Волочение проволоки и экструзия — это процессы металлообработки, которые имеют большое значение и имеют разные цели и результаты. В этой статье рассматриваются два из этих процессов: волочение проволоки и экструзия и их значение относительно процесса, наиболее распространенное применение и сравнение с другими методами. Понимая волочение проволоки и экструзию, читатель узнает, чем эти два метода отличаются друг от друга, каковы их достоинства и какие трудности возникают при практическом использовании этих методов. В этой статье мы рассмотрим два процесса волочения проволоки и экструзии, которые привлекли много внимания, но мало внимания уделяется тому, что они делают в металлообработке, а также различные области, в которых необходимы эти процессы, а также точность и надежность, которые они должны иметь.
Что такое волочение проволоки?

Волочение проволоки — это процесс металлообработки, при котором металлическая проволока протягивается через ряд фильер для уменьшения ее диаметра и увеличения длины. Это широко используемый процесс в нескольких отраслях промышленности, включая производство проводов для электротехнических применений, изготовление компонентов для автомобилей и строительство. Волочение проволоки обеспечивает точный контроль размеров проволоки и ее механических свойств, тем самым получая провода с большей прочностью, повышенной гибкостью и улучшенной проводимостью. Контролируемая деформация проволоки позволяет легко удалять примеси и поверхностные дефекты проволоки, достигая яркой и ровной отделки поверхности. Таким образом, производители проволоки могут создавать провода различной толщины и длины в соответствии с требованиями различных применений.
Объяснение процесса волочения проволоки
Волочение проволоки — это процесс металлообработки, используемый для изготовления проволоки различной длины и толщины, которая прочнее, гибче и более проводящая. Он включает в себя растяжение проволоки до определенных пределов с одновременной очисткой и сглаживанием поверхности проволоки. Важность волочения проволоки обусловлена тем фактом, что оно дает возможность точно контролировать диаметр проволоки, ее длину и многие другие механические характеристики, необходимые в электропроводке, строительстве и обрабатывающей промышленности.
Волочение проволоки можно определить как процесс, в котором проволоку пропускают через матрицу с последующим удлинением и постепенным уменьшением поперечного сечения проволоки. Матрица имеет отверстие, которое удерживается в растянутом виде, когда проволока наклоняется через нее. Отверстие через матрицу сжимает проволоку, поскольку натяжение, приложенное к ней по ее длине, заставляет ее растягиваться. Это деформационное упрочнение в целом увеличивает длину проволоки. В этом многоэтапном процессе используются различные напряжения для создания проволоки заданной геометрии и характеристик.
Волочение проволоки чаще всего используется в электрических проводах, где требуется возможность воспроизводить размеры проводов и их электрические функциональные свойства. Большое количество применений, охватывающих многие отрасли, встречается в производстве компонентов и продуктов, таких как автомобильные детали, пружины и крепежные элементы, если упомянуть несколько с волокном или прочностью и дисперсией проволоки.
Важно понимать, что как волочение проволоки, так и экструзия - это процессы которые подразумевают изменение формы металла. В то время как волочение проволоки направлено на вытягивание проволоки путем уменьшения ее диаметра и увеличения ее длины, при экструзии металл прокачивается или продавливается через матрицу для получения сложных форм и профилей. Оба эти процесса имеют свое значение и применение, но оба являются незаменимыми процессами в металлообрабатывающей промышленности, которые позволяют производить высококачественную продукцию в различных отраслях.
Применение в электропроводке
Что касается электропроводки, волочение и экструзия проволоки являются одними из важнейших процессов, которые обеспечивают производство идеальных электрических компонентов. В частности, волочение проволоки, которое делает акцент на удлинении проводов при уменьшении размера диаметра, очень полезно для формирования обширной сети очень тонких проводов, которые используются в сложных электрических цепях. Однако экструзия позволяет формировать сложные формы и профили, необходимые для разъемов, распределительных коробок или изоляции кабелей. Благодаря такому сочетанию технологий производители могут соблюдать многие строгие стандарты, налагаемые электрическим сегментом экономики, и поставлять надежные и эффективные электрические системы.
Как волочение проволоки является процессом металлообработки
Волочение — это процесс, который включает в себя создание проволоки в меньшие плотности без укорачивания длины проволоки. Волочение проволоки по сути определяется как процесс формирования проволоки путем протягивания через последовательность фильер. Узкая проволока значительной длины изготавливается путем волочения, которое используется для таких применений, как проводные схемы и многие другие электронные соединения, если это необходимо. Каждый процесс волочения проволоки увеличивает прочность проволоки, ее механическую и электрическую целостность, а также улучшает поверхностное натяжение проволоки.
Основная операция, выполняемая в процессе волочения проволоки, — это деформация проволоки. Проволока протягивается через фильеры с определенным натяжением, и в процессе волочения происходит пластическая деформация металла и уменьшение диаметра. Во время волочения проволоки поверхность проволоки покрывается смазкой для уменьшения контакта и повреждения поверхности. Параметры волочения проволоки включают:
Диаметр проволоки: начальная или предварительная толщина проволоки называется диаметром проволоки.
Размер матрицы: что касается волочения, то быстрее изготавливается проволока при требуемых размерах матрицы.
Коэффициент уменьшения: выражается как начальный диаметр проволоки, деленный на диаметр конечной проволоки, и дает оценку изменения.
Скорость волочения: Для каждой фильеры, используемой в процессе волочения проволоки, существует фильера, через которую протягивается проволока. Скорость волочения проволоки напрямую влияет как на эффективность, так и на качество волочения проволоки.
Смазка: это смазочный материал, который наносится во время направления и используется в процессе вытяжки для минимизации сопротивления во время вытяжки.
Волочение проволоки является специализированным и необходимым для производства электрических проводов и кабелей и имеет многочисленные применения в автомобильной, аэрокосмической и телекоммуникационной промышленности. Оно позволяет производить провода с контролируемыми размерами и механическими свойствами, которые будут полезны и эффективны при использовании в электрических системах.
Изучение процесса экструзии
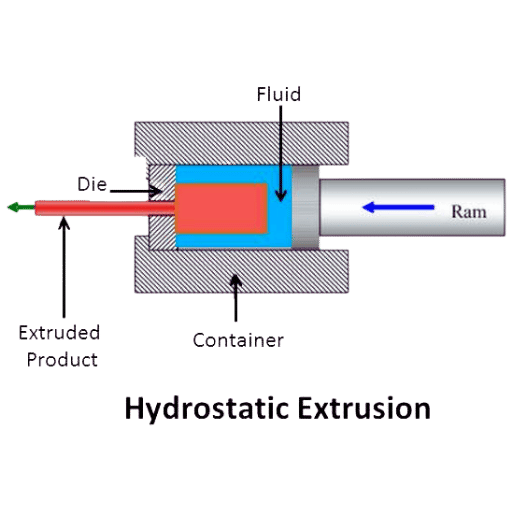
Процесс экструзии является ключевым методом в металлообработке, который используется для изготовления изделий со сложными силуэтами и заданными прочностными характеристиками. Он заключается в приложении высокого давления к одному или нескольким материалам — обычно металлическим или пластиковым — продавливании материала через форму (матрицу) желаемой геометрии и характеристик. Обладая этими знаниями о характеристиках процесса экструзии, производители могут использовать его для производства компонентов различных форм, размеров, механических свойств, а также для улучшения поверхности.
Типы экструзии: прямая и непрямая
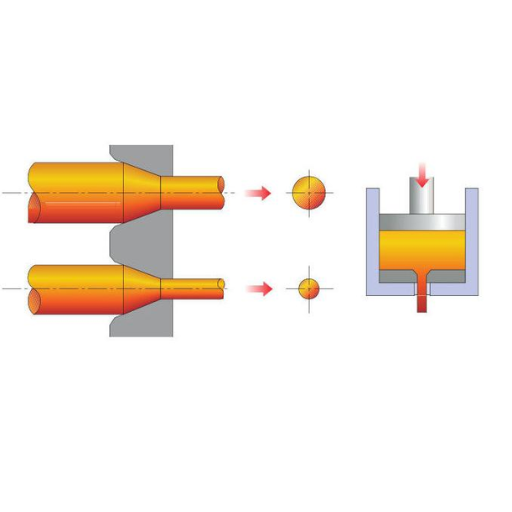
В отношении экструзии можно выделить два основных различия: прямая и непрямая экструзия. Прямая экструзия — это когда плунжер проталкивает материал через матрицу. Она используется для материалов с более низкими силами экструзии и легко выдавливаемыми поперечными сечениями. Напротив, непрямая экструзия является противоположностью, поскольку матрица перемещается к материалу, таким образом проталкивая его через матрицу. Эта технология используется для материалов с более высокими силами экструзии или более сложными формами поперечного сечения. Как прямая, так и непрямая экструзия рецептуры имеют свои особые преимущества и в равной степени принимаются при изготовлении металлов и пластиков в различных областях. Для дальнейшего понимания этих типов экструзии наилучшим подходом будет посещение 3 лучших веб-сайтов в настоящее время на Google.com по этим вопросам.
Роль экструзии в металлообработке
Экструзия имеет очень важную функцию в металлообработке, поскольку она используется для эффективного и точного создания металлических деталей. Как процесс деформации экструзия помогает захватывать внутренне согласованные структуры более сложных форм поперечного сечения в металлах. При сопоставлении волочения проволоки и экструзии следует отметить, что в настоящее время существует общая деятельность металлообработки, но технология и функциональное назначение принципиально различны. Волочение проволоки касается производства проводов, которые будут использоваться в электрических и конструкционных приложениях, в то время как экструзия широко используется в промышленности пластмасс и металла. Эти процессы также имеют другие преимущества, такие как лучшая отделка поверхности и возможность работы с тянутыми материалами, которые требуют больших усилий экструзии. Однако существуют некоторые проблемы, связанные с волочением металла или Освоение экструзии и волочения металла - устранение недостатка деформации. После того, как особенности процесс экструзии будут поняты, производители смогут поставлять качественную металлопродукцию.
Почему экструзия — это процесс деформации
Экструзия — очень эффективный процесс металлообработки, предназначенный для облегчения деформации для производителей, желающих создать ассортимент форм. Этот процесс заключается в приложении большого количества силы в толкающем или тянущем движении к материалу, которому была придана форма для прохождения через матрицу, тем самым изменяя его площадь поперечного сечения и размеры в процессе. Следующие пункты подчеркивают причины, по которым экструзия является предпочтительным методом деформации:
Эффективность в размерах и форме: использование экструзии выгодно для производителей, поскольку они смогут регулировать деформацию в процессе, гарантируя однородные размеры и форму. Некоторые из параметров, которые следует учитывать на предыдущих этапах экструзии металлов, - это температура, скорость экструзии и геометрия матрицы.
Улучшенная внутренняя структура: Технология экструзии может значительно улучшить свойства обрабатываемых материалов. Я улучшу структуру зерна, укреплю материал и даже обогатю механические свойства всего материала. Оптимальные температуры во время экструзии и подходящие составы сплавов должны соблюдаться для достижения ожидаемых свойств материала.
Создание сложных форм: Поскольку экструзия требует производства сложных форм, их может быть сложно изготовить с использованием традиционных методов. Используя соответствующие конфигурации штампов, производители могут выполнить задачу экструзии материалов в секции, которые разработаны так, чтобы быть уникальными, будь то профили, трубки, стержни или любая другая форма.
Эффективность затрат и материалов: Расширение допускает параметры, которые сопровождаются концепцией минимизации затрат, когда речь идет о производственном процессе. Редкость отходов и возможность использования отходов мусора или переработанного материала в процессе производства также минимизируют затраты, связанные с массовым производством, что делает расширение экономически эффективным процессом.
Универсальность и широкий спектр применения: Из-за различных задействованных процессов многочисленные отрасли, такие как автомобилестроение, аэрокосмическая промышленность, строительство и производство расходных материалов, приняли расширения в массовом производстве. В процессе экструзии можно использовать широкий спектр материалов, включая алюминий, сталь, медь и пластик, тем самым повышая его возможности в процессах деформации.
Используя экструзию, производители могут избавиться от ограничений, связанных с деформацией, точно формировать изделие и изготавливать металлические элементы с превосходными качествами, такими как точность размеров и свойств.
Сравнение волочения проволоки и экструзии
При сравнении процессов волочения проволоки и экструзии необходимо учитывать факторы волочения проволоки. Давайте рассмотрим различия, особенно касающиеся изменений поперечного сечения и качества поверхности, чтобы лучше оценить достоинства двух методов и их применения. Различие между волочением проволоки и экструзией важно для производителей, поскольку оно помогает выбрать наиболее подходящую технологию для данных производственных требований и конечных целей.
Разница между методами вытяжки и экструзии
При рассмотрении методов волочения проволоки и экструзии, а также при сравнении методов необходимо учитывать различные параметры, которые определяют возможности и эффективность каждого конкретного метода. Расскажите нам о различиях между этими изменениями площади поперечного сечения и отделкой поверхности в частности, чтобы мы могли узнать больше о преимуществах и использовании различных методов. Чтобы дать вам хороший обзор таких методов, я могу сослаться на соответствующие источники в Интернете, такие как первые 3 сайта на google.com.
Волочение проволоки — это процесс, при котором диаметр проволоки уменьшается путем ее протягивания через фильеру с меньшим поперечным сечением, деформированным за счет термоусадки. Он очень часто используется для электрических и структурных применений, требующих механических свойств и допусков.
Другой метод скорее известен как экструзия, которая подразумевает проталкивание металла или пластика через матрицу с заданным поперечным сечением. Это процесс перемещения материала через матрицу до желаемой формы поперечного сечения. Он стал применим в промышленности, поскольку может позволить пластмассовой и металлургической промышленности производить профили, стержни и трубки с определенными формами и площадями.
Среди существенных различий между методами волочения проволоки и экструзии следует отметить следующие:
Дефекты поперечного сечения: Технология волочения проволоки эффективно работает только для уменьшения площади поперечного сечения проволоки, но сохраняет форму и растягивает проволоку в процессе. С другой стороны, экструзия позволяет формировать зубчатые формы поперечного сечения наряду с коническими и пустотелыми сечениями.
Обработка поверхности: Наблюдатель заметит, что волочение проволоки затрагивает много грубых поверхностей, поскольку после волочения проволока подвергается растяжению и сжатию во время волочения основных частей проволоки. С другой стороны, процессы экструзии могут привести к не очень гладкой отделке поверхности из-за слишком большого количества активного материала, натирающего матрицу.
Производители будут различать методы волочения проволоки и экструзии на основе тщательного анализа преимуществ и ограничений каждого из методов в отношении спецификаций или целей производства. Что касается других, они должны досконально разобраться в этом сложном вопросе и получить всю важную информацию из надежных и авторитетных источников, а также руководство экспертов.
Анализ поперечных изменений
При изучении процессов волочения проволоки или экструзии необходимо также анализировать их технические параметры, а также эффекты, которые они оказывают. Давайте сосредоточимся на таких важных факторах:
Течение и деформация материала: При волочении проволоки площадь поперечного сечения проволоки уменьшается путем протягивания проволоки через фильеру. При этом длина увеличивается, а диаметр уменьшается, что приводит к изменениям в структуре зерна, микроструктуре и механических свойствах материала. С другой стороны, при экструзии материалу придается желаемое поперечное сечение путем продавливания его через фильеру, что приводит к пластической деформации и изменению формы поперечного сечения.
Шероховатость поверхности: В результате сил трения между проволокой и матрицей волочение проволоки имеет меньше дефектов поверхности. В то время как при экструзии значения шероховатости поверхности получаются немного выше из-за взаимодействия материала и матрицы.
Параметры и соображения: Несколько технических параметров вовлечены в понимание изменений поперечного сечения, включая Конфигурацию и геометрию матрицы Методы смазки и охлаждения Механические свойства материала, такие как прочность и пластичность Скорости ванны или экструзии Коэффициент обжатия Температуры заготовки или проволоки Материал и шероховатость поверхности матрицы Знание и улучшение технографических параметров сосредоточены на поддержке приемлемых выходов, а также качества продукции во время процессов волочения проволоки и экструзии. Поэтому для производителей важно ссылаться на надежные источники, искать экспертную помощь и более интенсивно тестировать процессы, чтобы найти наиболее подходящие технические параметры для своих производственных нужд.
Различия в отделке поверхности металлических изделий
Так как я являюсь экспертом по волочению и экструзии металла, особенности отделки поверхности металлических изделий — это то, в чем я компетентен. Кроме того, отделка поверхности составляет незначительный раздел, поскольку она является решающим фактором в отношении внешнего вида, эффективности и полезности металлических компонентов. В любом случае ожидаемые характеристики отделки поверхности должны быть выполнены с помощью нескольких требований и эксплуатационных ограничений. Рассматривая три самых популярных поиска Google по соответствующей теме, я могу сделать следующие выводы:
Параметры отделки поверхности: Отделка поверхности металлических изделий может зависеть от различных параметров, таких как:
Методы смазки и охлаждения: Значительное использование дефектов и улучшение поверхности способствуют достижению лучшего качества отделки.
Тип и качество поверхности штампа: использование материалов штампа, а также свойства поверхности определяют шероховатость и качество конечного продукта.
Скорость вытяжки или экструзии: Очень важно контролировать скорость операции, чтобы добиться постоянства и уменьшить количество дефектов поверхности.
Свойства материала: Внутренние свойства металла, такие как прочность и пластичность, определяют качество получаемой поверхности.
Важность оптимизации: Производители должны учитывать требования соответствующих продуктов и процессов при проектировании оптимальной отделки поверхности. Они должны учитывать соответствующую литературу и мнения экспертов и проводить соответствующий сравнительный анализ, чтобы прийти к подходящим параметрам для своих конкретных производственных требований. Это способствует достижению желаемых целей и обеспечению качества отделки поверхности в процессах волочения проволоки и экструзии.
Внедрение и улучшение этих параметров посредством оптимизации конструкции позволяет производителям управлять и оптимизировать поверхность готовых металлических изделий таким образом, чтобы эстетические и функциональные ожидания были адекватно учтены.
Распространенные области применения волочения проволоки и экструзии

Рисунок провода:
Электропроводка: Процесс волочения проволоки — это усовершенствованная форма техники холодного волочения, которая в основном используется в производстве электропроводки, например, для жилых, коммерческих и промышленных систем. Параметры процесса гарантируют производство проводов, которые имеют равномерный и гладкий профиль и максимальную электропроводность и изоляцию провода.
Структурные компоненты: Волочение проволоки также применяется в производстве структурных компонентов в таких отраслях, как строительство, автомобилестроение и аэрокосмическая промышленность. Оно помогает производить провода требуемых размеров и механических свойств для использования в требуемых приложениях с требованиями к прочности.
Экструзия:
Производство пластика: Экструзия является одним из важнейших рабочих процессов в области производства пластиковых файлов. Она также используется для формования пластика, который в расплавленном состоянии превращается в трубы и другие формы, включая трубки, листы и профили. Она позволяет создавать более сложные формы с постоянными размерами и отделкой поверхности.
Производство металла: Что касается производства металла, экструзия в основном используется для производства профилей, стержней и труб. Она облегчает производство металлических деталей, имеющих особые формы и физические свойства, требуемые в различных отраслях промышленности, включая строительство, автомобилестроение и авиастроение.
Производители могут использовать процессы волочения проволоки и экструзии для удовлетворения требований различных областей и производства деталей с заданным размером, прочностью, а также отделкой поверхности. Поскольку такие процессы обеспечивают гибкость и контроль, они становятся важными в широком спектре применений в различных отраслях промышленности.
Волочение проволоки для электротехнических и строительных целей
Волочение проволоки — это основная операция, которая применяется в структурных и энергетических элементах. Это процесс проталкивания металлической проволоки через матрицу для уменьшения ее поперечного сечения и улучшения ее свойств. Я признаю волочение проволоки как способ выполнения работы в операциях и говорю это для телекоммуникационной, электроэнергетической и строительной отраслей. Это позволяет разрабатывать провода определенного поперечного сечения, прочности на разрыв и обработки поверхности. Точно регулируя параметры волочения, производители могут производить провода, отвечающие критическим потребностям этих отраслей, гарантируя удовлетворительную производительность в любом применении.
Экструзия в производстве пластмасс и металлов
Экструзия является распространенным методом в производстве как пластика, так и металла. Этот процесс заключается в продавливании материала через матрицу для формирования изделий требуемых форм и размеров. В случае экструзии пластмасс этот процесс оказывается полезным для производства труб, трубопроводов, трубок и листов. В производстве металла этот процесс используется для создания стержней, прутков и профилей.
При использовании метода экструзии существует множество преимуществ для эффективности производственного процесса. Он позволяет производить непрерывное и когерентное поперечное сечение, которое также может быть довольно сложным. Процесс связан с высокими показателями и эффективностью производства, что позволяет применять его в продуктах массового производства. В дополнение к этому, также отмечается, что экструдированные пластиковые и металлические детали, как правило, обладают лучшими качествами, такими как прочность.
Однако в ходе выполнения экструзии могут возникнуть определенные осложнения. Могут возникнуть некоторые осложнения, такие как деформация, растяжение и распределение материала, что приводит к дефектам свойств. Диаметр заготовки и допуски поперечного сечения являются двумя факторами, которые обеспечивают однородность продукта. И последнее, но не менее важное: достижение ожидаемого качества поверхности может быть затруднено, поскольку процесс экструзии может привести к образованию грубых и неровных поверхностей.
Для решения этих задач производители используют несколько технологий и методов. Использование сложных конструкций матриц и тщательный выбор параметров процесса экструзии значительно снижает искажения и улучшает свойства растяжения. Управление процессом также обеспечивает постоянство высоты и толщины заготовки, а также ее поперечного сечения. Полировка и некоторая выбег также могут использоваться для улучшения качества поверхности экструдированных изделий.
По мере того, как производители изучают основные особенности экструзии в пластмассовой и металлургической промышленности, некоторые проблемы преодолеваются, а возможности, предоставляемые этим процессом, используются в полной мере. Это также важно для производства различных продуктов и развития различных секторов.
Преимущества холоднотянутых и экструдированных металлов
В ходе своей работы я хотел бы открыто отстаивать процессы волочения и экструзии металла, поскольку они, как известно, вытягивают металл в холодном состоянии и/или выдавливают металл соответственно. Металлы, вытянутые или выдавленные с помощью этих процессов, деформируются таким образом, что улучшаются их металлургические свойства и точность. Выявлено, что холоднотянутые металлы обладают превосходными характеристиками, такими как прочность на разрыв, размерная точность и отделка поверхности, которые могут быть в приложениях, требующих высоких допусков. В то время как выдавленные металлы обладают способностью и гибкостью для производства в различных формах, размерах и конструкциях, что, в свою очередь, предоставит большую свободу дизайна производителям. Таким образом, делая возможным производство разнообразных видов продукции, включая, помимо прочего, структурные детали в аэрокосмической промышленности, сложные автомобильные детали и бытовые электроприборы. В целом, холоднотянутые металлы направлены на улучшение механических свойств металлов и металлических деталей, размерной точности и поверхностных качеств металлических изделий, а также возможностей дизайна. Все эти аспекты делают эти металлы жизненно важными в современных отраслях промышленности.
Проблемы волочения и прессования металла

Процессы вытяжки и выдавливания металлических изделий имеют свой собственный набор особых проблем, которые должны быть решены надлежащим образом для достижения максимальной эффективности и максимального качества конечных продуктов. Преодоление вышеуказанных проблем требует глубокого знания характеристик материалов, режимов процесса и передовых технологий производства. Такие проблемы разрешимы, и с помощью соответствующих методов и инструментов производители могут производить хорошо спроектированные металлические детали и продукты высочайшего качества.
Решение проблем деформации и растяжения
Факторы деформации и растяжения представляют собой критические проблемы, с которыми сталкиваются волочение и экструзия металла, которые в первую очередь ставят под сомнение качество и целостность конечных продуктов. Чтобы противостоять этим проблемам, производители должны принять во внимание следующие основные решающие шаги:
Параметры процесса: Для смягчения факторов деформации и растяжения необходимо установить соответствующие параметры процесса, такие как температура, скорость деформации и смазка. Важно отметить, что эти параметры должны быть скорректированы в соответствии со свойствами материала и предполагаемым результатом, который должен быть достигнут.
Конструкция штампа: В случаях, когда материал сильно деформируется, конструкция штампа должна быть оптимизирована таким образом, чтобы поток материала, обрабатываемого в детали, частично контролировался. Некоторые из факторов, требующих соответствующей настройки для минимизации растягивающих напряжений и достижения желаемой размерной точности, включают угол штампа, длину фаски и радиус галтели.
Выбор материала: В связи с этим интуитивно понятно, что механические свойства материала и его пластичность оказывают большое влияние на деформацию материала и факторы растяжения во время вытяжки и экструзии. Выбор материала может быть выполнен по нескольким параметрам, включая прочность, удлинение, а также поведение при упрочнении.
Термическая обработка: Таким образом, предлагается еще один метод для уменьшения степени деформации, а также для улучшения механических свойств металла. Например, отжиг или обработка для снятия напряжений эффективно снимают остаточные напряжения и улучшают пластичность материала, что в свою очередь снижает вероятность деформации и разрушения при растяжении.
Техническое обслуживание штампов: Своевременные и плановые проверки и ремонт штампов имеют важное значение для точности размеров и ограничения проблем с деформацией. Если поверхность штампа имеет какой-либо износ или повреждение, его следует немедленно исправить, чтобы гарантировать однородность качества производимых товаров.
Разумно оценивая и применяя эти методы, производители могут эффективно решать проблемы деформации и растяжения как при проектировании, так и при изготовлении металлических компонентов с метрологическими и улучшенными механическими свойствами.
Управление однородностью заготовки и поперечного сечения
В производстве поддержание качества и функциональной согласованности готовых изделий требует эффективного управления однородностью заготовки и поперечного сечения. При работе в этом направлении возникает несколько вопросов. Первый касается вида материала заготовки. Следует использовать химический состав материалов, обладающих необходимыми механическими свойствами, включая прочность, удлинение и характеристики упрочнения. Кроме того, необходимо контролировать температуру и скорость охлаждения, используемые при литье С-образных болтов, чтобы избежать различных размеров поперечного сечения.
С другой стороны, технические параметры, которые следует учитывать для управления биметаллической однородностью и однородностью поперечного сечения, могут включать:
Состав металла: Убедитесь, что изготовленный биметалл соответствует требуемым механическим свойствам.
Температура литья: Убедитесь, что температура литого радиатора одинакова во время литья, чтобы не было разницы температур по его поперечным сечениям.
Время охлаждения системы: сократите это время, чтобы достаточно охладить компонент и избежать повреждения/изменения поперечного сечения из-за внутреннего напряжения.
Заготовка и створка. Толщина глаукомы. Удлиненные – длина – горизонтальные объемные элементы, высота: Эта секция контролирует и управляет размерами биметалла, чтобы обеспечить сохранение его оптимального профиля.
Меры контроля: Необходимо принять корректирующие и профилактические меры для минимизации случаев изменения размеров или состава биметалла.
С учетом выделенных и указанных факторов производители могут контролировать однородность заготовки и поперечного сечения для производства прецизионных металлических деталей, размеры и механические свойства которых соответствуют повышенным стандартам.
Улучшение качества поверхности в производстве
Для достижения лучшего качества поверхности знание факторов, определяющих конечную отделку поверхности, является основополагающим. Используя 3 лучших веб-сайта, представленных на Google.com, я составил следующие лучшие практики.
Во-первых, производителям необходимо найти наиболее подходящие параметры производства: это относится к оптимизированным параметрам для процесса резки, таким как скорость резки, скорость подачи и геометрия инструмента. Получение правильного компромисса между качеством отделки поверхности и качеством удаления материала имеет важное значение.
Во-вторых, некоторые практикуемые эффективные смазки: смазка на обработанной поверхности должна быть сделана правильно, чтобы снизить количество производимого тепла и трения; таким образом, шероховатость обработанной поверхности значительно уменьшается. Тип используемой смазки должен быть правильно выбран. Кроме того, ее следует применять последовательно.
В-третьих, следует улучшить зубчатую передачу и абразивы: используя современные инструменты и абразивы с превосходной геометрией и покрытием, можно добиться улучшения качества обработки. Необходимо отслеживать разработки в области технологии изготовления инструментов.
В-четвертых, необходимо контролировать вибрации: дефекты поверхности, которые могут ухудшить качество, можно устранить путем оптимизации жесткости, демпфирования и устойчивости элементов машины для контроля вибраций машины.
В-пятых, следует использовать методы постобработки: для получения более чистой поверхности следует использовать другие методы постобработки, такие как полировка, электрополировка и химическая обработка.
Описанные ими методы позволяют производителям улучшить качество обработки поверхности и, следовательно, производить компоненты более высокого качества с улучшенным внешним видом.
Референсы
Электрическое сопротивление и проводимость
Ведущий производитель экструдеров для проводов и кабелей в Китае
Частые вопросы (FAQ)
В: Что такое волочение проволоки?
A: Волочение проволоки — это процесс металлообработки, используемый для уменьшения поперечного сечения проволоки путем протягивания проволоки через одну матрицу или ряд матриц. Это процесс холодной обработки, в результате которого получается проволока с постоянным профилем поперечного сечения.
В: Чем процесс экструзии отличается от вытяжки?
A: Экструзия и вытяжка являются процессами формования, но они различаются по методу. При экструзии материал проталкивается через матрицу для формирования желаемой формы, тогда как вытяжка подразумевает протягивание материала через матрицу. Экструзию можно выполнять при высоких или низких температурах, тогда как вытяжка обычно является процессом холодной обработки.
В: Можете ли вы объяснить роль оправки в волочении труб?
A: При волочении труб оправка используется для поддержки внутреннего диаметра трубы и обеспечения сохранения желаемой формы при протягивании через матрицу. Это помогает достичь точности толщины и однородности стальной трубы.
В: Что подразумевается под «прямым выдавливанием»?
A: Прямое выдавливание — это процесс, при котором материал выталкивается в том же направлении, что и отверстие матрицы. Это контрастирует с обратным выдавливанием, при котором материал течет в противоположном направлении движению плунжера.
В: Почему волочение проволоки считается процессом холодной обработки?
A: Волочение проволоки считается холодным процессом обработки, поскольку оно выполняется при комнатной температуре или близкой к ней. Этот процесс укрепляет материал посредством деформационного упрочнения, поскольку металл протягивается через матрицу без применения тепла.
В: Какие типы материалов можно использовать в процессах экструзии и вытяжки?
A: В процессах экструзии и волочения могут использоваться различные металлы, включая алюминий, медь, сталь и латунь. Выбор материала зависит от желаемых свойств и областей применения конечного продукта.
В: Как работает чертежная машина?
A: Волочильный станок работает, протягивая проволоку через фильеру, чтобы уменьшить ее диаметр и изменить профиль ее поперечного сечения. Станок натягивает проволоку, протягивая ее через ряд фильер, каждая из которых постепенно уменьшается, чтобы достичь желаемых размеров.
В: Каково значение «горячей вытяжки»?
A: Горячая вытяжка относится к процессу, в котором материал нагревается перед протягиванием через матрицу. Это может уменьшить усилие, необходимое для формования материала, и улучшить пластичность, что позволяет добиться большей деформации без разрушения.
В: Как совместно используются экструзия и холодная вытяжка?
A: Экструзия и холодная вытяжка могут выполняться последовательно для достижения определенной формы и размера. Сначала экструзия используется для создания базовой формы, а затем холодная вытяжка дополнительно улучшает размеры и отделку поверхности изделия.