Обновлено в июне 2026 г. · Проверено технической командой Suzhou UDTECH Technology.
Планирование мощности машин для производства яичных рулетов — это процесс преобразования реального спроса в оборудование подходящего размера, а не покупка самой большой линии, которую вы можете себе позволить, в надежде, что заказы сравняются. Большинство покупателей сравнивают табличка с именем штук в часЭто цифры, но машина, рассчитанная на 2,400 штук в час, редко производит 2,400 штук за реальную смену, а спрос на вафли и яичные рулетики в качестве подарков в декабре может значительно превышать среднегодовой показатель.
Это руководство содержит пошаговую инструкцию из пяти этапов. калибровка метод, который превращает эти два факта в обоснованное решение о покупке. (Уже принимаете решение) какого вида Какую машину купить?
Смотрите наши Типы аппаратов для приготовления яичных рулетов и руководство покупателя (Во-первых, это руководство посвящено выбору подходящего размера.)
- Номинальная производительность — это предел, а не план. В реальных линиях по производству кормов средний показатель эффективности оборудования составляет примерно 55-65%, поэтому не стоит ориентироваться на заявленные характеристики при покупке.
- Распределяйте производственные мощности в соответствии с пиковым месяцем; используйте фактические заказы (а не прогноз) для определения оптимального объема. ежедневно график.
- Пиковый спрос можно удовлетворить тремя способами: более крупной машиной, дополнительной сменой или предварительно сформированным запасом в низкий сезон, — и самая большая машина редко бывает самой дешевой.
- Наиболее часто недооцениваемым показателем потери производственной мощности является время переналадки в 2-3 часа.
Быстрые функции
| единицы мощности | шт./мин · шт./час · кг за 8-часовую смену |
| Табличка с названием → реальная скидка (OEE) | ~0.60 (типичный) до 0.85 (мирового класса) номинальной выходной мощности |
| Ручной / настольный уровень | ~150 рулонов в час |
| Полностью автоматическая линия по производству вафель (UDTECH UD05) | 220–330 штук/мин ≈ 600–900 кг за 8-часовую смену |
| Сезонные качели (вафли/подарки) | до ~1.5–2.3× базового уровня в декабре |
Почему планирование производственных мощностей определяет рентабельность вашей линии по производству яичных рулетов?
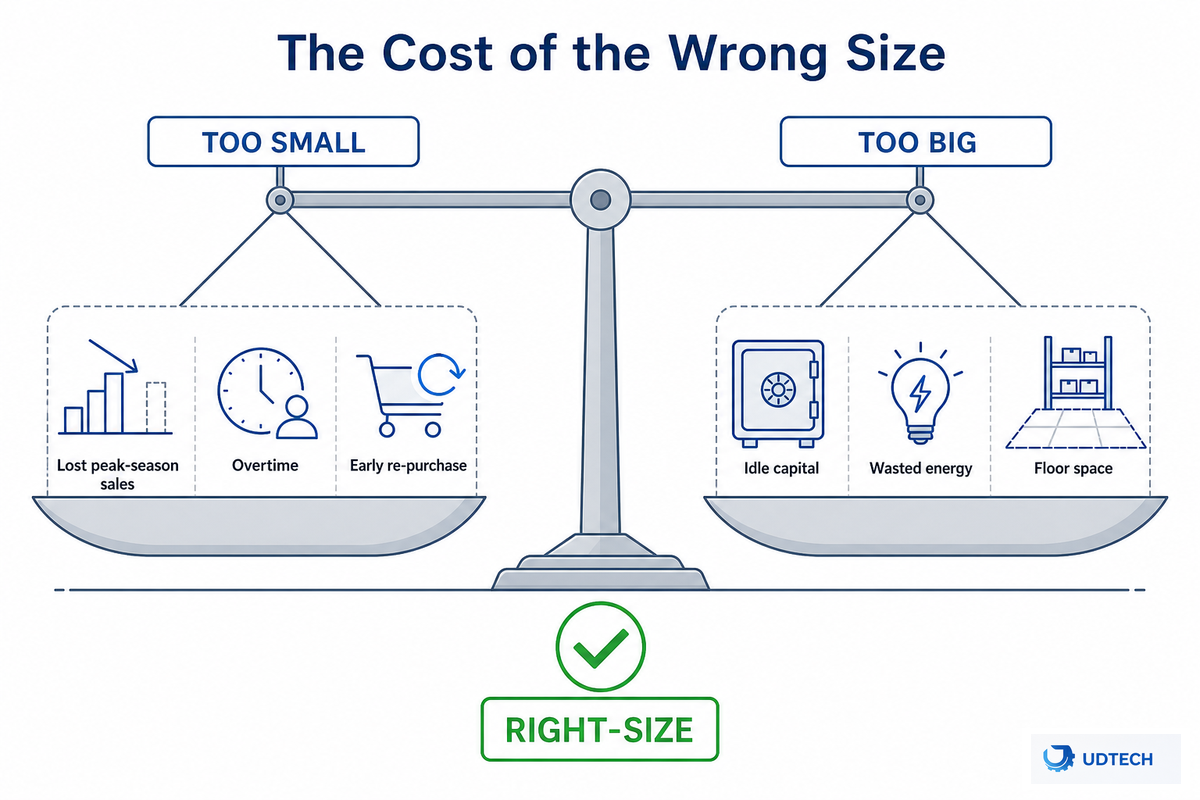
Самая дорогая ошибка при покупке коммерческой машины для приготовления яичных рулетов — это не выбор неправильной марки, а выбор неправильного размера. Купив слишком маленькую машину, вы ограничите свою прибыль и будете тратиться на сверхурочную работу в пиковый сезон; купив слишком большую, вы будете платить за мощность, площадь и энергию, которые простаивают одиннадцать месяцев в году.
Планирование мощности Это дисциплина, которая находится между «нам нужна машина» и «мы подписали заказ на покупку», и именно правильное её применение отличает двухлетнюю окупаемость от пятилетней. Мы наблюдали, как один стартап убедился в этом на собственном горьком опыте: он купил линию на 2,400 единиц, чтобы «иметь запас для роста», а затем два года эксплуатировал её с производительностью всего около 400 единиц в час, пока не подошёл срок погашения кредита на оборудование. Мощность была реальной; заказы на её выполнение — нет, и простаивающие 83% незаметно стали самой дорогой статьей расходов в бухгалтерской отчетности.
Данное руководство состоит из пяти этапов: прогнозирование пикового спроса, дисконтирование номинальной производительности до фактической, сопоставление результата с уровнем оборудования, планирование смен и труда также проверить компоновку завода и энергопотребление. Каждый шаг — это число, которое вы можете вычислить, используя собственные данные.
Попутно мы отметим одну неочевидную статью расходов – то, что мы называем Налог на превышение размеров – потому что это ловушка, в которую попадает большинство покупателей, приобретающих жилье впервые.
Как на самом деле измеряется производительность аппарата для приготовления яичных рулетов.
Поставщики указывают мощность как минимум в трех разных единицах измерения, и первоочередная задача — сравнить их сопоставимым образом.
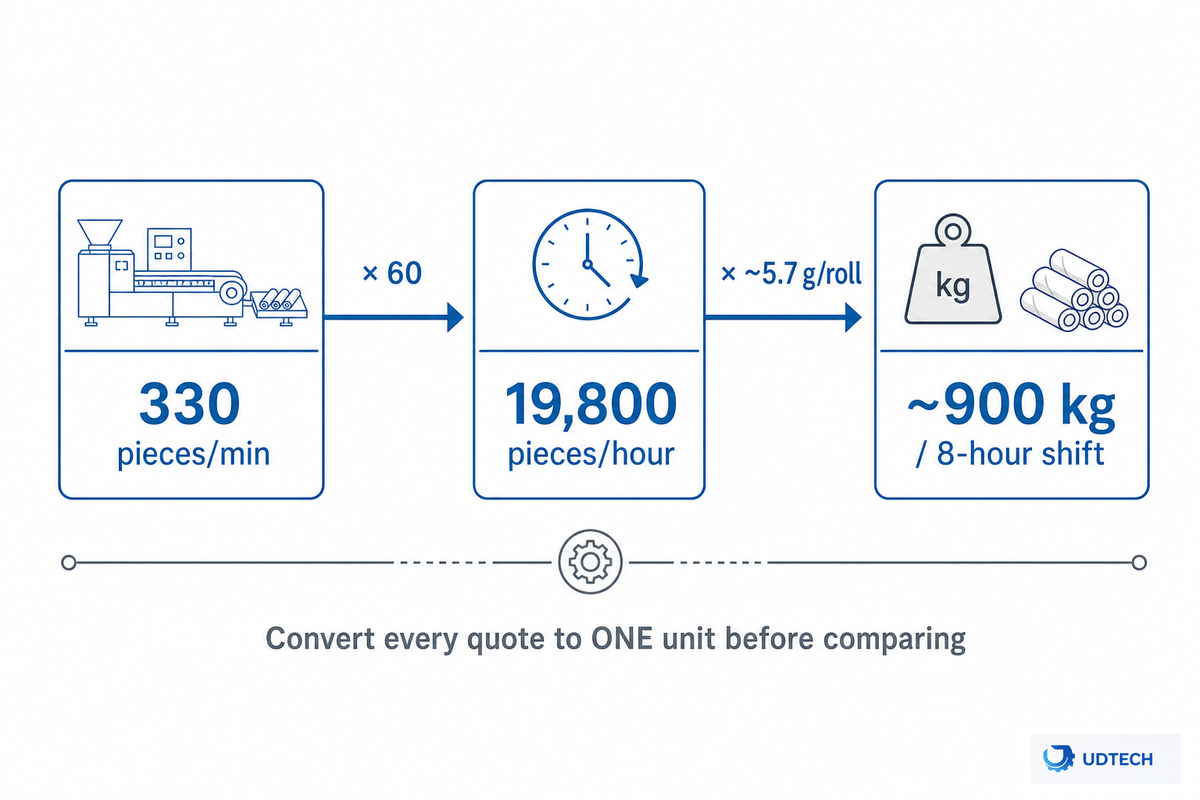
Общие единицы измерения: шт. в минутуколичество деталей в час и килограммов за 8-часовую сменуПеред сравнением цен переведите все показатели в одну единицу измерения, потому что «2,400 штук/час» для линии по производству закусок и «900 кг/смена» для линии по производству вафель — это не совсем точное описание. то же Вес предмета – вес детали полностью меняет расчеты.
Полностью автоматизированная линия по производству вафель со скоростью 330 штук в минуту производит 330 × 60 = 19 800 штук в час. При весе примерно 5.7 грамма в каждом вафельном рулоне это составляет около 113 кг в час, или примерно 900 кг за 8-часовую смену. Тот же самый вафельный рулон, наполненный до 65 граммов, достигает своей цели по весу в килограммах гораздо меньшего количества штук, поэтому 156 кг/час и 2,400 штук в минуту могут означать одну и ту же машину.
Ещё два термина: проектная мощность (номинальная или идеальная) — максимальная; высокоэффективным Производственная мощность поддерживается за счет переналадки, очистки и микроостановок. (поскольку Свод знаний APICS Как говорится, «производительность — это способность системы выполнять свою ожидаемую функцию». Раскаточная машина, лента для теста и листовой конвейер, а также конвейер (место их соединения, ограничивающее пропускную способность самым медленным элементом — тема для пятого шага) также являются ограничениями производительности. Различное время цикла для хрустящих вафельных рулетов или начиненной выпечки может привести к разной номинальной производительности, поэтому убедитесь, что вы сравниваете одинаковые показатели для продукта, который вы собираетесь производить. Один покупатель, с которым мы имели дело, сравнил два предложения — одно с показателем «2,400 штук в час», другое «150 кг в час» — и чуть не подписал договор на неправильную машину, просто потому что никто не пересчитал оба значения под один и тот же рулет весом 5.7 грамма. Пятиминутная пересчетка предотвратила ошибку, которая обошлась в шестизначную сумму.
Шаг 1: Спрогнозируйте спрос, прежде чем подбирать оборудование по размеру. Разница в размерах в пиковый месяц
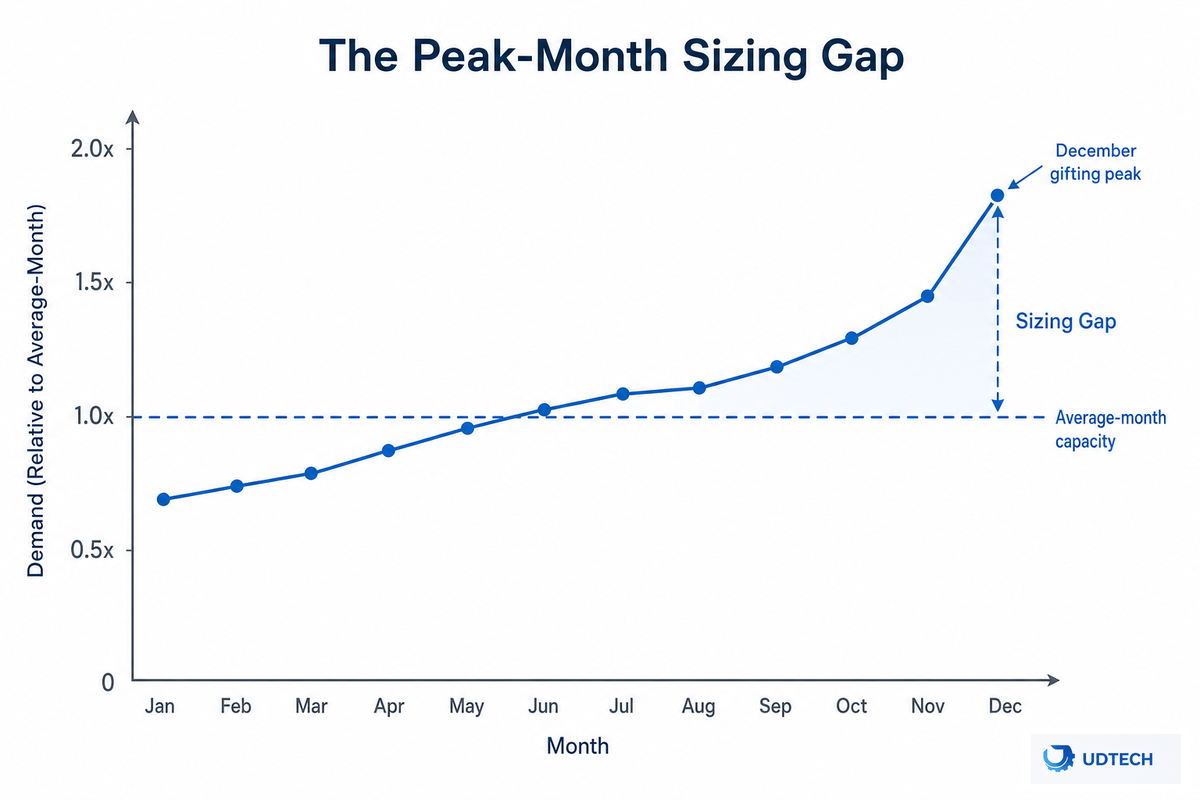
Всегда начинайте с прогноза, а не с каталога. Следующее замечание может быть неприменимо, но наиболее распространенная ошибка, которую мы видим, — одна из следующих: литература по планированию мощностей Предостережение: аналитик делит годовой объем на двенадцать, чтобы найти средний месяц, и покупает, ориентируясь на средний показатель. Вафли и яичные рулетики — это подарочные/сезонные товары. Попробуйте проанализировать поисковые запросы «вафельный рулет» и «вафельные палочки» на любом сайте, посвященном датам, и вы обнаружите, что в декабре пик продаж превышает базовый уровень в 1.5–2.3 раза. Покупая, ориентируясь на средний показатель, вы не сможете обеспечить самый прибыльный месяц, то есть преодолеть разрыв в объеме продаж в пиковый месяц.
Допустим, ваш прогноз указывает на 200 000 единиц продукции в месяц, что составляет примерно 9,100 единиц в день (при 22 рабочих днях в месяц) и около 1,140 единиц в день при восьмичасовом рабочем дне. Теперь предположим, что в декабре объем производства будет в 1.8 раза выше среднего, поэтому вам потребуется около 2,050 эффективных единиц в час в декабре (рассчитывайте исходя из этого числа, а не из среднего: 1140 единиц/день x 1.8 = 2052 шт./час).
Главное здесь — найти оптимальную точку отсчета, чтобы избежать перерасхода средств. Как заметил один специалист по планированию производства на форуме r/LeanManufacturing: «Используйте прогноз для планирования мощностей и материалов, но фактические заказы должны определять график». Планируйте работу оборудования с учетом пиковой мощности в месяц, но выполняйте производственные циклы, исходя из фактического объема заказов клиентов — тогда план станет лишь ориентиром. Кроме того, вы обнаружите, что одного размера недостаточно. В одном отличном примере, связанном с производственными мощностями молочной компании, объясняется, что предприятие, выпускающее 150 наименований продукции, планировало максимизировать пиковую сезонную производительность оборудования, создавая буферные запасы в низкий сезон, вместо того чтобы переплачивать за оборудование. Если у вас есть вафельные рулоны длительного хранения в герметичной упаковке, создание буферного запаса — это третье допустимое решение в дополнение к добавлению оборудования или увеличению количества смен.
Шаг 2: Преобразование номинальных параметров в реальные параметры. Скидка за разницу между номинальным и реальным объемом производства
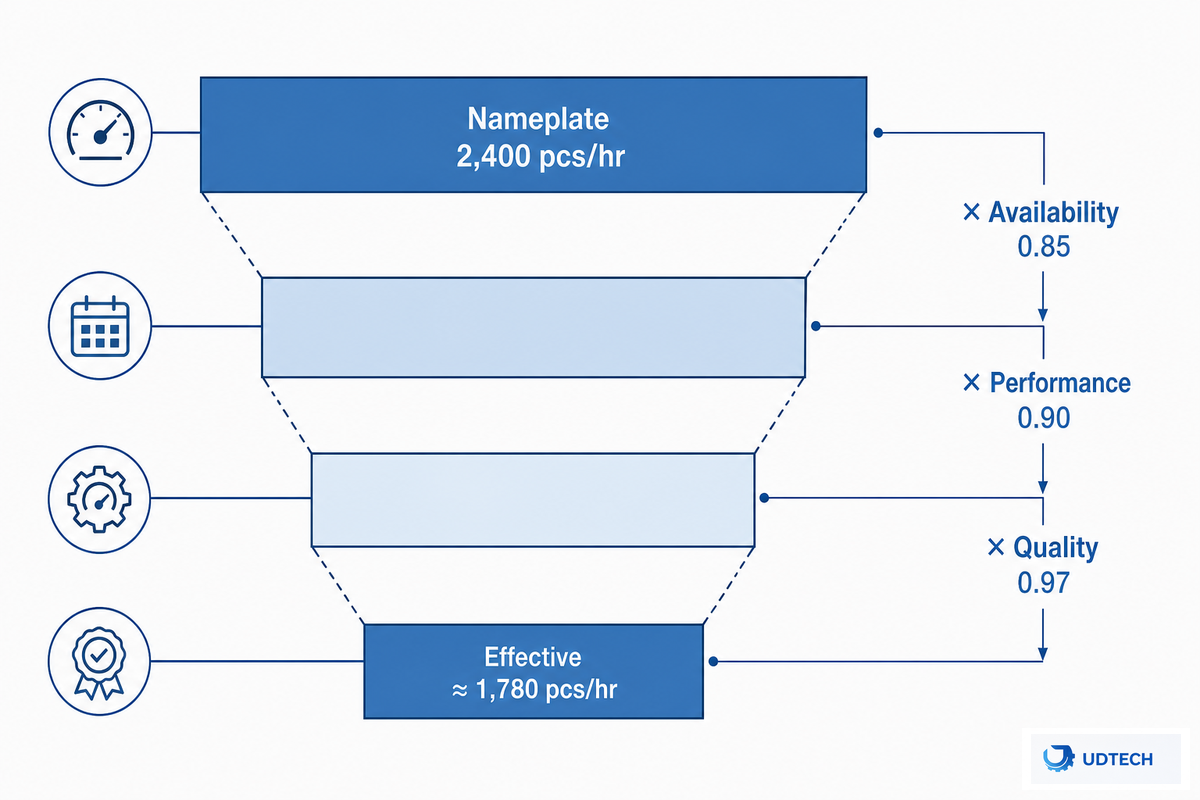
Вот показатель, который почти ни в одном описании оборудования не указывается: линия с номинальной производительностью 2,400 изделий в час не произведет 2,400 изделий за реальный час. Величина этого разрыва определяется показателем OEE (общая эффективность оборудования) — произведением трех других показателей, — а снижение, которое необходимо применить к номинальной производительности, — это разница между заявленной производительностью и реальной.
Производительность аппарата для приготовления яичных рулетов: фактическая по сравнению с заявленной. Эффективная производительность = Заявленная × Доступность × Производительность × Качество. 100% — это максимальный балл. Стандарт ISO 22400-2 для производственных KPI или стандартное определение OEE; пищевой стандарт 100 никогда фактически не реализуется.
| фактор OEE | Что оно отражает | Пример значения | |
|---|---|---|---|
| Доступность | Время бесперебойной работы после переналадок, уборки, поломок | 0.85 | |
| Эффективности | Фактическая скорость против идеальной скорости цикла | 0.90 | |
| Компенсация | Количество качественных рулонов против общего количества рулонов (бракованные, неправильно сложенные) | 0.97 | |
| OEE (продукт) | × × 0.85 0.90 0.97 | ≈ 0.74 XNUMX | |
| Реальный выход | 2,400 × 0.74 | ≈ 1,780 штук/час |
В качестве ориентиров для этого диапазона можно использовать следующие показатели: рейтинг в 85 процентов часто используется как «мировой класс» для дискретного производства, в то время как средний показатель OEE в отрасли может составлять около 60 процентов, а даже в промышленных исследованиях OEE средние значения могут быть ближе к 55-65 процентам. Таким образом, при номинальном объеме производства в 2,400 единиц можно реально ожидать производительность где-то от 1,440 единиц (OEE 60 процентов) до 2,040 единиц (OEE 85 процентов) в час. Наиболее существенная, но часто игнорируемая потеря — это переналадка: сотрудники цеха отмечают, что одна переналадка «может длиться от 2 до 3 часов», что легко упустить из виду и что существенно влияет на доступность оборудования.
На пищевом предприятии в рамках этого же показателя доступности должно быть предусмотрено время для очистки и дезинфекции. Любая остановка линии, требующая промывки, а также необходимый ежедневный цикл очистки/дезинфекции, сократит ваше производительное время — и это одна из причин, почему пищевые линии, как правило, отстают от дискретного производства по показателю OEE (общая эффективность оборудования). Если ваша производственная команда еще не измерила значительно более высокий показатель OEE для вашей линии, планируйте размеры оборудования с учетом 60-70% OEE.
«Используйте прогноз для планирования производственных мощностей и материалов, но фактические заказы должны определять график».
Шаг 3: Сопоставьте требуемый результат с уровнем оборудования.

Сколько яичных рулетиков производит автоматический автомат за час?
Все зависит от уровня оборудования. Производительность машин варьируется от примерно 150 рулонов в час на ручном настольном устройстве до 13 200–19 800 изделий в час на полностью автоматизированной линии по производству вафель. Между этими диапазонами есть некоторое промежуточное оборудование.
Как только вы узнаете требуемый номинальный показатель (по сути, OEE), найдите более низкий уровень. Это всего лишь ориентир для определения размера.
| Ярус | Выход (табличка с названием) | Операторы | Наилучшее соответствие спросу |
|---|---|---|---|
| Ручная скрутка | ~30–60 кг/час | Высокий (трудоспособный) | Пилотный проект / рыночное тестирование |
| Настольная электрическая форма | ~150 рулонов в час | 1 | Кафе / небольшая партия |
| Небольшой автоматический вафельный рулон (полый) | 40–50 кг/час | 1-2 | Региональный бренд |
| Небольшой автоматический вафельный рулон (с начинкой) | 90–100 кг/час | 2 | Региональный бренд |
| Полуавтоматическая линия | ~300–500 кг/смена | 2-3 | Растущий производитель |
| Автоматический — UDTECH UD05-2 | 220 штук/мин · 600 кг/смена | 2 | Экспорт средних объемов |
| Автоматический — UDTECH UD05-3 | 330 штук/мин · 900 кг/смена | 2 | Экспорт больших объемов |
| Многострочный автоматический | 1,800+ кг/день | 4-6 | Национальное снабжение |
| Комплексная линия "под ключ" | Нанесение листа → заполнение → формование → жарка → упаковка | 6+ | Фабрика по производству замороженных продуктов |
Указанные выше значения UD05-2 и UD05-3 от UDTECH представляют собой данные, полученные от собственных производителей на основе нашего собственного производства вафельных рулетиков UD05. Автоматизированные линии механизируют цикл замешивания теста, наполнения и раскатывания, который оператор выполняет вручную (см. Патент США 3,633,517), именно это позволяет повысить производительность с килограммов в час до штук в минуту. Выберите модель с табличкой, которая немного превышает ваш максимальный ежемесячный спрос с поправкой на OEE – НЕ самую большую машину на полке. При запросе ценовых предложений настаивайте на том, чтобы все поставщики пищевого оборудования указывали производительность «в штуках в минуту И в килограммах за смену» для одного и того же изделия, чтобы автоматическую машину для приготовления яичных рулетов можно было напрямую сравнить с настольной машиной для приготовления яичных рулетов.
Шаг 4: Планирование смен, численности персонала и операторов на каждой линии.
Производственная мощность становится суточным показателем после того, как вы определите количество смен. Та же самая линия может удвоить суточный объем производства без дополнительного оборудования — просто добавив смену. Как перейти от ручного производства яичных рулетов к выпуску десятков тысяч в час, сократив при этом трудозатраты?
Вы переносите трудозатраты с ручной прокатки (производство, используемое для изготовления инвалидных кресел) на управление роботизированным формовочным станком, а затем добавляете смены для продления срока службы оборудования.
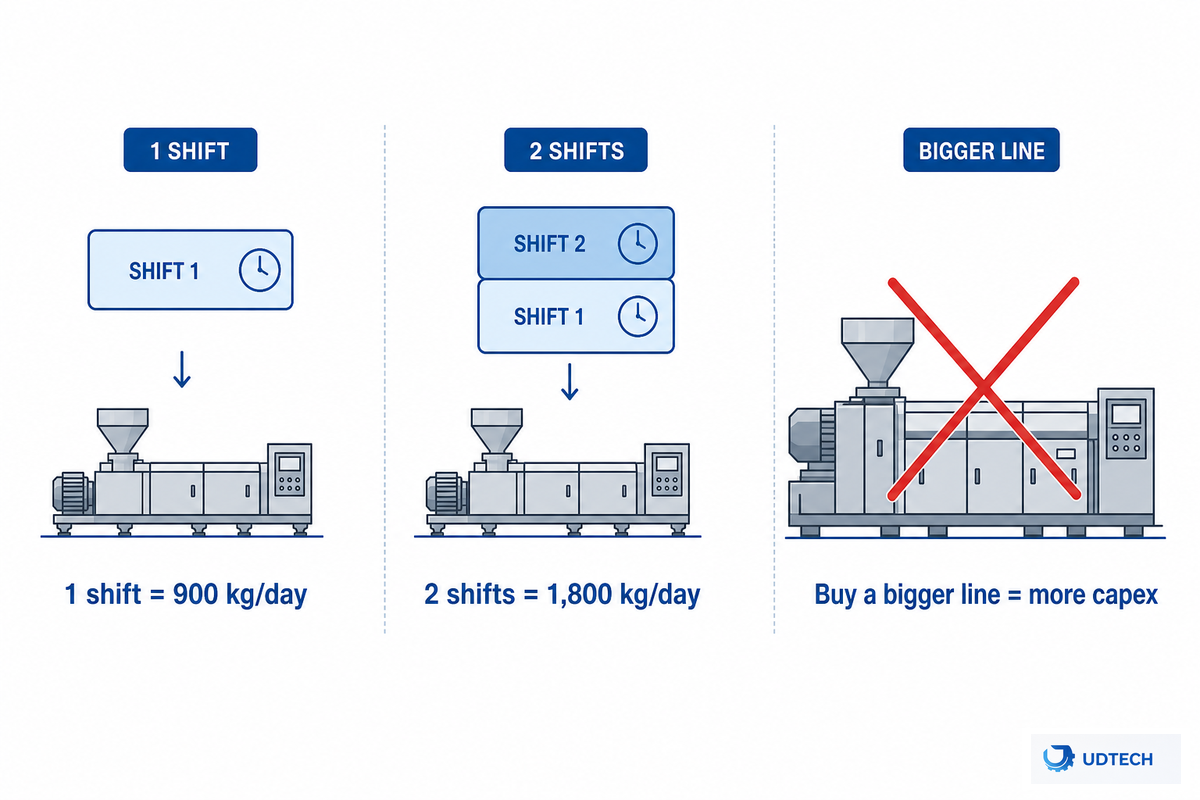
Линия UD05-3 может производить около 900 кг продукции за 8-часовую смену всего с двумя операторами.
Нужно 1,500 кг в день?
Одна смена по-прежнему не выдает 600 кг. Две смены производят 1,800 кг в день – по крайней мере, это часто оказывается дешевле, чем более крупная, «правильно» рассчитанная линия на 1,500 кг, а также позволяет сохранить свободные денежные средства для резервных мощностей в пиковый сезон.
Затраты на рабочую силу — вот где автоматизация действительно окупается. Для работы полностью автоматизированной линии обычно требуется два оператора — во много раз больше, чем при ручной прокатке, — что является движущей силой инфляции, подталкивающей малых и средних производителей к использованию автоматизированного оборудования. Учитывайте необходимую рабочую силу — и затраты на рабочую силу на тысячу рулонов — при расчете размеров вашей линии. планирование использования Рассматривает рабочую силу как ограничение производственных мощностей; автоматизированная машина, обладающая большей производительностью, но работающая с теми же двумя операторами, может оказаться дешевле, чем эксплуатация двух менее мощных машин одновременно.
Шаг 5: Проверьте планировку производственных помещений, инженерные сети и запас энергоэффективности.
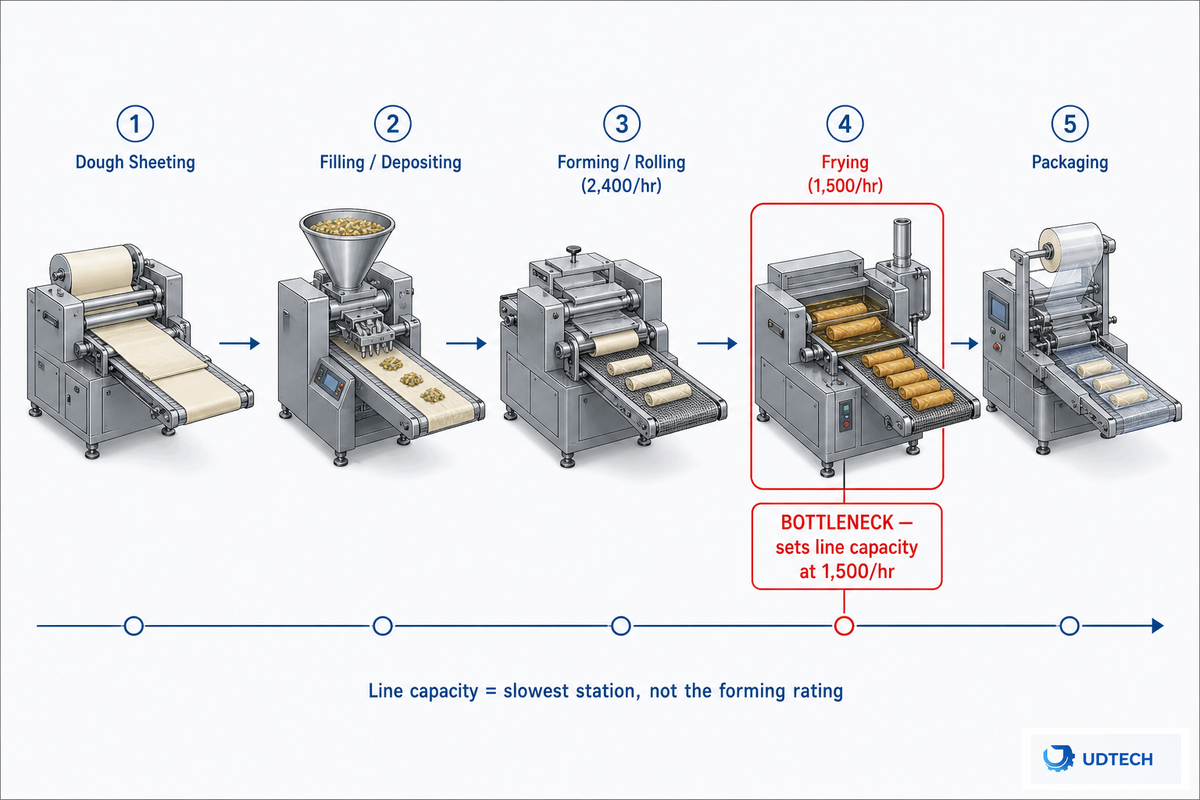
Производительность распространяется не только на ваше формовочное оборудование, но и на все станции. Производительность будет определяться по самой медленной станции.
Перед покупкой проверьте три ограничивающих фактора: доступное пространство, баланс сети и наличие электроэнергии. Что такое «реальная» мощность, если у вас нет ни электроэнергии для её работы, ни места для установки?
Как правило, линия по производству яичных рулетов включает в себя несколько станций, в том числе обработку теста, начинку, формовку и упаковку. Ваше предприятие всегда будет производить то, что может обработать узкое место, а не то, что «заявляет» формовочная машина.
Если ваша печь или фритюрница рассчитаны на 1,500 яичных рулетиков в час, а первая рассчитана на 2,400, то производительность вашей линии ограничена 1,500 рулетиками в час. В этом случае производительность каждой станции должна быть выше 1,500. В противном случае ваши показатели производства будут фиктивными.
Будьте реалистичны в отношении показателей энергопотребления. Линия по производству кремниевых пластин UDTECH UD05 занимает всего 4.2 x 3.7 м, потребляет всего 12 кВт и обрабатывает примерно 0.61 Вт·ч/штука – обычно работает на сжиженном газе или природном газе в системе 380 В 50 Гц.
Убедитесь, что ваша система газоснабжения и электроснабжения имеет достаточную пропускную способность для работы оборудования на пике мощности. Учтите необходимость дополнительного пространства в проходах для размещения хвостовых конвейеров. Планировка линии — это не только размещение оборудования.
Требования к соответствию стандартам могут ограничивать планировку: «Вокруг всего оборудования должно быть достаточно места для облегчения технического обслуживания, эксплуатации, очистки и осмотра…». Плотная планировка может не соответствовать этим требованиям. FDA 21 CFR Часть 117 Требование. Поломки оборудования по любой причине, включая отказы из-за недостаточной мощности электрооборудования или газового оборудования, снижают производительность.
В руководствах по планированию бюджета на оборудование эти проблемы часто отмечаются как распространенные при расширении производства. Наши линия по производству закусок Команда может проектировать и планировать целые схемы расположения оборудования на производственной линии.
Правильный подбор размера: цена покупки слишком большого (или слишком малого) — налог на излишне большой размер
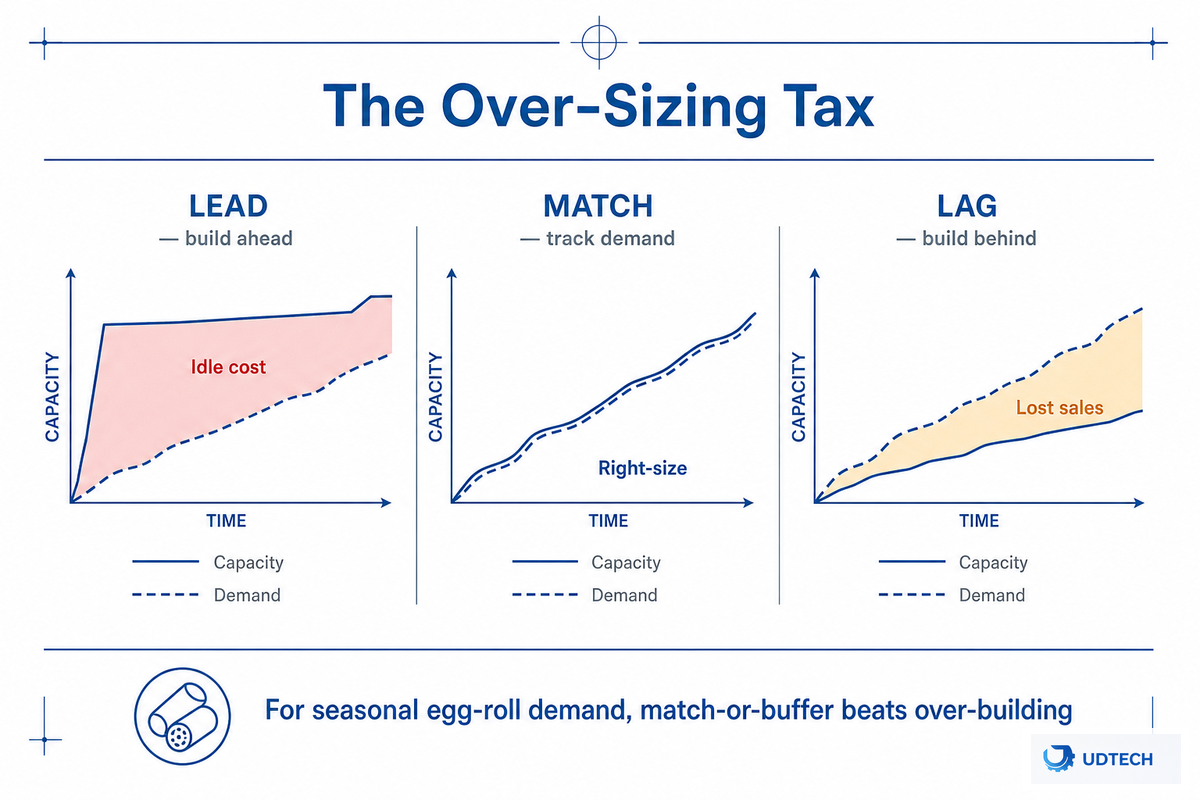
Покупка дополнительного пространства. У нашего инстинкта «покупки пространства для роста» есть название и своя цена. «Налог на избыточные мощности» — это накапливающиеся затраты на линию производительностью 2400 единиц в час, приобретенную для реального спроса в 400 единиц в час: растраченный капитал, энергия и техническое обслуживание оборудования, которое на 83% используется неэффективно, арендная плата за пустующее помещение и оплата труда работников, чьи навыки значительно превосходят требуемую работу. «Наиболее распространенная стратегия «опережающего» наращивания мощностей, или планирование спроса до его возникновения, не всегда оптимальна. В условиях сезонного или неопределенного спроса ее часто превосходит стратегия «совместного наращивания/буферизации».
- Капитал, замороженный в неиспользуемых производственных мощностях.
- Энергосбережение/техническое обслуживание малоиспользуемого оборудования
- Стоимость площади без отдачи
- Более длительный срок окупаемости
- Упущенная выгода от продаж в пиковый сезон / дефицит товаров
- сверхурочные и срочные расходы
- Качество снижается под давлением.
- Досрочный принудительный обратный выкуп
Идеальный размер — что? стратегия наращивания потенциала Решение о выборе между опережающим и отстающим режимом производства заключается в покупке оборудования того уровня, характеристики которого находятся чуть выше ваших пиковых ежемесячных потребностей с поправкой на OEE, и поглощении роста за счет второй смены до установки второй машины. В таблице ниже показано соответствие реальной эффективной пиковой потребности начальному уровню оборудования. Чтобы обосновать свой выбор оптимального размера оборудования собственными данными, проанализируйте их с помощью инструмента UDTECH. калькулятор рентабельности инвестиций и производственной мощности для вафельных яичных рулетов.
| Эффективная пиковая потребность | Рекомендуемое начало |
|---|---|
| Менее 60 кг/час | Настольный / небольшой автоматический станок для производства вафельных рулонов |
| 60–100 кг/час | Автоматический/полуавтоматический вафельный рулонный пресс для наполнения |
| 100–600 кг/смена | УД05-2 (одна смена) |
| 600–900 кг/смена | УД05-3 (одна смена) |
| Более 900 кг/смена | УД05-3 + вторая смена, затем многолинейная линия |
Прогноз на 2026 год: почему гибкие мощности становятся новым стандартом.
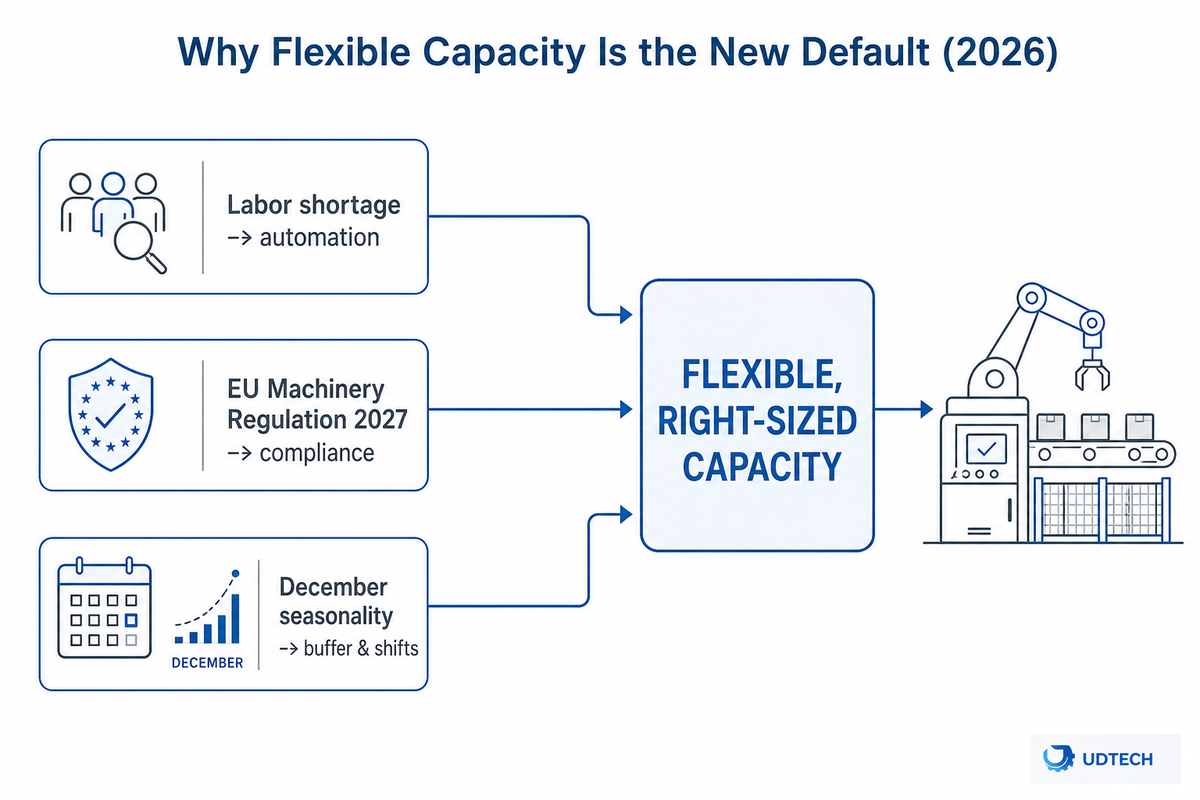
Таким образом, модель планирования мощностей эволюционирует от «максимально возможной фиксированной производственной линии» к «оптимальной по размеру линии плюс гибкость», и движущими силами этого процесса являются три фактора. Во-первых, рабочая сила: сохраняющийся дефицит рабочей силы делает гибкую автоматизацию обязательным условием на 2026 год, особенно с учетом того, что мелкие производители продуктов питания уже внедряют автоматизацию в качестве решения этой проблемы, что меняет расчеты для любого оператора. Во-вторых, регулировании: два нормативных критерия будут определять каждое решение о выборе размера.
Американские покупатели сталкиваются с этим с первого дня, согласно стандарту Управления по охране труда и технике безопасности США. OSHA 29 CFR 1910.212 г.— касающийся защиты оборудования в автоматизированных системах — вступает в силу немедленно, и ЕС Регламент машиностроения (ЕС) 2023/1230 Если с 20 января 2027 года директива полностью заменяет предписание, то сейчас самое время выбирать новое пищевое оборудование для европейского рынка в соответствии с этим регламентом. (См.: Регламент Европейской комиссии по оборудованию и исследования и аналитические отчеты GENEDGE, касающиеся нехватки рабочей силы, а также автоматизации). И, наконец, сезонность и ассортимент продукции: всплеск продаж в декабрьский праздничный сезон никуда не денется, ассортимент продукции продолжает расширяться, поэтому выигрышная стратегия — это большая волатильность и гибкость переналадки — планирование буферных или сменных производственных мощностей всегда будет предпочтительнее, чем просто избыточная закупка фиксированных мощностей.
Представьте себе среднего по размеру производителя вафельных рулонов, который отложил автоматизацию до 2025 года, чтобы сэкономить деньги. Когда его крупнейший розничный клиент запросил поставки продукции с маркировкой CE и возможностью отслеживания происхождения для получения европейского сертификата 2026 года, у производителя было всего девять месяцев на разработку, установку и проверку линии на соответствие требованиям нового регламента 2027 года – и он обнаружил, что на поставку желаемой модели требуется 13 недель. Вот в чем загвоздка: если слишком долго ждать гибкости, то в итоге выбор оборудования будет зависеть от сроков, а не от инженера.
Итак, общая картина (расходы на автоматизацию в пищевой промышленности примерно удвоятся к 2033 году) реальна и важна для более широкого контекста, но она второстепенна. Реальное решение для вас прямо сейчас, решите ли вы в 2026 году купить машину, — это локальное и физическое решение. Просто покупайте в соответствии с вашим личным пиковым спросом, заключите контракт с учетом требований регулирования 2027 года, если Европа является вашим клиентом, и предусмотрите перемещение производственных площадей, а не замену машины производственной.
Почитайте раздел «Пищевая инженерия», чтобы получить советы по планированию на основе реальных исходных данных.
Часто задаваемые вопросы
Как рассчитать необходимую производительность линии по производству яичных рулетов?
Посмотреть ответ
Почему реальная производительность моего станка ниже заявленной?
Посмотреть ответ
Следует ли рассчитывать мощность аппарата для приготовления яичных рулетов в зависимости от пикового или среднего спроса?
Посмотреть ответ
Сколько операторов необходимо для автоматической линии по производству яичных рулетов?
Посмотреть ответ
Может ли одна машина производить как вафельные, так и несладкие яичные рулетики?
Посмотреть ответ
Какие сертификаты важны при масштабировании производства яичных рулетов?
Посмотреть ответ
Как мы подходим к определению необходимого объема мощностей
Линия производства вафельных яичных рулетов UD05 Производительность, энергопотребление и габариты: 220-330 шт./мин, 600-900 кг/8 часов, 12 кВт, 0.61 Вт·ч/шт. и габариты 4.2 × 3.7 м, были определены на основе измерений, проведенных на заводе UDTECH Technology. (Технический обзор подписан компанией UDTECH Technology of Suzhou CO.,LTD.)
Ссылки и источники
- ISO 22400-2:2014, Ключевые показатели эффективности управления производственными операциямиМеждународная организация по стандартизации
- Общая эффективность оборудованияВикипедия.
- Планирование мощностей (определения APICS)ScholarWorks Канзасского университета
- Регламент машиностроения (ЕС) 2023/1230Европейская комиссия
- 21 CFR Часть 117, Текущая надлежащая производственная практика, анализ опасностей и профилактический контроль пищевых продуктов для человекаFDA США
- 29 CFR 1910.212, Общие требования ко всем машинам (защита машин)OSHA США
- Автоматизация и нехватка рабочей силы в мелкомасштабном производстве продуктов питанияГЕНЭДЖ
- Системы планирования, основанные на реальных данных.Пищевая инженерия
Статьи по теме
- Аппарат для приготовления яичных рулетов: типы, вместимость и руководство покупателя.Какой тип оборудования подходит для вашего продукта?
- Аппарат для приготовления яичных рулетов с морскими водорослями: характеристики и руководство по выбору.форматы рулонов из морских водорослей и феникса
- Руководство по выбору вальцовочного станка Phoenixавтоматическое производство рулонов "Феникс"
- Автоматическая линия по производству вафельных яичных рулетов UDTECH UD05полные технические характеристики и конфигурация