستی، تکنیک، نیروی اعمال شده، مواد مورد استفاده و بسیاری از جنبه های دیگر بر کیفیت و استحکام محصول نهایی تأثیر می گذارد. در میان بسیاری، یکی از اجزایی که به مس می آید، خود جوش است. متأسفانه، عباراتی مانند «جوش پشتی» و «جوش پشتی» اغلب اشتباه برداشت میشوند که حتی در بین کاربران با تجربه باعث سردرگمی میشود. هدف این مقاله نشان دادن تفاوتهای بین این دو و توضیح مزیتها، کاربردها و نحوه مشارکت آنها در فرآیندهای جوشکاری است. در صورت وجود فضا، مقاله نحوه استفاده از پشتی مسی در این روشهای جوشکاری و مزایای هر یک از این روشها را توضیح میدهد.
جوش پشتی چیست و چرا استفاده می شود؟

به دست آوردن اصول اتصالات جوش
اتصالات جوش را می توان به عنوان نقاط یا لبه های دو یا چند ماده (بیشتر فلزات) تعریف کرد که در طول فرآیند جوشکاری به هم متصل می شوند. انواع اصلی اتصالات جوش عبارتند از: اتصال لب به لب، اتصال گوشه، اتصال لبه، اتصال لبه و اتصال سه راهی. هر کدام از جنبه ها با بعدی متفاوت است و با توجه به طراحی مجموعه، قابلیت بارگذاری و مواد مورد استفاده انتخاب می شود. انتخاب و آماده سازی مناسب اتصال جوش برای استحکام، دوام و کارایی جوش مهم است.
اهمیت نوار پشتیبان در جوشکاری
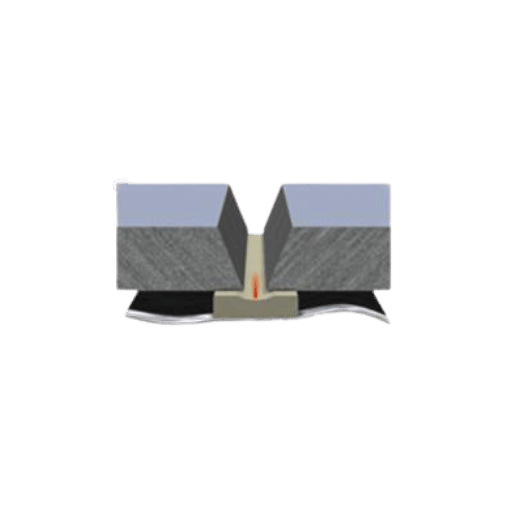
یکی از مهمترین ویژگی های نوار پشتیبان تضمین کیفیت بالای جوش ها به ویژه در مورد اتصالات جوشی با ضخامت زیاد است. نوارهای پشتیبان در قسمت عقب اتصال اعمال می شود تا پشتیبانی را تسهیل کند و اطمینان حاصل شود که فلزات پایه برای جوشکاری کاملاً ذوب شده اند. نوار پشتیبان با جلوگیری از خروج فلز جوش مذاب از محل اتصال به کاهش عیب جوش کمک می کند. این عیوب شامل نفوذ ناقص، تخلخل و عدم ذوب است.
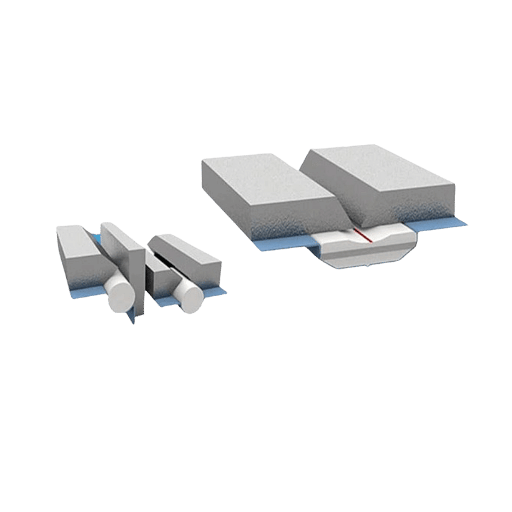
نوارهای پشتی اغلب از مواد مشابه فلزات پایه جوش داده شده مانند مس یا فولاد ساخته می شوند و بسته به مورد می توانند دائمی یا قابل جابجایی باشند. به عنوان مثال، نوارهای پشتی مسی بدون عیب هستند زیرا پشتی آنها به دفع گرما کمک می کند و از اعوجاج بیش از حد فلز جلوگیری می کند. استفاده از نوارهای پشتی سرامیکی نسبتاً جدید است پیشرفت تکنولوژی، و به دلیل پایداری در دمای بالا، از بسیاری از برنامه های کاربردی سخت پشتیبانی می کنند.
در جوشکاری از پایین، نوارهای پشتیبان در جایی که دسترسی به طرف دیگر اتصال در دسترس نباشد، مفید است. مانند کشتی سازی و ساخت خطوط لوله، نوارهای پشتیبان جوش هایی را که نیاز به نفوذ و تقویت دارند پشتیبانی می کنند و به استحکام سازه کمک می کنند. برخی از محققان پیشنهاد میکنند که نوارهای پشتیبان در این موارد میتوانند دوام جوش را با کاهش احتمال خرابی در زیر بار افزایش دهند.
بسیار مهم است که نوار پشتیبان به طور دقیق نصب شود. در غیر این صورت احتمال نقص و عملکرد ضعیف بیشتر خواهد شد. استفاده از بازرسی، اتصالات و انتخاب مواد باید با نهایت دقت انجام شود تا عملکرد مطلوب نوارهای پشتی برای عملیات جوشکاری به دست آید.
دانستن زمان استفاده از پشتیبان در پروژه های جوشکاری
پشتیبان جوش باید برای پروژه های جوشکاری ذوبی زمانی که نیاز به افزودن پشتیبانی برای جوش های قوی و قابل اعتماد وجود دارد، اعمال شود. در کاربردهایی که نفوذ کامل لازم است، مانند جوش های سازه ای یا سیستم های فشار بالا مفید است. هنگام کار بر روی مواد حساس به عیوب ریشه و همچنین زمانی که اتصال جوش برای تحمل بار نیاز به حمایت اضافی دارد، از پشتیبان استفاده کنید. این تکنیک بهترین تراز قطعات جوش داده شده را به دست می آورد، عیوب را کاهش می دهد و یکپارچگی و استحکام اتصال را افزایش می دهد.
پشته مسی از چه راه هایی کیفیت جوش را افزایش می دهد؟
فواید مس و خواص آن در تکامل جوشکاری
به دلیل هدایت حرارتی و الکتریکی فوق العاده مس، می توان از آن به طور موثر در کاربردهای جوشکاری استفاده کرد. رسانایی حرارتی بالای آن گرمای بیش از حد را به حداقل می رساند و در عین حال تضمین می کند که جوش به اندازه کافی گرم می شود و احتمال بروز عیوب جوش را کاهش می دهد. سطح مس نیز غیر واکنشی است و بنابراین آلودگی به حداقل می رسد. استحکام و نرمی آن به آن اجازه می دهد تا در بسیاری از پیکربندی های اتصال استفاده شود، بنابراین از اتصال جوش داده شده بهتر پشتیبانی می کند و در عین حال درجه نفوذ جوش را بهبود می بخشد. این باعث افزایش کیفیت جوش و افزایش قابلیت اطمینان در کاربردهای حیاتی می شود.
کاربرد پشتی مسی در جوشکاری خطوط لوله
جوشکاری خط لوله با استفاده از پشتی های مسی آسان تر می شود، زیرا پشتیبان مسی پشتیبانی پایداری از جوش ارائه می دهد و کنترل گرما را بهبود می بخشد. پخش یکنواخت گرما را برای جلوگیری از مشکلات رایج مانند اعوجاج و همچنین سوختگی فراهم می کند و جوش دقیق را در طول کاربردهای خط لوله مهم تضمین می کند. استحکام و همجوشی مس با آلایندهها، تمیزی و قوام جوشها را بهبود میبخشد که آن را به ابزاری مهم در حفظ یکپارچگی ساختاری در خطوط لوله تبدیل میکند.
مقایسه بین مواد پشتیبان سرامیکی و مسی
- مقاومت در برابر حرارت. مواد پشتی سرامیکی در مواردی که به دمای بسیار بالا مربوط می شود بسیار عالی هستند، آنها در برابر حرارت بسیار مقاوم هستند زیرا می توانند تغییر شکل را حفظ کنند. مس می تواند گرمای زیادی را تحمل کند، با این حال او توانایی کاهش تنش حرارتی بیشتری را دارد.
- قابلیت استفاده مجدد پشتی های مسی بسیار سخت و مستحکم هستند، بنابراین می توان آنها را چندین بار مورد استفاده قرار داد در حالی که پشتی های سرامیکی، به دلیل ماهیت شکننده، مستعد ترک خوردن هستند و یک بار مصرف هستند.
- کیفیت جوش مس همچنین کیفیت جوش را بهتر می کند. آلودگی ها کاهش می یابد زیرا پشتیبان ها تمیزتر هستند. برای بقیه او، مس کمک زیادی نمی کند. همانطور که در بالا نوشته شد، سرامیک کمک می کند، اما برای حمایت از لیوان فلز مذاب، مانع محکمی ایجاد می کند، اما در صورت عدم مراقبت می تواند آسیب ببیند.
- بهره وری هزینه کاکورادا پشت پرسلن هزینه عاقلانه ای دارد اما مس در ابتدا هزینه بیشتری دارد. مس هر چند پس از استفاده از مس پس انداز زیادی دارد زیرا به دلیل چقرمگی، دوام و حداکثر فاسد نشدنی بودن آنها است.
پس از تجزیه و تحلیل استدلال های مختلف به نفع هر یک از مواد، آشکار می شود که همه چیز به جزئیات عملکرد رباتیک جوش بستگی دارد. نوع سفارش، قدرت جوشکاری، تمکن مالی.
تکنیک های مختلف جوش پشتی جوش
بهبود جوش های پشتی با بهینه سازی روش ها با جوشکاری TIG
برای بهبود کارایی روش های جوشکاری TIG با جوش های پشتی، اقدامات زیر باید همیشه تضمین شود:
- آماده سازی مشترک – اتصال را طوری برش دهید که جوش سطحی تمیز داشته باشد که عاری از روغن، زنگ زدگی، کثیفی و سایر آلودگی های ناخواسته باشد. چنین آماده سازی از عیوب جوش جلوگیری می کند و کیفیت کلی جوش را افزایش می دهد.
- کنترل گرما – جریان خروجی جوشکار و گرمای جوشکار را با دقت کنترل کنید تا مطمئن شوید که قطعه کار بیش از حد گرم نمیشود، زیرا این امر میتواند منجر به ذوب شدن مواد زیرین و جوش شود و به یکپارچگی جوش آسیب برساند.
- انتخاب الکترود - از الکترود تنگستن استفاده کنید که بیشتر با مواد جوش داده شده مناسب است. به عنوان مثال استفاده از تنگستن 2% که برای جوش های دقیق با کیفیت بالا مناسب تر است.
- سازگاری مواد پشتیبان - مواد پشتی برای پشتیبان گیری قطعه کار استفاده می شود و برای پشتیبانی بهتر و تنش حرارتی کمتر در حین جوشکاری باید با قطعه کار سازگار باشد.
رعایت این مراحل در مشکلات رایجی مانند تخلخل یا همجوشی ناقص همراه با کیفیت جوش و مسائل یکنواختی دست بالا میدهد.
دستیابی به نفوذ کامل با روش جوشکاری
در جوشکاری، چند عنصر وجود دارد که اگر به درستی مورد توجه قرار گیرد، دستیابی به نفوذ کامل را ممکن می سازد.
- آماده سازی مناسب مفصل - کاملاً تمیز کردن سطوح جوش برای حذف مواد ناخواسته را آماده کنید و در صورت لزوم با تراز کردن و کمک به اریب، مفصل را آماده کنید.
- ورودی گرمای بهینه – برای ضخامت فلز پایه تنظیم شده، آمپر و ولتاژ صحیح را برای ماده پایه انتخاب کنید تا تضمین شود که جوش تا پایان اتصال نفوذ کند.
- سرعت صحیح سفر - با سرعت حرکت ثابت که کنترل می شود، برای جلوگیری از گرم شدن بیش از حد یا کاهش سطح، نباید اجازه گرمای بیش از حد داده شود.
- بکارگیری تکنیک های پشتوانه سازی - در صورت لزوم، می توان از یک میله پشتی یا گاز تصفیه برای کنترل حوضچه جوش استفاده کرد و امکان نفوذ کامل را فراهم کرد.
با کنترل این عوامل می توان به جوش کامل اتصال دست یافت که منجر به جوش قوی تر و مطمئن تر می شود.
اهمیت نماد جوش در فرآیندهای جوش برگشتی
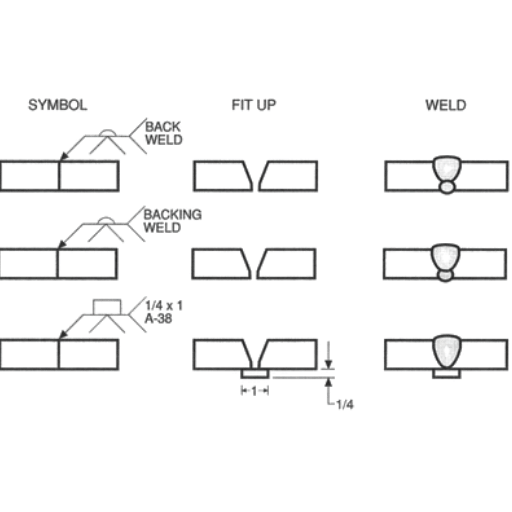
نمادهای جوش جزء حیاتی فرآیندهای جوش پشتی هستند زیرا تبادل اطلاعات واضح در مورد نیازهای جوش و سایر اطلاعات را تسهیل می کنند. هر نماد به عنوان وسیله ای برای تخصیص اطلاعات مربوط به پیکربندی اتصال و روش جوشکاری مورد نیاز همراه با نتایج مورد نظر از جوش نهایی عمل می کند. استانداردهای AWS (انجمن جوشکاری آمریکا) تاکید دارند که نمادهای جوش عناصر اساسی برای کمک به جلوگیری از اعوجاج در تفسیر در طول دوره های ساخت و ساز هستند.
نماد جوش پشتی به طور خاص به محل قرارگیری و نحوه اعمال تقویت کننده جوش در طرف مقابل یک اتصال اشاره دارد. این کار برای تضمین نفوذ کامل و یکپارچگی ساختاری اتصال جوش انجام می شود. اهمیت این امر در شرایط پرتنش مانند مخازن تحت فشار و سازههای هوافضا، و همچنین در سیستمهای لولهکشی که جوشها به دلیل ضخامت نفوذ ناقص آنها ساخته میشوند، آشکار میشود، زیرا چنین نقصهایی میتواند منجر به شکستهای فاجعهبار شود. شواهدی وجود دارد که توسعه یک سیستم روشن و بدون ابهام از نمادهای جوشکاری، سطح خطا را تا 30٪ کاهش می دهد و انجام پروژه ها را کارآمدتر می کند.
نمادهای جوش همچنین اطمینان حاصل می کنند که هیچ انتهای شلی وجود ندارد که به ارتباط بین مهندسان طراح، سازندگان و بازرسان کیفیت کمک می کند. این امر میزان کار مجدد مورد نیاز را به حداقل می رساند و رعایت معیارهای کنترل کیفیت مانند ISO 5817 را افزایش می دهد که سطح ایرادات و عیوب جوش ها را کنترل می کند. علاوه بر این، سیستمهای CAD مدرن کتابخانههایی از نمادهای جوش را در خود جای داده و نیاز به ورود دستی را از بین میبرند و در نتیجه احتمال اشتباهات تایپی را کاهش میدهند و اطمینان میدهند که اطلاعات ارائه شده در نقشههای فنی یکنواخت است. پیروی از این توصیه ها اطمینان حاصل می کند که متخصصان به درجه لازم از کیفیت جوش های پشتی در رابطه با ایمنی عملیاتی و الزامات عملکرد دست می یابند.
جنبه های بازسازی برای دستیابی به کیفیت جوش با پشتیبان.

استراتژی های درون خطی برای نفوذ کامل مشترک (CJP)
به منظور دستیابی به نفوذ کامل مشترک (CJP)، استراتژی های زیر را اجرا کنید:
- آماده سازی مناسب مفصل: فلزات پایه را با از بین بردن هرگونه زنگ زدگی، روغن یا زباله کاملاً تمیز و آماده کنید تا نفوذ جوش بهینه حاصل شود.
- طراحی صحیح شیار: از زاویه شیار و باز شدن ریشه مناسب با توجه به ضخامت مواد و الزامات فرآیند جوشکاری استفاده کنید.
- پیش گرم کردن در صورت نیاز: پیش گرم کردن مواد مفید است و پتانسیل عیوب جوش را به ویژه در فولادهای ضخیم تر یا آلیاژی کاهش می دهد. به آنچه که توسط کدهای جوشکاری مربوطه ارائه شده است پایبند باشید.
- مواد پرکننده مناسب را انتخاب کنید: را انتخاب کنید مواد جوش پرکننده که مطابق با فلز پایه ای است که روی آن کار می شود تا از استحکام در حین و بعد از جوشکاری اطمینان حاصل شود.
- استفاده از مواد پشتیبان: میلههای پشتی، حلقهها یا نوارهای سرامیکی را بچسبانید که امکان پشتیبانی از حوضچه جوش را فراهم میکند تا نفوذ کامل حاصل شود.
- تمرین مهارتی: از جوشکاران معتبری استفاده کنید که بسیار ماهر هستند و می توانند اطمینان حاصل کنند که یک تکنیک یکنواخت به طور مداوم اجرا می شود و در عین حال به مشخصات پروژه پایبند هستند.
اینها در مجموع شانس به دست آوردن یک جوش CJP قابل اعتماد و سازگار در محدوده ایمنی و ساختاری را افزایش می دهند.
استراتژی های آماده سازی ریشه اتصال جوش
- پاکسازی ناحیه ریشه: اطمینان حاصل کنید که ریشه محل جوش عاری از هرگونه چربی، روغن، زنگ زدگی یا کثیفی است که می تواند آن را آلوده کند. برای اتصالات جوش نشده، از برس سیمی یا آسیاب استفاده کنید. اگر اتصال جوش داده شده است، از یک پاک کننده شیمیایی استفاده کنید.
- آماده سازی لبه: لبه های اتصال را با روش جوشکاری مناسب مانند شیار یا شیار آماده کنید که امکان نفوذ کافی را فراهم می کند. از طرح های اتصال تجویز شده مندرج در کدهای جوشکاری مربوطه استفاده کنید.
- تراز صحیح: اطمینان حاصل کنید که محل اتصال به درستی قرار گرفته است تا فضای شکاف ریشه ثابت باشد. این امر به جلوگیری از شرایطی که می تواند جوش ضعیفی ایجاد کند کمک می کند.
- در صورت لزوم از قبل گرم کنید: هنگام کار با فلزات خاص، برای کنترل تنش حرارتی و به حداقل رساندن عیوب مانند ترک خوردگی، پیش گرم کنید. فراموش نکنید که پیش گرم کردن بر اساس استاندارد خاصی از مواد است.
- بررسی شکاف ریشه: شکاف ریشه را بررسی کنید و مطمئن شوید که با الزامات تعیین شده برای فرآیند جوشکاری انتخاب شده مطابقت دارد. شکاف مفصل باید در تمام طول مفصل ثابت باشد.
اعمال این اقدامات باعث می شود که جوش های تولید شده از استحکام بهینه برخوردار بوده و هیچ گونه عیب و نقصی نداشته باشند.
به حداکثر رساندن استفاده از تکنیک های سنگ زنی در جوشکاری
به عنوان یک مهارت همراه برای جوشکاری، آسیاب می تواند برای افزایش کیفیت جوش مفید باشد. قبل از شروع جوشکاری، باید سنگ زنی انجام شود تا هرگونه زنگ زدگی، رنگ و سایر آلودگی های سطح سطح از بین برود. این امکان نفوذ عمیقتر جوش را فراهم میکند و در عین حال احتمال بروز عیبهای متعدد را کاهش میدهد. پس از جوشکاری، با از بین بردن سرباره یا پاشش، می توان از سنگ زنی در صیقل دادن مهره همراه استفاده کرد. این یکپارچگی سازه و همچنین زیبایی شناسی جوش را افزایش می دهد. جوش نهایی زمانی بهترین است که از ابزار مناسب و مواد ساینده نسبت به فلز خاصی که روی آن کار می شود استفاده شود. توصیه می شود برای یک روش آسیاب ایمن از روش های ایمنی مناسب پیروی کنید که می تواند شامل پوشیدن برخی لباس های محافظ باشد.
به دنبال درک تمایز اتصالات جوش پشتی و جوش.
مقایسه بین جوش پشتی و جوش اصلی.
جوش اصلی که به عنوان جوش اصلی نیز شناخته می شود، یک جوش تعیین کننده را توصیف می کند که برای ادغام دو جزء فلزی روی سازه برای تضمین تداوم انجام می شود. این شکل پیچیده ترین و اصلی ترین جوش را در هر سازه ای نشان می دهد.
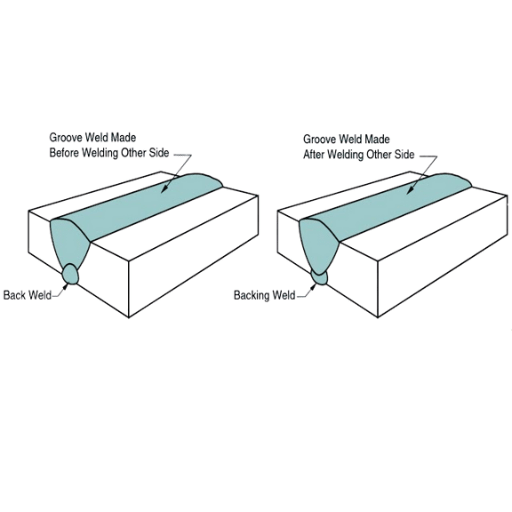
جوش پشتی جوشی است که در سمت عقب اتصال ایجاد می شود تا در صورت نیاز به پشتیبانی از جوش اولیه کمک کند. شکلی از جوش شیاری یک طرفه است. جوش های پشتی برای اتصالات خاصی استفاده می شود که برای اطمینان از نفوذ کامل و کمک به از بین بردن فضای خالی یا عدم همجوشی، به ویژه در اتصالات با تنش زیاد، باید تنش زدوده شوند.
نمونه هایی از تمایزات کلیدی در اهداف و مکان آنها قرار دارند. در حالی که هدف جوش اصلی ایجاد یک اتصال خوب است، هدف جوش پشتی افزایش استحکام و در نتیجه قابلیت اطمینان است. هر دو به یک اندازه در ارائه اتصالات با کیفیت که نقصی در کاربردهای بحرانی ندارند، مهم هستند.
سمت جوش: جلو در مقابل پشت
قسمت جلویی جوش به سطح یا طرفی از اتصال اطلاق می شود که در بیشتر موارد مهره اصلی جوش روی آن قرار دارد. عمدتاً سمتی است که در معرض دید عضو قرار دارد و برای استحکام جوش بسیار مهم است.
قسمت پشتی جوش جایی است که در صورت لزوم کارهای اضافی مانند جوش های پشتی برای تقویت اتصال انجام می شود. این طرف از نفوذ کامل اطمینان حاصل می کند و هر گونه مشکل احتمالی مانند عیوب ذوب ناقص را که یکپارچگی جوش را افزایش می دهد برطرف می کند. در مصارف حیاتی، برای انجام یک جوش قابل اعتماد، که دارای استانداردهای خاصی هستند، هر دو انتهای باید بررسی و به درستی پردازش شوند.
موقعیت هایی که به جوش های پشتی یا پشتی نیاز است
این روش های جوشکاری اغلب در صنایعی استفاده می شود که یکپارچگی اتصال به اندازه صنعت هوافضا، ساخت مخازن تحت فشار یا اتصالات لوله و ساختمان سازه مهم است. این روش های جوشکاری در مواردی که نیاز به نفوذ خوب و احتمال خرابی کم به دلیل تنش یا فشار وارده به اتصالات سفت وجود دارد، دارای مزیت بزرگی هستند.
به عنوان مثال، با جوش لوله، جوشکاری پشتی تضمین می کند که ریشه جوش داخلی به طور کامل نفوذ کرده و قادر به حفظ استحکام کامل است که برای لوله هایی که مایعات و گازهای با فشار بالا را حمل می کنند ضروری است. به همین ترتیب، برای ساخت مخازن تحت فشار، جوش های پشتی به تقویت اتصال کمک می کنند تا ظرف بتواند فشار داخلی را بدون آسیب رساندن به ساختار تحمل کند.
دادهها نشان میدهد که بخشهای خاصی مانند پتروشیمی و تولید برق، تمایل به استفاده از جوشکاری معکوس دارند تا رعایت ایمنی دقیق را رعایت کنند. ثابت شده است که اجرای صحیح روش های جوشکاری پشتی در حین ساخت، شکست جوش را تا 40 درصد به حداقل می رساند که نشان دهنده کارایی آن در افزایش قابلیت اطمینان است.
علاوه بر این، جوشهای پشتی در برآورده کردن کدها و استانداردهای جوشکاری مانند ASME یا AWS بسیار مهم هستند. این دستورالعملها اغلب جوشهای پشتی یا پشتی را برای کاربردهای مهم در اتصال به منظور افزایش ایمنی و عملکرد پیشنهاد میکنند یا الزام میکنند. این روشها که همجوشی منافذ را تقویت میکنند و در عین حال عیوب را اصلاح میکنند، اجزای حیاتی روشهای جوشکاری مدرن هستند.
سوالات متداول (FAQ)
س: جوش پشتی را از جوش پشتی متمایز کنید.
پاسخ: جوش پشتی پس از اتمام قسمت جلویی جوش انجام می شود، در حالی که جوش پشتی قبل از جوش اصلی انجام می شود. یک جوش پشتی در طول فرآیند همجوشی با اتصال یکپارچه می شود در حالی که یک جوش پشتی هدف تقویت جوش اصلی را انجام می دهد.
س: چه موادی برای جوش پشتیبان محبوب هستند؟
پاسخ: یک جوش پشتی را می توان از چندین ماده مانند مس، مواد سرامیکی و یا حتی فلزات پایه مواد در حال جوش تولید کرد. محبوبیت مس ناشی از رسانایی حرارتی و همچنین ویژگی های نچسب آن است. جوشكاران ديگر از نوعي از نوارهاي پشتيبان موقت ساخته شده از ورق مس يا مواد ديگري كه پس از جوشكاري در معرض حذف قرار مي گيرند، استفاده مي كنند.
س: تاثیر پشتی مسی بر فرآیند جوشکاری چیست؟
پاسخ: پشتی مسی به مدیریت حوضچه جوش و کاهش سوختگی در حین عبور ریشه کمک می کند. به عنوان یک هیت سینک، نفوذ نرم تر را در قسمت جلویی و جوش های بهتر را امکان پذیر می کند. ورق مسی می تواند مهره جوش را با استفاده از خطوط مرجع تعیین و اندازه کند و این کار را به راحتی انجام می دهد.
س: چه زمانی لازم است ابتدا یک جوش پشتی تکمیل شود؟
پاسخ: در برخی کاربردهای پیچیده و حیاتی، در WPS الزامی است که از نفوذ و پشتیبانی کامل جوش اولیه اطمینان حاصل شود که ابتدا یک جوش پشتی تکمیل شود. این امر در مورد اتصالات پر فشار و مواد ضخیم تر که در آن خطر ذاتی آسیب یا اعوجاج در اتصال جوش وجود دارد صادق است.
س: آیا پوشش مسی برای همه فلزات مناسب است؟
پاسخ: همه فلزات با وجود تطبیق پذیری پوشش مسی را نمی توانند بپذیرند. آلیاژهای فولاد ضد زنگ و اکثر فولادها آن را می پذیرند. با این حال، برخی از آلیاژهای آلومینیومی که به مس حساس هستند نیاز به استفاده از اشکال دیگر پشتیبان دارند. برای سازگاری با مواد خاص، همیشه با WPS خود یا یک مهندس جوش مشورت کنید.
س: چگونه پس از اتمام جوشکاری از پشت مسی خلاص می شوید؟
پاسخ: پشتی مسی به گونه ای طراحی شده است که برداشته شود، بنابراین به طور مکانیکی به جوش متصل نمی شود. پس از جوشکاری، معمولاً می توان آن را پس از ضربه زدن اندک یا کندن آن از درز جوش جدا کرد. در برخی موارد، ممکن است نیاز به کوبیدن یا کوبیدن به عقب که مس باقیمانده را حذف میکند تا از یک پروفیل جوش تمیز اطمینان حاصل شود. هنگام کار با مواد پشتی، همیشه اقدامات ایمنی را رعایت کنید.
س: آیا می توانید در مورد مزایای استفاده از پشتی مسی در جوشکاری صحبت کنید؟
پاسخ: پوشش مسی فواید زیادی دارد، مانند کاهش سوختگی در مواد نازکتر، تقویت پشتیبانی حوضچه جوش در حین نفوذ، و بهبود ظاهر سمت ریشه جوش و کاهش نیاز به پشت کردن. علاوه بر این، باعث افزایش سرعت جوشکاری و کاهش سوراخ های جوش یا سایر عیوب در پاس ریشه می شود.
س: معایب استفاده از پشتی مسی بر روی جوش چیست؟
پاسخ: برای جنبه های مطلوب پوشش مسی محدودیت هایی وجود دارد. ممکن است هزینههایی را برای مواد و همچنین زمان/ تلاش در آمادهسازی اضافه کند، ممکن است نیاز به وسایل خاصی برای پشتیبانی از پشتی داشته باشد، و در صورت عدم استفاده مناسب میتواند منجر به گنجاندن مس در جوش شود. همچنین، پشتی باید قطع شود، که فرآیند جوشکاری را پیچیده می کند.
منابع مرجع
- عنوان: تخمین نفوذ جوش پشتیبان GMA بر اساس پارامترهای هندسه حوضچه جوش
- نویسندگان: جونفن هوانگ، لانگ زو، جیچیانگ هوانگ، یونگ زو، که ما
- مجله: مجله مهندسی مکانیک چین
- تاریخ انتشار: 2019-06-18
- یافته های کلیدی:
- هدف از این تحقیق برآورد جوشکاری پشتی با استفاده از فرآیندهای قوس فلزی گازی (GMA) از طریق تحلیل هندسه حوضچه جوش است.
- این درک در مورد بهینه سازی روش های جوشکاری در مدل پیشنهادی نویسندگان ارائه می دهد که پارامترهای هندسه حوضچه جوش را با عمق نفوذ مرتبط می کند.
- روش شناسی:
- برای توسعه یک مدل پیشبینی برای عمق نفوذ، محققان آزمایشهایی انجام دادند و هندسه حوضچه جوش ایجاد شده در طول جوشکاری GMA را محاسبه کردند.
- عنوان: مطالعه روی جوش پشتی لوله کوره آلیاژی MANAURITE 900
- نویسندگان: وانگ شیائجو
- مجله: فناوری کار داغ
- تاریخ انتشار: 2021-04-28
- یافته های کلیدی:
- استفاده از لوله های کوره آلیاژی MANAURITE 900 نیازمند توجه دقیق به حفظ اکسیداسیون و تضمین کیفیت جوش است. این مقاله همچنین نیاز به محافظت از قسمت پشتی جوش را در حین جوشکاری پشتی برجسته می کند.
- همانطور که مطالعه نشان داده است، استفاده از یک شار محافظ جوشکاری خاص، کیفیت جوش را بهبود بخشیده و اکسیداسیون را کاهش می دهد.
- روش شناسی:
- نویسنده کیفیت جوش را با آزمایش های متعدد پس از مقایسه تکنیک های جوشکاری پشتی کلاسیک همراه با یک شار خاص با جوش پشتی با یک شار خاص آزمایش کرد.
- عنوان: شبیه سازی عددی بر روی تاثیر صفحات پشتی بر دمای اتصال و کیفیت جوش در هوا و FSW غوطه ور AA2014-T6
- نویسندگان: N. Ghetiya، Kaushik M. Patel
- مجله: مجله بین المللی فناوری ساخت پیشرفته
- تاریخ انتشار: 2019-08-29
- یافته های کلیدی:
- این تحقیق تاثیر صفحات پشتی را بر توزیع دما و کیفیت جوش در طول جوشکاری اصطکاکی اغتشاشی آلیاژ آلومینیوم AA2014-T6 بررسی می کند.
- یافتهها نشان میدهد که صفحات پشتی، زمانی که مورد استفاده قرار میگیرند، میتوانند کیفیت جوش را به طور قابل توجهی با حفظ شرایط دما افزایش دهند.
- روش شناسی:
- نویسندگان شبیهسازیهای عددی را برای تخمین میدانهای دما در طول FSW انجام دادند و بررسی کردند که چگونه پیکربندیهای مختلف صفحات پشتی بر افزایش دما و کیفیت جوش تأثیر میگذارند.
- عنوان: تاثیر نوع شیار دوتایی بر نفوذ جوش پشتی در جوشکاری با قوس نوسانی عمودی به بالا MAG
- نویسندگان: X. Cai، S. Lin، Y. Cheng، D. Yang، C. Yang، C. Fan
- مجله: جوشکاری در جهان
- تاریخ انتشار: 2019-06-01
- یافته های کلیدی:
- این مطالعه به بررسی اثرات انواع شیارهای دوتایی مختلف بر نفوذ جوش پشتی در جوشکاری با قوس نوسانی عمودی به بالا MAG میپردازد.
- تحقیقات به این نتیجه می رسد که تنظیمات خاصی از شیارها می تواند به نفوذ و افزایش کیفیت جوش کمک کند.
- روش شناسی:
- نویسندگان جوشکاری تجربی را با تنظیمات شیارهای مختلف انجام دادند و میزان نفوذ و کیفیت جوش حاصل را محاسبه کردند.
- جوش
- فولاد






