




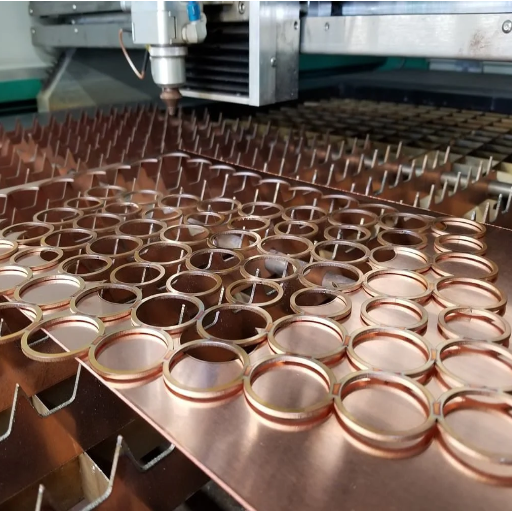
Door zijn bijzondere schoonheid en het geleidingsconcept heeft koper zich altijd gericht op zowel wetenschap als kunst. Door de thermische en reflecterende eigenschappen van koper was handmatige bewerking echter nooit echt een precisieproduct. Lasersnijtechnologie is een stap in deze evolutie die de koperbewerking ongetwijfeld radicaal veranderd moet hebben.
Deze gids is in de eerste plaats een diepgaande verkenning van de lasersnijkunst en de speciale eigenschappen die koper biedt aan industrieën die de fijnste details efficiënt, creatief en effectief bewerken. Bekijk zowel technologische als praktische mogelijkheden en zie hoe industriële sectoren zich hebben hervormd met behulp van lasertechnologie, waardoor verfijnde kopersnedes mogelijk zijn geworden.
Inleiding tot lasersnijden

Lasersnijden en het belang ervan in moderne industrieën
Het grote plaatje is dat lasersnijden allerlei soorten werk in alle industriële sectoren kan uitvoeren met precisie, snelheid en veelzijdigheid in de productie. Het richt in principe gewoon een krachtige, gefocuste laser op materialen om ingewikkelde ontwerpen tot in de kleinste details te realiseren.
Marktstatistieken: Volgens berichten was de wereldwijde markt voor lasersnijden in 4.2 $ 2022 miljard waard en zal er naar verwachting sprake zijn van een opwaartse trend van 9.3% CAGR gedurende de periode tussen 2023 en 2030, aangezien lasersnijden steeds vaker wordt toegepast in productieprocessen.
Het droeg ook bij aan de ontwikkeling van industrieën, omdat het vrijwel alles kon snijden, inclusief metaal, plastic, hout en zelfs textiel. Lasersnijden wordt gebruikt in productie-industrieën zoals de voedselverwerking, de auto-industrie, de lucht- en ruimtevaart, de bouw, de chemische industrie en de elektronica om scherpe randen te creëren met minimale verspilling en tijd.
Industrie toepassingen:
- Automobielindustrie: Wordt gebruikt om precisieonderdelen te produceren voor lichte en brandstofefficiënte voertuigen.
- Elektronica productie: Voor het snijden van kleine en gedetailleerde onderdelen voor apparaten zoals smartphones en computers waren kleine onderdelen nodig.
- Aerospace: Snijden is nodig om onderdelen te creëren met zeer nauwe toleranties en precisie
- Constructie: Voor architectonisch metaalwerk en constructieve componenten
Overzicht van lasersnijtechnieken
Lasersnijtechnieken maken gebruik van een extreem gefocuste bundel zeer krachtig laserlicht om snijsporen in elk gewenst materiaal of elke gewenste afwerking te graveren. De technologie is oorspronkelijk bedacht, maar heeft sindsdien een aanzienlijke evolutie doorgemaakt, wat heeft geresulteerd in nieuwe uitvindingen die in een breed scala aan industriële behoeften voorzien.
Soorten lasersnijtechnieken
| laser Type | Beste materialen | Sleuteleigenschappen | Toepassingen |
|---|---|---|---|
| CO2 lasersnijden | Hout, acryl, glas, textiel | Geactiveerd door een mengsel van CO2, stikstof en heliumgas | Graveren en snijden van ingewikkelde ontwerppatronen |
| Fiber lasersnijden | Roestvrij staal, aluminium, messing | Vastestoflaser met hoger vermogen en snelheid | Industrieel metaalsnijden met minimaal onderhoud |
| Nd:YAG lasersnijden | Goud, zilver, reflecterende metalen | Hoge vermogensdichtheid en grote precisie | Puntlassen, boren, precisiesnijden |
Belangrijkste gegevens en ontwikkelingen
- Marktgroei: De verwachte SWOT-waarde voor de prijsstelling heeft betrekking op lasergesneden machines met een waarde van 15.6 miljard dollar in 2030 en een markt die tussen 5.2 en 2022 met een samengestelde jaarlijkse groeivoet (CAGR) van 2030% groeit.
- Snelheidsmogelijkheden: De nieuwste fiber lasersnijden systemen verwachten materialen in plaatmetaal dun te kunnen snijden met een snelheid van 400 inch per minuut (ipm).
- precisie: Kleine lasersnijders zijn te nauwkeurig binnen ±0.001 inch.
- Energie efficiëntie: Het rendement van fiberlasersystemen ligt ongeveer 30% hoger dan dat van oudere CO2-modellen.
Waarom koper moeilijk te snijden is

Koper staat hoog aangeschreven in de markt vanwege zijn thermische en elektrische geleidende eigenschappen, waardoor het zeer belangrijk is in de elektronica-, bouw- en energiesector. Het snijden en bewerken van koper is echter juist vanwege deze eigenschappen zeer moeilijk.
Belangrijkste uitdagingen bij het snijden van koper:
Hoge thermische geleidbaarheid
Door de zeer hoge thermische geleidbaarheid verloopt de warmteoverdracht tijdens het lasersnijden in koperoppervlakken zeer snel. Deze warmteoverdracht zorgt ervoor dat het materiaal niet heet genoeg wordt om efficiënt te snijden, wat resulteert in ongelijke randen, een lage snijsnelheid en een hoger energieverbruik.
Reflecterende eigenschappen
De reflecterende eigenschappen van koper vormen de grootste belemmering bij zichtbare en nabij-infrarode golflengten. Bij deze golflengten hebben traditionele CO2- en fiberlasers te maken met het grote probleem dat de meeste laserenergie wordt gereflecteerd in plaats van geabsorbeerd, waardoor de snij-efficiëntie aanzienlijk afneemt en er ook risico bestaat op schade aan de laserapparatuur.
Moderne oplossingen
Ontwikkelingen in lasertechnologie met behulp van krachtige groene lasers hebben de toon gezet voor de verbetering van kopersnijbewerkingen. Een aanzienlijke absorptie van de groene laser door koper zorgt voor een stroomafwijking richting verbeterde snijcapaciteit dankzij duidelijke veranderingen in de bedrijfsparameters.
Prestatieverbeteringen: Vergeleken met de conventionele methoden kan de groene laser de reflectie van energie met naar schatting 30% verminderen en de snijcapaciteit met 20% tot 40% verhogen, afhankelijk van de dikte van het materiaal.
De wetenschap achter lasersnijden van koper begrijpen
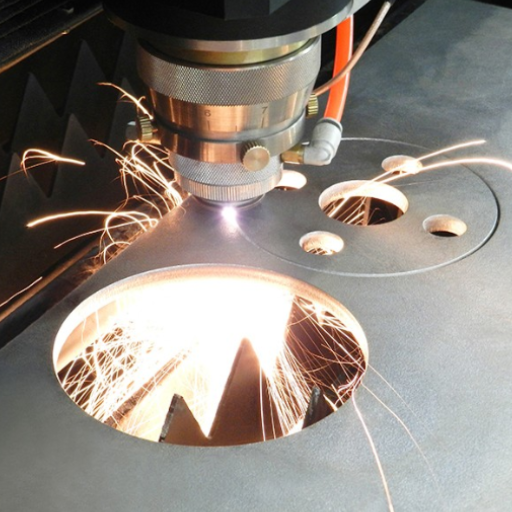
Hoe werken lasers om koper te snijden?
De zeer intense hitte die de laser produceert, wordt gegenereerd door licht te concentreren op het materiaaloppervlak. Voor koper, met zijn hoge reflectievermogen en thermische geleidbaarheid, zijn zeer geavanceerde technologieën nodig om de bewerking praktisch uit te voeren.
Proces overzicht:
- Straal generatie: Tegenwoordig wordt de voorkeur gegeven aan glasvezel- of groene lasers, omdat metalen zoals koper deze golflengtes beter absorberen
- Warmte toepassing: De laser gebruikt intense hitte om het kopermateriaal te smelten of te verdampen
- Materiaalverwijdering: Hulpgassen zoals stikstof of lucht zuiveren randen en gesmolten materiaal
- Precisiecontrole: Geavanceerde systemen zorgen ervoor dat de focus en de vermogensafgifte op een constant niveau blijven
Prestatie data: Groene lasers met een golflengte van 532 nm verbeterden de absorptie van koper ten opzichte van conventionele infraroodlasers. Fiberlasers kunnen bijna 30% sneller werken dan CO2-lasers, terwijl ze veel minder energie verbruiken. Een fiberlaser van 1 kW kan koperplaten van 1 mm snijden met een snelheid van 10-15 mm/s.
Hoe reflecterende eigenschappen van koper uitdagingen vormen
Omdat koper meer dan 95% van het laserlicht op infrarode golflengten reflecteert, zoals dat van CO2- en vezellasers, wordt er weinig laserenergie door het metaal geabsorbeerd, waardoor de efficiëntie van de snijbewerking afneemt.
Oplossingen voor reflectiviteitsproblemen:
| laser Type | Golflengte | Koperabsorptiesnelheid | Verbetering ten opzichte van IR |
|---|---|---|---|
| Traditionele IR-lasers | 1064 nm | 5% | Baseline |
| Groene lasers | 515 nm | 40-50% | 30% snelheidsverhoging |
| Blauwe diodelasers | 450 nm | 65% | Hoogste absorptiesnelheid |
Belangrijkste factoren die het snijproces beïnvloeden
Kritische parameters voor succes:
- Materiaal Eigenschappen: Thermische geleidbaarheid en reflectiviteit bepalen in grote mate het snijsucces
- Lasertype/golflengte: Groene lasers (515-540 nm) absorberen koper 40% beter dan infrarood. Keuze uit hulpgassen: zuurstof versnelt het proces en stikstof zorgt voor schone sneden zonder oxidatie.
- Coating en voorbehandeling: Antireflectiecoatings kunnen de absorptiewaarden verdubbelen
- Instellingen voor snijsnelheid en vermogen: Lage snelheden helpen de kwaliteit te verminderen bij het werken met dikkere platen
- Milieu omstandigheden: Vochtigheid, temperatuur en oppervlaktereinheid hebben invloed op de resultaten
Soorten lasers voor het snijden van koper

Vezellasers: realiteit en toepassingen
De warmtegeleiding naar het tau-atoom is goed in koper. De warmte die ontstaat door het verwijderen van materiaal wordt zeer snel van de snijzone afgevoerd, wat geavanceerde warmteafvoerstrategieën mogelijk maakt.
Voordelen van fiberlasers:
- Hoge precisie en snelheid: Dunne koperplaten kunnen snel worden gesneden, ongeveer drie keer sneller dan CO2-lasers.
- Energie efficiëntie: Meer dan 30% conversie vergeleken met 10-15% van CO2-lasers.
- Laag onderhoud: Beschouwd als een vaste-toestandtype, waardoor spiegels en gasvormige media overbodig zijn.
- Compatibiliteit met reflecterende metalen: Kan met koper worden gebruikt zonder dat er schade door terugkaatsing optreedt.
- Compact ontwerp: Modulair ontwerp om vloeroppervlak te besparen.
Toepassingen van fiberlasers:
- Elektronica: Koperen PCB snijden met micrometerprecisie
- Automotive: EV-batterijcomponenten en elektrische systemen
- Aerospace: Lichte thermische beheercomponenten
Marktgroei: De wereldwijde markt voor fiberlasers zal naar verwachting groeien van $ 3.2 miljard in 2023 naar $ 5.8 miljard in 2028, met een grote vraag vanuit metaalbewerkingstoepassingen.
CO2-lasers: voor- en nadelen bij het snijden van koper
| Voordelen | Nadelen |
|---|---|
|
|
Vergelijking van vezel- en CO2-lasers voor het snijden van koper
| Factor | Vezellasers | CO2-lasers |
|---|---|---|
| Energie-efficiëntie | 30-40% stopcontactrendement | 10-20% stopcontactrendement |
| snijsnelheid | 2-3x sneller voor dun koper | Concurrerend voor dikke materialen |
| Onderhoud | Minimaal – solid-state ontwerp | Hoog – spiegels, lenzen, gasvoorraden |
| precisie | Superieure straalkwaliteit | Goed voor dikke secties |
| Bedrijfskosten | Lagere kosten op lange termijn | Hoger door onderhoud |
Veelvoorkomende uitdagingen bij het snijden van koper met lasers

Problemen met warmtebeheer
Door de hoge thermische geleidbaarheid van koper wordt de energie snel afgevoerd van de snijzone, waardoor het lastig is om de warmte goed te beheersen.
Geavanceerde oplossingen:
- Balk wiebelt: Laseroscillatie zorgt voor een gelijkmatige warmteverdeling
- Gas-Assist Technieken: Zuurstof of stikstof helpen bij het verwijderen van hitte en vuil
- Energiebehoeften: Industriële omgevingen hebben 2-6 kW nodig voor variabele koperdiktes
- Koelsystemen: Goede koelsystemen voorkomen thermische spanning en kromtrekken
De reflectiviteitsfactor en het effect ervan op de snij-efficiëntie
Omdat koperreflecties meer dan 95% bedragen bij een golflengte van 1 micron, is energieabsorptie een grote uitdaging die om innovatieve oplossingen vraagt.
Technologische oplossingen:
- Alternatieve golflengten: Groene (515 nm) en blauwe (450 nm) lasers verhogen de absorptie
- Ultrakorte pulslasers: Overwin reflectiviteit door snelle pulsduur
- Antireflectiecoatings: Toegepast op laseroptica voor systeembescherming
- Actieve achterreflectie-isolatoren: Voorkom schade door weerkaatste stralen
Omgaan met verschillende materiaaldiktes
| Dikte bereik | Aanbevolen laservermogen | snijsnelheid | Belangrijke overwegingen |
|---|---|---|---|
| Dun (<4 mm) | 2 kW | Snel snijden | Laag vermogen om warmtevervorming te voorkomen |
| Middelgroot (4-10 mm) | 4-6 kW | Matige snelheid | Balans in kracht en snelheid voor kwaliteit |
| Dik (>10mm) | 6-12 kW | Lagere snelheden | Hoog vermogen voor volledige penetratie |
Praktische tips voor het optimaliseren van lasersnijden van koper

Optimalisatie instellen voor precisie
Essentiële parameterrichtlijnen:
Onderzoeksresultaten 2023:
Een fiberlaser van 1,000 watt met een snijsnelheid van 1.5 m/min is optimaal voor koperplaten van 1-2 mm en zorgt voor strakke randen met minimale slakvorming. Stikstofgas met een druk van 8 bar is ideaal voor diktes tot 3 mm.
Kritieke instellingen:
- Golflengteselectie: Vezellasers in het 1-micrometergebied voor optimale absorptie door koper
- Energie instellingen: Tussen 500W en 1000W voor dunne platen en boven 2000W voor dikke materialen
- Snijsnelheid: Lagere snelheden resulteren in beter snijden en een betere afwerking van de randen
- Focusuitlijning: Goed uitgelijnd met het oppervlak; lichtjes onscherp maken om de randafwerking te verbeteren
- Lensspecificatie: Gebruik kleinere lenzen voor dunne platen van minder dan 1 mm en pas de opstelling aan voor dikkere materialen
Hulpgassen ter verbetering van de snijkwaliteit
| Gas Type | drukbereik | Beste toepassingen | Voordelen: |
|---|---|---|---|
| Stikstof | 10-15 bar | Non-ferrometalen, koper, aluminium | Voorkomt oxidatie, glanzende randen, minder schuimvorming |
| Zuurstof | 6 bars | Staal snijden | 25% snelheidsverhoging door exotherme reactie |
| Lucht | 5-8 bar | Acryl, kunststoffen | Kosteneffectief voor acceptabele kwaliteitssnedes |
Het kiezen van de juiste apparatuur voor het snijden van koper
Aanbevelingen voor uitrusting:
- Vermogen van de vezellaser:
- 1-2 kW voor dunne koperplaten
- 2-4 kW voor dikke platen (6mm+)
- Balklevering: Geavanceerde straalvormingssystemen om randverbranding te verminderen
- Hulpgas instellen: Stikstof met een druk van 10-12 bar voor schone, braamvrije sneden
- Controlesystemen: Realtime monitoring en adaptieve controles om schade door terugkaatsing te voorkomen
Toepassingen van lasergesneden koper
Lasergesneden koper in de elektronicaproductie
De uitstekende elektrische geleidbaarheid en thermische eigenschappen van koper maken het onmisbaar voor de productie van elektronica, waarbij lasersnijden de nauwkeurigheid en details van componenten radicaal heeft veranderd.
Belangrijkste toepassingen:
- Printplaten (PCB's): Hoognauwkeurige koperlaagprofilering voor complexe ontwerpen
- Elektrische connectoren: Precisiecomponenten voor optimale geleiding
- Busbars: Kritische componenten voor de automobiel-, lucht- en ruimtevaart- en telecommunicatiesector
- Hernieuwbare energie: Zonnepanelen en componenten van energieopslagsystemen
Impact op lasergesneden koper in auto's
De automobielindustrie, met name de productie van elektrische voertuigen, is een belangrijke afnemer van lasergesneden kopercomponenten geworden.
Groei van de EV-markt:
Volgens het IEA steeg de wereldwijde verkoop van elektrische auto's in 10 tot ruim 2022 miljoen stuks. Hierdoor ontstond een grote vraag naar precisiecomponenten van koper, die gebruikt worden in accu's, omvormers en elektromotoren.
Automotive-toepassingen:
- Batterijcomponenten: Precisieonderdelen voor EV-batterijsystemen
- Thermisch beheer: Warmtewisselaars en koelsystemen
- Elektrische systemen: Kabelbomen en verbindingscomponenten
- Lichtgewicht ontwerp: Dunne koperlagen (0.1 mm) voor gewichtsvermindering
Gebruik van lasergesneden koperen onderdelen in de industriële productie
Industriële voordelen:
- Afvalvermindering: 30% minder materiaalverspilling vergeleken met traditionele bewerking
- Snelheidsverbetering: Het snijden met een vezellaser wordt als 50% sneller beschouwd
- Energie efficiëntie: Verhoogde elektrische geleidbaarheid in toepassingen voor hernieuwbare energie
- Precisieproductie: Zorgt ervoor dat de snijafmetingen voldoen aan de exacte normen voor veiligheid en prestaties
Marktgroeimotoren:
- Batterijmarkt: 19% CAGR, 2023-2030
- Elektronische miniaturisatie: Verder dan kleine en hoog presterende componenten
- Hernieuwbare energie: Zonnecellen en windturbines
- Duurzame productie: Voor milieubewustzijn in productie-efficiëntie
Veelgestelde Vragen / FAQ
Hoe werkt het lasersnijproces van koper?
Dit proces wordt toegepast op nauwkeurige sneden in koperen plaatmateriaal, waarbij een krachtige laserstraal wordt gefocust. Laserenergie wordt hierbij gebruikt om koperen materialen te snijden met minimale snijresten en schone randen. CNC-technologie zorgt voor herhaalbaarheid en nauwkeurigheid; koper heeft echter een zeer hoge reflectiviteit, waardoor aanpassingen aan de laserinstellingen noodzakelijk zijn om schade te voorkomen.
Hoe zorgt vezellasersnijden voor een verbetering in de gehele koperverwerking?
Fiberlasersnijden maakt een enorm verschil in koperbewerking met zijn precisie en efficiëntie. Omdat de laserstraal kleiner is, zorgt hij voor hoogwaardige sneden met minder snijwonden. Dit maakt hem een uitstekende keuze voor dunne koperplaten die worden gesneden onder hoge temperaturen, waardoor kromtrekken of oxidatie kunnen optreden. De fiberlaser biedt ook snellere doorlooptijden en verlaagt de operationele kosten, terwijl de hoge productienormen voor de verschillende koperdiktes behouden blijven.
Wat zijn de voordelen van het lasersnijden van koper?
Vergeleken met andere snijmethoden, zoals plasma- of waterstraalsnijden, biedt lasersnijden verschillende voordelen:
- Betere precisie met schone randen en zeer weinig bramen
- Energiezuiniger in gebruik en sneller
- In staat tot ingewikkelde ontwerpen die veel details vereisen
- Kan goed overweg met koper dat warmte en elektriciteit geleidt
- Kortere productietijd en operationele kosten.
Welke andere technieken zijn er voor het snijden van koper?
Naast lasersnijden worden hier nog enkele andere processen vermeld:
- Plasmasnijden: Spuugt een plasma met hoge temperatuur uit, geweldig voor dikke materie, minder voor precisie
- Waterstraalsnijden: Extreme druk van water, meestal met schuurmiddelen, genereert geen warmte, goed voor gevoelig materiaal
- Traditionele bewerking: Mechanische snijmethode voor gekwalificeerde toepassingen
Waar moet je op letten bij het snijden van koperplaat?
Om de beste productie te garanderen, moeten een aantal kritische punten of factoren in overweging worden genomen:
- Reflectiviteitsbeheer: Zorgvuldige laserinstellingskalibraties zijn nodig
- De kwaliteit van de straal en het vermogen dat wordt toegepast, mogen nooit variëren afhankelijk van het materiaal dat moet worden gesneden om goede sneden te verkrijgen.
- Eindgebruik: Moet het gebruik bepaalde afwerkingskwaliteiten of toleranties vereisen? De soort sneden die worden uitgevoerd, moeten hieraan voldoen.
- Apparatuur: Laserspecificaties kunnen worden opgesteld met behulp van het afstemmen van de eisen van het materiaal
Bent u klaar om uw kopersnijproces te optimaliseren?
Neem vandaag nog contact op met onze experts op het gebied van lasersnijden. We bespreken graag uw specifieke behoeften op het gebied van koperbewerking en vertellen u hoe geavanceerde lasertechnologie uw productiemogelijkheden kan verbeteren.
Referentiebronnen
-
Experimentele technieken voor het snijden en lassen van koper met een laser – een overzicht
In dit artikel worden experimentele technieken voor het snijden en lassen van koperplaten met behulp van CO2- en Nd-YAG-lasers besproken.
Link naar bron -
Koperplaten snijden met CO2-lasers
In deze studie worden de haalbaarheid en de technieken voor het snijden van koperplaten met CO2-laserbronnen onderzocht.
Link naar bron -
Lasersnijtechniek: een literatuuronderzoek
In dit uitgebreide overzicht wordt besproken lasersnijtechnologieën, inclusief hun toepassing op materialen zoals koper en aluminium.
Link naar bron -
Numerieke en experimentele studie van hogesnelheidslasersnijden van koperen stroomcollectoren
Dit onderzoek richt zich op het optimaliseren van lasersnijprocessen voor koperen stroomcollectoren, waarbij de kwaliteits- en procesparameters worden geanalyseerd.
Link naar bron -
Lasersnijtechnologieën en bijbehorende strategie voor vervuilingsbeheersing
In dit artikel worden lasersnijtechnologieën, waaronder CO2-, vezel- en YAG-lasers, en hun toepassingen voor materialen zoals koper onderzocht.
Link naar bron






