




Добро пожаловать в наше подробное руководство по выбору правильный экструдер для экструзии ПВХ, двухшнековый экструдер или одношнековый экструдер. Для производства труб из ПВХ одним из самых важных решений является выбор подходящих экструдеров для достижения наилучших результатов и повышения эффективности. В этом тексте мы сосредоточимся на технических аспектах двух типов экструдеров, подчеркнув, как эти устройства работают при производстве труб из ПВХ. Обладая этими знаниями, вы, несомненно, определите наилучшие альтернативы для ваших конкретных потребностей в экструзии и, таким образом, примете обоснованное решение. Поэтому, не теряя времени, давайте рассмотрим технологию экструзии и ее важные аспекты, касающиеся производства труб из ПВХ!
Как работает экструдер Работать в Труба ПВХ Производство?

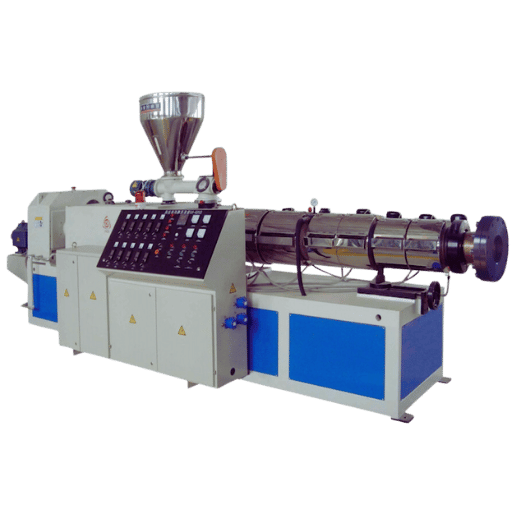
Экструдер является важнейшим оборудованием при производстве труб в экструзионных машинах для фитингов из ПВХ, и он формует горячую массу, из которой изготавливается труба. Он работает, помещая смолу в нагретый цилиндр в экструдере ПВХ; затем масса проталкивается через формованный цилиндр для формирования трубы. Экструдер содержит важные компоненты, такие как шнек, цилиндр, двигатель и нагревательные ленты. Двигатель заставляет шнек, установленный внутри цилиндра, вращаться, чтобы материал ПВХ перемещался и расплавлялся. Нагревательные ленты генерируют регулируемое тепло, так что ПВХ имеет нужную температуру на протяжении всех процедур экструзии в системах экструдеров ПВХ. Конфигурация шнека экструдера является существенным фактором, который определяет производительность экструдера и эффективность всей операции. Знание того, как работают одношнековые и двухшнековые экструдеры и чем они отличаются, поможет сделать правильный выбор наиболее подходящего экструдера для использования при производстве труб из ПВХ.
Понимание Процесс экструзии
Процесс экструзии можно описать как метод формования, в первую очередь используемый при производстве труб из ПВХ. Этот метод формования включает введение материала ПВХ через экструдер, который имеет цилиндр и шнек. Для достижения расплавления материала ПВХ цилиндр оснащен нагревательными лентами. В то же время винт в цилиндре поворачивается, чтобы продвигать материал. Введение тепла и давления при повороте винта позволяет цилиндру размягчить ПВХ, позволяя формировать его в трубу. Степень и влияние конфигурации цилиндра и шнека экструдера, будь то вязкость с одним шнеком или двумя шнеками, в значительной степени определяют производительность вставки труб из ПВХ во время процесса экструзии. Такие факторы необходимо тщательно изучить, прежде чем выбирать наиболее подходящий экструдер для ПВХ для производства труб.
Компоненты экструдер
Как следует из названия, экструдер используется для экструзии труб из ПВХ, среди прочего. Это сложная машина, состоящая из множества секций, которые работают в синергии для достижения результата. Эти компоненты проиллюстрированы следующим образом:
- Баррель: Это аппарат, в котором применяется давление и вводится сырьевой материал ПВХ. Со временем материалы нагреваются, например, с помощью электрических спиралей, чтобы сделать ПВХ пригодным для экструзии.
- Шнек: Эта часть, расположенная в цилиндре, имеет весьма важное значение, поскольку она облегчает транспортировку, плавление и дальнейшее давление материала ПВХ в процессе его экструзии посредством вращательного движения.
- Двигатель: Двигатель является одним из важнейших компонентов, поскольку он обеспечивает силу, которая вращает шнек с требуемой скоростью при повышении температуры. Общее качество экструдера определяется возможностями этого инженера и эффективностью двигателя.
- Головка для штамповки: Последний компонент или секция машины — головка для штамповки, которая определяет форму и площадь поперечного сечения трубы. После прохождения головки для штамповки устанавливается равномерная толщина и геометрия тела трубы.
- Система управления: Система управления представляет собой совокупность современных датчиков, исполнительных механизмов и контроллеров, которые помогают поддерживать и изменять такие параметры, как температура, скорость и давление, значительно облегчая процесс.
Эти элементы идеально взаимодействуют, обеспечивая экструзию труб из ПВХ и их эффективное и точное производство. Понимая функцию, выполняемую каждым компонентом, производители могут мудро выбирать, как настраивать и дополнять системы экструдеров для производства труб из ПВХ.
Роль Один и Двухвинтовой in Труба ПВХ Производство
В контексте процесса производства труб из ПВХ применение одношнековых и двухшнековых экструдеров имеет большое значение для эффективного и точного производства труб из ПВХ. двухшнековый экструдер Известно, что он обеспечивает определенные преимущества, такие как улучшенное смешивание и лучшая финализация материала ПВХ, что может привести к лучшему стандарту и искусственности полученных труб. Однако одношнековые экструдеры часто используются в процессах производства труб из ПВХ. Они обеспечивают достойное качество и могут эффективно использоваться при производстве труб нестандартных и стандартных диаметров.
Использование как одношнековых, так и двухшнековых экструдеров имеет решающее значение для процесса экструзии. Такие типы экструдеров для изготовления труб из ПВХ должны быть обоснованы производственными требованиями, целями и даже бюджетом производителя. Для этого такие параметры, как диапазон увеличения всех критических соотношений скорости экструзии, эффективность, качество, разница в размерах производимых труб и даже потребляемая энергия, могут предоставить производителям лучшую возможность принятия решений относительно их процессов производства труб из ПВХ.
В чем разница между Одиночный винт и Двухшнековые экструдеры?

Одношнековый экструдер vs Двухшнековый экструдер Эффективности
Для создания труб из ПВХ, анализируя основные сильные стороны и основные характеристики обоих типов труб Шнековые экструдеры и одношнековые шнековые экструдеры становятся необходимыми.
A одношнековый экструдер это оборудование, используемое для производства стандартных труб, и на протяжении многих лет широко распространенное в промышленности благодаря своей эффективности и низкой стоимости. Оно состоит из одного шнека, который вращает и перемещает материал ПВХ, одновременно расплавляя его и затем выдавливая через фильеру для экструзии. Производительность и общая эффективность одношнековых экструдеров для стандартных труб подходят.
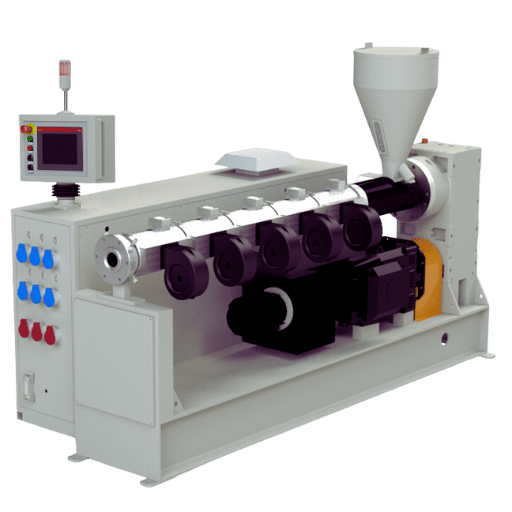
Улучшенные возможности смешивания и компаундирования являются преимуществом двухшнековых экструдеров, которые, с другой стороны, включают два шнека, которые сцепляются друг с другом. Взаимное расположение двух шнеков улучшает смешивание материалов, а высокая универсальность оборудования позволяет улучшить контроль свойств и даже варьировать формулу ПВХ. Для труб с высоким содержанием наполнителя или других более явных требований было бы более целесообразно использовать двухшнековый экструдер.
Одношнековые экструдеры менее сложны и дешевле двухшнековых экструдеров. Тем не менее, двухшнековые экструдеры имеют преимущества большей гибкости, лучшего смешивания и возможности использовать более широкий спектр ПВХ. В конечном счете, выбор между двумя типами экструдеров зависит от конкретных потребностей, целевых производственных целей и финансов завода по производству труб из ПВХ. Процессы производства их труб из ПВХ будут улучшены путем оценки скорости экструзии, соображений стоимости, эффекта качества, изменчивости размеров труб и затрат на электроэнергию.
Преимущества Одиночный винт Конструкции
В контексте производства труб из ПВХ одношнековые экструдеры обладают рядом преимуществ, среди которых, помимо прочего:
- Простота: Одношнековые экструдеры имеют менее сложную конструкцию, поскольку имеют мало компонентов. Это делает их простыми в эксплуатации, а также простыми в обслуживании и ремонте.
- Более низкая стоимость: Начальная стоимость одношнековых экструдеров ниже, чем у двухшнековых. Поэтому они более экономичны для большинства производителей труб из ПВХ.
- Универсальность: широкий спектр рецептур ПВХ. Одношнековые экструдеры могут работать с широким спектром производственных потребностей.
- Управление: Принцип работы и управление одношнековым экструдером несложны, что позволяет легко регулировать вращение шнека и давление экструзии во время экструзии.
- Производственная мощность: Последним преимуществом является то, что одношнековые экструдеры могут работать с высокой производительностью, что опять же потребуется при производстве труб из ПВХ.
Использование этих преимуществ позволяет производителям совершенствовать процессы производства труб из ПВХ и эффективнее достигать поставленных производственных целей с учетом требований, целевой себестоимости и особенностей производственных процессов.
Преимущества использования Двухшнековые экструдеры
Двухшнековые экструдеры для производства труб из ПВХ предлагают значительное количество преимуществ. Они объединяются, чтобы обеспечить большую эффективность и качество продукции по сравнению с одношнековыми экструдерами. Некоторые из этих преимуществ включают:
- Лучшее напряжение сдвига: двухшнековые экструдеры имеют повышенное напряжение сдвига; следовательно, происходит лучшее смешивание всех материалов, что обеспечивает однородность суспензии ПВХ, что в свою очередь улучшает качество конечного продукта.
- Улучшенное производство: Двухшнековые экструдеры способны работать с большими объемами материалов, и, следовательно, они могут производить более значительные объемы ПВХ компенсированной производственной плотности, что оптимизирует производительность, следовательно, сокращает время, необходимое для производства труб. Это также связано с усовершенствованной конструкцией шнеков экструдера.
- Лучшая регулировка характеристик труб: При использовании двухшнековых экструдеров появляется возможность контролировать параметры процесса, такие как температура, сдвиг и время, необходимое для усадки смеси. В результате экструдированные трубы могут быть сформированы с точки зрения размеров стенок, диаметра и механических свойств.
- Гибкость: При обработке различных рецептур различных типов труб из ПВХ двухшнековые экструдеры позволяют добавлять многочисленные наполнители и добавки, что позволяет производить более широкий ассортимент труб. Следовательно, это поможет производителям удовлетворять различные потребности рынка.
- Сокращение отходов материала: двухшнековые экструдеры объединяют процессы смешивания, протирания и нанесения покрытия, тем самым минимизируя количество материала, остающегося внутри экструдера, тем самым делая отходы минимальными при переналадке. Это позволяет избежать дополнительных затрат и создает еще более экологичные решения для производства.
Используя эти преимущества, производители могут усовершенствовать процессы производства труб из ПВХ, повысить производительность и производить высококачественные трубы, соответствующие уникальным требованиям своих клиентов.
Который Экструдер лучше для Производство труб из ПВХ?
Факторы, которые следует учитывать Труба ПВХ Производство
В процессе поиска экструдера для экструзии ПВХ и производства труб производителю необходимо проверить некоторые аспекты для обеспечения оптимальной производительности, такие как:
- Скорость и эффективность экструзии: способность потоков расплава течь к матрице и обеспечивать равномерную скорость экструзии на сопле шнека.
- Изменчивость качества и размера труб: Экструдер может придать трубе идеальную форму, не снижая при этом толщину ее стенок.
- Потребление энергии: использование сравнения энергии между различными эжекторами для управления энергией перфорации.
- Техническое обслуживание и простой: процедура технического обслуживания, насколько она проста или сложна, а также насколько долго прослужат сменные детали, чтобы не влиять на время производства.
- Совместимость материалов: используйте типы ПВХ, соответствующие соединениям и добавкам, производимым трубой, с точки зрения температуры плавления и давления.
- Производительность: количество труб, которое может произвести один экструдер за установленный период времени, и скорость поставки этих труб.
- Управление технологическими процессами и автоматизация: уровень управления технологическими процессами и автоматизация, обеспечивающий, например, автоматическое регулирование температуры, регулирование скорости вращения шнека, мониторинг.
Область применения труб из ПВХ становится очевидной при рассмотрении всех вышеупомянутых факторов экструдера, которые необходимо учитывать для облегчения выбора с целью максимизации производительности, качества труб из ПВХ и эффективности процесса.
Сравнение Скорость экструзии и эффективность
Революция в производстве труб из ПВХ кардинально зависит от скорости экструзии, достигаемой наряду с общей эффективностью, достигаемой в ходе процесса. Эти два фактора взаимосвязаны, если учитывать конкретные требования производственных процессов. Оптимизация скорости экструзии повышает производительность и сокращает время, необходимое для выполнения поставки. Тем не менее, качество и однородность производимых товаров не должны быть поставлены под угрозу. Оптимальная скорость и эффективность экструзии могут быть достигнуты путем калибровки ряда параметров, таких как геометрия шнека, уровни подачи и типы охладителей. С подробной оценкой выявленных параметров производители труб из ПВХ могут поддерживать линию снижения скорости экструзии, одновременно улучшая качество, увеличивая производительность и общую эффективность производства труб из ПВХ.
Влияние на качество и Размер трубы Вариативность
На ассортимент труб из ПВХ может влиять скорость экструзии в процессе производства. В частности, слишком большая скорость экструзии может привести к недостаточному охлаждению внутреннего диаметра трубы, что может привести к плохому контролю над охлаждением. В долгосрочной перспективе такой переменный размер трубы может повлиять на качество и функциональность конечного продукта. Поэтому скорость и качество экструзии должны быть синхронизированы для поддержания постоянства диаметра и качества экструдированных продуктов. Все дело в таких параметрах, как геометрия шнека, скорость осевой подачи и охлаждения, которые устанавливают общий контроль над процессом экструзии, чтобы оставаться установленным стандартом.
Каким Энергопотребление Различаются в Один vs Двухшнековые экструдеры?

Энергоэффективность Одношнековые экструдеры
Энергоэффективность одношнековых экструдеров имеет решающее значение в процессе экструзии. Благодаря своей эффективности, доступности и адаптивности одношнековые экструдеры становятся все более популярными в пластиковой промышленности. Однако среди одношнековых экструдеров потребление энергии зависит от различных факторов:
- Эффективность двигателя: двигатель привода экструдера потребляет дополнительную энергию. Внедрение двигателей с высокой эффективностью может быть эффективным для экономии энергии, поскольку меньше электроэнергии преобразуется в механическую мощность.
- Конструкция шнека: Энергоэффективность также определяется конструкцией шнека, включая длину, диаметр и профиль поперечного сечения шнека. Спроектированные шнеки имеют более эффективный процесс транспортировки и плавления материала, и это снижает потребление энергии на протяжении всего процесса экструзии.
- Механизмы нагрева и охлаждения: Нагревательные и охлаждающие компоненты одношнековых экструдеров являются одним из факторов, определяющих уровень потребления энергии. Электрические нагревательные элементы и инфракрасный нагрев являются эффективными методами, которые можно использовать для нагрева цилиндра экструдера без потери энергии. Более того, охлажденный воздух или вода могут помочь установить желаемую температуру без использования избыточной энергии.
- Параметры процесса: Для энергоэффективности важно оптимизировать такие параметры процесса, как скорость шнека, температура цилиндра и давление расплава. Регулировка условий процесса в соответствии с этими параметрами означает, что экструдер работает в наилучшей ситуации, уменьшая потери энергии и одновременно максимизируя свою эффективность.
Учитывая эти параметры, а также применяя энергосберегающие меры, можно повысить эффективность работы одношнековых экструдеров, что экономически интересно производителю, экологически выгодно и обеспечивает лучшую экологию для экструзионной отрасли.
Потребление энергии в Двухшнековые экструдеры
Из-за стоимости и экологических последствий энергоэффективность, вероятно, является наиболее важным фактором при эксплуатации двухшнековых экструдеров. Сектор экструдеров ПВХ получит значительные выгоды, поскольку производители стремятся повысить энергоэффективность двухшнековых экструдеров благодаря развитию технологий экструзии. Давайте рассмотрим некоторые из наиболее важных аспектов и методов, которые способствуют энергоэффективности двухшнековой экструзии:
- Номенклатура и расположение шнеков: конструкция и конфигурация шнеков имеют первостепенное значение, когда речь идет о потреблении энергии. Барьерные или многозаходные конструкции шнеков служат для улучшения смешивания, но снижают потребность в энергии. Более того, лучшая геометрическая конструкция шнеков с правильным шагом может привести к улучшению транспортировки и плавления материала и, следовательно, сократить потери энергии.
- Эффективность двигателя: Минимизация потребления энергии начинается с выбора эффективных систем двигателей. Использование высокоэффективных двигателей, таких как частотно-регулируемые приводы (VFD), помогает достичь контроля над скоростью и мощностью шнека в тандеме с потребностями процесса экструдера.
- Системы нагрева и охлаждения: Эффективные системы нагрева и охлаждения позволяют экструдеру достигать желаемой температуры для экструзии без использования избыточной энергии. Хорошая изоляция, рекуперация тепла или интеллектуальные технологии регулирования температуры могут значительно помочь сократить потери энергии.
- Параметры процесса: Изменение параметров процесса, например, скорости шнека, температуры цилиндра и давления расплава, имеет решающее значение для обеспечения максимальной энергоэффективности. Это был бы энергоэффективный подход к обеспечению того, чтобы двухшнековые экструдеры работали на своих наилучших параметрах и уровне.
Учет этих аспектов в сочетании с принятием мер по энергосбережению позволит повысить энергоэффективность двухшнековых экструдеров, что приведет к снижению затрат, улучшению экологических последствий и устойчивому развитию в секторе экструзии.
Оптимизирующий Экструзионные линии для устойчивого развития
Как профессионал с обширными знаниями в области экструзионной технологии, я часто интересуюсь новыми идеями и подходами, которые могли бы сделать экструзию ПВХ более устойчивой. За последние десятилетия произошли значительные изменения в конструкции экструдеров для пластика, разработке линий экструзии труб и даже в перспективах технологии экструдеров. Эти инновации направлены на оптимизацию паровой энергии и других видов энергии, предотвращение тепловых потерь и, в целом, повышение устойчивости процесса экструзии ПВХ. Использование высокоэффективных изоляционных материалов, рекуперации тепла и интеллектуального контроля температуры может значительно сократить потери энергии. Кроме того, изменение параметров процесса, таких как скорость шнека, цилиндр и давление расплава, помогает повысить энергоэффективность процесса. Благодаря таким достижениям мы постоянно стремимся к экономическим преимуществам, большей энергоэффективности и лучшим экологическим показателям в отрасли экструзии труб.
Каковы последние инновации в Экструзионная технология для ПВХ?
Последние события в Пластиковый экструдер Дизайн
Как профессионал отрасли, специализирующийся на технологии экструзии, я особенно рад подчеркнуть некоторые из последних усовершенствований, внесенных в конструкцию экструдеров для пластика. Некоторые из достигнутых успехов можно назвать историческими. Эти достижения направлены на повышение энергоэффективности, сокращение отходов и улучшение устойчивости в Процессы экструзии ПВХ. В сочетании с такой изоляцией, системы рекуперации тепла и соответствующий контроль температуры также достигли значительной минимизации отходов от источников энергии. Факторы параметров процесса, такие как скорость шнека, температура цилиндра и давление расплава, также внесли огромный вклад в эффективное использование энергетических ресурсов. Эти улучшения способствовали значительной экономии за счет снижения производственных затрат, уменьшения загрязнения и повышения устойчивости сектора экструзии. Перспективы выглядят радужными, поскольку мы все еще расширяем разработку экструдеров для пластика с целью дальнейшего повышения эффективности и экологической устойчивости.
Достижения в Линии экструзии труб
Постоянное развитие линий экструзии труб преобразило сектор экструзии пластика до невообразимых масштабов с точки зрения производительности и устойчивости. Такое развитие событий стало результатом стремления улучшить использование энергии, ограничить отходы и повысить производительность. Ниже приведены некоторые из важнейших усовершенствований в машинах для экструзии труб:
- Снижение выбросов углерода: в процессе производства линии экструзии труб были спроектированы с использованием эффективных материалов и стратегий изоляции. Это способствует сохранению тепла и предотвращает потери энергии во время операции экструзии, реализуя максимальные энергетические ресурсы.
- Оборудование для рекуперации тепла: Линии экструзии труб были разработаны с рекуперационным оборудованием для переработки избыточного тепла. Использование этого типа энергии помогает производителям сократить потребление энергии и повысить общую эффективность процесса.
- Контроль температуры: Система контроля установлена для изменения температурных условий, что улучшает операции по экструзии труб. Они используют сложные датчики и алгоритмы, которые точно контролируют и изменяют температуру на каждом этапе процесса экструзии. Такой механизм обеспечивает равномерную консистенцию расплава, минимизирует отходы материала и улучшает продукт.
- Передовая технология охлаждения: Предприятия в этой отрасли разработали несколько новых технологий, включая системы водяного охлаждения и воздушное кольцевое охлаждение, которые помогают улучшить процесс охлаждения трубы во время экструзии. В свою очередь, эти усовершенствования позволяют охлаждать продукцию быстрее и равномернее, производя ее на более высоких скоростях, с лучшими характеристиками, качеством и производительностью.
- Автоматизированная интеграция процессов: Технологии автоматизации также были использованы на линиях экструзии труб, чтобы помочь автоматизировать, управлять и контролировать задействованные процессы, в то же время снижая вероятность человеческой ошибки и повышая производительность. Автоматизированные устройства обеспечивают желаемые результаты при каждой экструзии, управляя такими параметрами, как скорость шнека, давление расплава и скорости, при которых материалы превосходны.
Эти инновации в линиях экструзии труб не только радикально повысили энергоэффективность, но и обеспечили лучшее качество продукции, меньшие отходы материала и лучшую общую устойчивость в экструзионной промышленности. По мере проведения большего количества исследований и передовых разработок появляются перспективы для последующих разработок и изобретений, которые преобразуют отрасль экструзии труб в ближайшие годы.
Будущие тенденции в Экструзионная технология
Как специалист по экструзионной технологии, я вижу растущие и захватывающие тенденции, которые будут влиять на отрасль в течение многих лет. В следующем разделе представлены несколько тенденций, которые следует отметить:
- Разработка новых полимеров и смесей: Область материаловедения была и будет оставаться активной. Таким образом, появится новый класс полимерных смесей и соединений, включая полимеры, которые предлагают больше дополнительных преимуществ в производительности. Это позволит производить трубы с повышенной прочностью, выносливостью и пониженной чувствительностью.
- Взаимосвязанность и интеллектуальное производство: использование технологии интеллектуального производства в соответствии с принципами Industry 4.0, несомненно, станет свидетелем значительной трансформации. Мониторинг таких параметров, как температура и влажность в режиме реального времени, а также аналитика и алгоритмы предиктивного обслуживания всех систем оптимизируют параметры и улучшат системы контроля качества. Мониторинг и обслуживание будут проводиться по плану, а не через контроль после выпуска, что гарантирует производительность.
- Устойчивые и возобновляемые решения: Большое внимание будет уделяться использованию устойчивых и перерабатываемых материалов для экструзии труб. В том же отношении снижение зеленой ценности операций экструзии будет в основном касаться использования энергоэффективных источников, причем ключевыми являются возобновляемые источники энергии и системы рекуперации тепла.
- Расширенный контроль и автоматизация процесса: Технология экструзии должна извлечь выгоду из достижений в системах контроля и автоматизации процесса, которые повысят точность, последовательность и эффективность экструзии. Дополнительные возможности, такие как мониторинг в реальном времени, адаптивные алгоритмы управления и робототехника, также обеспечат более жесткий контроль критических параметров, что улучшит качество продукции и производительность.
Цель состоит в том, чтобы оставаться в курсе этих тенденций развития, чтобы сделать ваши методы экструзии соответствующими меняющимся требованиям рынка. Технология экструзии профилей в контексте будущего имеет прекрасные перспективы, и освоение ее позволит создавать эффективные и инновационные решения для отрасли.
Часто задаваемые вопросы (FAQ):
В: Каковы основные различия между одношнековыми и двухшнековыми экструдерами для экструзии труб из ПВХ?
A: Существует несколько различий между одношнековыми и двухшнековыми экструдерами в отношении экструзии труб из ПВХ. Например, одношнековые экструдеры более просты, дешевы и просты в обслуживании и, как правило, подходят для экструзии термопластичных материалов с однородными свойствами. Напротив, двухшнековые экструдеры обеспечивают преимущество улучшенного смешивания, повышенной производительности и эффективного распределения температур. Они более гибкие и могут обрабатывать больше типов материалов во время экструзии профилей, в том числе с различной вязкостью и различными добавками. Смешанные материалы в свободной форме и сшивки включают сополимеры для поливинил хлорид экструзии.
В: Каковы преимущества использования двухшнекового экструдера с вращающимися в одном направлении шнеками для экструзии ПВХ?
A: Экстрактор с двумя шнеками со вращением в одном направлении обеспечивает несколько равных преимуществ для экструзии ПВХ. К ним относятся превосходное диспергирование и смешивание материалов, большая пропускная способность материала, превосходное время пребывания и контроль сдвига. Экструдеры с двумя шнеками со вращением в одном направлении эффективны при компаундировании и обработке термочувствительных материалов, таких как ПВХ. Они также обладают лучшими возможностями дегазации, что необходимо для удаления летучих веществ.
В: Какова разница в расходах на техническое обслуживание одношнекового и двухшнекового экструдера?
A: Обычно одношнековые экструдеры обходятся дешевле при покупке и обслуживании, чем двухшнековые экструдеры. Двухшнековый экструдер имеет больше подвижных устройств, что создает сложность в обслуживании, а также в замене. Двухшнековая машина относительно дороже, но имеет более высокую производительность и лучшее смешивание материалов, что в некоторых случаях экономически выгодно. Тем не менее, они требуют более конкретных знаний для эксплуатации и обслуживания.
В: Что особенного в двухшнековых экструдерах с противоположным вращением шнеков при производстве труб из ПВХ?
A: Определенные постоянные характеристики двухшнековых экструдеров с встречным вращением, когда они используются для экструзии труб из ПВХ, следующие: работа с высокими сдвиговыми усилиями, хорошая дегазация и формование под давлением материалов различной вязкости. Они могут обеспечить положительное транспортное действие, что полезно для трудноподаваемых материалов. Кроме того, двухшнековые экструдеры с встречным вращением обеспечивают приемлемое распределение добавок и наполнителя, что позволяет производить качественные трубы и профильные изделия из поливинилхлорида.
В: Как выбрать правильный тип экструдера для линии экструзии труб из ПВХ?
A: Выбор правильного типа экструдера для линии экструзии труб из ПВХ основан на нескольких критериях. Во-первых, определите тип смолы ПВХ, которую вы будете обрабатывать, ожидаемую производительность в час, сложность рецептуры, с которой вы можете справиться, и качество продукта, которое вы хотите получить. Одношнековые экструдеры экономически выгодны для простых рецептур ПВХ и низких или средних производственных мощностей. Когда необходимо обрабатывать более сложные рецептуры, повышенную производительность или материалы, чувствительные к pH, предпочтительны двухшнековые экструдеры либо со-, либо встречного вращения. В дополнение к этим факторам, энергопотребление, простота эксплуатации и стоимость систем также диктуют окончательные решения.
В: Будет ли достаточно одного экструдера для экструзии каждой трубы из ПВХ?
A: Один экструдер может использоваться со многими типами экструзии труб из ПВХ, но он не идеально подходит для определенных применений. Одношнековые экструдеры могут применяться при массовом производстве труб из ПВХ без изменения свойств материала. С другой стороны, двухшнековые экструдеры могут использоваться с подогретыми составами из ПВХ, содержащими сложные структуры или большие объемы производства. Решение зависит от предполагаемых характеристик конечного продукта после экструзии труб из ПВХ.
В: Каковы основные компоненты линий экструзии труб из ПВХ?
A: Экструзионные линии для труб из ПВХ состоят из нескольких основных частей. К ним относятся экструдер (одно- или двухшнековый), который плавит и гомогенизирует смолу ПВХ; матрица, которая придает расплавленному пластику желаемую форму трубы; система охлаждения, которая затвердевает экструдированная труба; тянущее устройство, которое протягивает трубу через линию; режущее или наматывающее оборудование. Другие части включают системы обработки материалов, дозирующие устройства для добавок и последующее оборудование, такое как принтеры или упаковочные системы.
В: Какое влияние оказывает скорость вращения шнека на процесс экструзии ПВХ?
A: Скорость шнека играет решающую роль в процессе экструзии ПВХ. Она влияет на время пребывания материала в экструдере, скорость сдвига и, следовательно, температуру расплава. Широко признано, что увеличение скорости шнека приведет к увеличению производительности; однако это улучшение может привести к высоким температурам расплава и потенциально может ухудшить ПВХ. Это изменение может быть оптимальным для конкретного шнека в зависимости от типа экструдера, «одинарного или двойного охвата, рецептуры материалов ПВХ и характеристик, требуемых от продукта». Наличие разумного контроля над скоростью шнека имеет жизненно важное значение для обеспечения качества продукта и оптимизации эффективности процесса экструзии труб из ПВХ.
Справочные источники
1. «Сравнение удельной механической энергии и удельной тепловой энергии со сравнительными исследованиями холодных и горячих специфических функциональных свойств экструдированного изолята горохового белка», представленное Харрисоном Хелмиком и др. (2023):
- Основные выводы: В этой статье сравниваются потребление энергии и функциональные характеристики материалов, подвергшихся холодной экструзии, и материалов, подвергшихся горячей экструзии. Хотя в первую очередь речь идет о гороховом белке, используемые методы кажутся подходящими для понимания динамики энергии при экструзии ПВХ (Хельмик и др., 2023, стр. 113603).
2. «Влияние горячей экструзии на характеристики сплава Mg-3.0Zn-0.7Zr-1.0Cu, полученного методом порошковой металлургии» Э. Суниша и М. Сивапрагаша (2020):
- Основные выводы: В статье рассматривается влияние горячей экструзии на механические и металлургические характеристики сплава. Особое внимание уделяется влиянию тепла и давления на материалы в связи с технологическим процессом экструзии ПВХ (Суниш и Сивапрагаш, 2020).
3. «Сравнение искрового плазменного спекания и горячей экструзии для твердотельной переработки стружки сплава Al-Si-Cu-Fe» Е Ван и др. (2023):»
- Основные выводы: В данной статье рассматривается производство алюминиевых сплавов с использованием различных методов твердофазной переработки, таких как горячая экструзия. Наблюдения, сделанные относительно сцепления и механических характеристик материалов, могут также быть полезны для процессов, включающих экструзию ПВХ (Wang et al., 2023).






