بهروزرسانیشده در ژوئیه ۲۰۲۰
تصمیمگیری در مورد دستگاههای رول تخممرغ ویفر دستی در مقابل اتوماتیک باید با تعهد تولیدی که باید به آن عمل کنید شروع شود: چه تعداد رول خوب میتواند در هر شیفت از کارخانه خارج شود، چند نفر به آن خروجی وابسته هستند و مالک حاضر است چه مقدار ضایعات یا اضافه کاری را تحمل کند. این مقاله خطوط تولید رول تخممرغ ویفر را پوشش میدهد. خطوط تولید رول تخممرغ اسپرینگ رول خوشطعم یا پلوپزهای برقی کوچک خانگی را مقایسه نمیکند، مگر در مواردی که این نتایج باعث سردرگمی در جستجو شود.
برای یک مدیر کارخانه، سوال این نیست که «کدام دستگاه سریعترین است؟» بلکه این است که «یک اپراتور در هر شیفت کاری چند رول تخممرغ قابل فروش میتواند تولید کند، در حالی که شکل مورد نیاز، محدودیتهای شکستگی، برنامه تمیزکاری و بودجه انرژی را رعایت کند؟» برای یک مدیر مالی، همین سوال به این صورت مطرح میشود: «اگر به جای حرکت به سمت خط تولید اتوماتیک، به اضافه کردن نیروی کار ادامه دهیم، هزینه ما برای هر ۱۰۰۰ قطعه خوب چقدر است؟»

مشخصات سریع
| بهترین سوال اول | آیا شما رول تخم مرغ ویفری، رول بهاره خوش طعم یا دستههای کوچک خانگی درست میکنید؟ |
| محدوده دستی در SERP دیده میشود | حدود ۱۵۰ تا ۱۸۰ عدد در ساعت برای تجهیزات دستی رومیزی، بسته به محصول و مهارت اپراتور. |
| محدوده رومیزی پنوماتیک | حدود ۲۰۰ عدد در ساعت در مقایسههای منتشر شده روی میز. |
| خط تولید ویفر UD05-2 | ۳۳۰ عدد در دقیقه و حدود ۹۰۰ کیلوگرم در هر شیفت ۸ ساعته. |
| خط تولید ویفر UD05-3 | ۳۳۰ عدد در دقیقه و حدود ۹۰۰ کیلوگرم در هر شیفت ۸ ساعته. |
- هزینه ورودی کمتر برای آزمایش دستور پخت و تولید در حجم کم.
- جابجایی، تمیز کردن و تعویض آسان بین مسافتهای کوتاه.
- زمانی کار میکند که تقاضا هنوز پایینتر از مرز نیروی کار باشد.
- خروجی بالاتر به ازای هر اپراتور، زمانی که تقاضای شیفت ثابت باشد.
- کنترل دما، شکلدهی و فرمدهی با قابلیت تکرارپذیری بیشتر.
- برای سفارشات مستند تولید و صادرات مواد غذایی مناسبتر است.
ابتدا خانواده محصول را انتخاب کنید: ویفر، اسپرینگ رول خوش طعم یا لوازم خانگی برقی
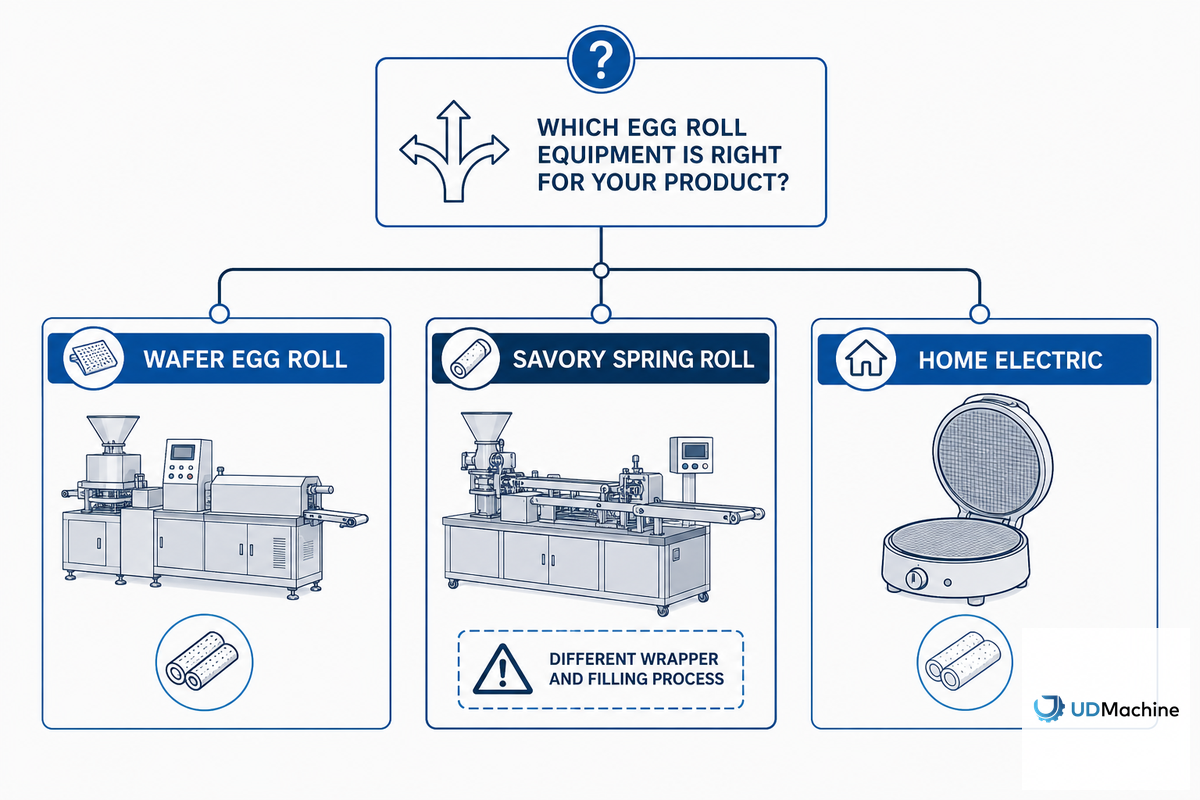
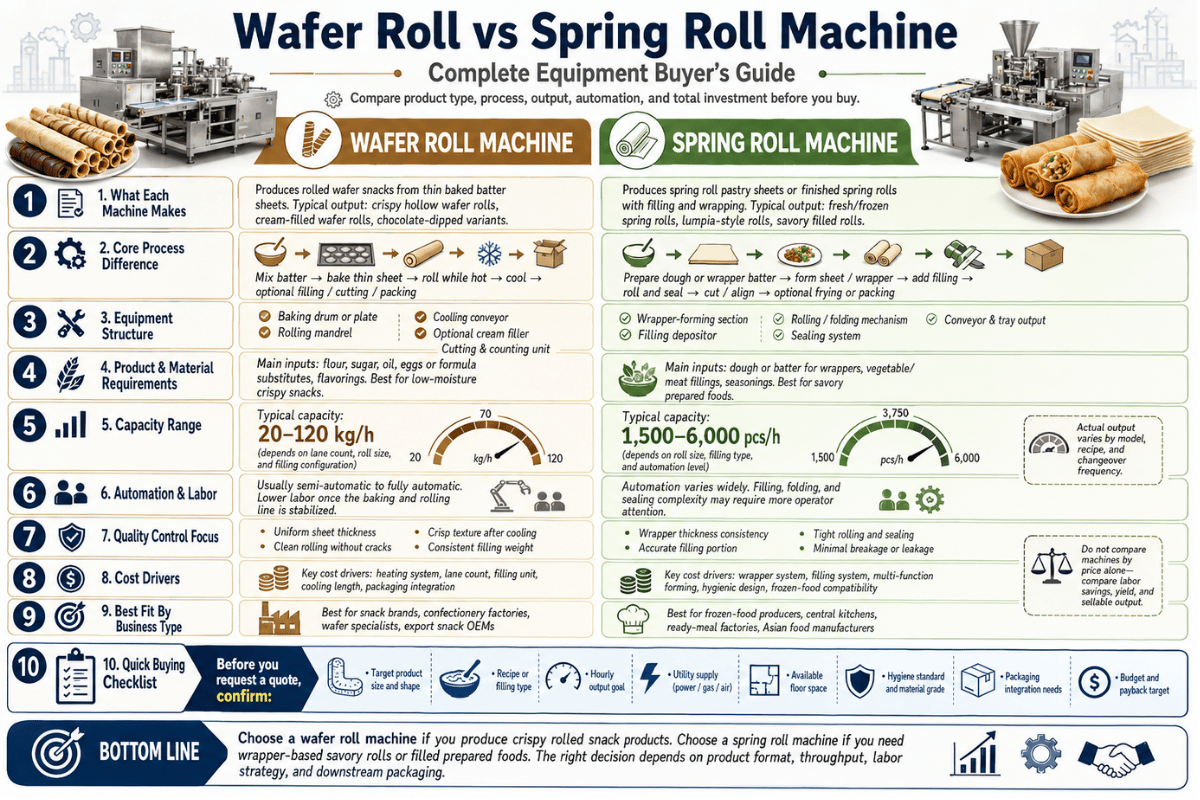
دستگاه رول تخم مرغ فقط یک دستگاه عمومی نیست. تولید رول تخم مرغ ویفر شامل پختن خمیر نازک روی قالبهای گرم شده قبل از رول کردن آن در حالی که هنوز گرم است، میشود. اصول طراحی دستگاه اسپرینگ رول ساوری و دستگاه بستهبندی رول تخم مرغ معمولاً شامل مدیریت کمربند خمیر، پر کردن، تا کردن و رول کردن قبل از سرخ کردن، انجماد یا بستهبندی محصول است. اصطلاح "رول تخم مرغ ساز برقی خانگی" معمولاً به یک دستگاه کوچک رومیزی با سطح پخت نچسب اشاره دارد و نه یک دستگاه تولید مواد غذایی.
این تمایز برای خریدار مهم است تا از مقایسههای نادرست جلوگیری کند. از مقایسه خط تولید ویفر با دستگاه شکلدهی و روکشدهی اتوماتیک برای شومای، سمبوسه، شیرینی یا سایر اقلام پر شده خودداری کنید.
نتایج جستجوی فعلی (SERP) شامل دستگاههای اتوماتیک رول تخممرغ ANKO ER-24 در دسته رولهای خوشطعم/منجمد است، در حالی که UD05 از UDTECH نشاندهنده خط تولید رول تخممرغ ویفری است. خریداران قبل از در نظر گرفتن قیمت یا ظرفیت، باید دستگاههای موجود در یک خانواده محصول را با هم مقایسه کنند.
اصطلاحات در RFQ اهمیت دارند. دستگاه ساخت رول تخم مرغ اتوماتیک میتواند به معنای دستگاه تولید ویفر برای خمیری شبیه کرپ، دستگاه بستهبندی برای اسپرینگ رولهای خوشطعم یا دستگاه پوستهریزی و شکلدهی خودکار برای محصولات پر شده باشد. کلمات واضح از کار سفارشیسازی محافظت میکنند و نشان میدهند که آیا دستگاه میتواند فرمت مورد نظر خریدار را تولید کند یا خیر.
| خانواده محصولات | روند | ریسک خریدار در صورت اشتباه |
|---|---|---|
| رول تخم مرغ ویفری | ریختن خمیر، پخت، غلتاندن، خنک کردن و بستهبندی. | تجهیزات بستهبندی طعمدار، همان محصول ویفر ترد را تولید نمیکنند. |
| رول تخم مرغ یا اسپرینگ رول خوش طعم | نوار خمیر، ظرف پر کردن، تا کردن، لوله کردن، سپس سرخ کردن یا فریز کردن. | تعداد قطعات در ساعت و وزن هر قطعه را نمیتوان با خروجی ویفر مقایسه کرد. |
| لوازم برقی خانگی | سطح پخت و پز کوچک از جنس آلیاژ آلومینیوم یا روکشدار برای مصارف خانگی. | هزینه پایین جذاب به نظر میرسد اما هزینههای نیروی کار تجاری را حل نمیکند. |
برای طبقهبندی گستردهتر انواع، به راهنمای UDTECH برای دستگاههای رول تخممرغ مراجعه کنید. این مقاله بر روی نکتهی ارتقا تمرکز دارد.
جایی که دستگاههای رول تخممرغ دستی یا پنوماتیک هنوز هم منطقی هستند
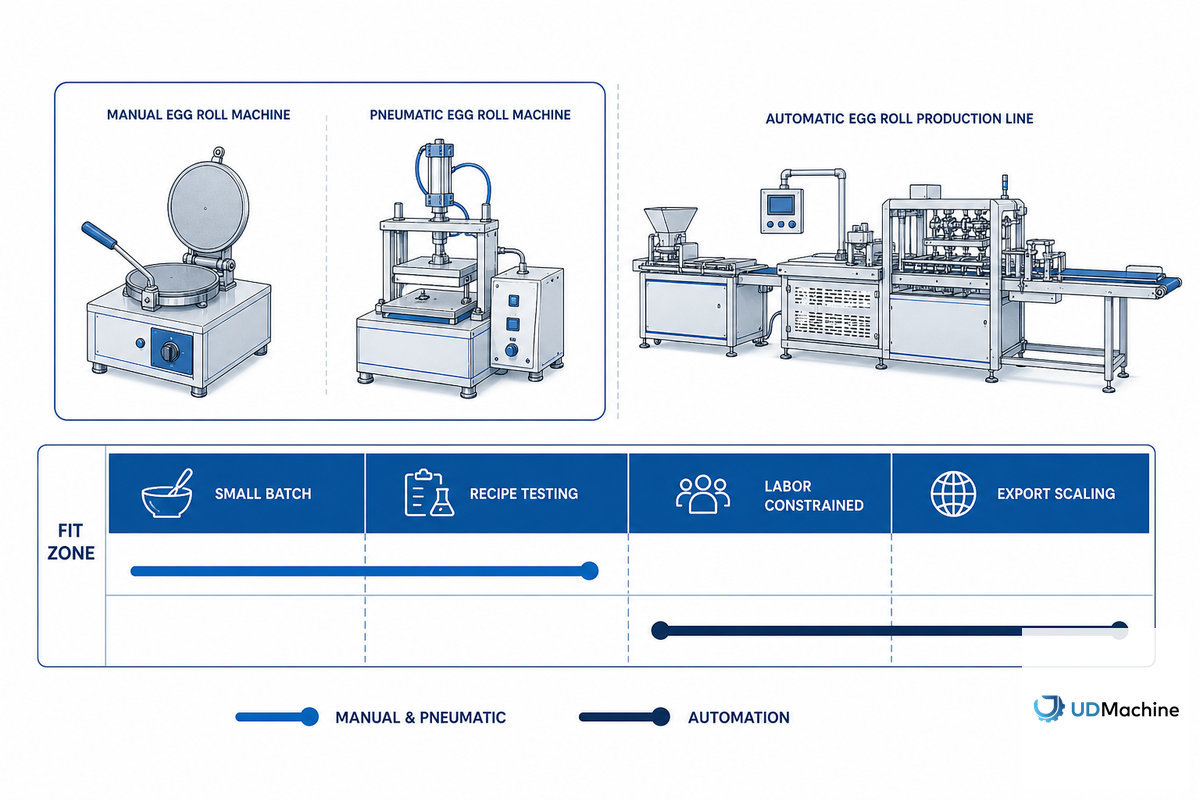
انتخاب یک دستگاه رول تخم مرغ دستی سنتی لزوماً انتخاب اشتباهی نیست. یک گزینه دستی میتواند زمانی که کسب و کار در حال آزمایش یک دستور غذا، فروش دستههای محلی یا ارزیابی تقاضا قبل از سرمایهگذاری در تجهیزات تولید است، مقرون به صرفه باشد. دستگاههای دستی و پنوماتیک رومیزی به اپراتورها امکان کنترل مستقیم بر غلظت خمیر، سفتی رول و تمیز کردن پس از شیفت را میدهند.
محدودیتها زمانی بروز میکنند که اپراتور به گلوگاه تبدیل میشود. اگر یک نفر مسئول تهیه خمیر، نظارت بر سطح پخت، نورد کردن، بررسی رنگ، خنک کردن و بستهبندی باشد، سرعت خط تولید توسط ظرفیت انسانی تعیین میشود.
کمکهای پنوماتیکی میتوانند برخی حرکات را کاهش دهند، اما تمام کارهای دستی را از بین نمیبرند. این بدان معناست که حتی افزایش اندک در خروجی ممکن است محدودیت نیروی کار را برطرف نکند.
| نوع مورد استفاده | سیگنال خروجی | بهترین تناسب |
|---|---|---|
| تست دستور پخت | از دهها تا صدها قطعه در هر جلسه. | دستگاه رول تخم مرغ ساز دستی یا دستگاه رول تخم مرغ ساز برقی کوچک. |
| کافه یا نانوایی محلی | حدود ۱۵۰ تا ۲۰۰ عدد در ساعت برای تقاضای خدمات کافی است. | دستگاه رول ساز دستی یا پنوماتیکی. |
| اعتبارسنجی بازار فصلی | تقاضا همچنان بر اساس هفته یا رویداد تغییر میکند. | تا زمان ظهور سفارشهای تکراری، سرمایه را پایین نگه دارید. |
| تولید منطقهای یا قراردادی | یک شیفت کاری بدون نیروی کار اضافی نمیتواند پاسخگوی تقاضا باشد. | ارزیابی دستگاه رول تخم مرغ اتوماتیک. |
چه چیزی هنگام تغییر به دستگاه رول تخم مرغ اتوماتیک تغییر میکند؟

یک دستگاه اتوماتیک رول تخم مرغ، تولید را از وظایف دستی به یک عملیات ماشینی غذایی مبتنی بر نقطه تنظیمشده منتقل میکند. در این سناریو، خرید چیزی فراتر از یک غلتک سریعتر است؛ این شامل دستیابی به گرمایش، توزیع، شکلدهی، خنکسازی قابل اعتماد، سهولت تمیز کردن، ویژگیهای ایمنی، قطعات یدکی، آموزش و پشتیبانی پس از فروش میشود.
توجیه اقتصادی، بهرهوری تولید است، نه فقط سرعت. کار مداوم میتواند نیروی کار را کاهش دهد، هزینههای نیروی کار را کم کند و کنترل دقیقتری بر تولید رول تخممرغ در مقیاس بزرگ ارائه دهد. مقرونبهصرفه بودن همچنان به میزان ضایعات، زمان تمیز کردن، مصرف انرژی و اینکه آیا تمیز کردن خط تولید بین دستهها برای یک کسبوکار غذایی واقعی آسان است یا خیر، بستگی دارد.
در بخش ویفر رول تخم مرغ، ظرفیت اعلام شدهی UD05-2 از UDTECH، ۲۲۰ عدد در دقیقه یا تقریباً ۶۰۰ کیلوگرم در هر شیفت ۸ ساعته است. ظرفیت اعلام شدهی UD05-3، ۳۳۰ عدد در دقیقه یا حدود ۹۰۰ کیلوگرم در هر شیفت ۸ ساعته است. این ارقام با دستگاههای دستی رومیزی و همچنین با سیستمهای savory به سبک ER-24 که در SERPها با ظرفیت حدود ۲۴۰۰ عدد در ساعت با وزن ۶۵-۷۵ گرم در هر شیفت ظاهر میشوند، متفاوت است.
هرگز تعداد بستهبندی در ساعت برای ویفر و اقلام خوشطعم را بدون در نظر گرفتن وزن، اندازه محصول، فرآیند گرمایش و فرآیند پس از فرمدهی مقایسه نکنید. زیرا یک رول خوشطعم ۶۵-۷۵ گرمی و یک رول ویفر ترد واحدهایی نیستند که بتوان آنها را مستقیماً معادل یکدیگر قرار داد. برنامهریزی نیروی کار و بازده باید بر اساس معیارهای جداگانهای انجام شود.
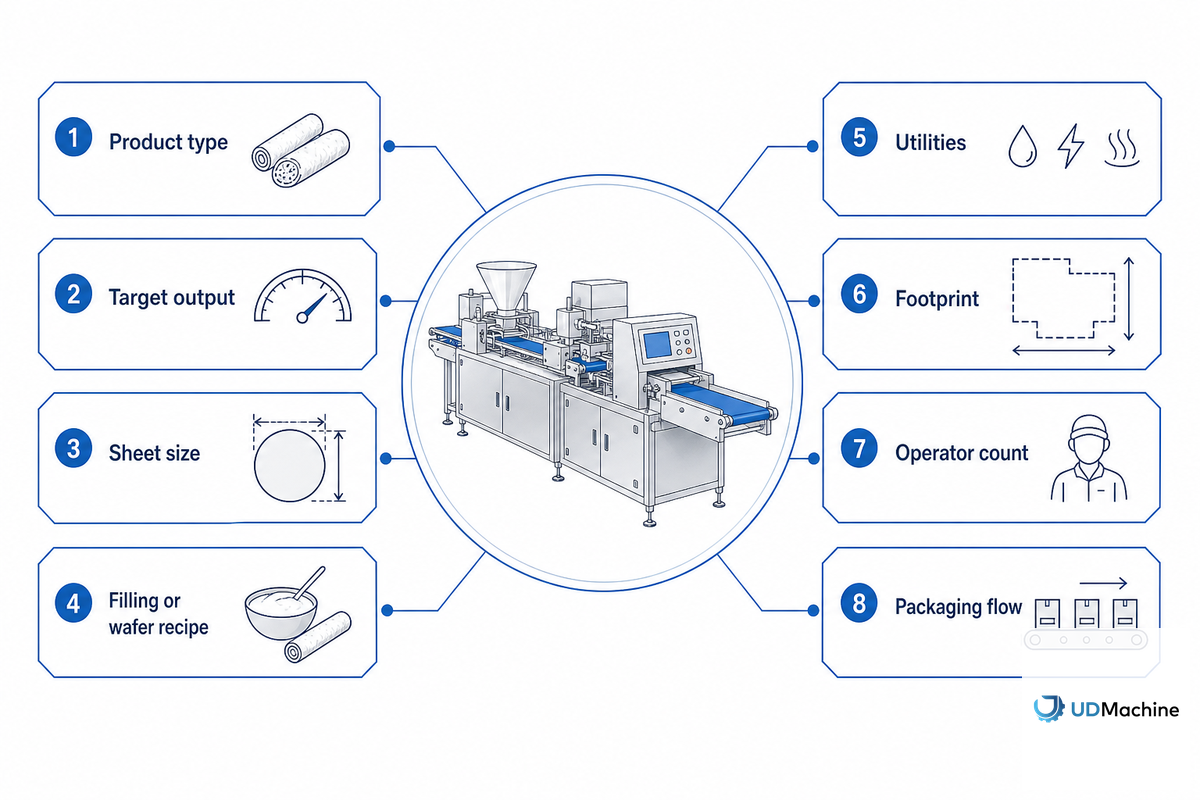
اتوماسیون همچنین گفتگوی RFQ را تغییر میدهد. خریدار نه تنها باید در مورد قیمت بحث کند، بلکه باید موارد زیر را نیز در نظر بگیرد: اندازه رول، نوع خمیر یا بستهبندی، پرکننده در صورت لزوم، تولید هدف، نوع برق، نوع گاز، الزامات درجه مواد غذایی، گزینههای محافظت، دامنه نصب و قطعات یدکی. بدون این اطلاعات، خریدار میتواند در نهایت دو دستگاه به ظاهر معادل را با هم مقایسه کند، که قیمتهای آنها منعکس کننده سطح یکسانی از دامنه تجهیزات نیست.
منحنی نقطه شکست خروجی به ازای هر اپراتور: نردبان ظرفیت نیروی کار
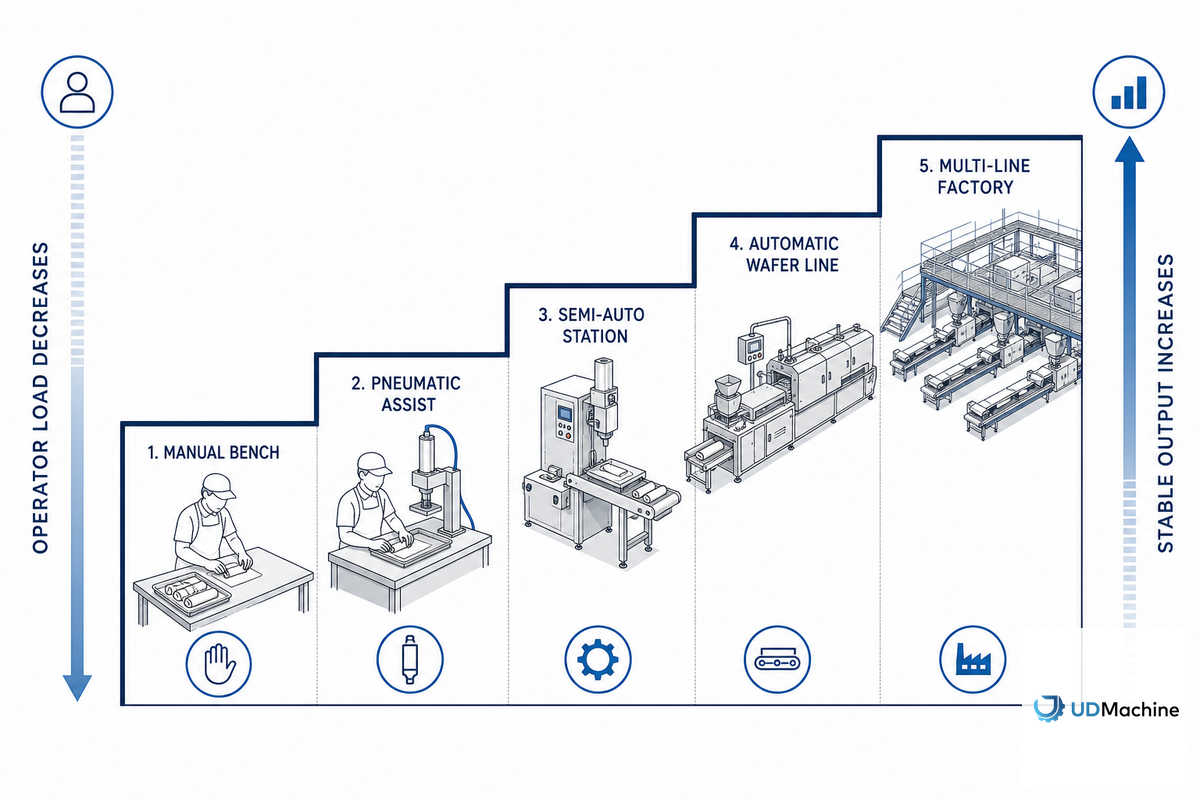
منحنی نقطه شکست تولید به ازای هر اپراتور، لحظهای را نشان میدهد که تولید دستی دیگر یک مسئله مربوط به تجهیزات کوچک نیست و به یک مسئله مربوط به ظرفیت نیروی کار تبدیل میشود. این منحنی مفید است زیرا مدیر کارخانه و مدیر مالی را در یک راستا قرار میدهد: یکی فشار نیروی انسانی را میبیند و دیگری هزینه هر قطعه خوب را.
قطعات قابل فروش در هر شیفت = قطعات در هر ساعت x ساعات تولیدی x (۱ – نرخ رد شدهها)
خروجی به ازای هر اپراتور = قطعات قابل فروش به ازای هر شیفت / اپراتورها به ازای هر شیفت
هزینه به ازای هر ۱۰۰۰ قطعه سالم = کل بار شیفت / قطعات قابل فروش × ۱۰۰۰
فقط پس از موارد رد شده، توقفهای تمیزکاری، تغییر کاربری و ضایعات آزمایشی، از خروجی قابل فروش استفاده کنید. سرعت چاپ روی پلاک به تنهایی معیار خرید نیست.
مثال فرض: یک نانوایی ۱۸۰ عدد در ساعت با ۱ اپراتور و به مدت ۴ ساعت کاری مفید تولید میکند، سپس ۸٪ به دلیل تغییر رنگ و ترک خوردن رولها از دست میدهد. خروجی قابل فروش حدود ۶۶۲ قطعه در هر شیفت است. اگر یک مشتری جدید با برچسب خصوصی به ۳۰۰۰ قطعه قابل فروش در هر شیفت نیاز داشته باشد، خریدار نباید «یک کارگر» را با «یک دستگاه اتوماتیک» مقایسه کند. مقایسه واقعی، ایستگاههای اضافه شده، شیفتهای اضافه شده، اضافه کاری، مرتبسازی مرجوعیها، ریسک تحویل با تأخیر و بار دستگاه مورد نیاز برای حفظ همان هدف در هر هفته است.
| لایه تصمیم | سیگنال حالت دستی | سوال مالی/مالکی | اقدام قبل از خرید |
|---|---|---|---|
| مرحله محاکمه | یک اپراتور میتواند مخلوط کردن، پخت، غلتاندن، خنک کردن و بستهبندی را انجام دهد. | آیا تقاضا به اندازه کافی پایدار است که بار ثابت ماشینآلات را توجیه کند؟ | دستی یا پنوماتیکی بمانید؛ موارد رد شده واقعی را مستند کنید. |
| کشش زایمان | همان کارگر فقط با افزایش ساعات کار یا حذف چکها میتواند به تولید مورد نظر خود برسد. | هزینه اضافه کاری و هزینه نقص به ازای هر ۱۰۰۰ قطعه سالم چقدر است؟ | برای جبران هزینه کار اضافی، از یک دستگاه نیمه اتوماتیک یا کوچک اتوماتیک استفاده کنید. |
| فشار برچسبهای خصوصی | یک خریدار درخواست خروجی هفتگی تکرارپذیر و سوابق تولید پاکتر را دارد. | آیا کارخانه میتواند بدون تشکیل یک تیم یدی بزرگتر، تاریخهای تحویل را حفظ کند؟ | یک آزمایش نمونه اجرا کنید و ظرفیت کلاس UD05 را بر اساس کیلوگرم در هر شیفت مقایسه کنید. |
| ماشه اتوماسیون | خروجی دستی افزایش مییابد، اما نرخ فروش، ثبات نیروی کار یا اعتماد مشتری کاهش مییابد. | آیا بار ماشینآلات هزینه کل هر قطعه خوب را کاهش میدهد یا از قرارداد محافظت میکند؟ | مقایسهی استعلام قیمت خودکار با طرح توسعهی دستیِ دارای کارمند. |
| وضعیت فعلی | سیگنال خروجی | سیگنال زایمان | بهترین حرکت بعدی |
|---|---|---|---|
| دسته آزمایش | زیر ۱۵۰-۲۰۰ عدد در ساعت | ۱ کارگر میتواند دسته را مدیریت کند | دستگاه دستی یا پنوماتیک |
| تقاضای رو به رشد محلی | هدف ۳۰-۶۰ کیلوگرم در ساعت | در زمان اوج مصرف به چندین نفر نیاز است | بررسی نیمه خودکار یا خط اتوماتیک کوچک |
| تامین منطقهای | ۶۰۰-۹۰۰ کیلوگرم در هر شیفت | هدف ۲-۳ اپراتور | خط تولید ویفر کلاس UD05-2 |
| صادرات یا برچسب خصوصی | ۶۰۰-۹۰۰ کیلوگرم در هر شیفت | ۲-۳ اپراتور به علاوه کنترل کیفیت | خط تولید ویفر کلاس UD05-3 |
| عرضه رول طعمدار منجمد | حدود ۲۴۰۰ عدد در ساعت در صفحات سبک ER-24 | برنامهریزی تیم خط تولید، دپازیتور، بستهبندی، سرخکن یا فریزر | رول تخم مرغ خوش طعم یا مسیر دستگاه اسپرینگ رول |
| تعویض دنده دستی با ضریب رد بالا | تولید افزایش مییابد اما نرخ قابل فروش کاهش مییابد | اپراتورها زمانی را صرف دوباره کاری، مرتب سازی و بسته بندی مجدد می کنند | قبل از خرید، نمونههای آزمایشی اجرا کنید |
| مشتری صادراتی جدید | بازههای تحویل طبق قرارداد تعیین شدهاند | اضافه کاری دستی به هزینه پنهان تبدیل میشود | استعلام خط اتوماتیک به همراه ست یدکی |
| مشخصات محصول نامشخص | بدون وزن، طول یا هدف بستهبندی ثابت برای رول | بخش تدارکات نمیتواند تأمینکنندگان را با هم مقایسه کند | ابتدا چک لیست RFQ را تکمیل کنید |
برای محاسبات پیچیدهتر، به UDTECH مراجعه کنید. راهنمای برنامهریزی ظرفیت برای دستگاههای رول تخممرغخریداران ویفر که مایل به ساخت یک مدل ROI هستند، ابتدا باید UDTECH را بررسی کنند. ماشین حساب بازگشت سرمایه برای رول تخم مرغ ویفر.
مقایسه ظرفیت: دستی، پنوماتیکی، اتوماتیک Savory و خط تولید ویفر UD05

نمودارهای ظرفیت زمانی بیشترین کاربرد را دارند که بر اساس خانواده محصول تقسیمبندی شوند. برای مثال، جستجوهای «دستگاه رول تخممرغ» میتوانند نتایجی برای یک ویفر دستی رومیزی، یک دستگاه اسپرینگ رول خوشطعم و یک خط تولید کاملاً خودکار ویفر رول تخممرغ ارائه دهند. هر کدام از این دستگاهها در فرآیند گرمایش، محصول نهایی و تجهیزات تولید خود منحصر به فرد هستند.
| کلاس ماشین | سیگنال خروجی معمولی | مشخصات اپراتور | خانواده محصولات | بهترین تناسب |
|---|---|---|---|---|
| رومیزی دستی | حدود ۱۵۰-۱۸۰ عدد در ساعت | 1 کارگر | ویفر کوچک یا بسته خانگی | دسته آزمایش |
| رومیزی پنوماتیک | حدود 200 عدد در ساعت | 1 کارگر | دسته کوچک ویفر | نانوایی کوچک |
| خط تولید اتوماتیک ساوری مدل ER-24 | حدود ۲۴۰۰ عدد در ساعت، ۶۵-۷۵ گرم در هر عدد | تیم خط | رول تخم مرغ طعم دار یا یخ زده | آشپزخانه مرکزی یا تولیدکنندگان مواد غذایی منجمد |
| خط تولید ویفر UD05-2 | ۳۳۰ عدد در دقیقه، حدود ۹۰۰ کیلوگرم در ۸ ساعت شیفت | ۲-۳ عملگر هدف | رول تخم مرغ ویفری | تولیدکننده با حجم متوسط |
| خط تولید ویفر UD05-3 | ۳۳۰ عدد در دقیقه، حدود ۹۰۰ کیلوگرم در ۸ ساعت شیفت | ۲-۳ عملگر هدف | رول تخم مرغ ویفری | تولیدکننده صنعتی |
اگر در حال تولید یک محصول رول ویفر ترد هستید، با ... شروع کنید. دستگاه رول ویفر و تخم مرغ اتوماتیک UDTECHاگر به نوع محصول اسپرینگ رول پر شده نزدیکتر هستید، این مطلب را بخوانید راهنمای دستگاه رول ویفر در مقابل اسپرینگ رول.
هزینه به ازای هر ۱۰۰۰ قطعه: وقتی اتوماسیون بر تولید دستی غلبه میکند
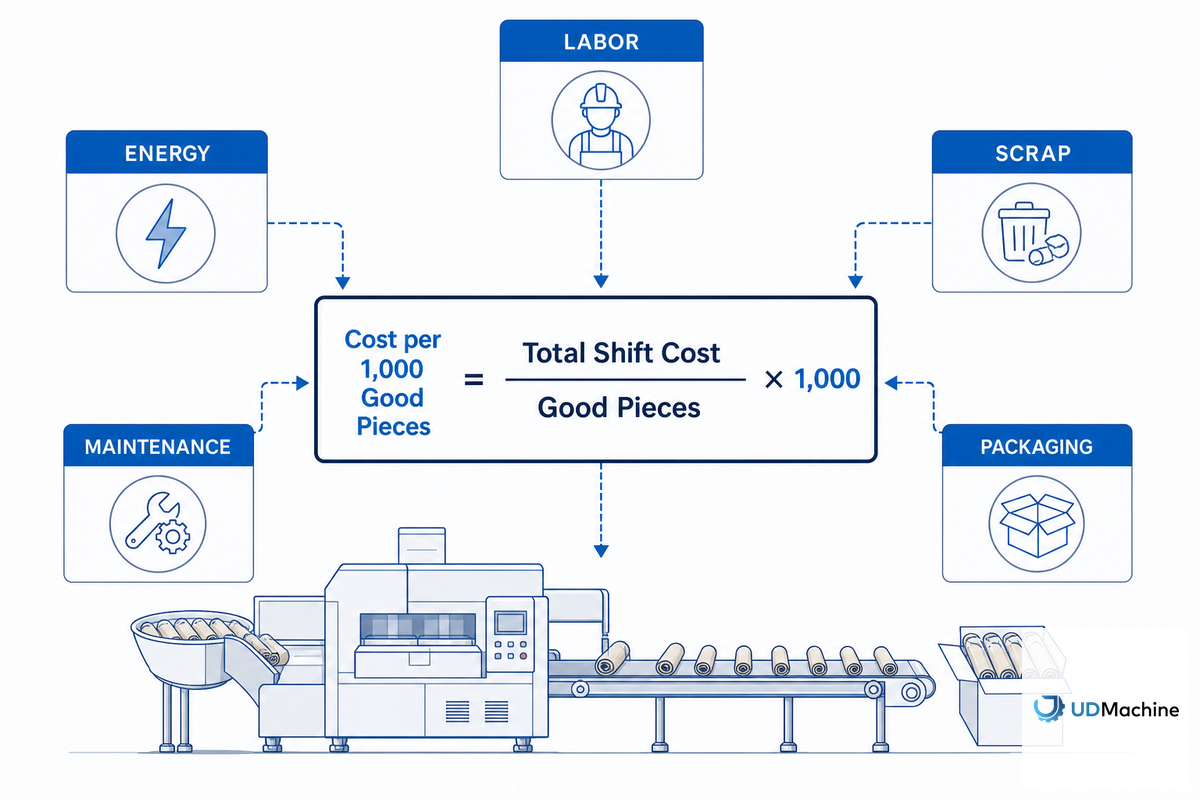
اتوماسیون زمانی برنده میشود که هزینه حفظ تولید دستی در طول دوره بازگشت سرمایه، از بار ماشین بیشتر باشد. یک کارخانهدار نباید فقط به قیمت خرید نگاه کند. این مقایسه باید شامل نیروی کار، نرخ دوبارهکاری، انرژی، زمان تمیزکاری، قطعات یدکی، نصب، آموزش و ریسک تجاری از دست دادن یک سفارش تکراری باشد.
خریداران نباید قبل از اینکه بدانند در هر شیفت به چند قطعه خوب نیاز است، بپرسند «قیمت دستگاه رول تخم مرغ اتوماتیک تجاری چقدر است؟». سوالات بهتر این است: «قیمت هر ۱۰۰۰ قطعه خوب امروز چقدر است؟» و «چه مقدار از این هزینه ناشی از کشش نیروی کار، دوباره کاری، تاخیر در ارسال یا ریسک برچسب خصوصی است؟»
مدل زیر به جای سرعت کاتالوگ، از شواهد تولید خارجی استفاده میکند. NIST MEP اندازهگیری کارایی تجهیزات را از طریق در دسترس بودن دستگاه، عملکرد فرآیند، کیفیت محصول و قطعات معیوب توصیف میکند. ASQ ضایعات، قراضه، دوبارهکاری و تجزیه و تحلیل شکست را به عنوان هزینههای شکست داخلی در چارچوب هزینه کیفیت در نظر میگیرد. دادههای تولید مواد غذایی BLS معیاری از نیروی کار، شامل تولید و درآمد ساعتی متوسط غیرنظارتی ۲۴.۳۸ دلار در ماه مه ۲۰۲۶، که به صورت اولیه علامتگذاری شده است، و ۵.۶٪ رشد هزینه واحد نیروی کار در سال ۲۰۲۵ را ارائه میدهد. برای یک کارخانه تولید رول تخممرغ، این بدان معناست که سوال خرید «دستی یا اتوماتیک» نیست، بلکه «کدام گزینه هزینه کمتری برای هر رول قابل فروش پس از احتساب توقفها، نقصها و نیروی کار پرداخت شده ارائه میدهد؟»
خرید لنز با پشتوانه شواهد
- دیدگاه مدیر کارخانه: خروجی را پس از توقفها و رد شدنها، به عنوان قطعات خوب در نظر بگیرید. الف مورد OEE مربوط به NIST MEP نشان میدهد که چرا دسترسی، عملکرد، کیفیت محصول و قطعات معیوب در یک دیدگاه عملیاتی قرار میگیرند.
- دیدگاه مدیر کیفیت: رولهای ترکخورده و رنگهای پسزدهشده، نکات زیبایی نیستند. چارچوب هزینه کیفیت ASQ ضایعات، قراضه، دوبارهکاری و تحلیل خرابی را به عنوان هزینههای خرابی داخلی طبقهبندی میکند، بنابراین نرخ رد شدن باید وارد مدل بازگشت سرمایه شود.
- دیدگاه مدیر مالی: نیروی کار باید با یک معیار فعلی آزمایش شود، سپس با دادههای دستمزد محلی جایگزین شود. BLS مشخصات صنعت تولید مواد غذایی زمینه نیروی کار، درآمد، بهرهوری و هزینه واحد نیروی کار را در بخش مربوطه ارائه میدهد.
| سطل هزینه | ورودی انبساط دستی | ورودی خط خودکار | سیگنال تصمیمگیری |
|---|---|---|---|
| بار کاری | تعداد کارگران در هر شیفت × نرخ ساعتی × ساعات مفید. | اپراتورها، کنترل کیفیت، بارگیری، تخلیه و خدمه نظافت. | اتوماسیون زمانی قویتر است که نیروی کار سریعتر از خروجی قابل فروش رشد کند. |
| رد کردن و دوبارهکاری | رولهای ترکخورده، تنوع رنگ، دستهبندی دستی و زمان بستهبندی مجدد. | نرخ رد شدن آزمایش پس از تأیید تنظیمات دستور پخت، کپک، گرما و خنککننده. | هنگام مقایسهی بازگشت سرمایه، از قطعات خوب استفاده کنید، نه قطعات کامل. |
| بار ماشین | خرید دستی تجهیزات، تعمیر و نگهداری و ایستگاههای اضافی. | پرداخت هزینه ماشین آلات، برق، گاز مایع یا LPG، قطعات یدکی، نصب و هزینه خرابی. | وقتی بار به ازای هر قطعه خوب کمتر باشد، قیمت بالاتر هنوز هم میتواند برنده باشد. |
| ریسک تحویل | ارسالهای دیرهنگام، عرضه ناپایدار در ماههای اوج مصرف، یا از دست رفتن سفارشهای برچسب خصوصی. | ظرفیت هفتگی پایدار، تولید مستند و برنامه قطعات یدکی. | یک قرارداد میتواند اتوماسیون را قبل از محاسبات نیروی کار توجیه کند. |
| دامنه نقل قول | اغلب نیروی کار پنهان مورد نیاز برای خنکسازی، بستهبندی، تمیز کردن و کنترل کیفیت را شامل نمیشود. | باید قالبها، محافظها، روزهای نصب، آزمایشهای نمونه، آموزش و قطعات یدکی را به تفکیک ذکر کنید. | هرگز دو قیمت را تا زمانی که دامنه نرمال نشده است، مقایسه نکنید. |
بسط دستی در مقابل خط خودکار: مثال نقطه شکست پر شده
یک مدل ارتقاء مفید باید نشان دهد که چه زمانی اتوماسیون هنوز سودآور نیست، نه فقط زمانی که سودآور است. در مثال زیر، هدف سفارش برچسب خصوصی با حجم کم، ۳۰۰۰ قطعه قابل فروش در هر شیفت است. این نشان میدهد که چرا یک خریدار باید قبل از اینکه هر قیمتی را «گران» یا «ارزان» بخواند، برنامه دستی، برنامه اتوماتیک و بار ماشین سربهسر را محاسبه کند.
| مرحله محاسبه | مورد انبساط دستی | پرونده آزمایشی خودکار | معنی تصمیم |
|---|---|---|---|
| فرض تولید ناخالص | ۳ ایستگاه × ۱۸۰ عدد در ساعت × ۶ ساعت کاری = ۳۲۴۰ عدد. | هدف آزمایشی ۳۳۰۰ قطعه تعیین شده است، که بسیار پایینتر از حد نصاب خط تولید ویفر با ظرفیت بالا است. | هدف کار را مقایسه کنید، نه حداکثر سرعت کاتالوگ را. |
| رد فرض | حدود ۸٪ به دلیل تغییر رنگ، ترک خوردگی و دسته بندی دستی، مردود فرض شده است. | پس از تنظیم نمونه تأمینکننده و آموزش اپراتور، حدود ۴٪ از قطعات رد میشوند. | نرخ رد شدن، تصمیم را سریعتر از خروجی تیتر تغییر میدهد. |
| خروجی قابل فروش | ۳۳۰۰ ضربدر ۹۶٪ = ۳۱۶۸ قطعهی سالم. | ۳۳۰۰ ضربدر ۹۶٪ = ۳۱۶۸ قطعهی سالم. | این طرح دستی نزدیک به هدف است اما تقریباً هیچ بافر تحویلی ندارد. |
| بار متغیر روزانه | مثال: ۳ اپراتور، بستهبندی پشتیبانی، ریسک اضافه کاری، نگهداری تجهیزات کوچک = ۴۹۴ دلار آمریکا در هر شیفت. | مثال: ۲ اپراتور، هزینههای آب و برق، نظافت و هزینههای نگهداری برنامهریزیشده = ۳۶۰ دلار آمریکا برای هر شیفت قبل از بارگیری دستگاه. | پرداختهای ماشینی را جداگانه نگه دارید تا بخش مالی بتواند چندین قیمت پیشنهادی را آزمایش کند. |
| هزینه به ازای هر ۱۰۰۰ قطعه خوب | ۴۹۴ دلار آمریکا / ۲.۹۸۱ دلار آمریکا = حدود ۱۶۶ دلار آمریکا به ازای هر ۱۰۰۰ قطعه سالم. | ۳۶۰ دلار آمریکا / ۳.۱۶۸ دلار = حدود ۱۱۴ دلار آمریکا به ازای هر ۱۰۰۰ دلار قبل از بار دستگاه. | این اختلاف حدود ۵۲ دلار آمریکا به ازای هر ۱۰۰۰ قطعه قبل از هزینه سرمایه است. |
| بار ماشین آلات سربهسر | معیار دستی: حدود ۱۶۶ دلار آمریکا به ازای هر ۱۰۰۰ قطعه سالم. | با ۳۱۶۸ قطعه سالم، این خط تولید تنها میتواند حدود ۱۶۵ دلار در روز جابهجا کند، پیش از آنکه سود خالص هزینه واحد از بین برود. | در حجم کم، اتوماسیون ممکن است برای توجیه قیمت پیشنهادی، به حفاظت از قرارداد، ریسک کیفیت یا حجم رشد نیاز داشته باشد. |
همین معادله زمانی مطلوبتر میشود که خریدار حجم تولید ثابتی داشته باشد. اگر هدف تولید قطعه خوب از تقریباً ۳۰۰۰ به ۱۵۰۰۰ در هر شیفت افزایش یابد، همان ۵۲ دلار صرفهجویی به ازای هر ۱۰۰۰ قطعه خوب، حدود ۷۸۰ دلار در هر روز تولید قبل از بار ماشین میشود. به همین دلیل است که یک کارخانه با قرارداد رو به رشد با برچسب خصوصی، ممکن است زودتر از یک کافه یا آشپزخانه آزمایشی نقل مکان کند، حتی زمانی که هر دو درخواست دستگاه رول تخممرغ اتوماتیک داشته باشند.
ماتریس حساسیت به عدم پرداخت
نرخ رد شدن، پلی بین کنترل کیفیت و بازپرداخت است. مدیر کارخانه، رولهای ترکخورده و دوبارهکاری را میبیند؛ بخش مالی، نیروی کار پرداختشدهای را میبیند که به محصول قابل فروش تبدیل نشدهاند. چارچوب هزینه کیفیت ASQ دلیلی است که این جدول، ضایعات، قراضه و دوبارهکاری را به عنوان ورودیهای مالی در نظر میگیرد، نه فقط مشاهدات کنترل کیفیت. از این ماتریس قبل از درخواست استعلام قیمت (RFQ) استفاده کنید تا تأمینکننده بتواند یک نمونه آزمایشی را در برابر تلورانس واقعی شکستگی و رنگ خریدار اجرا کند.
| نرخ رد اندازهگیری شده | ضرر در ۳۰۰۰ قطعه ناخالص | چه چیزی معمولاً باعث آن میشود | مفهوم ارتقا |
|---|---|---|---|
| مثال حدود ۱۲٪ | ۳۶۰ قطعه رد شده. | ضایعات آزمایشی عادی، ترک خوردگی لبه یا یادگیری اولیه اپراتور. | فقط برای کاهش ضایعات خرید نکنید؛ ابتدا نیروی کار و ظرفیت را آزمایش کنید. |
| مثال حدود ۱۲٪ | ۳۶۰ قطعه رد شده. | زمانبندی دستی برای گرم کردن، خمیر ناهموار، غلتاندن سریع یا خنک شدن نامنظم. | از تأمینکننده بخواهید نمونهای از محصول را برایتان ارسال کند و قطعات خوب را برای هر اپراتور مقایسه کنید. |
| مثال حدود ۱۲٪ | ۳۶۰ قطعه رد شده. | ایستگاههای دستی بیش از حد بارگذاری شده، تکرارپذیری دمای ضعیف یا فضای خنککننده بسیار کم. | اتوماسیون ممکن است از طریق بازیابی بازده و کاهش دوبارهکاری، و نه فقط کاهش تعداد کارگران، سودمند باشد. |
| رد قراردادها به دلیل اهمیت حیاتی | هر میزان رد سفارش که بازههای تحویل یا پذیرش بازرسی را تهدید کند. | مشخصات برچسب خصوصی، اسناد صادراتی یا فشار ممیزی مشتری. | این تصمیم را به عنوان محافظت در برابر ریسک به علاوه هزینه به ازای هر ۱۰۰۰ قطعه سالم در نظر بگیرید. |
برگه اندازهگیری ۷ روزه قبل از درخواست استعلام قیمت (RFQ)
قبل از درخواست قیمت نهایی، یک هفته تولید واقعی را ثبت کنید. محاسبهگر بازگشت سرمایه UDTECH، خروجی روزانه فعلی، اپراتورهای فعلی، اپراتورهای UD05، هزینه نیروی کار سالانه، شیفتهای تولید، نرخ ضایعات فعلی و قیمت فروش به ازای هر کیلوگرم را درخواست میکند. برنامهریزی ظرفیت همچنین به تقاضای ماه اوج، نظافت، تغییر کاربری، OEE و کندترین ایستگاه بستگی دارد. این برگه کار، این ورودیها را به یک خط مبنای آماده برای قیمت تبدیل میکند.
| روز | چه چیزی را اندازه گیری کنیم | چگونه آن را ضبط کنیم | چگونه نقل قول را تغییر میدهد |
|---|---|---|---|
| روز اول، شروع مطالعه | قطعات ناخالص یا کیلوگرم، قطعات قابل فروش یا کیلوگرم، و طول جابجایی. | برای کل هفته از یک واحد استفاده کنید: تکه، کیلوگرم یا هر دو. | خط مبنای دستی را در برابر UD05-2 با ۶۰۰ کیلوگرم در ۸ ساعت یا UD05-3 با ۹۰۰ کیلوگرم در ۸ ساعت تنظیم میکند. |
| نقشه روز دوم زایمان | اپراتورهای دارای حقوق، زمان کمکی، زمان بستهبندی، زمان کنترل کیفیت و اضافه کاری. | کار مستقیم نورد را از کار خنکسازی، دستهبندی و بستهبندی جدا کنید. | فیلدهای محاسبهگر ROI را برای اپراتورهای فعلی، اپراتورهای UD05 و هزینه نیروی کار بارگذاری شده مطابقت میدهد. |
| روز سوم، کد را رد کنید | ترک خوردن رول، تغییر رنگ، وزن کم، شل شدن رول یا آسیب بستهبندی. | موارد مردود را بر اساس علت بشمارید، نه فقط به عنوان یک درصد ضایعات. | به تأمینکننده میگوید که آیا مشکل، کنترل حرارت، کنترل خمیر، خنکسازی یا تعویض بستهبندی است. |
| زمان توقف روز چهارم | دقایق نظافت، دقایق تغییر نوبت، زمان انتظار و توقفهای برنامهریزی نشده. | هر توقف بیش از ۵ دقیقه را با ذکر دلیل علامت بزنید. | از استفاده از سرعت اسمی در نقل قول، طوری که انگار تمام ۸ ساعت تولیدی بوده است، جلوگیری میکند. |
| خدمات رفاهی روز پنجم | ولتاژ، فرکانس، نوع سوخت، قیمت محلی LPG، قیمت محلی گاز طبیعی و ساعات کاری روزانه. | میزان واقعی موجودی کارخانه را ثبت کنید، نه فقط مدل ماشین مورد نظر. | به ماشین حساب سوخت متصل میشود، که در آن UD05-2 میزان مصرف سوخت را ۶ کیلوگرم در ساعت LPG یا ۸ متر مکعب در ساعت گاز طبیعی و UD05-3 میزان مصرف را ۸ کیلوگرم در ساعت LPG یا ۱۰ متر مکعب در ساعت گاز طبیعی ذکر میکند. |
| روز ششم، اوج استرس | روز اوج سفارش، دسته عجلهای یا اجرای تلرانس برچسب خصوصی. | به جای سادهترین دستور پخت، سختترین SKU رایج را اجرا کنید. | نشان میدهد که آیا خریدار به اتوماسیون متوسط نیاز دارد یا به کلاس خط با ظرفیت بالاتر. |
| بسته پیشنهادی روز هفتم | کیلوگرم هدف در هر شیفت، نرخ مرجوعی، دستمزد نیروی کار، خدمات رفاهی، طرحبندی، دستور پخت و خانواده محصول را خلاصه کنید. | برای هر تأمینکننده، بستهی یکسانی ارسال کنید. | یک RFQ نرمال ایجاد میکند تا قیمت، قطعات یدکی، نصب و گارانتی قابل مقایسه باشند. |
پروتکل پذیرش نمونهبرداری ۳۰ دقیقهای
یک نمونه آزمایشی باید سختترین محصول معمولی خریدار را آزمایش کند، نه سادهترین دستور پخت آزمایشی یک تأمینکننده را. صفحه عمومی UDTECH نصب، کالیبراسیون فرمولاسیون بستهبندی برای پارامترهای پخت، آموزش اپراتور و راهاندازی را شرح میدهد. از نمونه آزمایشی برای تأیید خانواده محصول، خروجی قابل فروش، علل رد شدن و انتقال از پخت و نورد به خنککننده و بستهبندی استفاده کنید.
| مرحله محاکمه | خریدار باید ارائه دهد | تامین کننده باید ثابت کند | سیگنال را بپذیرید/رد کنید |
|---|---|---|---|
| قبل از شروع | عکس محصول نهایی، طول هدف، وزن هدف، رفتار خمیر، و اینکه آیا محصول ویفر پخته شده است یا روکش طعمدار. | خانواده تجهیزات و مسیر ابزار دقیق. | اگر فرآیندهای ویفر و فنر-رول به عنوان یک خانواده ماشین مقایسه میشوند، قیمت را رد کنید. |
| ۲۰ دقیقه اول | نمودار ضایعات گرم شدن و محدوده رنگ مورد انتظار. | پخت، غلتاندن و تزریق هسته پایدار پس از راهاندازی. | قطعات گرم کردن را به عنوان خروجی قابل فروش در نظر نگیرید. |
| ۱۵ دقیقه میانی | روش شمارش برای قطعات ناخالص، قطعات خوب و قطعات رد شده. | یک دوره تکرارپذیر با اندازه و دستور پخت توافقشده برای محصول. | فقط در صورتی قبول کنید که قطعات خوب به ازای هر اپراتور از مدل بازگشت سرمایه پشتیبانی کنند. |
| ۱۰ دقیقه پایانی | روش خنکسازی، بستهبندی، سینی یا چرخدستی که در کارخانه خریدار استفاده میشود. | بعد از غلت زدن، محل برش را تمیز کنید تا ناحیه پایین دست بیش از حد بارگذاری نشود. | اگر خنکسازی یا بستهبندی باعث ایجاد صف شود، غلتک سریع همچنان برای کسب و کار مناسب نیست. |
| بعد از توقف | انتظارات نظافتی، برنامه شیفت و سطح مهارت اپراتور. | دسترسی برای نظافت، محدوده آموزش، توصیه قطعات یدکی، گارانتی و طرح راه اندازی. | اگر هزینه راهاندازی، آموزش، قطعات یدکی یا پشتیبانی پس از نصب در قیمت ذکر نشده باشد، ناقص است. |
نقشه گلوگاه پنهان از دادههای عمومی UDTECH
گلوگاه پنهان اغلب خارج از قاب دستگاه است. از صفحات عمومی UDTECH، محدودیتهای قابل مشاهده عبارتند از ردیف خروجی، برق، سوخت، فضای اشغالی، خانواده محصول، آموزش، قطعات یدکی، گارانتی و زمان تحویل. خریدار باید قبل از واریز وجه، هر یک از این موارد را ترسیم کند زیرا یک خط تولید ویفر با سرعت ۲۲۰ عدد در دقیقه یا ۳۳۰ عدد در دقیقه هنوز میتواند به دلیل فضای خنککننده، نیروی کار بستهبندی، خدمات رفاهی یا یک فرض اشتباه در مورد خانواده محصول، با مشکل مواجه شود.
| تنگنای بالقوه | دادههای وبسایت استفاده شده | چرا هنوز میتواند خروجی را محدود کند؟ | اقدامات خریدار قبل از درخواست استعلام قیمت (RFQ) |
|---|---|---|---|
| ردیف خروجی | UD05-2: 220 عدد در دقیقه و 600 کیلوگرم در 8 ساعت. UD05-3: 330 عدد در دقیقه و 900 کیلوگرم در 8 ساعت. | اگر خنکسازی یا بستهبندی در پشت سر قرار گیرد، خروجی خط بالا با خروجی متراکم و قابل فروش برابر نیست. | کیلوگرم/شیفت هدف را با خط مبنای قابل فروش اندازهگیری شده ۷ روزه مقایسه کنید. |
| انرژی و سوخت | UD05-2: 9.7 کیلووات، 6 کیلوگرم بر ساعت گاز مایع، 8 متر مکعب بر ساعت گاز طبیعی. UD05-3: 12 کیلووات، 8 کیلوگرم بر ساعت گاز مایع، 10 متر مکعب بر ساعت گاز طبیعی. | ضعف در تأمین برق یا سوخت میتواند باعث کندی عملکرد یا کار اضافی در محل شود. | از ماشین حساب سوخت با قیمتهای محلی LPG و گاز طبیعی استفاده کنید، سپس تأمین سوخت کارخانه را تأیید کنید. |
| طبقه و دسترسی | مساحت منتشر شده توسط UD05: ۴.۲ متر در ۳.۷ متر، یا حدود ۱۵.۵ متر مربع. | این مساحت شامل جابجایی اپراتور، قفسههای خنککننده، سینیها، میزهای بستهبندی یا دسترسی به تعمیر و نگهداری نمیشود. | قبل از سپردهگذاری، نقشه دستگاه به همراه راهرو، خنککننده، بستهبندی و مناطق تمیز کردن را رسم کنید. |
| دستور پخت و خانواده محصول | UDTECH ویفر رول شده ترد را از محصولات بستهبندی خوش طعم جدا میکند؛ ویفر از خمیر پخته شده و تزریق هسته پس از پخت استفاده میکند. | یک دستگاه با دستهبندی نامناسب میتواند در ظاهر جذاب به نظر برسد اما در محصول اصلی شکست بخورد. | عکسهای محصول نهایی، رفتار خمیر، وضعیت پر شدن و تاریخ انقضا را ارسال کنید. |
| تمیز کردن و تغییر کاربری | صفحه برنامهریزی ظرفیت، نظافت، چرخههای بهداشتی و زمان ۲-۳ ساعته تعویض تجهیزات را به عنوان ورودیهای برنامهریزی مشخص میکند. | زمان از دست رفته میتواند شکاف ظاهری بین خروجی دستی و اتوماتیک را از بین ببرد. | از تأمینکننده بخواهید که ساعات مفید کاری را پس از نظافت و تعویض تجهیزات محاسبه کند، نه فقط ساعات کلی شیفت. |
| افراد و آموزش | صفحات UDTECH شامل آموزش اپراتور، راهاندازی و فیلدهای بازگشت سرمایه برای اپراتورهای فعلی در مقایسه با اپراتورهای UD05 است. | اتوماسیون، کار دستی را کاهش میدهد اما نظم و انضباط راهاندازی، نظارت، کنترل کیفیت و نگهداری را افزایش میدهد. | فهرست افرادی که پس از نصب، خط را بارگیری، نظارت، بازرسی، تمیز کردن، بستهبندی و نگهداری میکنند را بنویسید. |
| زمان تحویل و ارائه خدمات | صفحه عمومی UD05، زمان تحویل ۹ تا ۱۳ هفته، ۱۲ ماه گارانتی و توصیههای مربوط به قطعات یدکی در حین تحویل را فهرست میکند. | بازپرداخت از زمان واریز وجه شروع نمیشود؛ بلکه پس از تحویل، نصب، راهاندازی و آموزش کارکنان آغاز میشود. | جدول زمانی بازگشت سرمایه را از تاریخ پیشنهاد قیمت تا اولین هفته تولید پایدار ترسیم کنید. |
استفاده از راهنمای هزینه دستگاه رول تخم مرغ تجاری برای ساخت یک مدل کامل، یا کمکرسان تصمیمگیری مدل UD05 برای یافتن کلاس تجهیزات بر اساس کیلوگرم/شیفت مورد نظر. برای یک قیمتگذاری دقیق، از تأمینکننده بخواهید که سناریوی مشابه را دو بار محاسبه کند: انبساط دستی با پرسنل در مقابل خط ویفر اتوماتیک.
چک لیست RFQ قبل از جایگزینی تولید دستی
برای محافظت از کیفیت محصول شما، تأمینکنندگان به یک RFQ کامل نیاز دارند تا بتوانند همان محدوده را پیشنهاد دهند. این سند همچنین فرآیندهای تولید شما را از مشکلات محافظت میکند، زیرا ظرفیت ماشینآلات غذایی را نمیتوان تنها از روی پلاک نام ارزیابی کرد. خریداران باید هنگام نوشتن RFQ خود، مناطق تماس با مواد غذایی، دسترسی برای تمیز کردن، تأسیسات کارخانه، دما، محافظها، فرآیند راهاندازی و خدمات پس از فروش را روشن کنند.
نقشه دستهبندی RFQ 9 نقطهای
از این نقشه برای دادن ورودیهای یکسان به هر تأمینکننده استفاده کنید. برخی از ارقام، نقاط مرجع منتشر شده UD05 هستند؛ برخی دیگر فیلدهای نمونه RFQ هستند که خریدار باید با دادههای محصول خود جایگزین کند.
| دسته درخواستهای درخواست (RFQ) | داده برای ارسال | چرا نقل قول را تغییر میدهد |
|---|---|---|
| دسته بندی محصولات | ویفر، اسپرینگ رول خوش طعم، یا محصول برقی خانگی. | مسیرهای مختلف شکلدهی به تجهیزات تولیدی متفاوتی نیاز دارند. |
| دسته خروجی | خط مبنای دستی فعلی، هدف جابجایی ۶۰۰ کیلوگرم، یا هدف جابجایی ۹۰۰ کیلوگرم. | خروجی به ازای هر اپراتور، مرز بین دستی و خودکار را تعیین میکند. |
| دسته بندی اندازه | اهداف با طول مثال مانند ۸۰ میلیمتر، ۱۰۰ میلیمتر یا ۱۲۰ میلیمتر. | اندازه رول بر شکلدهی، خنکسازی، بستهبندی و آزمون نمونه تأثیر میگذارد. |
| دسته وزنی | وزن غلتش هدف، میزان مرجوعی و تلرانس قابل قبول را بیان کنید. | وزن، سرعت خط، بار خنککننده و تعداد بستهبندی را تغییر میدهد. |
| دسته بندی قدرت | نقاط مرجع UD05 شامل ۹.۷ کیلووات و ۱۲ کیلووات هستند. | بار الکتریکی، آمادگی نیروگاه و هزینه نصب را تغییر میدهد. |
| دسته بندی برق | برق محلی مانند ۲۲۰ ولت، ۳۸۰ ولت، ۵۰ هرتز یا ۶۰ هرتز را ذکر کنید. | ولتاژ و فرکانس بر موتورها، کنترلها و راهاندازی تأثیر میگذارند. |
| دسته بندی سوخت | نقاط مرجع گاز مایع UD05 شامل ۶ کیلوگرم بر ساعت و ۸ کیلوگرم بر ساعت است. | انتخاب سوخت بر هزینه روزانه و مجوزهای محلی تأثیر میگذارد. |
| دسته بندی طرح بندی | ابعاد منتشر شده توسط UD05 حدود ۴.۲ متر در ۳.۷ متر است. | فضای کف، دسترسی و مسیرهای نظافت بر زمان راهاندازی تأثیر میگذارند. |
| دسته آزمایشی | درخواست اجرای نمونه ۳۰ دقیقهای کنید یا یک بازه زمانی ۲ روزه برای بررسی از راه دور تعریف کنید. | شرایط آزمایشی قبل از واریز، مشکلات مربوط به ضربه، دما و شکستگی را بررسی میکنند. |
| دسته پشتیبانی | برای تأیید زمان تحویل ۹ تا ۱۳ هفتهای و هرگونه شرایط گارانتی ۱۲ ماهه درخواست دهید. | دامنه پشتیبانی بر تاریخ واقعی بازگشت سرمایه تأثیر میگذارد، نه فقط قیمت دستگاه. |
- خانواده - رول تخم مرغ ویفری، رول بهاره خوش طعم یا سایر محصولات پر شده مانند سمبوسه یا شیرینی.
- محصول - قطر رول، طول، وزن، تردی، و در صورت پر شدن، ضخامت بستهبندی و مواد تشکیلدهنده.
- ظرفیت تولید - تعداد قطعه در ساعت، کیلوگرم در هر شیفت، خروجی قابل فروش و حجم اوج تولید در ماه.
- تأسیسات - ولتاژ، سوخت گاز، هوای فشرده و طرح کلی کارخانه موجود.
- اسناد ایمنی مواد غذایی - سطوح مناسب برای مواد غذایی، پروتکلهای تمیز کردن و سوابق مواد.
- ایمنی ماشین آلات - حفاظ ها، درها، دستگاه های توقف اضطراری و آموزش اپراتور.
- شواهد محصول - نمونههای آزمایشی، یادداشتهای مربوط به موارد رد شده، تصاویر محصول نهایی و هدف بستهبندی.
- پشتیبانی - نصب، آموزش، قطعات یدکی، گارانتی و خدمات از راه دور.
برای عملیات مستقر در ایالات متحده، RFQ باید به حفاظ ماشینآلات بپردازد. روشهای حفاظ باید الزامات OSHA 29 CFR 1910.212، مانند حفاظ در نقاط عملیاتی، نقاط گیر کردن و قطعات چرخان را برآورده کنند. تولید مواد غذایی باید رویههای بهداشتی را به تفصیل شرح دهد و 21 CFR Part 117 الزامات CGMPها و کنترلهای پیشگیرانه را تعریف میکند.
مطمئن نیستید که آیا رول تخم مرغ ویفری یا رول بهاره با برنامههای شما مطابقت دارند؟ از UDTECH استفاده کنید بررسی سریع بین این دو قبل از درخواست قیمت. همچنین، بررسی کنید دستگاه رول تخم مرغ جلبک دریایی و دستگاه رول فونیکسبرای خطوط تولید مرتبط.
چشمانداز ۲۰۲۶: چرا تصمیمگیری از دستی به خودکار زودتر در حال تغییر است؟
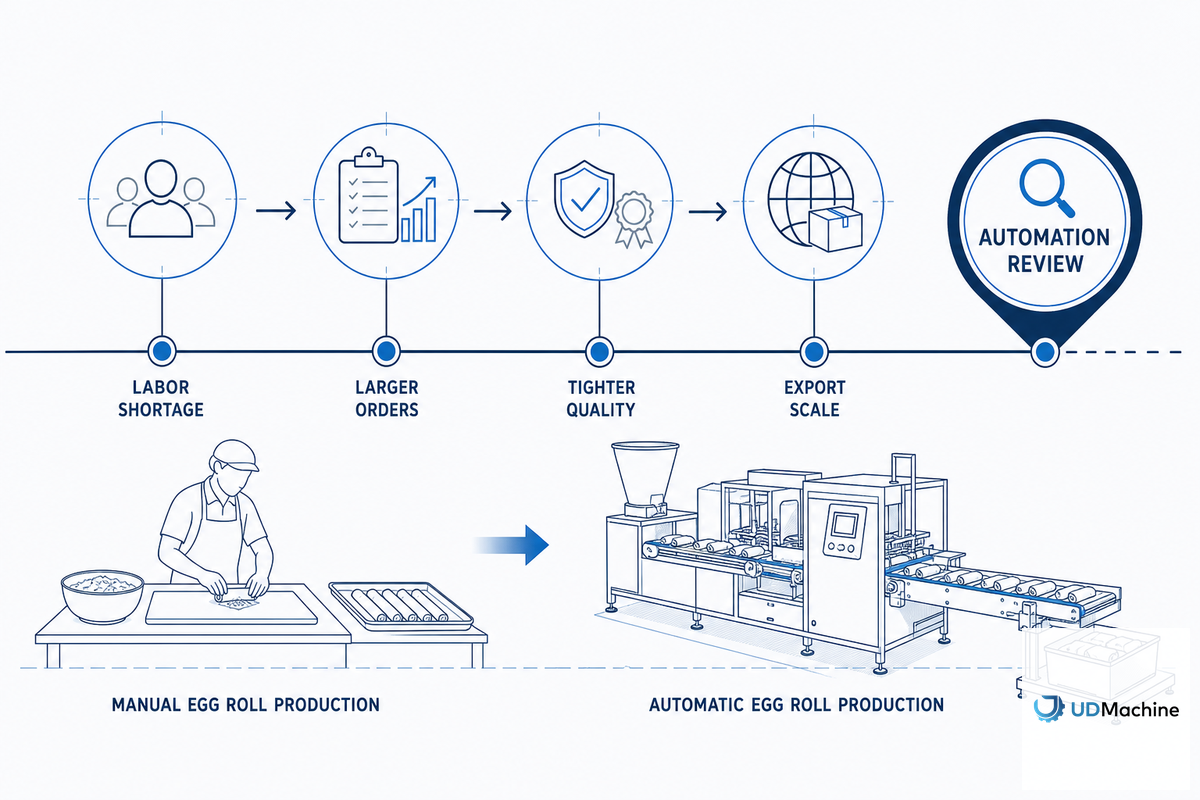
عواملی که منجر به تغییر زودهنگام به ماشینآلات اتوماتیک میشوند، واضح هستند: نیروی کار کمتر در دسترس، افزایش تقاضا برای ایمنی مواد غذایی تأیید شده و قوانین جدید انطباق با ماشینآلات. بسته به منطقه شما، خریدارانی که بازارهای تنظیمشده و صادراتی را تأمین میکنند، اکنون تحت فشار هستند تا سوابق تولید بیشتر، طرحهای تمیزتر و محافظت قویتری را نشان دهند.
از اسناد راهنمای FDA برای مواد در تماس با مواد غذایی و بخش ۱۱۷ برای بررسی اینکه آیا تأسیسات شما از روشهای تولید غیررسمی به فرآیندهای تولید رسمیتر و منظمتر در حال گذار است یا خیر، استفاده کنید. تولیدکنندگان اروپایی باید از مقررات (EU) 2023/1230، که جدیدترین قانون ایمنی ماشینآلات است و جایگزین دستورالعمل قدیمی ماشینآلات شده است، پیروی کنند. این مقررات خرید خطوط جدید را برای همه در سال ۲۰۲۶ الزامی نمیکند، اما خریدارانی که در صادرات فعالیت دارند باید قبل از خرید، در مورد دامنه خدمات از جمله پشتیبانی، حفاظت و مستندسازی بحث کنند.
برنامهریزی نیروی کار را نیز به عنوان یکی دیگر از ورودیهای زنده در نظر بگیرید. BLS گزارش میدهد که کارگران تجهیزات فرآوری مواد غذایی در سال ۲۰۲۴ میانگین دستمزدی معادل ۴۰،۰۵۰ دلار آمریکا در سال یا ۱۹.۲۶ دلار آمریکا در ساعت داشتهاند و پیشبینی میکند که از سال ۲۰۲۴ تا ۲۰۳۴، ۵ درصد رشد اشتغال داشته باشند. در نمای کلیتر صنعت تولید مواد غذایی، BLS همچنین میانگین درآمد ساعتی تولید و غیرنظارتی ماه مه ۲۰۲۶ را ۲۴.۳۸ دلار آمریکا و رشد هزینه واحد نیروی کار در سال ۲۰۲۵ را ۵.۶ درصد گزارش میکند. این ارقام ایالات متحده نرخ دستمزد کارخانه شما نیستند، اما نشان میدهند که چرا نیروی کار با حقوق، ریسک گردش مالی و پوشش شیفت باید قبل از مقایسه ایستگاههای دستی با خط ویفر اتوماتیک توسط خریدار، مدلسازی شوند.
خلاصه تصمیمگیری از دستی به خودکار
وقتی تقاضا نامشخص است و یک نفر هنوز میتواند دستهای از محصولات را مدیریت کند، تنظیمات فعلی را حفظ کنید. وقتی فصل اوج تقاضا به بیش از یک نفر در خط تولید نیاز دارد، کیفیت در حال تغییر است، یا مشتری درخواست پردازش مستند و ایمن برای مواد غذایی دارد، به سمت اتوماسیون حرکت کنید. برای رولهای ویفر، کلاس خط UD05 زمانی در نظر گرفته میشود که تولید در هر شیفت به جای چند سینی، صدها کیلوگرم اندازهگیری شود.
سوالات متداول
آیا یک دستگاه اتوماتیک رول تخم مرغ در مقایسه با تولید دستی ارزش خرید دارد؟
مشاهده پاسخ
تفاوت اصلی بین دستگاه رول تخم مرغ دستی و اتوماتیک چیست؟
مشاهده پاسخ
یک دستگاه اتوماتیک در هر ساعت چند رول تخم مرغ میتواند درست کند؟
مشاهده پاسخ
آیا یک دستگاه میتواند هم رول تخممرغ ویفری و هم رول تخممرغ شور درست کند؟
مشاهده پاسخ
قبل از جایگزینی تولید دستی، چه مواردی را باید بررسی کنم؟
مشاهده پاسخ
آیا دستگاه رول تخم مرغ پنوماتیک برای یک نانوایی کوچک کافی است؟
مشاهده پاسخ
اگر از قبل بدانم که به خط تولید رول تخم مرغ ویفر نیاز دارم، کجا باید بروم؟
مشاهده پاسخ
مقالات مرتبط
- راهنمای دستگاه رول تخم مرغ - تجزیه و تحلیل کامل انواع ماشین آلات ویفر، ساوری و ماشین آلات مرتبط.
- برنامهریزی ظرفیت دستگاه رول تخممرغ - تعیین اندازه شیفت و برنامهریزی به سبک OEE.
- هزینه دستگاه رول تخم مرغ تجاری - هزینههای اولیه و ورودیهای بازگشت سرمایه.
- دستگاه رول ویفر در مقابل دستگاه اسپرینگ رول - بررسی دستهبندی خانواده محصول.
درباره این تحلیل
برای سهولت در انتخاب مدل، ما دستگاههای ویفر-اگرول را از دستگاههای ساور-اگرول و دستگاههای لوازم خانگی جدا کردهایم، اگرچه احتمالاً همه آنها در یک نتیجه جستجو ظاهر میشوند. تمام دادههای مربوط به دستگاههای UDTECH UD05 از مشخصات عمومی موجود در صفحات محصول ما گرفته شده است. پشتیبانی روش خارجی از NIST MEP برای اندازهگیری تجهیزات به سبک OEE، ASQ برای تصفیه هزینه-کیفیت ضایعات و دوبارهکاری، BLS برای زمینه کار و بهرهوری، و OSHA، eCFR، FDA و EUR-Lex برای رعایت ایمنی و تماس با مواد غذایی ارائه میشود. بررسی فنی توسط کارکنان UDTECH انجام شد.
آیا نیاز دارید خروجی دستی فعلی خود را با یک خط تولید ویفر مقایسه کنید؟
تعداد قطعات فعلی خود در ساعت، کیلوگرم در هر شیفت، اندازه محصول و شرایط استفاده را ارسال کنید. مرحله بعدی یک استعلام قیمت استاندارد در کاتالوگ نیست؛ بلکه بررسی همزمان خروجی و بازگشت سرمایه است.
منابع و مراجع
- 29 CFR 1910.212 - الزامات عمومی برای همه ماشین آلات – اوشا
- ۲۱ CFR بخش ۱۱۷ – CGMP، تجزیه و تحلیل خطر و کنترلهای پیشگیرانه برای غذای انسان – eCFR
- مواد بستهبندی و تماس با مواد غذایی (FCS) – سازمان غذا و داروی آمریکا (FDA)
- آییننامه (EU) 2023/1230 در مورد ماشینآلات – یورو-لکس
- کیتس - سیستم OEE پرس هیدرولیک – مشارکت توسعه تولید NIST
- هزینه کیفیت (COQ) – ASQ
- پروفایلهای شغلی مه ۲۰۲۵ – اداره آمار کار ایالات متحده
- کارگران تجهیزات فرآوری مواد غذایی – اداره آمار کار ایالات متحده
- تولید مواد غذایی: NAICS 311 – اداره آمار کار ایالات متحده