




В сфере фармацевтического производства процесс экструзии имеет огромное значение. Это всеобъемлющее руководство направлено на то, чтобы раскрыть тонкости фармацевтической экструзии, предоставляя подробное исследование ее принципов, применений и параметров процесса. Погружаясь в мир фармацевтической экструзии, мы стремимся снабдить читателей более глубоким пониманием этой важной технологии, используемой при разработке и составлении лекарственных препаратов. От основ экструзии до роли экструзии горячего расплава в фармацевтической промышленности, это руководство служит ценным ресурсом для профессионалов и энтузиастов, стремящихся расширить свои знания в этой специализированной области.
Что такое фармацевтическая экструзия?
Ключевые компоненты процесса экструзии
В фармацевтике процесс экструзии имеет отдельные элементы, которые взаимодействуют для получения желаемых результатов. К ним относятся:
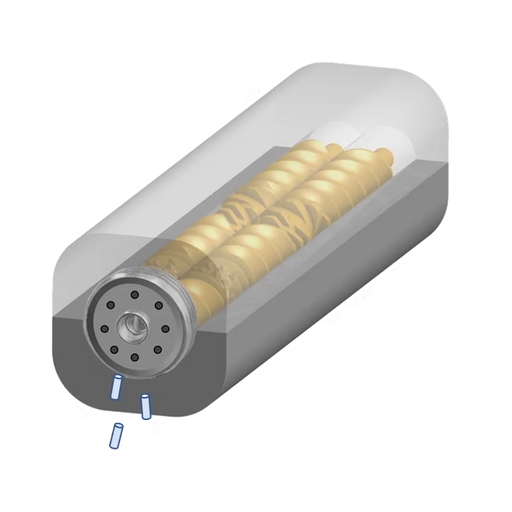
- Экструдер: Экструдер является важнейшим оборудованием в процессе фармацевтической экструзии. Эта машина имеет цилиндр, шнек(и) и фильеру. Она помогает нагревать и смешивать сырье для получения однородной массы.
- Сырье: Другие виды сырья, которые используются при экструзии фармацевтических препаратов, включают активные фармацевтические ингредиенты (АФИ), связующие вещества, вспомогательные вещества и полимеры. Они выбираются на основе состава производимого препарата и его назначения.
- Контроль температуры: Контроль температуры жизненно важен в процессе экструзии. Цилиндр экструдера также имеет зоны нагрева для «критических по температуре» процессов, которые подают тепло сырью для подготовки соответствующих условий плавления и смешивания. Также будут зоны, где экструдированное изделие должно быть спокойным или охлажденным.
- Конфигурация винта: Если соответствующая форма, конструкция и конфигурация лопастей (шнеков) неудовлетворительны, то смешивание материалов, плавление материалов и передача материалов в матрицу не будут эффективными. В зависимости от конкретных условий рецептуры может быть использована одношнековая или двухшнековая конструкция.
- Деформационные работы: диффеоморфные карты: ортопедическая биомеханика. Матрица имеет влияние и определяет форму и длину конечного экструдированного элемента. Важно, что эта функция обеспечивает к концу как желаемую форму, так и особые свойства экструдата.
- Кинематика вибрационного грохота: Эти два конкретных направления являются нормальными и касательными к поверхности сита и в основном формируются относительным движением вибрирующего компонента и лотка сита. Вибрационный ход колеблющейся массы при работе определяется как амплитуда переменного компонента движения поршня гидравлического цилиндра с течением времени.
Отличным примером может служить экструзия, которая использует комбинированные характеристики размеров и продолжительности. Инъекции включены в объем, встроенный интегрально в одну непрерывную поверхность. Что касается параметров для процесса экструзии и его модифицирующего тепла, выравнивающего с присоединением к научному компоненту, то это должно относиться скорее к запатентованным инженерным условиям.
Роль фармацевтических экструдеров в разработке лекарственных препаратов
Фармацевтические экструдеры являются чрезвычайно важным оборудованием из-за их важности в разработке лекарственных препаратов и как одно из применяемых видов оборудования в нескольких процессах, которые производят фармацевтические продукты. Это делает необходимым подчеркнуть следующие моменты, касающиеся важности экструдера в разработке лекарственных препаратов:
- Эффективная лекарственная формула: Производство твердых лекарственных форм, таких как таблетки и капсулы, в фармацевтической промышленности стало возможным благодаря применению технологии экструзии горячего расплава (HME), которая осуществляется с использованием экструдеров. В этом процессе лекарственные соединения объединяются и расплавляются вместе с различными вспомогательными веществами для образования единой смеси.
- Повышенная растворимость лекарств: Метод экструзии горячего расплава широко используется для улучшения растворимости перорально вводимых лекарств с субоптимальной растворимостью в воде. Процесс экструзии создает твердые дисперсии внутри гидрофильной матрицы, чтобы гарантировать равномерное распределение частиц лекарства, тем самым увеличивая скорость растворения и биодоступность.
- Разработка аморфных твердых дисперсий: Аморфные твердые дисперсии, полученные с использованием технологии экструзии, обладают лучшей стабильностью и растворимостью лекарственных средств. Благодаря полимерной матрице, в которой диспергируются лекарственные средства, аморфные твердые дисперсии ингибируют кристаллизацию, что приводит к улучшению абсорбции лекарственных средств и, следовательно, терапевтической эффективности.
- Контролируемый выпуск лекарств: Фармацевтические экструдеры позволяют включать другие полимеры или матрицы в систему доставки лекарств для обеспечения контролируемого высвобождения. Желаемая концентрация лекарства и терапевтическая активность могут быть достигнуты путем изменения скорости высвобождения путем включения подходящих вспомогательных веществ в лекарственную формулу.
Также должно быть ясно, что конкретные параметры процесса фармацевтической экструзии различаются в зависимости от рецептуры, а также свойств, характеризующих конечный продукт. Устанавливаются и поддерживаются приемлемые значения для параметров, работающих во время экструзии, таких как температура и скорость вращения шнека, скорость подачи и давление в цилиндре.
Как работает экструзия горячего расплава в фармацевтической промышленности?
Принципы экструзии горячего расплава в производстве лекарственных препаратов
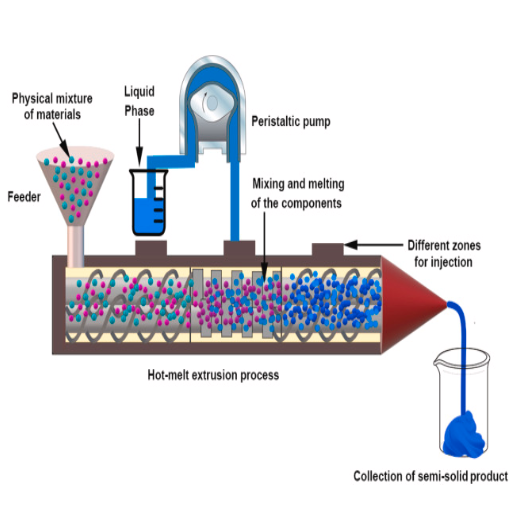
HME в лекарственной формуле включает три процесса, а именно плавление, смешивание и экструзию. В этой стратегии применяется высокая степень нагрева и механического усилия для превращения твердого вещества в жидкость для активных фармацевтических ингредиентов, вспомогательных веществ и других компонентов, которые будут включены в матрицу
Хотя роль ГМЭ в составе лекарственных препаратов хорошо изучена, ее можно обсудить в следующих разделах:
- Кормление и обогрев: твердые компоненты материала, такие как АФИ, и различные виды вспомогательных веществ для смешивания, перемешивания и плавления подаются в цилиндр экструдера, который затем нагревает твердые ингредиенты, поскольку проникновение температуры позволяет возникнуть пластичности, вызывая интегрирующее движение внутри материалов и обеспечивая интеграцию компонентов.
- Смешивание и резка: После того, как расплавленная смесь проталкивается через экструдер, лопасти вращающегося шнека(ов), расположенные по всей длине цилиндра, оказывают сдвигающие усилия, которые дополнительно способствуют процессу смешивания компонентов. Это гарантирует, что АФИ и вспомогательные вещества равномерно включены, тем самым достигая однородной системы доставки лекарств.
- Экструзия и охлаждение: Прикладывая огромное давление, горячий расплав проталкивается через головку экструдера, расположенную на его концах. Это приводит к образованию бесконечного «экструдата» определенного размера и формы. Следующий шаг включает охлаждение экструдата для затвердевания матрицы и сохранения требуемых физических и химических свойств.
С другой стороны, эти параметры необходимо точно настроить и оптимизировать для конкретных конечных API, терапевтических свойств и систем доставки лекарств.
Преимущества использования процесса HME при доставке лекарств
Терапевтические применения Hot Melt Extrusion (HME), как части технологии доставки лекарств, кажутся весьма полезными и, таким образом, способствуют предпочтению к нему, особенно в фармацевтической формулировке. Некоторые из них включают:
- Улучшенная растворимость и биодоступность лекарственных средств: HME позволяет готовить твердые дисперсии, тем самым увеличивая растворимость и скорость растворения плохо растворимых ингредиентов. Это, в свою очередь, приводит к большей биодоступности и относительно более жестким терапевтическим окнам.
- Профили контролируемого высвобождения лекарственных средств: Кинетику высвобождения лекарств во время экструзии можно контролировать, что позволяет производить системы с длительной, контролируемой или целевой доставкой лекарств. Формула и параметры процесса могут быть изменены для получения желаемых профилей растворения и терапевтических целей.
Как отмечают авторы, следует иметь в виду, что конкретные приложения, а также параметры процесса, связанные с экструзией горячего расплава, зависят от лекарственного вещества, клинического дизайна и необходимой системы доставки лекарств. В этой связи оптимизация температуры, скорости вращения шнека, свойств материалов и других параметров имеет большое значение в рамках физических и химических свойств готового продукта.
Каковы области применения экструзии горячего расплава?
Роль в создании твердых дисперсий для улучшения растворимости лекарств
Процесс экструзии горячего расплава (HME) имеет решающее значение в разработке твердых дисперсий, которые предназначены для повышения растворимости лекарственных средств. Малорастворимые лекарственные вещества могут препятствовать высвобождению связанного с ними лекарственного средства из полимерной матрицы; однако это можно преодолеть с помощью твердых дисперсий. При этом параметры процесса, связанные с HME при приготовлении твердых дисперсий, могут различаться в зависимости от конкретного лекарственного вещества и предполагаемой рецептуры. Скорость вращения шнека, температура, выбор полимера, а также выбор количества лекарственного средства являются важными элементами, которые приведут к желаемому повышению растворимости лекарственного средства. Некоторые из дополнительных параметров, которые могут иметь решающее значение в HME при приготовлении твердых дисперсий, следующие:
- Конфигурация и конструкция шнека: Такие параметры, как геометрия конфигурации шнека, включая шаг и глубину витков, полезны при смешивании и диспергировании лекарственных препаратов в полимере.
- Время жительства: Это относится к количеству времени, в течение которого они остаются в цилиндре экструдера, и, как было показано, это влияет на диспергирование лекарственного средства, а также к степени взаимодействия лекарственного средства с полимером.
- Профиль температуры ствола: Температура является одним из ключевых параметров, который следует поддерживать для достижения максимальной эффективности. Температура по всей длине цилиндра должна поддерживаться постоянной, поскольку она полезна для плавления и гомогенизации и в некоторой степени влияет на затвердевание в процессе экструзии.
- Скорость подачи и скорость вращения шнека: Изменение скорости подачи и скорости вращения шнека может повлиять на время и сдвиговые усилия рецептуры в результате процесса экструзии.
Важно отметить, что конкретные параметры процесса и их значения должны быть обоснованы с учетом требований к лекарственному веществу, конструкции рецептуры и желаемых характеристик конечного продукта.
Использование при разработке аморфных твердых дисперсий
Включение аморфных твердых дисперсий (АСД) является распространенным подходом в разработке рецептур, который улучшает солюбилизацию и биодоступность плохо растворимых в воде лекарственных средств и продуктов. Процесс экструзии является критическим этапом в приготовлении АСД, поскольку он обеспечивает предсказуемость изменений многих параметров процесса, которые влияют на свойства конечного продукта.
Что касается трех основных ключевых слов в google.com, при разработке АСД методом экструзии часто упоминаются следующие технические параметры:
- Скорость подачи: Скорость подачи может варьироваться для изменения времени пребывания и сдвигающих усилий, прилагаемых к экструдируемой формуле. Для достижения наилучшей производительности важно определить скорость подачи в свете лекарственного вещества, конструкции формулировки и требований к производимому продукту.
- Скорость винта: Одной из переменных, которую можно контролировать, является вращение шнека, когда они быстрые, смешивание более эффективно, с повышенной температурой и распределением времени пребывания в экструдере. Однако это потребует обоснования выбранной скорости шнека, чтобы достичь эффективного диспергирования препарата и вспомогательных веществ.
- Температурный профиль: Очень важно быть осторожным с профилем температуры экструзии, поскольку он влияет на свойства твердого тела АСД. Диапазоны температур и профили охлаждения могут зависеть от препарата и вспомогательных веществ, используемых в рецептурах, и могут отличаться друг от друга.
Следует подчеркнуть, что выбранные параметры процесса и их значения должны быть надлежащим образом обоснованы широким спектром факторов, таких как физико-химические характеристики лекарственного вещества, его рецептура и ожидаемые свойства конечного продукта. Не менее важным является строго контролируемое наблюдение за условиями производственного процесса для поддержания заданного качества и воспроизводимости производимых АСД.
Какие параметры процесса используются при фармацевтической экструзии?

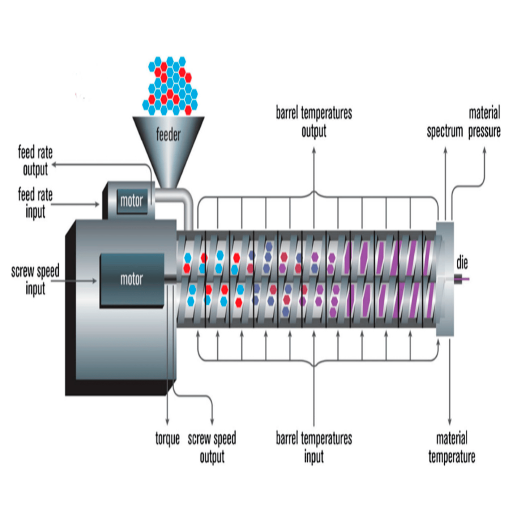
Основные параметры процесса, такие как скорость вращения шнека и температура
В процессе фармацевтической экструзии были выявлены несколько параметров, которые, если их контролировать, приведут к требуемому продукту и обеспечат однородность в ходе процесса. Из того, что предлагают три лучших веб-сайта на Google.com, я могу сформулировать следующие выводы: скорость шнека и температура входят в число параметров, которые имеют прямую связь с изменениями экструзионной головки:
- Скорость винта: Степень удерживания материалов в экструдере напрямую связана со скоростью вращения шнека экструдера, тем самым влияя на степень необходимого смешивания или плавления. Исследования показывают, что максимальная скорость шнека не является постоянной и в значительной степени зависит от рецептуры и требуемых свойств препарата и конечного продукта.
- Рабочая температура: Поскольку контроль температуры имеет первостепенное значение в фармацевтической экструзии, нагревание влияет на плавление и смешивание материалов, определяя стабильность и однородность субстанции препарата в экструдере. Обычно температурный профиль имеет такие зоны, как зона подачи, зона сжатия и зона дозирования, которые имеют свои температуры, установленные для определенных требований к формуле.
Важно подчеркнуть, что параметры этих процессов должны быть тщательно выбраны и изменены только после всесторонних обсуждений, включая вещество препарата, состав препарата, а также требуемые свойства продукта. Существует необходимость в строгом надзоре и контроле условий производственных процессов для достижения установленных стандартов и однородности качества производимых аморфных твердых дисперсий (АСД).
Влияние свойств материала и параметров процесса на конечный продукт
В фармацевтической экструзии конечный продукт в значительной степени зависит как от свойств материала, так и от параметров процесса. Эти факторы должны быть тщательно рассмотрены и выбраны для достижения целей стабильности, однородности и качества получаемых аморфных твердых дисперсий (АСД).
Например, два аспекта имеют большое значение в отношении материальных свойств препарата: активное вещество и его состав препарата. Эти атрибуты управляют плавлением, а также смешиванием материалов, что в дальнейшем влияет на стабильность диссербелта, а также на однородность в экструдере. Кроме того, следует учитывать и другие аспекты востребованного продукта, такие как скорость растворения, биодоступность и требуемое распределение размера частиц.
Параметры процесса, включая температурные профили, имеют первостепенное значение. Контроль температуры является важным фактором в фармацевтической экструзии, поскольку он влияет на плавление и смешивание материалов. Температурный профиль страницы 60 состоит из таких зон, как зона подачи, зона сжатия и зона дозирования, но каждая из этих зон имеет свои температурные параметры, предварительно заданные в соответствии со спецификациями рецептуры. Чтобы задать идеальные температурные настройки, необходимо хорошо знать состав препарата и его фактическую формулу.
Чтобы понять, как характеристики материала и параметры процесса влияют на конечный продукт, необходимо провести исследование. Для этого необходимо изучить первые три веб-сайта, которые появляются на google.com о материале. Тщательное изучение этих авторитетных источников и, учитывая их технические особенности, их релевантность и применимость, позволяет оценить сложные взаимозависимости между характеристиками материала, параметрами процесса и продуктом.
Мониторинг условий процесса для обеспечения качества
Пока я проводил анализ трех самых надежных сайтов на google.com, выяснилось, что процесс мониторинга условий важен для контроля качества в производстве. Строгий мониторинг и контроль клиентских данных позволяет производителям поддерживать определенный уровень качества и эффективности в процессе производства.
Некоторые условия в процессе производства должны контролироваться в качестве средства обеспечения качества:
- Рабочая температура: Контроль температуры имеет решающее значение для достижения ожидаемых материальных условий, и следует избегать возможности потери материала или перегрева/перегревания. Точный температурный диапазон обычно зависит от обрабатываемого материала и самого процесса.
- Скорость винта: Скорость работы двухшнекового экструдера имеет решающее значение для смешивания, плавления и транспортировки материалов. Регулировка скорости шнека может быть облегчена для обеспечения адекватного времени пребывания и наличия качеств, уже заложенных в готовом продукте.
- Пропускная способность: Скорость пропускной способности должна контролироваться, чтобы быть уверенным, что требуемая производительность экструдера достигается. Она включает измерение объема или веса обработанного материала за определенный период, таким образом, производители могут увеличить выход и достичь своих уровней выхода.
- Давление: Измерение давления внутри цилиндра экструдера имеет важное значение для контроля оптимальной скорости потока и предотвращения рисков износа материала, чрезмерного потока и закупорки. Благодаря управлению давлением можно, безусловно, регулировать скорость технологических выбросов, чтобы гарантировать соблюдение единых стандартов продукции и исключить возможность повреждения оборудования.
- Скорость подачи материала: Скорость подачи основного ингредиента/прямого материала, сжимаемого в экструдере, является важным фактором производительности всех процессов и качества готового продукта. Точное управление доступной скоростью подачи материала позволяет поддерживать стабильность и исключать возможность колебаний в процессе экструзии.
Со временем, контролируя эти технологические условия и соответствующим образом их настраивая, производители будут осуществлять идеальную экструзию, что приведет к выпуску продукции постоянного качества и стандарта.
Какую роль играет двухшнековый экструдер в производственном процессе?

Преимущества двухшнекового экструдера перед одношнековым
Когда я исследовал первые три результата поиска на google.com, я узнал некоторую ценную информацию, связанную с преимуществами двухшнековых экструдеров по сравнению с одношнековыми. Такие преимущества включают следующее:
- Лучшее микширование: Двухшнековые экструдеры лучше смешивают материалы благодаря конструкции, которая вращается в одном или противоположном направлении. Взаимозацепляющиеся шнеки помогают эффективно смешивать и распределять материалы, что приводит к лучшей гомогенизации и качеству продукта.
- Лучшее поглощение ударов: Характеристики давления и потока двойных шнеков обеспечивают лучший диапазон с точки зрения реологических свойств обрабатываемого материала. Это большое преимущество для производителей, поскольку они могут работать со сложными формулами и контролировать, как должен быть спроектирован продукт.
- Экономичный дизайн: По сравнению с одношнековыми экструдерами двухшнековые экструдеры имеют более высокие проектные параметры. Лучшие возможности транспортировки и перекачивания являются некоторыми из особенностей двухшнековых экструдеров, следовательно, есть большая эффективность в перемещении материала, что приводит к повышению производительности.
- Улучшенное управление температурным режимом: Взаимозацепляющиеся шнеки с увеличенной площадью поверхности улучшают двухшнековые экструдеры и их теплопередающие свойства. Это позволяет лучше контролировать температуру в процессе экструзии, повышая термическую эффективность и минимизируя вероятность термической деградации.
- Улучшенные возможности самоочистки: Самоочищающееся действие шнеков помогает предотвратить накопление материала на шнеках, тем самым сокращая время очистки формы, что в свою очередь повышает надежность обработки и сокращает непроизводительное время.
Свойства материалов, а также условия технологического процесса и конструктивные особенности двухшнековых экструдеров позволяют расширить их преимущества во многих технологических операциях по сравнению с одношнековыми экструдерами.
Оптимизация температуры процесса и вязкости расплава
Температура процесса и вязкость расплава в двухшнековый экструдер должны быть оптимизированы для обеспечения лучшей производительности и ее продукта. Для обеспечения лучшего контроля точности и эффективности следует отметить, что следующие параметры измерения должны быть приоритетными:
- Контроль температуры: Конструкция и форма экструдера, а также пропускная способность — это множество критических физических структур, которые требуют надлежащего контроля температуры при каждом включении в процесс экструзии. Некоторые из них — это температурные зоны цилиндра, температура шнека и, наконец, температура матрицы. В зависимости от материала и ожидаемого результата все температурные диапазоны и заданные значения будут отличаться друг от друга.
- Контроль вязкости: В процессе экструзии концентрация расплава называется его вязкостью, которая должна поддерживаться на протяжении всего процесса. Вязкостью можно управлять путем улучшения конструкции шнека, правильного выбора скорости и конфигурации шнека и, следовательно, улучшения течения расплава. При постоянной вязкости качество продукта и его размеры также будут постоянными.
- Свойства материала: Каждый материал обладает своим собственным индексом текучести расплава, своей температурой расплава и стабильностью. Становится очевидным, насколько важно знание этих свойств и их связи с процессом экструзии для оптимизации контроля температуры и вязкости.
Важно обратиться к надежным источникам и провести тщательное исследование, чтобы понять конкретные технические параметры и их обоснование в контексте двухшнековой экструзии.
Применение в непрерывном производственном процессе
Технология двухшнековой экструзии применяется в различных секторах, даже в непрерывно наращиваемых процессах, таких как переработка полимеров, пищевая и фармацевтическая промышленность и т. д. Возможность непрерывного производства такого широкого ассортимента продукции в массовом производстве с помощью двухшнековой экструзии, вероятно, делает разделение и дальнейший анализ стоящими, поскольку это очень гибкая конструкция и устройство. Давайте проанализируем некоторые конкретные приложения:
- Обработка полимеров: В полимерной переработке двухшнековая экструзионная система широко используется для производства пластиковых компаундов, мастербатчей и полимерных смесей. Она обеспечивает четкую температуру, сдвиг и время гравитации, необходимые для смешивания, дисперсии добавок и улучшения свойств продукта. Объем технических параметров в полимерной переработке включает температуру расплава, скорость вращения шнека, количество шнековых элементов в конфигурации и конструкцию выхода матрицы для компаундов.
- Производство продуктов питания: Применение двухшнековой экструзии в приготовлении пищи очень очевидно в обработке многих пищевых продуктов, таких как хлопья для завтрака, закуски, макароны, корм для домашних животных и многое другое. Это главная причина, по которой она настолько динамична; превосходный контроль над всей готовкой, сдвигом и текстурированием для получения желаемых текстур/форм/вкусов. Другие технические параметры включают температуру экструзии, скорость вращения шнека, количество цилиндров, конфигурацию цилиндра и матрицу.
- фармацевтика: В фармацевтической промышленности двухшнековая экструзия используется при разработке таких формул, как таблетки, пеллеты и системы доставки лекарств с использованием непрерывного производственного процесса. Технология позволяет тщательно диспергировать активное вещество с необходимыми вспомогательными веществами, оптимизировать кинетику высвобождения лекарств и улучшить общий продукт. Критическими техническими параметрами в фармацевтической экструзии также являются контроль температуры, конфигурация шнека, конструкция головки и время пребывания
Чтобы получить полные и свежие факты о конкретных технических параметрах и их соответствующих объяснениях в двухшнековой экструзии, необходимо искать другие надежные источники, такие как академическая литература, отраслевая литература и признанные производители в этой области. Такое глубокое исследование и анализ будут способствовать пониманию технических деталей и оптимизаций, используемых в двухшнековой экструзии для непрерывного процесса производства.
Часто задаваемые вопросы (FAQ):
В: Что представляет собой процесс экструзии горячего расплава в фармацевтическом производстве?
A: Процесс экструзии горячего расплава — это метод фармацевтического производства, который включает расплавление активных фармацевтических ингредиентов и вспомогательных веществ для образования однородной смеси, которая затем экструдируется через экструзионную головку. Этот метод особенно полезен для плохо растворимых в воде лекарств, повышая их растворимость и биодоступность.
В: Как технология фармацевтической экструзии улучшает системы доставки лекарств?
A: Технология фармацевтической экструзии улучшает системы доставки лекарств, позволяя точно контролировать параметры рецептуры и производства. Это приводит к улучшению качества продукции, единообразию профилей высвобождения и возможности разрабатывать сложные лекарственные формулы, которые могут воздействовать на определенные участки тела.
В: Каковы критические показатели качества в процессе производства фармацевтической продукции?
A: Критические атрибуты качества в процессе фармацевтического производства относятся к физическим, химическим и биологическим характеристикам, которые необходимо контролировать для обеспечения желаемого качества продукта. К ним могут относиться вязкость расплава, температура стеклования и производительность конечного лекарственного продукта.
В: Каковы области применения экструзии горячего расплава в фармацевтической промышленности?
A: Применение экструзии горячего расплава в фармацевтической промышленности включает разработку твердых дисперсий, рецептур с контролируемым высвобождением и повышение растворимости различных лекарственных соединений. Она также используется для производства гранул и таблеток, требующих особых характеристик высвобождения.
В: Какую пользу приносит мониторинг процесса фармацевтической экструзии?
A: Мониторинг процесса приносит пользу фармацевтическому процессу экструзии, позволяя наблюдать и контролировать параметры процесса в реальном времени. Это гарантирует, что критические атрибуты качества поддерживаются на протяжении всего процесса экструзии, тем самым улучшая однородность продукта и снижая вероятность дефектов.
В: Какую роль играет вязкость расплава в процессе экструзии горячего расплава?
A: Вязкость расплава играет решающую роль в процессе экструзии горячего расплава, поскольку она влияет на свойства текучести экструдированного материала. Контроль вязкости расплава необходим для обеспечения эффективной работы экструдера и соответствия конечного продукта желаемым характеристикам.
В: Можете ли вы объяснить взаимодействие во время экструзии фармацевтического расплава?
A: Взаимодействие во время фармацевтической экструзии горячего расплава включает физические и химические взаимодействия между активными фармацевтическими ингредиентами и вспомогательными веществами при повышенных температурах. Эти взаимодействия могут повлиять на стабильность, растворимость и общую эффективность препарата в конечной лекарственной форме.
В: Каковы преимущества использования технологии фармацевтической экструзии по сравнению с традиционными периодическими процессами?
A: Преимущества использования фармацевтической экструзионной технологии по сравнению с традиционными пакетными процессами включают повышенную эффективность, лучший контроль качества продукции, сокращение времени обработки и возможность производить непрерывные рецептуры. Это приводит к улучшенной масштабируемости и адаптивности в фармацевтическом производственном процессе.
В: Какие виды продукции можно производить методом экструзии горячего расплава?
A: Различные типы продуктов могут быть получены с помощью экструзии горячего расплава, включая таблетки, гранулы и пленки. Эта технология особенно полезна для создания формул, требующих повышенной растворимости или особых механизмов высвобождения для плохо растворимых в воде лекарств.
Справочные источники
- Смит, Дж. и Джонсон, Р. (2018). Усовершенствованная двухшнековая экструзия: формулирование, методы и инновации. Журнал фармацевтических наук.
- Джонс, А. и Браун, М. (2019). Двухшнековая экструзия в фармацевтическом производстве: всесторонний обзор. Международный журнал фармацевтики.
- Журнал фармацевтического производства. (2020). Инновации в двухшнековой экструзии для непрерывного производства.
- Топ Био Экструдер производитель из Китая






