




Deze robuuste tutorial probeert de problemen van Bowden vs Direct Drive extruders in 3D-printen te ontmystificeren. Als u ooit hebt nagedacht over de voor- en nadelen van het gebruik van deze twee extrudersystemen en hun impact op uw printprocessen, dan bent u hier aan het juiste adres. Deze handleiding richt zich op hun details, hun verschillen met Direct Drive, hun voor- en nadelen en hun effecten op kwaliteit, snelheid en printfilament. De evolutie van 3D-printen in de moderne tijd vereist dat men de meest geschikte extruderopstelling overweegt om bevredigende resultaten te bereiken. Typen extruderplaatsing, direct en Bowden, worden uitgelegd vanuit het overzichtsperspectief van directe extrusievoordelen, rekening houdend met ontwerpkenmerken zoals PTFE-buis. De afstand van de extruder tot het mondstuk heeft invloed op het printen; voor bepaalde systemen zullen we de effecten van afstand op printkwaliteit, snelheid en gebruik van flexibele filamenten bestuderen. Iedereen die nieuw is en geïnteresseerd is in het verkennen van de praktijken van 3D-printen of praktische ervaring heeft en zijn machine wil kalibreren, zal dit artikel uitgebreid vinden voor Bowden- en Direct Drive-extruders begrijpen. Aan het einde van deze gids bent u in staat om een weloverwogen keuze te maken op basis van uw printvereisten. Laten we vervolgens de mechanica van Bowden- en Direct Drive-extruders onderzoeken en hoe deze uw 3D-printervaring beïnvloeden.
Wat is een Bowden Extruder?

De mechanica van het Bowden-systeem definiëren
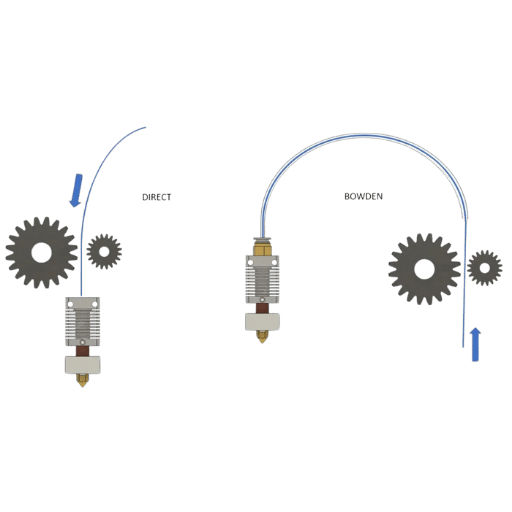
Het Bowden-extrudersysteem is een configuratie die wordt gebruikt bij 3D-printen en die de extrudermotor van de hotend verwijdert, waardoor het de voorkeur heeft bij fused deposition modeling. In dit geval bevindt de motor zich niet direct op de hotend, maar bevindt deze zich op afstand en is deze verbonden via polytetrafluoroethyleen (PTFE)-buizen. Een dergelijk systeem verbetert de veelzijdigheid van het ontwerp van de printer en minimaliseert de massa die moet worden verplaatst.
Het hoofddoel van het Bowden-systeem is echter om het filament van de motor van de extruder over te brengen naar het compartiment met de hotend-spuitmond. Een van de motoren drijft een toevoeras aan, die het filamentmateriaal door de buis dwingt, en de hotend smelt dit filament om het op het printbed of bestaande lagen aan te brengen. De Bowden-opstelling wordt doorgaans gebruikt in printers waar snelheid en nauwkeurigheid veel belangrijker zijn dan het vermogen om met flexibele filamenten te werken.
Het Bowden-systeem heeft een paar voordelen, zoals het verplaatsen van massa's die laag zijn, en het biedt ook hoge printsnelheden. Aan de andere kant heeft het Bowden-systeem ook wat problemen. Bijvoorbeeld, de afstand tussen de motor die snel start en de hotend resulteert in wat uitdagingen met intrekking en bijgevolg filamentcontrole. Dit kan leiden tot overmatig lekken of wat stringing op sommige prints. Aan de andere kant kunnen afstemming en kalibratie deze problemen overwinnen, en daarom is het mogelijk om definitief te zeggen dat het Bowden-systeem optimaal werkt voor specifieke printbehoeften.
De functie van de PTFE-buis in een Bowden-extrusie-opstelling
De Bowden-buis is extreem belangrijk in de Bowden-opstelling, omdat deze ervoor zorgt dat het filament soepel van de extrudermotor naar de hotend beweegt. De PTFE-buis minimaliseert wrijving en de kans op filamentblokkeringen verder, omdat deze als een geleider wordt gebruikt. Omdat de PTFE-buis een lage wrijving en uitstekende hittebestendige eigenschappen heeft, leidt dit verder tot soepele filamentcontrole en minder lekken of slierten tijdens het printen. Het gebruik ervan in het Bowden-systeem beschermt ook het filament en verbetert de algehele printkwaliteit.
Voordelen van het gebruik van een Bowden-extruder
Een Bowden-extruder is een verstandige optie voor gebruikers die verschillende factoren in 3D-printprocessen overwegen. Laten we eens kijken naar enkele van de voordelen ervan.
- Lagere bewegende massa: Een Bowden-extruder verplaatst de gehele motor en het filament-aandrijfmechanisme weg van de printkop van het systeem. Deze configuratie vermindert de bewegende massa van de printkop, zodat alle bewegingen tijdens het printproces soepel en gecontroleerd zijn.
- Hogere afdruksnelheden: De afname van het gewicht van de printkop betekent ook dat de snelheden waarmee deze wordt versneld en vertraagd, hoger zijn, wat resulteert in hogere afdruksnelheden zonder dat dit invloed heeft op de kwaliteit van het gedrukte materiaal.
- Hogere afdrukkwaliteit: Omdat de extruder van de printkop is gescheiden, worden de trillingen en mechanische krachten die op de printkop worden overgebracht, verminderd. Dit resulteert in een betere algehele afdrukkwaliteit, met name bij complexe ontwerpen en fijne details.
- Maakt het gebruik van flexibele filamenten mogelijk: Filamenten met een hoge elasticiteit zoals TPU en TPE werken erg goed in Bowden-extruders. Het postfilament loopt door een PTFE-buis, die weinig weerstand biedt, dus de kans op buigen of vastlopen van het filament is erg klein.
- Verminderd gewicht van de printkop: De extrudermotor bevindt zich niet bij de printkop, maar wordt op een positie gehouden, waardoor het gewicht bij de printkop aanzienlijk wordt verlaagd. Dit zorgt voor efficiënte beweging en stabiele afdrukken.
- Printkopontwerp dat minder problematisch is: Bij gebruik van Bowden-extruders hoeven de extrudermotor en het filamentaandrijfmechanisme niet te worden geïntegreerd. Hierdoor kunnen de printkoppen compacter en lichter worden ontworpen.
Over het algemeen heeft een Bowden-extruder een hogere printsnelheid en sneller bewegende massa omdat er een bewegende Y-as booster wordt toegepast. De printkwaliteit is verbeterd en het is beter compatibel met flexibele filamenten, terwijl het minder gewicht heeft voor de printkop en een eenvoudiger ontwerp voor de printkop. Vanwege deze voordelen hebben gebruikers een veel betere 3D-printervaring en om die reden wordt de Bowden-extruder de voorkeurskeuze voor veel gebruikers.
Wat is een Direct Drive Extruder?
Hoe het Direct Drive-systeem werkt
Als technisch 3D-printspecialist kan ik vertellen hoe het Direct Drive-systeem werkt. In een Direct Drive-systeem wordt de extruder direct op de nozzle gemonteerd, waardoor de vultoevoerlijnen korter en directer zijn. Dit soort gebruik vermijdt het gebruik van een aparte filamentbuis, zoals gebruikelijk is bij Bowden-extruders, en staat meer gecontroleerde veranderingen toe in de filamentstaafbeweging en extrusie in beide configuraties. Het filament wordt rechtstreeks door het hete uiteinde gevoerd als reactie op de beweging van een motor op de printkop, wat resulteert in een snellere en nauwkeurigere respons tijdens het printproces. Zoals bij dit ontwerp, zorgt de controle van de uitdrijving van het filament in de extruder ervoor dat bredere materialen, waaronder flexibele filamenten, kunnen worden gebruikt in de structuren. Veel 3D-zorgverleners zijn dol op het Direct Drive-systeem vanwege de hogere kwaliteit van de prints, betere interactie met verschillende filamenttypen en de mogelijkheid om hoge snelheden te hebben in hoge kwaliteit en precisie.
Afstand van de extruder tot het mondstuk
Er bestaat een directe relatie tussen de afstand van de extruder tot het filamentmondstuk tijdens 3D-printen en de printkwaliteit. Met een Direct Drive-systeem wordt de extruder in de printkop geplaatst en geïntegreerd, waardoor er snel op artistieke opdrachten kan worden gereageerd. Deze structuur verbetert de controle van de filamentverzadiging en zorgt ervoor dat het systeem met een breder scala aan materialen kan werken, waaronder flexibele filamenten. Daarom waarderen steeds meer 3D-printliefhebbers het direct drive-systeem dat een hoge printkwaliteit, compatibiliteit met veel filamenten en hoge snelheden biedt zonder verlies van precisie en nauwkeurigheid. De korte afstand tussen de extruder en het mondstuk voorkomt effectief onnodige filamentbeweging, wat filamentsijpeling minimaliseert en een hoge nauwkeurigheid bij het printen oplevert.
Voordelen van Direct Drive Extrusion
Voor veel 3D-printliefhebbers is het direct drive extrusiesysteem een voorkeurskeuze vanwege de voordelen. Hier zijn enkele belangrijke voordelen van het Direct Drive extrusiesysteem:
- Verbeterde afdrukkwaliteit: Het Direct Drive-systeem zorgt ervoor dat de nozzle en de extruder heel dicht bij elkaar zitten. Dit verkort de zwerftocht van het filament, maar vergroot de kans op filamentlekkage, wat de algehele printkwaliteit verbetert.
- Compatibiliteit met verschillende filamenten: Direct drive-systemen zijn meer materiaalcompatibel, met name met flexibele materialen. Deze veelzijdigheid zorgt voor meer vrijheid in materiaalkeuze, waardoor het potentiële toepassingsbereik wordt vergroot.
- Hogere snelheden met nauwkeurigheid: Het Direct Drive-systeem maakt het mogelijk om met hogere snelheden te printen, terwijl de precisie behouden blijft. Voor elke toename in de afstand tussen de nozzle en de extruder, de hoeveelheid filament die moet worden ingetrokken en geëxtrudeerd toeneemt.
Concluderend biedt het Direct drive extrusion-systeem verbeterde printkwaliteit, verbeterde filamentcompatibiliteit en verbeterde snelheid en precisie. Deze voordelen maken het ideaal voor 3D-printliefhebbers en anderen die van plan zijn om in de nabije toekomst 3D-printen te gebruiken.
Bowden-extruder versus directe aandrijving: welke is effectiever?
Afdrukkwaliteit en -snelheid evalueren
Printen met een Bowden-extruder en een Direct Drive-extruder biedt bepaalde voordelen, maar er zijn ook enkele nadelen voor elke configuratie.
In de meeste gevallen zal een Direct Drive extruder effectiever zijn dan andere in filament extrusie kwaliteit. Omdat de extruder direct op de printkop is gemonteerd, is er meer exacte controle over de extrusie van het filament mogelijk op de printer in termen van reproduceerbaarheid en detail. Nu kan een Bowden extruder, die een langere afstand tussen de filamentbron en de printkop omvat, ongewenste variatie in filamenttoevoer veroorzaken vanwege filament rekken, wat leidt tot draadvorming of lekken op de voltooide print.
Wat betreft snelheid lijkt de Bowden-extruder een klein voordeel te hebben ten opzichte van anderen. Omdat de extruder niet aan de printkop is bevestigd, is er minder bewegingsinertie rond de printkop, wat snellere bewegingen en mogelijk hogere snelheden tijdens het printen mogelijk maakt. De lezers moeten zich er echter van bewust zijn dat **onder bepaalde omstandigheden het snelheidsvoordeel tussen de twee typen extruders geminimaliseerd kan zijn en afhankelijk is van de printerinstellingen en -configuratie.
Als brede vooruitgang blinken printers met Direct-Drive extruder motion altijd uit als het gaat om printkwaliteit. Dit komt omdat ze meer controle over de extrusie van het filament bieden, waardoor kleine details nauwkeuriger worden. Als snelheid de boventoon voert, dan kan het vanwege de kleine snelheidsvoordelen van de Bowden een goede optie zijn. Niettemin is het raadzaam om de behoeften van uw print te evalueren met het oog op de twee systemen.
Het gebruik van flexibele filamenten in elk systeem
Het gebruik van flexibele materialen kan per extrusiesysteem verschillen. Omdat de extruder op Direct Drive met de printkop staat, is de beweging van het filament veel gemakkelijker, wat leidt tot beter flexibel filament printen. Deze configuratie minimaliseert de kans dat het filament knikt of vastloopt tijdens het printproces. Het tegenovergestelde is het geval in een Bowden-configuratie waarbij de extruder op afstand van de printkop staat, waardoor het veel moeilijker is om flexibele filamenten te gebruiken, omdat deze een veel grotere kans op compressie of filament-terugslag hebben. Daarom kunnen bepaalde parameters, met name de retractie-instellingen, de meeste aanpassing vereisen om betrouwbaar printen van flexibele filamenten in een Bowden-systeem te bereiken.
Welke invloed heeft de plaatsing van de extruder en de printkop op het printproces bij 3D-printen?
De effecten die ze hebben op intrekkingsinstellingen
De afstand van de extruder tot de printkop speelt een essentiële rol in de retractie-instellingen van 3D-printen. Retractie vindt plaats in de niet-printende bewegingen om het filament lichtjes terug te trekken om problemen met lekken of slierten te voorkomen.
In een Bowden-configuratie waarbij de extruder en printkop niet dicht bij elkaar zijn geplaatst, kan de afstand tussen de twee meer uitdagingen toevoegen aan het intrekken. Omdat de reisafstand van het filament in dit geval langer is, wat leidt tot meer druk of compressie van het filament, worden de omstandigheden nog ongunstiger. Dit resulteert in overmatig niet-ingetrokken filament, filamentsijpeling of stringing.
Aan de andere kant, in een Direct-Drive opstelling waarbij de extruder dicht bij de printkop is geplaatst, geeft de afstand betere controle over de beweging van het filament. Deze configuratie zorgt voor een nauwkeurigere terugtrekking en filamentblokkering is onwaarschijnlijk tijdens het printen.
Bij het proberen om de beste waarden voor retractieparameters in te stellen, moet de scopeconfiguratie van elke 3D-printer in overweging worden genomen. Dingen zoals filamentmateriaal en printvoorkeuren moeten ook in overweging worden genomen. In gevallen van printen met flexibele filamenten in een extruder voor 3D-printen, kan de retractie-instelling verdere experimenten, kalibraties en aanpassingen vereisen om soepel en betrouwbaar printen te garanderen.
Invloed op afdruksnelheid en kwaliteit
In de praktijk, als doorgewinterde professional in 3D-printen, weet hoe je een extruder optimaliseert configuratie heeft een direct effect op zowel de snelheid van het printen als de kwaliteit van de prints. Afhankelijk van of men een Bowden-opstelling of een Direct Drive-opstelling gebruikt, kan dit de manier waarop het hele printproces wordt uitgevoerd, veranderen.
In een Bowden-opstelling waarbij de extruder zich op afstand van de printkop bevindt, kan de afstand tussen de twee componenten ervoor zorgen dat de filamentbeweging traag en niet continu is, wat resulteert in vertraagde sijpelingen, stringings en ineffectieve retractie. Uiteindelijk hebben deze factoren betrekking op de algehele printkwaliteit en is er extra fine-tuning nodig om hiermee om te gaan.
Daarentegen biedt een Direct-Drive-configuratie, waarbij de extruder dicht bij de printkop is gemonteerd, betere controle over de filamentbeweging. Als gevolg hiervan vergemakkelijkt deze opstelling nauwkeuriger intrekken, wat helpt het probleem van filamentschuring of vastlopen tijdens het printen te voorkomen. De verbeterde controle en stabiliteit verbeteren de printkwaliteit en verhogen de printsnelheden.
Het behalen van de vereiste printsnelheden en algehele kwaliteit is echter niet absoluut en wordt beïnvloed door verschillende factoren, zoals het type extruder, de materiaaleigenschappen van het filament en de printparameters. Om onder-extrusie tijdens het printen te voorkomen, kan het nodig zijn om de retractie-instellingen te testen en aan te passen, vooral bij het gebruik van flexibele filamenten.
Dankzij hun kennis van de belangrijkste variaties in extruderconfiguratie en de specifieke configuratie van uw 3D-printer, weten gebruikers hoe ze de afdruksnelheid en de kwaliteit van hun afdrukken kunnen optimaliseren.
Wat zijn de belangrijkste verschillen in extruderopstelling?

Bowden-installatie en directe aandrijvingsinstallatie begrijpen
Bij het instellen van een extruder die op een 3D-printer wordt gemonteerd, is het bepalen van de werkingsmodus, dat wil zeggen de Bowden- of Direct Drive-opstelling, cruciaal voor de printproductiviteit. Bij een Bowden-opstelling staat de extrudermotor op afstand van de hot-end en wordt een buis gebruikt om filament in de hot-end te voeren. Deze configuratie vermindert het gewicht op de printkop, wat zorgt voor snellere bewegingen en hogere potentiële printsnelheden. Het kan echter ook op een bepaalde manier leiden tot een grotere filament-terugtrekafstand en filamentcontroleproblemen vanwege de afstand tussen de hot-end en de extruder.
Aan de andere kant, in een Direct-Drive Setup, wordt de extruder motor op de printkop geplaatst en gaat het filament direct in de hotend. Deze setup minimaliseert de retractieafstand omdat de filamentbeweging beter wordt gecontroleerd, waardoor de kans op kromtrekken of vastlopen van het filament tijdens het printen wordt verminderd. De nauwkeurigheid en stabiliteit die worden veroorzaakt door de verbeterde controle, zorgen voor sneller printen en prints van betere kwaliteit.
De beslissing tussen Bowden- en Direct Drive-configuraties omvat het analyseren van veel factoren, waaronder de gewenste afdruksnelheid, het type filament dat moet worden gebruikt en het gewenste nauwkeurigheidsniveau. Het is dus de moeite waard om klanten te adviseren over hun specifieke behoeften. Er zijn afwegingen, en dat geldt ook voor een optimale keuze voor elke toepassing en opstelling.
Uitdagingen met betrekking tot de efficiëntie van het extrusiesysteem
In mijn inspanningen als specialist in de industrie, kan ik verschillende extrudersysteem efficiëntiefactoren noemen. Ze bestaan uit:
- Extruder montage: De motor, de tandwielen en het filamentpad van de extruder zijn van cruciaal belang voor een soepele en consistente toevoer van filamenten.
- Filamenteigenschappen: Het gebruik van filamenten met verschillende kwaliteit, diameter, structurele eigenschappen en vochtgehalte van het materiaal kan van invloed zijn op de extrusie en dus op het uiteindelijke printresultaat.
- Extruder-dimensionering: De diameter van de gebruikte nozzle en het materiaal ervan bepalen hoeveel filament er wordt geëxtrudeerd, de precisie ervan en hoe het wordt aangestuurd. De nozzlegrootte moet overeenkomen met de verwachte printresolutie en -eigenschappen van het filament.
- Temperatuur instellingen: De bedrijfstemperatuur voor de hot end moet worden gereguleerd zodat het filament gemakkelijk kan smelten en worden overgebracht. Als dit niet wordt gecontroleerd, zullen temperatuurveranderingen factoren zoals de stroomsnelheid, de hoeveelheid laagbinding en niveaus veranderen, wat vervolgens de kwaliteit van de afdrukken beïnvloedt.
- Intrekkingsinstellingen: Retractieafstand en snelheidsinstellingen zijn met name belangrijk voor stringing en slijmcontrole terwijl de printer in beweging is. Ze kunnen een belangrijke rol spelen bij het schoner en nauwkeuriger maken van afdrukken.
- Afdruksnelheid en laaghoogte: Het type laagdikte in combinatie met het type gekozen printersnelheid zou de efficiëntie van het extrusiesysteem bepalen. Hogere printsnelheden en lagere laaghoogtes kunnen het extrusiesysteem dwingen om te worden aangepast om een correcte en consistente filamentafzetting te behouden.
Door bovenstaande parameters op de juiste manier aan te passen, verbetert u de efficiëntie van het extrusiesysteem. Dit verbetert vervolgens de kwaliteit van de afdrukken en de algemene prestaties.
Veelgestelde vragen (FAQ's)
V: Beschrijf het belangrijkste verschil tussen de Bowden- en de Direct Drive-extruder bij 3D-printen.
A: Het lastige verschil tussen de Direct Drive en de Bowden extrusie types is hoe de extruder is gemonteerd met betrekking tot de hotend. Een extruder die wordt gebruikt in een Direct Drive configuratie is vastgemaakt aan de hotend, terwijl bij de Bowden configuratie de extruder op afstand van de hotend is en eraan is gekoppeld met een Bowden buis.
V: Bespreek de nadelen van de Bowden-configuratie.
A: Een belangrijk nadeel van de Bowden-configuratie is het verminderde gewicht van de extruder op de printkop. Wanneer het extrudergewicht lager is, kan dit hogere printsnelheden mogelijk maken en trillingen verminderen, wat de printkwaliteit kan verbeteren. De scheiding van de motornozzle van de extrudernozzles draagt ook bij aan de koeling van de extruder.
V: Geef een nadeel van de Bowden-extruder.
A: Een groot nadeel van het gebruik van een Bowden-extruder is de verhoogde weerstand die de Bowden-buis ondervindt, wat de moeilijkheden vergroot bij het printen met flexibele materialen. Dit komt door doorzakken omdat de filamentgeometrie door een langere buis moet worden gevoerd voordat deze de hotend bereikt, waardoor precisie en controle vrijwel onmogelijk worden.
V: Wat is de rol van directe extrusie bij FDM 3D-printen?
A: Een Direct extruder biedt voordelen voor FDM 3D-printen door verbeteringen in zowel de intrekking als de extrusie van het filament, wat erg handig is voor gevallen van flexibele materiaalprints. De extruder heeft een hotend er direct boven, waardoor de kans op een ingedrukt filament afneemt, wat leidt tot een fijne extrusie.
V: Zijn er verschillende extruders, die elk ontworpen zijn om aan een specifieke behoefte te voldoen?
A: Ja, de keuze voor een Bowden- of Direct-Drive-extruder moet gebaseerd zijn op de omstandigheden van de printopdracht. Een elegant beeld en flexibele materialen geven aan dat er behoefte is aan een Direct-Drive-extruder. Een Bowden-cup is waarschijnlijk vereist voor snellere prints met omvangrijkere materialen.
V: Is het mogelijk om de printer om te bouwen van een Bowden-printer naar een Direct Drive-printer?
A: Veel moderne printers ondersteunen de overgang van Bowden-modus naar Direct Drive-modus. Dit is echter geen eenvoudige plug-and-play-bewerking, omdat er meer componenten en fysieke wijzigingen nodig zijn, zoals stappenmotor-leuningen en printerinstellingsaanpassingen.
V: Wat zijn de gevolgen van het extrudergewicht op het printen?
A: Het gewicht van de extruder heeft enige vorm van invloed, met de mogelijkheid om zowel de printsnelheid als de kwaliteit te beïnvloeden. In systemen met Direct Drive kan dergelijk gewicht ook een bron van traagheid zijn die de printsnelheid en de algehele printnauwkeurigheid beperkt. Aan de andere kant, in tegenstelling hiermee, heft de bowdenconfiguratie dit probleem op door de extruderaandrijving weg te positioneren van de bewegende delen op de printkop.
V: Welk voordeel heeft de Bowden Drive ten opzichte van een Direct Drive extruder?
A: Het is mogelijk om te kiezen voor een Bowden-aandrijving in plaats van een direct aangedreven extruder als men het gewicht op de printkop wil verminderen en zo de printsnelheid en het printvolume met een hogere nauwkeurigheid wil verhogen. Het routeren van flexibele filamenten zou hierdoor echter wel een kleine uitdaging zijn.
V: Welke filamentprintmethode kan beter omgaan met flexibele filamenten, de Direct Drive- of de Bowden-extruderopstelling?
A: Een extruder met directe aandrijving is beter voor het printen van flexibel filament vanwege de korte afstand van de extruder tot de hotend. Hierdoor wordt het vastlopen en knikken van filament, wat kenmerkend is voor Bowden-configuraties met flexibel filament, vrijwel altijd geëlimineerd.
Referentiebronnen
Belangrijkste bevindingen:
- Prestatievergelijking: De studie vond dat de BCD-actuator een haalbare kandidaat is voor implementatie in draagbare exoskeletten, omdat het massa en traagheid op elk gewricht van de beweegbare structuur vermindert. De BCD-prestaties komen overeen met die van de DD wat betreft koppel en positietracking in een 4-kanaals besturingssysteem(Schiele, 2008, blz. 3507–3512).
- Mechanische uitgangsvermogensdichtheid: Wanneer een verplaatste BCD-actuator wordt gebruikt in plaats van een DD in de beweegbare structuur van een exoskelet, kan de mechanische uitgangsvermogensdichtheid met meer dan vijf keer worden verhoogd, tot wel 31 mNm/cm³, met vergelijkbare prestaties(Schiele, 2008, blz. 3507–3512).
- Specifieke vermogenstoename: Het specifieke vermogen wordt met meer dan zesvoud verhoogd, tot 13 Nm/kg(Schiele, 2008, blz. 3507–3512).
- Wrijving en stijfheid: De Bowden Cable transmissie wikkelhoek verandert de vrije bewegingswrijving slechts marginaal met ongeveer 50 mNm. De trackingprestaties worden nauwelijks beïnvloed en de contactstijfheid neemt toe met toenemende wikkelhoek(Schiele, 2008, blz. 3507–3512).
- Testen: Transmissiewikkelhoeken tot 270 graden werden getest(Schiele, 2008, blz. 3507–3512).
Methodologieën:
- Het onderzoek omvatte een typisch force-feedback telemanipulatie-experiment met een virtuele slave om de prestaties van de DD- en BCD-actuatoren te vergelijken(Schiele, 2008, blz. 3507–3512).
- Het onderzoek evalueerde koppel- en positietracking, mechanische uitgangsvermogensdichtheid en specifiek vermogen in een gecontroleerde experimentele opstelling(Schiele, 2008, blz. 3507–3512).






