Покупка листовой экструдер Речь редко идет только об экструдере. Машина, которая плавит ваши гранулы, — это лишь один узел в цепочке из семи подсистем, и решение, которое приводит к наибольшим финансовым потерям, — это выбор количества шнеков, фильеры и производительности до того, как вы подберете их в соответствии с вашей смолой и реальным объемом производства. Это руководство является дополнением к процессу закупки; если вы хотите узнать пошаговую инструкцию по формованию плоского листа, прочтите наше руководство. руководство по процессу экструзии целых листовЗдесь мы остановимся на одном вопросе: как определить характеристики, размеры, цену и проверить оборудование, прежде чем подписывать заказ на покупку?
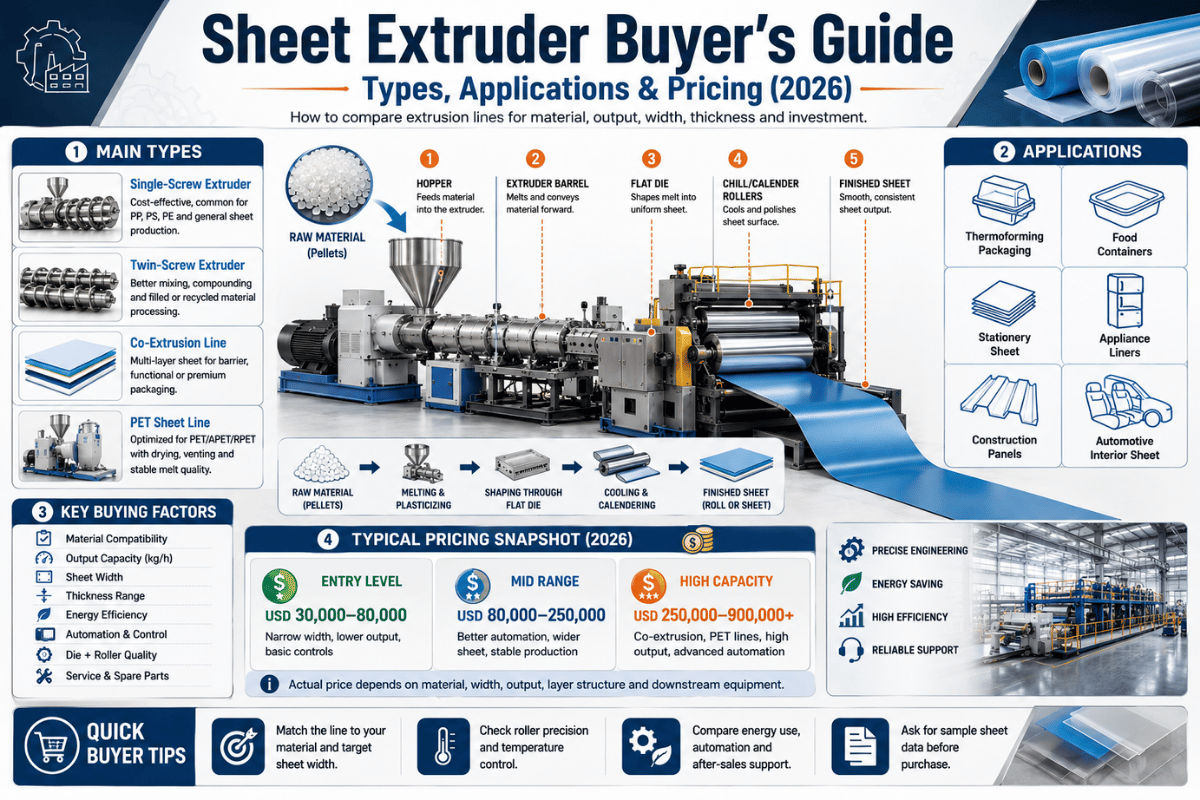
Вкратце: Листовой экструдер — это машина для экструзии пластмасс, которая расплавляет гранулы термопластов и проталкивает расплав через плоскую (типа вешалки для одежды или Т-образную) матрицу и трехвалковый калибровочный блок для формирования непрерывного плоского листа, обычно толщиной 0.25–12 мм. Выбор экструдера зависит от типа сырья (определяет, будет ли он одношнековым или двухшнековым), целевой производительности (определяет диаметр шнека и мощность привода), а также от требований к сушке и коррозии смолы (определяют остальные параметры линии).
Краткие технические характеристики, листовой экструдер: краткий обзор
| Тип винта | Одношнековый (для первичного/товарного сырья) или двухшнековый (для вторичной переработки/ПЦР/компаундирования) |
| Винт L / D | Стандартное соотношение 24:1–30:1; 30:1–40:1 для высокоскоростных схем. |
| Диаметр винта | ≈35–120 мм — стандартный диапазон толщины листового материала |
| Выходной диапазон | ≈30 кг/ч (лаборатория) до 1,000–1,200 кг/ч (высокоскоростной ПЭТ) |
| Ширина листа | ≈400–2,500 мм |
| Охлаждение кристалла | Вешалка для одежды или Т-образный штамп для листового металла + стопка из 3 рулонов (диаметр рулона 300–900 мм) |
| Контроль измерительного прибора | ±0.5% при использовании системы автоматического регулирования показаний датчика (AGC) с замкнутым контуром. |
| Граница между листом и пленкой | 0.25 мм на ASTM D883 |
Что такое листовой экструдер? (И какое место он занимает по сравнению с пленочными, профильными и трубными экструдерами)

Листовой экструдер — это машина, которая превращает термопластичные гранулы в непрерывный плоский лист. Вращающийся внутри нагретого цилиндра шнек с электроприводом пластифицирует и перекачивает полимер; затем расплав продавливается через фильеру для плоского листа и охлаждается на валках для установки толщины и качества поверхности. На выходе получаются плоские заготовки, лотки, панели и термоформованные листы, а не тонкие полотна, изготавливаемые на пленочных линиях, или профили с фигурным поперечным сечением, изготавливаемые экструдерами для профилей или труб.
Наиболее полезной границей, которую необходимо знать, является размерность. Согласно ASTM D883 В соответствии со стандартной терминологией, «пленка» — это листовой материал номинальной толщиной не более 0.25 мм (0.010 дюйма); все, что толще, называется листом. стандартами качества ISO 472 В описании указано то же ограничение в 0.25 мм. Именно это число определяет, к какому семейству станков вы вообще относитесь при выборе.
Каково назначение экструдера для листового металла?
Назначение экструдера для листового металла — преобразование твердой смолы в плоский лист с заданными размерами с постоянной скоростью, чтобы последующие процессы — термоформование, ламинирование или нарезка на отрезки — получали материал с постоянной толщиной и поверхностью. Три параметра определяют, будет ли лист отгружен как первичный или бракованный: стабильность температуры плавления, равномерность потока через фильеру и геометрия охлаждающих валков. Практически все жалобы на качество связаны с одним из этих трех факторов.
| Тип экструдера | Форма выхода | Умереть | Охлаждение |
|---|---|---|---|
| Листовой экструдер | Плоский лист, 0.25–12 мм | Плоская (вешалка для одежды / Т-образная) | 3-роликовый калибровочный пакет |
| Литая / выдувная пленка | Тонкая пленка, <0.25 мм | Плоский или кольцевой | Охлаждающий рулон / воздушное кольцо |
| Профильный экструдер | Фигурное поперечное сечение | Профильная матрица | Калибровка / водяная баня |
| Экструдер для труб | Полый круглый | Формовочная матрица для кольцевых труб | Пылесос + опрыскиватель |
Подробное описание каждого этапа процесса — подачи материала, плавления, калибровки и обрезки — приведено в нашем сопроводительном руководстве по экструзии листового пластика; в этой статье предполагается, что вы знаете, для чего предназначена машина, и основное внимание уделяется выбору подходящей модели. Независимо от типа смолы, линия экструзии пластикового листа — это производственное решение, предназначенное для надежной и точной экструзии одного семейства продуктов — плоских листов.
Одношнековый или двухшнековый: какой привод листового экструдера вам нужен?
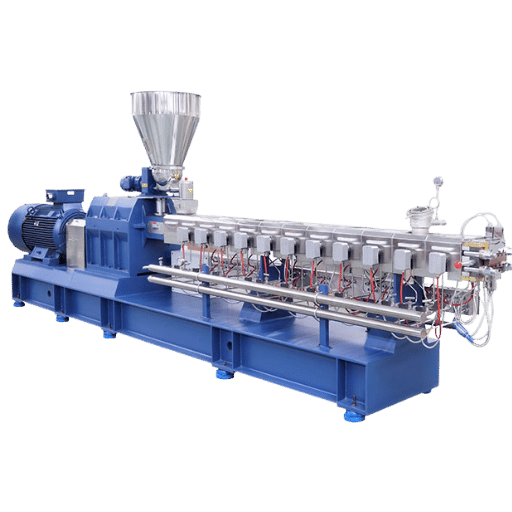
Два основных варианта экструдера для листового проката — это... одношнековый экструдер и переплетение двухшнековый экструдерОдношнековые машины остаются основным оборудованием для производства чистого первичного листового материала; двухшнековые машины оправдывают свою стоимость при работе с вторично переработанным сырьем, хлопьями из вторичного сырья, высокими концентрациями наполнителя или при прямом компаундировании. Выбор определяется типом сырья, а не тем, какая машина выглядит более производительной в технических характеристиках.
Путь выбора количества винтов
- Чистый первичный, оптический или товарный листовой материал (ПММА, ПК, ПС, первичный ПП) → один винтБолее низкая стоимость, более простое обслуживание, достаточно для одного стабильного участка.
- Измельчённая мука, ПЦР-хлопья, краситель/наполнитель или влагочувствительный ПЭТ → двойной винтБолее эффективное перемешивание, дегазация и устойчивость к переменным параметрам подачи корма.
- Прямое компаундирование (смешивание наполнителей/добавок в листе за один проход) → двухшнековая установка с боковой подачей или специализированная тандемная/трехшнековая линия — узкоспециализированный вариант, подходящий лишь для немногих применений.
Трехшнековые и тандемные конфигурации существуют и представлены в каталогах поставщиков, но в независимой литературе по экструзии одношнековые и двухшнековые с переплетением шнеков по-прежнему считаются основными парами; трехшнековые в основном используются в исследовательских целях или предназначены для специальных задач смешивания. Рассматривайте трехшнековый экструдер или специализированный экструдер машина для компаундирования пластика Это специализированное решение для конкретной проблемы смешивания, а не стандартное обновление.
Какие существуют 4 типа экструзии пластика?
Экструзия пластмасс обычно подразделяется на четыре группы по видам продукции: лист (плоский материал, пропущенный через плоскую матрицу), фильм (тонкая сетка, литая или выдувная), профиль и труба (фигурные или полые поперечные сечения), и выдувной заготовки Экструзия (трубка, которая впоследствии надувается). Листовой экструдер специально разработан для первого поколения, он оснащен плоской фильерой, пакетом валов и системой контроля толщины, которую пленочный или трубопрокатный станок нельзя просто переоборудовать под него.
Покупатели часто занижают параметры шнека для переработанного сырья. Одношнековая машина, рассчитанная на первичный ПЭТ, будет дергаться и терять свою вязкость при обработке хлопьев ПЦР, поскольку шнек изначально не был предназначен для дегазации и гомогенизации переменного сырья. Специалисты на инженерных форумах неоднократно указывают на связанную с этим ошибку: отправку поставщику только размеров шнека без учета совместимости конструкции шнека с машиной.
Рассмотрим производителя лотков, который приобрел одношнековую линию, рассчитанную на первичный ПЭТ, а затем переключился на использование 50% вторичного ПЭТ-хлопьев, чтобы выиграть розничный контракт. Через несколько недель в листах появились гелеобразные включения, а их вязкость упала настолько, что термоформование не удалось, и линия вышла из строя, потому что один шнек не может дегазировать хлопья переменной фракции. Двухшнековая машина с вентиляцией работала бы с той же подачей без проблем. Модернизация после покупки обошлась переработчику дороже, чем правильный выбор шнека при закупке; решение о выборе шнека выгодно на бумаге, но дорого в ретроспективе.
Анатомия линии экструзии листового металла: 7 подсистем и то, какие функции принимает каждая из них.
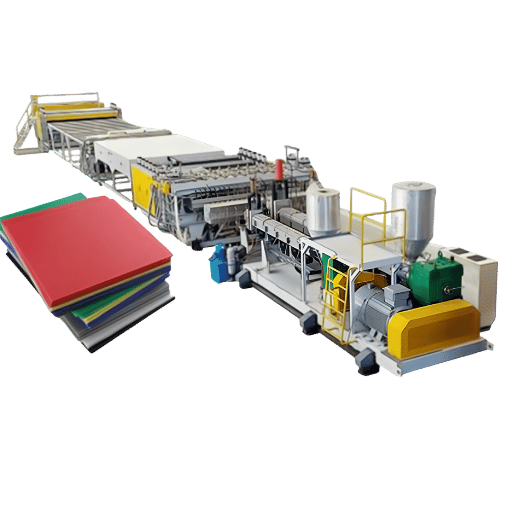
Листовой экструдер продается как часть производственной линии. Технология пластмасс Согласно описанию, линия экструзионной машины для листового проката включает в себя экструдер, устройство смены сит, шестеренчатый насос, статический смеситель (и опциональный блок подачи для соэкструзии), плоскую фильеру для листового проката и трехвалковый блок. Исключение какой-либо подсистемы возможно, но обычно это просто переносит неисправность на другое место. Задача покупателя — знать, на чем настаивать в отношении каждой из них.
| подсистема | Что она решает | Спецификация, на которой следует настаивать | Пропуск – неудача. |
|---|---|---|---|
| Экструдер (шнек + цилиндр) | Качество расплава, выходная мощность | Конструкция шнека соответствует типу смолы; соотношение длины к диаметру 24:1–30:1 | Нерастающий, бурлящий |
| Сменщик экрана | Контроль загрязнения | Непрерывный тип для ПЦР/повторного измельчения | Остановки линии, гели |
| Шестеренчатый (плавильный) насос | Стабильность давления → манометр | Регулирование давления в замкнутом контуре | Измерения MD показывают скачки. |
| Статический смеситель | Плавление + однородность цвета | Обязательно при использовании мастербатча/коэкспорта | Полосы, изменение цвета |
| Плоский листовой штамп | профиль толщины CD | Ограничительная планка + регулировка болта крепления. | Толщина по центру / толщина по краю |
| 3-роликовый калибровочный пакет | Калибр, поверхность, кристалличность | Валы диаметром 300–900 мм, индивидуальный контроль температуры. | Деформация, плохой блеск |
| Тяга + намотчик/резак | Восстановление натяжения и обрезки | Сервопривод для тяги закрыт до заданного значения; встроенный шлифовальный станок для обрезки кромок. | Ошибка в длине, отходы. |
«Шестеренчатый насос, который отделяет давление со стороны фильеры от выходного давления экструдера, является наиболее эффективным и простым в установке усовершенствованием для тонколистового проката. Именно он позволяет добиться профиля толщины ±0.5%».
📐 Инженерная заметка
Большинство погрешностей толщины в поперечном направлении (CD) связаны с особенностями штамповки; большинство отклонений в направлении обработки (MD) связаны с особенностями работы шнека или шестеренчатого насоса. Экструзионное подразделение SPE В рекомендациях по контролю толщины материала указано, что усредненный профиль толщины должен иметь точность 0.5% или выше, что достижимо при автоматическом контроле толщины без вмешательства оператора. Убедитесь, что линия способна выдерживать такую нагрузку. Смола, не демонстрационный образец.
Подбор оборудования в соответствии с типом смолы: требования к линиям по производству ПЭТ, ПП, ПС, ПВХ, АБС, ПНД и ПК.
Химический состав смолы определяет практически все последующие параметры обработки: сушку, конструкцию шнека, температуру фильеры и валков, а также защиту от коррозии. Приведенная ниже таблица представляет собой схему конфигурации линии: в ней указаны параметры, которые необходимо изменить в зависимости от материала, а не температуры цилиндра (они описаны в сопроводительном руководстве по технологическому процессу). Для полимеров, используемых в производстве стекла и конструкционных полимеров, предусмотрена специальная схема. линия экструзии инженерных пластиков Часто это правильная отправная точка; жесткий ПВХ-лист обычно требует специального изготовления. Экструзионная машина для ПВХ.
| Смола | Шнек / потребность в подаче | Высушивание | Примечание о штампах/валках и коррозии |
|---|---|---|---|
| ПЭТ / АПЭТ / КПЭТ | Двухшнековый экструдер предпочтителен для ПЦР-реакции с хлопьями. | До достижения концентрации <50 ppm внутривенная потеря необратима | Высокотемпературные валки 80–120 °C |
| PP | Одноместный или двухместный | Обычно нет | Снижение температуры прокатки повышает жесткость. |
| PS / HIPS | Одношнековый тонкий | Ничто | Узкий временной промежуток; риск образования трещин при плавлении. |
| Жесткий ПВХ | Двухвинтовой, с вентиляцией | Нет, но стабилизировалось | Биметаллический/дуплексный ствол + вентиляция (коррозия соляной кислотой) |
| ABS | Одноместный или двухместный | Легкая сушка | Поверхность, пригодная для печати |
| HDPE/LDPE | Одновинтовой | Ничто | Широкое окно обработки |
| PC | Одношнековый, первичный | Сухое состояние до ≤100 ppm | Крайне требователен к качеству польских валиков; гигроскопичен. |
| ПММА (акрил) | Одновинтовой | Легкая сушка | Полировальный валик для оптической отделки |
| PLA / rPET (переработанный) | Двухвинтовой + непрерывный сито | Интенсивная сушка; вакуумная вентиляция | Внутривенное введение препаратов + контроль контакта с пищевыми продуктами |
Полезное правило от инженеров-материаловедов: никогда не принимайте технические характеристики за окончательную истину. Пропустите несколько метров именно той партии, которую вы собираетесь купить, по той же самой линии, которую вы собираетесь использовать; опубликованные значения — это лишь отправная точка, а не гарантия.
Расчет размеров листового экструдера по производительности: Производительность → Диаметр шнека → Мощность → Капитальные затраты

Расчет размеров всегда начинается с целевого объема и продолжается в обратном порядке до диаметра шнека, мощности привода и ширины матрицы. Приведенная ниже таблица объединяет опубликованные производителем характеристики линий в ориентировочные диапазоны. Опубликованные характеристики линий иллюстрируют разброс, например, для линий, работающих с листовым материалом толщиной 35–60 мм, установлены следующие диапазоны: 50–500 кг/чи одновинтовая линия длиной 90 мм рядом 1,320 фунтов/ч (≈600 кг/ч) на ППЭти данные следует рассматривать как ориентировочные, а не точные текущие характеристики.
| Целевой выход | Диаметр винта (прибл.) | Мощность привода (приблизительно) | Типичное использование | Уровень капитальных затрат |
|---|---|---|---|---|
| ~30 кг/ч | 25 – 35 мм | 15–30 кВт | Лаборатория / пилот | Запись |
| ~100 кг/ч | 45 мм | 30–55 кВт | Малое производство | Запись |
| ~200 кг/ч | 60 мм | 55–90 кВт | Упаковка из полипропилена/полистирола | середине |
| ~400 кг/ч | 75 мм | 90–160 кВт | Упаковка для пищевых продуктов | середине |
| ~600 кг/ч | 90 мм | 160–250 кВт | Высокообъемный полипропилен/полиэтилен | Высокий |
| ~800 кг/ч | 105 мм | 220–315 кВт | Термоформование ПЭТ | Высокий |
| ~1,000 кг/ч | 120 мм | 280–355 кВт | Высокоскоростная ПЭТ | Высокий |
| ~1,200 кг/ч | 120 мм + многоэкструдерный | 350 кВт+ | Многоэкструдерная коэкструдированная система | Высокий |
Эта схема — отправная точка для обсуждения с поставщиком, а не точная формула. Рецензируемые работы в Прикладная энергия Как показано, производительность и мощность экструдера тесно связаны между машиной, материалом и процессом — поэтому 90-миллиметровый шнек для жесткого наполненного ПВХ не подойдет для 90-миллиметрового шнека для сыпучего полипропилена. Всегда подтверждайте размер с помощью пробного запуска на вашей смоле.
Почему больший размер не всегда означает большее количество листа: ограничение времени охлаждения и пребывания.
Увеличение скорости вращения шнека действительно повышает производительность, и исследование компании Applied Energy это подтвердило. конкретный Энергия на килограмм может снижаться с увеличением скорости. Но... пригодный к использованию, соответствующий спецификациям Производительность линии по производству листового материала редко ограничивается экструдером; она ограничивается последующими этапами охлаждения и временем пребывания материала в линии. Если производительность превысит возможности охлаждения рулонного блока до момента протягивания, вы получите деформированный или мутный листовой материал.
Чрезмерное увеличение времени пребывания и вязкостного нагрева приводит к деградации термочувствительных смол, таких как ПЭТ или ПВХ. Размер определяется производительностью, которую можно охладить и поддерживать в заданном диапазоне, а не номинальной производительностью в килограммах в час. Для потоков с большим количеством вторичного сырья... подводная система гранулирования Система, расположенная выше по потоку, может стабилизировать подаваемый материал еще до того, как он достигнет листоформовочной матрицы.
Представьте себе упаковочный завод, который заказал линию для листового пластика толщиной 90 мм с производительностью 600 кг/ч и рассчитывал работать на полную мощность. При работе с тонким ПЭТ-листом толщиной 0.3 мм трехвалковый конвейер мог охлаждать только около 420 кг/ч, прежде чем лист покидал вытягивающее устройство мутным и слегка деформированным. Предел производительности никогда не был экструдером, им был предел. Теперь завод либо работает с производительностью 420 кг/ч, соответствующей спецификации, либо платит за увеличение мощности системы охлаждения — компромисс, который следовало бы указать в спецификации, а не обнаружить на заводском конвейере.
Сколько стоит листовой экструдер? Уровни капитальных затрат, компоненты линии и скрытые издержки.

Стоимость экструдеров для листового ПЭТ варьируется от лабораторных установок стоимостью в несколько сотен тысяч долларов до высокоскоростных многоэкструдерных линий по производству ПЭТ-пластика стоимостью в несколько сотен тысяч долларов с полностью автоматическим контролем толщины. Разница в цене обусловлена уровнем производительности, автоматизацией и типом смолы. Цена экструдера также является меньшей частью общей картины, поскольку стоимость фильеры, сушилки, чиллера и системы управления часто составляет столько же, сколько и стоимость самого экструдера.
| Ярус | Результат | Что движет ценой? |
|---|---|---|
| Лаборатория / пилот | ~30 кг/ч | Небольшой экструдер с ручным управлением. |
| Начальное производство | 100–200 кг/ч | Одновинтовой, базовый рулонный механизм, полуавтоматический |
| Средний этап производства | 400–600 кг/ч | Шестеренчатый насос + АРУ, двухвинтовой вариант, сушка |
| Высокоскоростная ПЭТ | 800–1,200 кг/ч | Многоэкструдерная коэкструдированная система, полная автоматизация, обработка rPET. |
Одно из надежных преимуществ с точки зрения затрат: оснастка. Независимые сравнительные исследования показывают, что стоимость экструзионных фильер составляет приблизительно... На 80–90% дешевле на первоначальных затратах, чем аналогичные пресс-формы для литья под давлением.Потому что плоская матрица намного проще, чем многогнездная. Это снижает барьер для внедрения новой программы производства листовых материалов по сравнению с большинством процессов производства отдельных деталей.
Скрытые расходы, которые необходимо учесть при планировании бюджета до подписания договора.
- Штамп для листового металла и любые варианты ограничительных планок/автоматического калибра.
- Сушилка для смол (обязательна для ПЭТ/ПК) и технологический чиллер
- Автоматический контроль толщины и сканер толщины
- Монтаж, ввод в эксплуатацию и обучение операторов.
- Важные запасные части (пакеты сетки, болты крепления кромки, винт/ствол)
- Энергоемкость/эксплуатационные расходы: экструзия — энергоемкий процесс; приводной двигатель, нагреватели цилиндра, вентиляторы охлаждения, водяные насосы и шестеренчатый насос — все они потребляют энергию, поэтому эффективный приводной агрегат окупается в течение всего срока службы линии.Прикладная энергия)
- Стоимость фрахта и импортных пошлин для импортируемой продукции.
Как выбрать производителя экструдеров для листовой стали: контрольный список из 8 пунктов для проверки.

Единого стандарта для поставщиков, специализирующихся на экструзионных машинах для листового проката, не существует, но разрыв не является полным: Поиск поставщиков NIST MEP Эта программа существует для того, чтобы сопоставлять покупателей с производителями, обладающими определенными техническими возможностями. Это общая схема; приведенная ниже таблица добавляет конкретные характеристики экструзии листового материала, которые действительно необходимы команде по закупкам.
- ✔ Установленная база и рекомендацииПроверяемые листовые характеристики вашей смолы, а не просто список из брошюры.
- ✔ Заводские приемочные испытания (FAT) on материал и целевой размер перед отгрузкой.
- ✔ Собственное производство винтовых и штамповочных инструментов. Соотношение возможностей и приобретенных решений влияет на сроки выполнения заказа и послепродажную поддержку.
- ✔ Автоматическое управление приборами и регистрация данных.Соответствует ли линия норме ±0.5% и позволяет ли экспортировать данные о производстве?
- ✔ rPET / квалификация по переработкеПроверенная методика работы с ПЦР-хлопьями и алгоритм процесса LNO (см. ниже).
- ✔ Сроки послепродажного обслуживания и поставки запчастейНаличие изнашиваемых деталей и реагирование на запросы в рамках удаленной технической поддержки.
- ✔ Соответствие безопасностиОхрана в соответствии с признанными стандартами (см. ввод в эксплуатацию).
- ✔ Общая стоимость владенияОценка производится на основе энергопотребления, количества брака и времени безотказной работы, а не только по заявленной цене.
Покупка, ориентируясь только на заявленную цену, без учета послепродажного обслуживания и общей стоимости владения. Линейка, которая на 10% дешевле, но теряет день производства из-за отсутствия запасной части или потребляет на 15% больше энергии, нивелирует экономию в течение первого года. Оцените поставщиков по восьми пунктам, указанным выше, прежде чем сравнивать цены.
Однажды один производитель выбрал вариант листового материала, который оказался на 12% дешевле ближайшего конкурента. Восемь месяцев спустя изношенное уплотнение механизма смены экрана остановило производство, замена была отправлена из-за границы и доставлена только через девять дней, а потерянный объем производства свел на нет всю первоначальную экономию. Более дешевое предложение не предусматривало наличия запасных частей на местном рынке и более чем 48-часовой срок поддержки, что было очевидно по восьмибалльной шкале до оформления заказа и не отражалось на самой строке цены.
Ввод в эксплуатацию и приемка: что нужно проверить перед подписанием акта приемки.

Приёмка — это этап, на котором покупатель защищает свою покупку. Не принимайте продукцию, изготовленную на основе демонстрационного образца поставщика, проверьте её на серийном образце смолы и целевом калибре. В этом случае безопасность оборудования следует рассматривать как риск для покупателя, а не как второстепенный вопрос, требующий оформления документов.
- ✔ Допуск измерения составляет ±0.5% при автоматическом контроле точности. смола
- ✔ Стабильная производительность на целевом уровне кг/ч без скачков или температурного дрейфа
- ✔ Уровень брака/обрезки кромок в пределах согласованных норм; возврат обрезков осуществляется без проблем.
- ✔ Поверхностная/оптическая проверка проводится на реальном листе, а не на образце.
- ✔ Защитные ограждения проверены и утверждены.
Как проверить экструзионную линию для листового проката перед покупкой?
Вы проводите заводские приемочные испытания (FAT) собственной смолы и калибра, а затем приемочные испытания на объекте (SAT) после установки. FAT должны соответствовать допуску по калибру, установленному в контракте, поддерживать номинальную мощность без скачков и оставаться в пределах согласованного процента брака в течение непрерывной работы, а не в течение двухминутной демонстрации.
С точки зрения безопасности, США Руководство OSHA по работе с оборудованием для обработки пластмасс Необходимо указать наличие и исправность всех элементов ограждения, таких как блокировка/маркировка, стационарные барьеры, световые завесы, защитные коврики, противооткатные заслонки и элементы управления в точках защемления для экструзионных и термоформовочных линий. Перед окончательной оплатой убедитесь в наличии и исправности каждого элемента, поскольку защитное ограждение, установленное после поставки, всегда дороже, чем то, которое было указано заранее.
Прогноз для покупателей листовых экструдеров на 2026 год: линии, готовые к использованию rPET, энергетика и Индустрия 4.0.

Даже несмотря на то, что базовая структура уже достаточно зрелая, на то, что вы сейчас определяете, должны влиять три фактора. Оборудование для экструзии пластика Рынок стабильно растёт, аналитики прогнозируют однозначный ежегодный рост до начала 2030-х годов, но рост объёмов не является главной темой для покупателей; приоритетными являются возможности использования переработанных материалов, энергетические показатели и данные.
Линии, готовые для использования с рекомбинантными ПЭТ-клетками. На выставке K 2025 особое внимание уделялось линиям, перерабатывающим до 100% переработанного ПЭТ с гарантированным уровнем внутренней вязкости для прямого контакта с пищевыми продуктами. Но готовность к контакту с пищевыми продуктами — это не просто технические характеристики оборудования. В США Рекомендации FDA по переработке пластмасс оценивает процессОн запрашивает описание процесса, контроль источников загрязнения и тестирование на удаление загрязняющих веществ, а также выдает письмо об отсутствии возражений (часто называемое LNO) для конкретного процесса переработки. Если вы планируете продавать листы rPET для упаковки пищевых продуктов, запросите у поставщика подтверждение наличия процесса, подходящего для получения LNO, а не просто номер iV.
Энергоэффективные приводы. Поскольку экструзия полимеров — энергоемкий процесс, сервоприводы, эффективные шестеренчатые насосы и улучшенная изоляция теперь являются не просто приятной мелочью, а статьей расходов, отражающейся на эксплуатационных затратах каждой смены.
Мониторинг производственных линий в рамках концепции «Индустрия 4.0». Автоматизированное управление измерительными приборами с обратной связью, а также мониторинг состояния, тока двигателя, нагрузки нагревателя барабана, вибрации редуктора и удаленные панели мониторинга данных переходят из разряда дополнительных опций в стандартную комплектацию. Если вы запрашиваете предложение на линию с поставкой в 2026–2027 годах, спросите поставщиков, как линия обрабатывает переработанное сырье, какие данные она регистрирует и что она сообщает. Ответы покажут вам, покупаете ли вы линию 2026 года или переупакованную более старую.
Часто задаваемые вопросы о листовых экструдерах
В: В чем разница между экструдером для листовой бумаги и экструдером для пленочной бумаги?
Посмотреть ответ
В: Какой экструдер для производства листового проката мне нужен – одношнековый или двухшнековый?
Посмотреть ответ
В: Какой диапазон производительности может обеспечить линия экструзии одного листа?
Посмотреть ответ
В: Может ли одна линия по производству листового металла работать с несколькими типами смол, такими как ПЭТ, ПП и ПВХ?
Посмотреть ответ
В: Какие сроки поставки и послепродажную поддержку следует ожидать от производителя?
Посмотреть ответ
В: Стоит ли покупать бывшую в употреблении линию экструзии листового металла вместо новой?
Посмотреть ответ
Описание данного листа. Руководство покупателя экструдера.
Данное руководство составлено для покупателей, выбирающих экструдер для производства пластиковых листов. Диапазоны размеров составлены на основе опубликованных производителем характеристик линий и сообщений в отраслевой прессе и носят лишь ориентировочный характер; любые значения следует уточнять по актуальной цене и после пробного запуска на вашей смоле. Информация о соответствии стандартам и безопасности приведена непосредственно в источниках ASTM, OSHA, FDA и NIST. Руководство проверено технической командой Suzhou UDTECH Technology Co., Ltd.
Выбираете линию экструзии листового металла?
Компания UDTECH производит одношнековые и двухшнековые экструдеры для листового металла, а также комплектные линии, размеры которых соответствуют типу используемого вами полимера и производительности. Сообщите нам тип материала и целевую производительность в кг/ч, и мы подберем для вас подходящую конфигурацию.
Ссылки и источники
- Стандартная терминология ASTM D883, относящаяся к пластмассам.ASTM International
- ISO 472 / руководство по терминологии для пластиковых пленок и листовМеждународная организация по стандартизации
- Защитный электронный инструмент для оборудования, предназначенный для работы с пластмассами (термоформование).OSHA США
- Переработанный пластик в упаковке пищевых продуктовУправление по контролю за продуктами и лекарствами США
- Поиск поставщиков MEPНациональный институт стандартов и технологий США
- Энергопотребление при экструзии полимеров (Applied Energy)рецензируемых
- Контроль калибра, Википедия подразделения экструзии SPEОбщество инженеров по пластмассам
- Лист экструзионная линияТехнология пластмасс
Статьи по теме
- Экструзия листового металла: процесс, материалы и оборудование.пошаговый процесс работы машины
- Двухшнековый экструдер: принцип его работыкогда двухшнековое смешивание оправдывает свою высокую цену
- Экструзия пластмасс: полимеры, стоимость и соэкструзия.более широкая картина экструзии
- Что такое материал ПВХ?Свойства, определяющие выбор линии по производству листового жесткого ПВХ