



По сравнению с другими технологиями лазерная сварка является относительно новым процессом, который использует лазер в качестве источника тепла для выполнения задач по соединению и лазерную резку для их разборки. Эта технология получила быстрое признание среди лазерных технологий из-за резкого роста требований к точности лазерной резки в электронной и автомобильной промышленности. В медицине лазерная сварка используется для лечения заболеваний сердца и кровеносных сосудов. Мы рассмотрим основные принципы лазерной сварки; проанализируем отличительные особенности, преимущества и экономическую значимость, которые этот процесс привносит в производственный сектор; и обсудим некоторые возможные будущие достижения, ограничения и проблемы. Эта работа предназначена для менеджеров и инвесторов, желающих расширить свой бизнес в новые области, и ориентирована на читателей, незнакомых с технологиями, используемыми в современных производственных системах.
Как работает лазерная сварка
Лазерная сварка: основные принципы
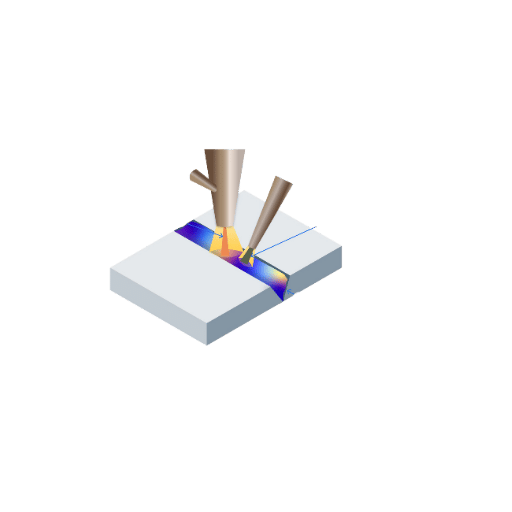
Лазерная сварка использует мощные лазеры для расплавления и соединения материалов, которые вы собираетесь сваривать. Она позволяет получать очень тонкие и точные сварные швы с большой прочностью и небольшими искажениями, повреждениями или изменениями окружающих материалов. Лазер фокусируется на определенном участке материала до такой степени, что перегретая энергия приводит к образованию расплавленной ванны, которая охлаждается и превращается в сварной шов. Эту технику можно применять для различных металлов и сплавов, что полезно в автомобильной, аэрокосмической и электронной промышленности.
Значение лазерного луча в процессе сварки
Лучевой лазер имеет решающее значение для эффективности и точности процесса лазерной сварки. В целом, лазер может работать на расстоянии от 1 до 10 микрометров, обеспечивая высокий уровень сфокусированной энергии с удивительной глубиной проникновения. Из-за этой специфичности луча зона нагрева может быть очень маленькой, что позволит значительно снизить деформацию, а также остаточное напряжение свариваемого материала.
Изобретение высокомощных волоконных лазеров, которые могут достигать выходной мощности более 10 кВт, позволяет сваривать более толстые материалы быстрее и точнее, чем когда-либо прежде. Исследования показывают, что по сравнению с традиционными методами, такими как сварка TIG или MIG, лазерная сварка может достигать скорости сварки от 50 до 100 дюймов в минуту. Повышенная скорость в сочетании с точностью, обеспечиваемой автоматизацией, делает лазерную сварку идеальной для крупносерийного производства.
Качество сварки зависит от параметров лазерного луча, таких как плотность мощности, фокусировка луча и скорость перемещения. Регулировка вышеупомянутых параметров может быть адаптирована для соответствия определенным комбинациям толщины материала, типам, конфигурациям соединений и даже внутренним и внутренним отклонениям в пределах одной детали. При правильных условиях нержавеющая сталь и алюминиевые сплавы, пригодные для машинной обработки, используемые в аэрокосмической и автомобильной промышленности, могут достигать почти идеальных сварных швов с большой прочностью и долговечностью. Универсальность и точность лазерного луча делают его необходимым в современной промышленности.
Сравнение лазерной сварки с другими методами сварки
В отличие от других методов сварки, лазерная сварка имеет несколько уникальных отличительных особенностей. Одно отличие заключается в том, что лазерная сварка более точна, чем другие методы, поскольку она создает тонкие разрезы и чистые, почти идеальные сварные швы, которые вызывают мало искажений; стирание приподнятых поверхностей и других следов было бы намного лучше для других методов. Другое отличие заключается в том, что лазерная сварка обрабатывает заготовки с высокой скоростью, что выгодно для массового производства по сравнению с дуговой или TIG-сваркой, которые относительно медленные. Кроме того, лазерная сварка не требует большого количества отделочных работ из-за высокой точности, в то время как другие методы потребовали бы большого количества постобработки. Из-за этих факторов лазерная сварка идеально подходит для областей со сложными конструкциями, таких как аэрокосмическая или электронная промышленность, а также для высококачественного производства, такого как медицинские приборы.
Преимущества лазерной сварки

Преимущества использования лазерного сварщика экспертного класса
- Особая осторожность при маркировке: Благодаря передовой лазерной технологии искажения и неточности при сварке возникают реже, чем при использовании любых других устройств.
- Скорость: По сравнению с традиционными методами многие другие процессы медленнее, что приводит к увеличению сроков производства.
- Универсальность: Лазерная сварка имеет широкий спектр применения, поскольку она позволяет работать с материалами самых разных типов и толщин.
- Минимальная тепловая нагрузка: Концентрированное тепло минимизирует тепловое воздействие на окружающие детали, эффективно сохраняя хрупкие компоненты.
- Сокращение объема работ по постобработке: Благодаря точности лазерной сварки отделочные работы требуются редко, поскольку рабочие процессы упорядочены благодаря оптимизированным производственным процессам.
Преимущества качественной лазерной сварки
В результате своей чрезвычайной точности лазерная сварка приобрела популярность из-за улучшенного качества сварки. Повышенная прочность и однородность шва объясняются тщательным контролем, обеспечиваемым лазерным лучом благодаря надежной подаче энергии. Кроме того, критические особенности конструкции, такие как пористость или трещины, которые могут повредить целостности сварного шва и снизить его точность, существенно сведены к минимуму. Кроме того, по сравнению с другими методами сварки лазерная сварка производит гладкие и четко определенные сварные швы, лишенные чрезмерного разбрызгивания, что исключает необходимость в послесварочной отделке. Гладкость и чистота превращают лазерную сварку в надежный и целенаправленный метод получения высококачественных сварных швов в разнообразных и деликатных инженерных задачах.
Эффективность лазера высокой мощности при сварке
Высокомощные лазерные системы разработаны для оптимизации скорости и эффективности метода сварки благодаря их повышенной эффективности, что имеет важное значение для промышленных задач. В зависимости от толщины и материала сварного шва, передовые системы могут выполнять сварку со скоростью даже 10 метров в минуту. Благодаря этой возможности происходит резкое сокращение времени производственного цикла и увеличение общей производительности, что приводит к снижению эксплуатационных расходов.
Повышенная плотность энергии мощных лазеров гарантирует, что даже толстые материалы, такие как сталь и алюминиевые сплавы, могут быть сварены за один проход без чрезмерного предварительного нагрева или многократных итераций. Например, большинство систем лазерной сварки с номинальной мощностью более 4 кВт могут успешно сваривать пластины толщиной 10 мм с высокой точностью и низким искажением.
Передовые технологии, ориентированные на лазерное управление, позволяют вносить корректировки в определенные параметры в режиме реального времени, даже на больших скоростях. В промышленном секторе некоторые оценивают рейтинги эффективности, достигающие более 90%, что означает, что потери энергии в процессе относительно невелики. Этот сдвиг повышает использование энергии и снижает эксплуатационные расходы, усиливая переход к устойчивому производству за счет интеграции более экологически чистых ресурсов.
Какие типы лазеров используются в системах лазерной сварки?

Обзор технологий волоконного лазера и CO2-лазера
Системы лазерной сварки в значительной степени опираются на технологии волоконного лазера и лазера CO2 из-за их универсальности и эффективности, которые незаменимы в промышленных приложениях с высокими требованиями к рабочей нагрузке. Например, волоконные лазеры используют оптические волокна в качестве среды усиления и подходят для точных сварочных задач, свариваемых отражающих материалов и высокомощных лазеров из-за их высокой точности плотности мощности. Лазеры CO2 используют газовую смесь и лучше подходят для резки и сварки более толстых материалов из-за их более длинной волны. Каждый тип имеет свои преимущества в зависимости от области применения; однако волоконные лазеры превосходят по скорости и эффективности обслуживания, в то время как лазеры CO2 более полезны для прочных металлов и неметаллов.
Выбор подходящего лазерного сварочного аппарата для решения задачи
При выборе лазерных сварочных аппаратов тремя наиболее важными факторами являются тип, толщина и масштаб производства материала. Волоконные лазеры хорошо подходят для тонких и высокоотражающих материалов из-за их точности и быстрой обработки. Между тем, лазеры CO2 более эффективны для более толстых или неметаллических материалов, поскольку они работают надежнее с более длинными длинами волн. Кроме того, учитывайте техническое обслуживание и потребление энергии, поскольку волоконные лазеры, как правило, со временем обходятся дешевле, чем модели CO2. Оптимальная эффективность и результаты достигаются при выборе правильного типа лазера относительно конкретного применения.
Каковы основные элементы системы лазерной сварки?
О важности качества луча
Качество луча является ключевым фактором, определяющим эффективность и точность в пределах ряда операций. Качество луча и BPP, что означает Beam Parameter Product (Продукт параметров луча), определяют распределяемое отношение деления лазера и способ его фокусировки. Поэтому лучший BPP означает лучи лучшего качества и лучшую обработку материала, в то время как более низкий BPP означает потерю всего того, что не обеспечивает более точного управления и точной обработки материала.
7B, класс укрепил меня в первом классе, низкое качество луча означает высокие потери энергии в условиях резки, микросварки, лазерной гравировки для точных функций. В лазерной сварке высокое качество луча помогает достичь более глубокого проникновения с меньшей тепловой деформацией, тем самым улучшая прочность и качество сварки. Сегодня разработки в лазерных системах привели к заметному увеличению коэффициентов луча M² (мера качества луча). Неудивительно, что многие отрасли, которые сосредоточены на сверхточной резке, например, электроника, сталкиваются с превосходящими требованиями.
Кроме того, лучшее качество луча обычно означает, что эффективность поглощения энергии целевым материалом повышается, что приводит к снижению общих требований к мощности. Это, в свою очередь, снижает эксплуатационные расходы и упрощает обработку материалов с высокой отражательной способностью, таких как медь и алюминий. Например, данные показывают, что высокомощные волоконные лазеры с превосходным качеством луча имеют эффективность процесса около 40%, что намного выше, чем у традиционных CO2-лазеров.
При оптимизации лазера качество луча помогает расширить возможности обработки материалов, делая систему более гибкой. Эти результаты доказывают, что инвестиции в точность приведут к более высоким показателям и надежности результата.
Благодаря передовым промышленным применениям, как было отмечено, оптимально разработанные CO2-лазеры, огромный объем предварительно ароматизированных многоотражательных лазеров позволил эффективно обрабатывать объем, сложные формы, точную обработку многолучевых лазеров объемных отражателей CO2-лазеров, включенных через.
Все это оправдывает необходимость обеспечения прецизионного качества луча, позволяющего реализовать сложные методы прецизионного лазерного производства.
Интеграция сварочных аппаратов и технологий лазерной сварки
Объединение сварочных аппаратов с технологией лазерной сварки имеет замечательные преимущества, особенно в точности и эффективности. Современные системы лазерной сварки можно легко интегрировать в уже существующие производственные линии, что увеличивает скорость обработки и сводит к минимуму деформацию материала. Высокий стандарт лазерной сварки гарантирует исключительную постоянство прочности сварного шва, что имеет решающее значение для многих отраслей промышленности, таких как автомобилестроение, аэрокосмическая промышленность и электроника. Необходимо оценить совместимость лазера и сварочных аппаратов для успешной интеграции с учетом таких факторов, как выходная мощность, фокусировка луча материала и состав металла. Минимизация простоев в работе требует надлежащей калибровки и обучения для максимальной эффективности.
Каковы различные методы сварки лазерным лучом?

Сварка в замочную скважину и кондуктивная сварка
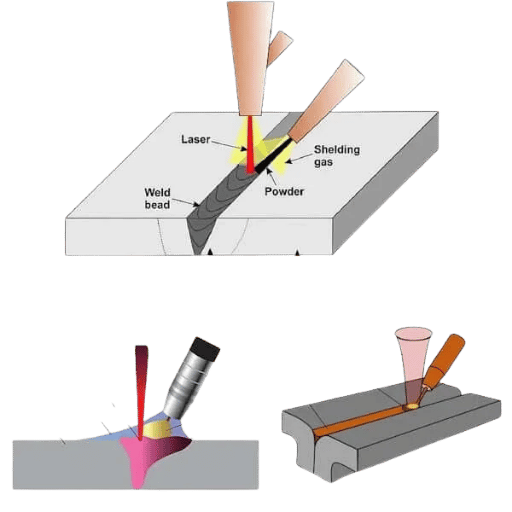
Методы лазерной сварки включают два различных метода передачи тепла, известных как кондуктивная сварка и сварка в замочную скважину.
Кондуктивная сварка: в этом типе сварка выполняется лазером на поверхности заготовки. Энергия лазера фокусируется на поверхности заготовки, а тепло передается в больший объем материала заготовки. Эта техника создает широкие и неглубокие сварные швы, поэтому идеально подходит для случаев, когда чрезмерное проникновение нежелательно, и требуется гладкий сварной шов.
Сварка в замочную скважину: с применением интенсивной лазерной энергии часть материала испаряется, образуя небольшую полость или «замочную скважину». Эта техника позволяет производить сварные швы узкими и глубокими, но прочно скрепленными с большой степенью проникновения. Она больше всего подходит для мест, где требуется прочность вместе с высокой деформацией, например, в аэрокосмической или высокопроизводительной технике.
Понимание сварки с глубоким проплавлением и ее применения
Сварка с глубоким проникновением — полезный производственный процесс для создания прочных связей между двумя соединениями в таких конструкциях, как мосты, корабли и высококлассные транспортные средства, где необходимо минимизировать тепловые деформации. Этот метод сварки использует мощные лазеры или электронные лучи, которые обеспечивают соотношение глубины к ширине около 10:1, что является исключительно мощным для методов лазерной сварки. Такая проникающая способность необходима в таких отраслях, как тяжелое строительство.
Максимальная мощность волоконных лазеров в 10 киловатт и другие недавние усовершенствования помогают повысить эффективность и скорость лазерной сварки. Исследования показали, что усовершенствованная лазерная сварка способна достигать проникновения в сталь глубиной более 20 миллиметров на высоких скоростях и без ухудшения качества сварки. Узкий поток лазерного света приводит к очень плотному теплу, что минимизирует зону термического влияния (HAZ), тем самым снижая искажение материала и требования к последующей обработке.
При минимальном вмешательстве человека современные системы оснащены автоматизированными элементами управления и датчиками, которые обеспечивают постоянное качество для каждого выполненного сварного шва. Такие особенности увеличили его использование в строительстве ядерных реакторов и производстве медицинских приборов, где надежность имеет решающее значение. Сварка с глубоким проплавлением с использованием электронных пучков обеспечивает непревзойденную точность при сохранении прочности материалов. Такая особенность делает их обязательными в аэрокосмической отрасли, поэтому они пользуются таким большим спросом.
В частности, развитие лазерных и лучевых технологий продолжает совершенствовать сварку с глубоким проникновением. В качестве примера этот процесс иллюстрирует требования к эффективности, прочности и точности, которые должны выполнять прецизионные методы сварки в современных производственных системах.
Достижения в области дистанционной лазерной и гибридной сварки
Гибридная сварка достигает наилучших результатов за счет интеграции нескольких различных методов, таких как лазерная и дуговая сварка. Она преодолевает такие проблемы, как перекрытие зазоров в стыках и неэффективность времени, что делает ее идеальной для автомобильной и аэрокосмической промышленности.
Дистанционная лазерная сварка использует лазерные системы, которыми можно управлять на расстоянии. Это приводит к быстрым бесконтактным процессам. Эта техника полезна для сложных сварных швов в ограниченном пространстве, обеспечивая больший доступ при сокращении времени простоя. Вместе эти технологии являются краеугольным камнем будущего автоматизированных высокопроизводительных сварочных систем.
Частые вопросы (FAQ)
В: Какие основные виды услуг лазерной сварки доступны сегодня?
A: На рынке доступен ряд услуг лазерной сварки. Наиболее популярными являются кондуктивная сварка, при которой сварные швы создаются лазерными лучами без полного проникновения; сварка в замочную скважину, которая обеспечивает большее проникновение для более толстых материалов; и теплопроводная сварка, которая подходит для более тонкой работы с тонкими материалами. Существуют также услуги лазерной сварки, которые используют сканирующие системы для перемещения луча по большим площадям, что обеспечивает более высокую скорость сварки. Кроме того, услуги импульсной сварки позволяют контролировать точные энергетические импульсы при чувствительном применении, а сварка непрерывной волной используется для повторяющихся задач с низким спросом, где требуется постоянная подача энергии. Каждый тип сварки предлагает определенные преимущества, соответствующие материалам, толщине и стандартам качества текущего проекта.
В: Сравнение лазерной сварки и традиционной сварки
A: По сравнению с другими методами сварки лазерная сварка имеет много различных преимуществ. Она обеспечивает значительно более высокую точность сварных швов, демонстрирует даже меньшие зоны материала, подверженные воздействию тепла, и минимизирует искажения. Лазерная сварка выполняется на гораздо более высоких скоростях; она может быть в 5–10 раз быстрее, чем другие методы. В отличие от традиционной термической сварки, лазерная сварка не требует добавления присадок, что делает соединения более чистыми. Доступ к некоторым труднодоступным областям становится возможным благодаря использованию лазерных лучей, что позволяет создавать сварные швы толщиной всего 0.2 мм, что невозможно при обычной сварке. В дополнение ко всему этому лазерная сварка обеспечивает более прочные соединения, требующие минимальной отделки, и эти отделки часто менее абразивны и улучшают внешний вид детали. Несмотря на эти преимущества, расходы на приобретение оборудования намного выше, чем на покупку обычных сварочных инструментов. Однако из-за большей эффективности и качества инвестиции обычно оправдываются.
В: Какие материалы можно сваривать с помощью лазерной сварки?
A: Лазерная сварка имеет широкий спектр применения, когда речь идет о соединении материалов. Она широко применяется для сварки металлов, таких как углеродистая сталь, нержавеющая сталь, алюминий, титан и никелевые сплавы. Одной из самых выдающихся особенностей является соединение разнородных материалов, которые было бы очень сложно или даже невозможно при обычной сварке, например, медь с алюминием и сталь с титаном. Кроме того, некоторые термопласты и передовую керамику можно сваривать с помощью лазеров. Технология особенно полезна для тонких материалов, до 0.01 мм, но другие толстые секции также могут быть обработаны при использовании правильного источника лазера и техники. Самое важное — это способность материала заготовки поглощать достаточно энергии лазерного луча для успешного выполнения сварки.
В: В каких отраслях чаще всего используются услуги лазерной сварки?
A: Непревзойденная точность и адаптивность лазерной сварки позволяют использовать ее во многих отраслях. Она широко применяется в автомобильной промышленности для сварки деталей кузова, трансмиссий и даже соединений внутри батарей. В медицинской сфере лазерная сварка идеально подходит для герметичной герметизации кардиостимуляторов и хирургических устройств. В аэрокосмическом секторе лазерная сварка широко применяется для высокопрочных, легких двигателей и структурных компонентов, а также других элементов, имеющих решающее значение для отрасли. В электронной промышленности лазерная сварка используется для микросварки хрупких частей устройств, а также соединений с батареями. Другие известные пользователи включают ювелирную промышленность, которая фокусируется на лазерной сварке из-за эстетической привлекательности готового продукта, энергетическую промышленность, использующую ее для компонентов трубопроводов, и промышленность потребительских товаров, которая производит все, от кухонных гаджетов до мобильных телефонов. С таким количеством различных секторов, которые требуют точных, прочных и элегантно выглядящих сварных швов, можно с уверенностью сказать, что лазерная сварка имеет многочисленные области применения.
В: Почему стоит рассмотреть возможность использования услуг лазерной сварки?
A: Услуги лазерной сварки предлагают обширные преимущества по сравнению с другими процессами сварки. Использование лазерной сварки радикально снижает деформацию сварки и сохраняет физические свойства основных материалов благодаря высокой концентрации мощности лазерного луча, что приводит к узким зонам термического воздействия. По сравнению с традиционными методами сварки производительность лазерной сварки значительно выше из-за быстрого темпа сварки, а также потому, что процесс можно легко автоматизировать. Это обеспечивает большую повторяемость и однородность качества при больших объемах производства. Другие преимущества включают гладкую поверхность и лучшее качество сварки, когда требуется меньший объем послесварочной обработки. Более того, разнородные материалы можно легко сваривать вместе с помощью лазерной сварки, даже если материалы очень тонкие (менее 0.01 мм), не рискуя повредить основные материалы. Воздействие на окружающую среду от работы лазерного сварочного аппарата также превосходит большинство традиционных сварочных аппаратов из-за относительно низкого уровня образования паров и отходов, а также потребления энергии во время работы.
В: Какие соображения безопасности важны при реализации услуг лазерной сварки?
A: Использование лазеров в операциях, как для резки, так и для сварки, наносит серьезный вред здоровью пользователя. Особую осторожность следует проявлять при защите рабочих, занимающихся лазерной сваркой. Открытые лучи лазера могут вызывать серьезные ожоги и травмы кожи, поэтому рабочие должны быть защищены с помощью полного комплекта СИЗ, который включает защитные очки и костюмы для всего тела. Дополнительные требования включают максимальное ограждение лазерного луча, четко определенные барьеры, где сварщики изолированы, а также защиту кожи. Также необходимо обеспечить надлежащие очки с соответствующей длиной волны, что подтверждает принципы «Безопасность прежде всего». Периферийное оборудование должно быть снабжено выключателями, что обеспечивается протоколами безопасности, включающими меры предосторожности наряду с повсеместными предупреждающими надписями. В процессе лазерной сварки существует риск образования чрезвычайно опасных паров, образующихся на третичной стадии сварки и диссоциированных элементарных паров после сноса, что может нанести вред при вдыхании, поэтому необходимы системы вытяжки. Без дополнительных материалов пожарная безопасность имеет важное значение, учитывая риск возгорания горючих веществ от сфокусированных лазерных лучей. Регулярная проверка, выдача, обучение этих элементов управления наряду с сертифицируемым управлением обеспечивает оптимальную надежность системы для ответственных лиц посредством релевантности добровольных стандартов ANSI Z136.1, что позволяет им стать инклюзивными для американцев.
В: Как узнать, подойдет ли лазерная сварка для моих производственных нужд?
A: Чтобы оценить, подходит ли лазерная сварка для ваших требований, сначала рассмотрите несколько критических факторов. Тип материалов и их толщина являются соображениями; лазерная сварка оптимальна для тонких материалов и определенных комбинаций металлов. Определите ваши требования к точности; для узких, малодеформационных, высокоточных сварных швов лазерная сварка является наилучшим вариантом. Проверьте размер объемов производства; в большинстве случаев инвестиционные затраты на лазерное оборудование легче оправдать при крупносерийном производстве. Оцените сложность соединений; если есть сложные или труднодоступные сварные швы, фокусирующий лазерный луч будет полезен. Требования к отделке поверхности также необходимо учитывать, поскольку время обработки после лазерной сварки является номинальным. Соизмерьте свои бюджетные ограничения с расходами на оборудование и производительностью с течением времени. Наконец, поговорите с поставщиками услуг. Поставщики услуг лазерной сварки могут выполнить образцы сварных швов на ваших конкретных материалах и показать вам результаты до того, как заранее взяться за процесс.
A: Возможности технологии лазерной сварки недавно были расширены с появлением высокомощных волоконных и дисковых лазеров из-за относительного увеличения скорости и глубины сварки. Многолучевые лазерные системы позволяют сваривать сложные соединения с нескольких точек зрения и одновременно. Усовершенствованные системы сканирования, которые обеспечивают чрезвычайно быстрое позиционирование луча без перемещения заготовки, преобразили дистанционную сварку. Камеры и датчики обеспечивают контроль качества процесса, что снижает уровень дефектов, в то время как усовершенствованные системы мониторинга обеспечивают гарантию качества. Использование как гибридной лазерно-дуговой сварки, так и дисковых лазеров повышает эффективность для более толстых материалов. Вышеупомянутые задачи облегчаются применением ИИ и машинного обучения, которые автоматически настраивают параметры сварки, в то время как технология цифрового двойника моделирует сварные швы до фактического выполнения. Все эти усовершенствования расширяют сферу применения сварки с использованием лазеров.
Справочные источники
- Обзор лазерной сварки разнородных металлов алюминия и меди
- Авторы: Б. Ма, Сяндун Гао, Ицзе Хуан, Перри П. Гао, Яньси Чжан
- Дата публикации: 2023
- Journal: Оптика и лазерная техника
- Ключевые результаты:
- В данном обзоре рассматриваются стратегии и применение лазерной сварки при соединении различных типов металлов, а именно меди и алюминия.
- В статье также рассматриваются проблемы, связанные с образованием интерметаллических соединений, и особые условия сварки, требующие большего внимания.
- Подчеркиваются преимущества лазерной сварки, в том числе точность, низкое тепловложение и возможность соединения материалов с различными термическими свойствами.
- Методология:
- Авторы использовали методы лазерной сварки для сварки различных сплавов металлов и провели обзор литературы, объединив результаты различных исследований, чтобы сформировать единое представление о методе лазерной сварки и его применении при соединении различных металлов.(Ma et al., 2023).
- Многосканирующая пикосекундная лазерная сварка неоптического контактного натриево-кальциевого стекла
- Авторы: Сяньши Цзя, Кай-Юэ Ли, Чжоу Ли, Цун Ван, Цзюн Чен, Суочао Цуй
- Дата публикации: 2023
- Journal: Оптика и лазерная техника
- Ключевые результаты:
- В рамках данного исследования рассматривается применение многосканирующей пикосекундной лазерной сварки для натриево-кальциевого стекла с упором на достижение высокоточных сварных швов в структуре натриево-кальциевого стекла, что оказалось сложной задачей в предыдущих работах.
- Результаты данного исследования ясно показывают, что применение методов пикосекундной лазерной сварки позволяет эффективно соединять материалы с очень низким разрушающим воздействием на соседний материал.
- Методология:
- Авторы провели экспериментальные исследования с различными параметрами лазера и оценили качество полученного сварного шва с помощью механических испытаний и микроскопии.(Jia et al., 2023).
- Мониторинг проникновения лазерной сварки на основе частотно-временной характеристики акустической эмиссии и гибридной сети CNN-LSTM
- Авторы: Чжунъи Ло, Ди Ву, Пей-Чжан Лэй, Синь Е, Хайчуань Ши, С. Цай, Интао Тянь
- Дата публикации: 2023
- Journal: Материалы
- Ключевые результаты:
- В данном исследовании для разработки нового метода отслеживания и контроля проплавления при лазерной сварке использовались сигналы акустической эмиссии и гибридная модель глубокого обучения.
- Исследование подтверждает, что разработанный подход позволяет точно оценить глубину проплавления, что важно для поддержания стандартов качества сварки.
- Методология:
- Используя комбинацию CNN-LSTM, авторы проанализировали данные акустической эмиссии экспериментов по лазерной сварке после проведения экспериментов по лазерной сварке и сбора соответствующих данных.(Luo и др., 2023).
- Численное исследование колебаний луча и их влияния на параметры кристаллизации и морфологию зерна при дистанционной лазерной сварке высокопрочных алюминиевых сплавов
- Авторы: А. Мохан, Д. Чегларек, П. Франсиоза, М. Ауингер
- Дата публикации: 2023
- Journal: Наука и технология сварки и соединения
- Ключевые результаты:
- В данном исследовании рассматривается влияние колебаний луча на процесс затвердевания и изменения микроструктуры, связанные с лазерной сваркой высокопрочных алюминиевых сплавов.
- Результаты показывают, что осцилляция полезна, поскольку она оказывает положительное влияние на прочность на растяжение и изменение формы зерна, тем самым улучшая механические свойства.
- Методология:
- Была создана усовершенствованная модель конечного элемента, которая позволяет оценивать область параметров затвердевания путем моделирования полей температур и потоков терможидкости во время сварки, а также охлаждения после сварки.(Мохан и др., 2023, стр. 362–371.).
- Сварочные работы
- Лазерная сварка






