




Lasertechnologie heeft de precisiesnijtechnologie getransformeerd en biedt opmerkelijke veelzijdigheid en efficiëntie in diverse sectoren. Van gedetailleerde kunstwerken tot industriële toepassingen: fiberlasers zijn enorm populair geworden vanwege hun precisie bij verschillende materialen. Maar hoeveel materialen kan een fiberlaser versnipperen? Dit artikel onderzoekt de mogelijkheden van fiberlasersnijden door de verschillende materialen en hun toepassingswaarde te analyseren. Deze informatie is waardevol voor professionals uit verschillende sectoren, zoals de maakindustrie, kunst en lucht- en ruimtevaart, die de mogelijkheden van fiberlasertechnologie willen benutten.
Hoe werkt een fiberlaser?
Het gebruik van fiberlasers markeert de evolutie van precisiesnijtechnologie. Een fiberlaser focust een lichtstraal op een zeer klein punt, wat de snelheid en nauwkeurigheid van het snijden of graveren van materialen verhoogt. lasers worden gebouwd met behulp van optische vezels die gedoteerd zijn met zeldzame aardmetalen. Deze vezels versterken licht en vormen zo een betrouwbaar gereedschap voor graveren en snijden. Dit hoofdstuk beoogt de werking van fiberlasers uit te leggen en beschrijft de methoden die gebruikt worden om licht te genereren, versterken en richten om extreme precisie te bereiken. Met deze inzichten kunnen lezers de effecten van fiberlasers in diverse vakgebieden, zoals productie, medische technologie en gemechaniseerd graveren, waarderen. Ga met ons mee terwijl we dieper ingaan op de diepgaande wetenschap achter dit gereedschap en de relevantie ervan voor hedendaags ontwerp en fabricage.
Fiberlasertechnologie begrijpen
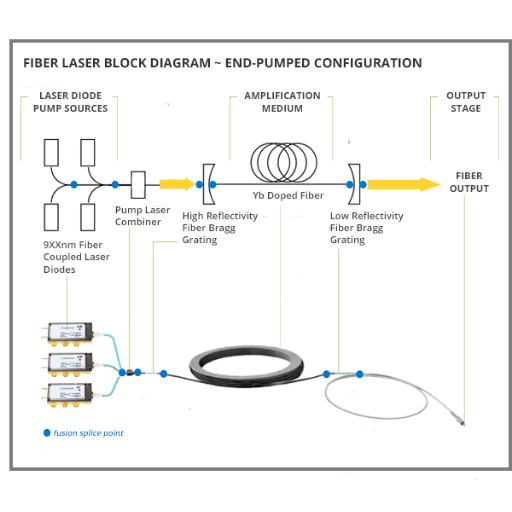
Fiberlasers werken met een gedoteerde optische vezel als versterkingsmedium, waarbij licht wordt versterkt door een proces dat gestimuleerde emissie wordt genoemd. Een pompbron, meestal een diodelaser, brengt energie in de vezel en exciteert de dopant-ionen. Deze excitatie maakt de emissie van fotonen mogelijk, die vervolgens door de kern van de optische vezel worden geleid. Spiegels of fiber-Bragg-roosters worden gebruikt om een resonator te vormen, waardoor licht in de vezel wordt gereflecteerd en versterkt. Het resultaat is een zeer gefocusseerde, coherente laserstraal die uitzonderlijke precisie, efficiëntie en veelzijdigheid biedt voor diverse toepassingen.
De rol van de laserstraal bij het snijden
Laserstralen spelen met hun hoge intensiteit en precisie een cruciale rol in moderne snijtechnologieën, met name in de industriële productie. Het proces omvat doorgaans een gefocusseerde laserstraal die het materiaal verhit tot het smelt-, brand- of verdampingspunt, waardoor het materiaal langs het gewenste snijpad kan worden verwijderd. Deze contactloze snijmethode biedt meerdere voordelen ten opzichte van traditionele technieken, waaronder superieure nauwkeurigheid, verminderde thermische vervorming en de mogelijkheid om complexe geometrieën te bewerken.
Recente ontwikkelingen in lasersnijden hebben de efficiëntie en veelzijdigheid aanzienlijk verbeterd. Zo domineren fiberlasers nu de industrie dankzij hun hogere vermogensdichtheden en verbeterde straalkwaliteit in vergelijking met CO2-lasers die worden gebruikt om verschillende materialen te snijden. Fiberlasers kunnen snijsnelheden bereiken die tot drie keer hoger zijn dan die van CO2-lasers op dunne materialen, wat zich vertaalt in een hogere productiviteit in productieprocessen. Volgens industriële gegevens kunnen deze lasers toleranties bereiken tot wel ±0.001 inch, waardoor ze onmisbaar zijn voor industrieën die hoge precisie vereisen, zoals de lucht- en ruimtevaart, de automobielindustrie en de elektronica.
Een belangrijk voordeel van lasersnijden is de materiaalcompatibiliteit. Het snijdt effectief metalen zoals staal, aluminium en titanium, evenals niet-metalen zoals kunststoffen en composieten. Specifieke innovaties, zoals stikstofondersteund snijden, hebben de toepassingsmogelijkheden ervan verder uitgebreid door oxidevrije snijkanten te produceren die minimale nabewerking vereisen. Bovendien optimaliseren lasersnijsystemen met AI en realtime monitoring nu snijpaden en verlagen ze het energieverbruik, wat zowel milieu- als economische voordelen oplevert.
Deze eigenschappen en voortdurende innovaties onderstrepen de cruciale rol die laserstralen spelen bij het hervormen van moderne productieprocessen, waarbij ze zorgen voor een hogere precisie, snellere productie en beter materiaalgebruik in verschillende sectoren.
Vergelijking van fiberlaser en CO2-laser
Vezellasers en CO2-lasers zijn twee van de meest gebruikte lasertechnologieën in de productie. Beide technologieën bieden specifieke voordelen op basis van ontwerp en toepassing.
1. Golflengte en materiaalcompatibiliteit
Fiberlasers werken met een golflengte van ongeveer 1.06 micron, wat zorgt voor een superieure absorptie in metalen. Dit maakt ze zeer efficiënt voor het snijden, markeren en graveren van reflecterende of harde materialen zoals aluminium, koper en staal. CO2-lasers daarentegen hebben een langere golflengte van ongeveer 10.6 micron, wat beter geschikt is voor niet-metalen materialen zoals hout, glas, kunststof en bepaalde composieten.
2. Efficiëntie en stroomverbruik
Fiberlasers staan bekend om hun hogere energie-efficiëntie. Ze zetten vaak meer dan 35% van de elektrische input om in laseroutput, wat de operationele kosten en het energieverbruik aanzienlijk verlaagt. CO2-lasers hebben daarentegen doorgaans een lagere efficiëntie, meestal tussen de 10 en 15%. Voor vergelijkbare outputniveaus is meer vermogen nodig, wat resulteert in een hogere energiebehoefte tijdens langere productiecycli.
3. Onderhoud en duurzaamheid zijn van cruciaal belang om ervoor te zorgen dat de laser voor het snijden optimaal presteert.
Fiberlasers zijn ontworpen met solid-state componenten en bevatten geen bewegende onderdelen of gasgevulde optomechanische systemen. Dit draagt bij aan lagere onderhoudsvereisten en een langere levensduur, vaak meer dan 100,000 bedrijfsuren. CO2-lasers, die gebruikmaken van gasmengsels en optische spiegels, vereisen over het algemeen vaker onderhoud om een consistente werking te garanderen, wat leidt tot hogere onderhoudskosten op de lange termijn.
4. Snijsnelheid en precisie
Fiberlasers blinken uit in het snijden van dunne en middeldikke materialen en leveren hogere verwerkingssnelheden dan CO2-lasers in deze bereiken, met name bij metalen. Bij tests met roestvrij staal van 1 mm kunnen fiberlasers bijvoorbeeld ongeveer drie keer sneller zijn dan CO2-systemen. CO2-lasers behouden echter hun snijkant bij het snijden van dikker materiaal (meer dan 10 mm), waar hun gerichte warmteverdeling zorgt voor gladdere randen en een hoogwaardige afwerking.
5. Operatie kosten
Dankzij hun hogere energie-efficiëntie en minimale onderhoud bieden fiberlasers vaak lagere totale eigendomskosten. Hoewel CO2-lasers in sommige gevallen in eerste instantie goedkoper zijn, kunnen de hogere operationele en onderhoudskosten de initiële besparingen op den duur tenietdoen.
Samenvattingstabel
|
Kenmerk |
fiber Laser |
CO2 Laser |
|---|---|---|
|
Golflengte |
~1.06 micron |
~10.6 micron is een veelgebruikte golflengte in krachtige lasertoepassingen. |
|
Doel materialen |
Metalen, inclusief reflecterende |
Niet-metalen zoals hout, kunststoffen, glas |
|
Efficiëntie |
>35% energie-efficiëntie |
10-15% energie-efficiëntie |
|
Onderhoud |
Een laag, solid-state ontwerp wordt vaak geassocieerd met krachtige lasersystemen die de efficiëntie verhogen. |
Hoger, gasmengsels en spiegels |
|
Het beste voor snijden |
Dunne tot middeldikke metalen |
Dikke niet-metalen of materialen > 10 mm |
De keuze tussen een fiberlaser en een CO2-laser hangt uiteindelijk af van de toepassingsspecifieke eisen, zoals het materiaaltype, de gewenste precisie en het operationele budget. Beide technologieën blijven zich ontwikkelen, stimuleren innovatie in alle sectoren en breiden hun toepassingsmogelijkheden in de productie uit.
Welke materialen kan een fiberlaser snijden?
Veelvoorkomende materialen die gesneden kunnen worden
Fiberlasers zijn zeer veelzijdig en kunnen een breed scala aan materialen nauwkeurig snijden. Veelgebruikte materialen zijn metalen zoals roestvrij staal, koolstofstaal, aluminium en messing. Daarnaast zijn fiberlasers effectief voor het snijden van niet-metalen materialen zoals kunststoffen en bepaalde composieten, afhankelijk van de specifieke toepassing. Hun aanpasbaarheid maakt ze een essentieel hulpmiddel voor diverse industriële snijbehoeften.
Metaalsnijden met lasers verkennen
Lasersnijden heeft de metaalbewerkingsindustrie radicaal veranderd dankzij de nauwkeurigheid, efficiëntie en de mogelijkheid om complexe geometrieën te bewerken. Vooral fiberlasers staan bekend om hun vermogen om metalen met uitzonderlijke precisie en snelheid te snijden. Moderne fiberlasers werken op golflengten die geoptimaliseerd zijn voor metaalabsorptie, doorgaans rond de 1.06 micrometer, waardoor ze materialen zoals roestvrij staal en aluminium met minimale thermische vervorming kunnen snijden.
Recente ontwikkelingen in lasertechnologie hebben geleid tot hogere vermogens, waardoor sommige industriële fiberlasers nu meer dan 20 kW leveren. Deze verbetering maakt hogere snijsnelheden mogelijk en maakt het mogelijk om dikkere metalen platen te verwerken – tot wel 50 mm voor bepaalde staalsoorten. Zo kunnen roestvrijstalen platen met een dikte van 20 mm nu met fiberlasers worden gesneden met snelheden van bijna 2 m/min, afhankelijk van het vermogen van de laser en de kwaliteit van het gebruikte hulpgas.
Hulpgassen, zoals zuurstof, stikstof of perslucht, spelen een cruciale rol bij het snijden van metaal. Zuurstof bevordert een reactief snijproces, wat leidt tot snellere sneden in dikkere materialen, maar kan geoxideerde randen achterlaten. Stikstof daarentegen heeft de voorkeur voor het bereiken van hoogwaardige, oxidevrije randen, met name in toepassingen die een superieure oppervlakteafwerking vereisen. Vooruitgang in gasoptimalisatiesystemen heeft ook bijgedragen aan een hogere efficiëntie en lagere operationele kosten voor industriële lasersnijders.
Precisie is een ander kenmerk van fiberlasersnijden. De straalkwaliteit en focussystemen maken zaagsnedes mogelijk van slechts 0.1-0.4 mm, wat zorgt voor minimale materiaalverspilling. Bovendien zorgen automatisering en CNC-integratie ervoor dat zeer repetitieve en complexe snijtaken met een consistente kwaliteit kunnen worden uitgevoerd.
De verschuiving naar groene productie heeft ook invloed gehad op lasersnijtechnologieën. Veel moderne systemen zijn energiebesparend ontworpen en bieden een hogere elektrische efficiëntie in vergelijking met traditionele processen zoals plasma- of waterstraalsnijden. Deze duurzaamheidsfunctie is met name cruciaal in industrieën die willen voldoen aan milieunormen en tegelijkertijd hun productiviteit willen behouden.
Lasersnijden blijft zich ontwikkelen en positioneert zich als een onmisbaar instrument in sectoren zoals de auto-industrie, de lucht- en ruimtevaart en de productie van zware machines. Dankzij voortdurende innovaties op het gebied van energie-efficiëntie, materiaalaanpasbaarheid en procesautomatisering ziet de toekomst van lasergebaseerd metaalsnijden er opmerkelijk veelbelovend uit.
Niet-metalen materialen zoals kunststoffen en hout
Vooruitgang in snijtechnologieën heeft de reikwijdte van lasersnijden verbreed naar niet-metalen materialen zoals kunststoffen en hout. Deze materialen worden veel gebruikt in sectoren zoals meubelproductie, verpakking, bewegwijzering en consumentenproducten, waar precisie en maatwerk essentieel zijn.
Voor kunststoffen biedt lasersnijden ongeëvenaarde precisie en zuivere randen zonder het risico op materiaalvervorming door mechanische spanning. Materialen zoals acryl, polycarbonaat en polyethyleen Kan effectief worden bewerkt met CO2-lasers, die geoptimaliseerd zijn voor toepassingen zonder metaal. Een belangrijk voordeel van lasersnijden voor kunststoffen is de mogelijkheid om complexe ontwerpen met een hoge herhaalbaarheid te realiseren, waardoor het een voorkeursoplossing is voor industrieën die zich richten op gedetailleerd vakmanschap. Onderzoek wijst uit dat CO2-lasers kunnen werken met vermogens tussen 40 en 150 W, afhankelijk van de dikte van het kunststof, wat efficiënte verwerking mogelijk maakt zonder in te leveren op kwaliteit.
Hout is eveneens een populair niet-metalen materiaal dat aanzienlijk profiteert van lasersnijtechnologie. Het proces is zeer geliefd voor snij- en graveertoepassingen in sectoren zoals interieurontwerp, gepersonaliseerde geschenken en architectonische modelbouw. Lasersnijden maakt het mogelijk om diverse houtsoorten, waaronder hardhout, zachthout, multiplex en MDF (Medium Density Fibreboard), met opmerkelijke precisie te snijden. Studies tonen aan dat lasersnijders snijbreedtes van slechts 0.1 mm kunnen bereiken, wat zorgt voor minimale materiaalverspilling. Bovendien stellen de instelbare instellingen voor vermogen en snijsnelheid gebruikers in staat om resultaten te optimaliseren bij verschillende houtdichtheden en -diktes, terwijl de consistentie behouden blijft bij gebruik van een krachtige laser.
Over het algemeen blijven de veelzijdigheid en efficiëntie van lasergebaseerde systemen voor niet-metalen materialen hun toepasbaarheid vergroten. Met verdere verfijning van de lasertechnologie wordt verwacht dat de mogelijkheden voor de verwerking van kunststoffen en hout zullen toenemen, waardoor industrieën een nog hogere productiviteit en ontwerpflexibiliteit krijgen.
Welke invloed heeft laservermogen op het snijden?

Het bepalen van de snijdikte
De snijdikte die met lasertechnologie kan worden bereikt, wordt voornamelijk beïnvloed door het laservermogen, het materiaaltype en de focusconfiguratie van de straal. CO2-lasers, die doorgaans worden gebruikt voor niet-metalen materialen, kunnen met een vermogen van ongeveer 40 W effectief materialen zoals hout en acryl tot 1 mm dik snijden, terwijl lasers met een hoger vermogen van meer dan 4 W diktes tot 6 mm of meer aankunnen, afhankelijk van de dichtheid en thermische geleidbaarheid van het materiaal. Bovendien hebben een juiste afstelling van het brandpunt en de snijsnelheid van de laser een aanzienlijke invloed op de kwaliteit en diepte van de snede.
Voor metalen tonen fiberlasers, die geoptimaliseerd zijn voor reflecterende materialen, snijmogelijkheden variërend van submillimeterdiktes met lage vermogensniveaus (bijv. 20-50 W) tot stalen platen van meer dan 1 mm dik met industriële systemen met een vermogen van meer dan 25 kW. Reflectie van materialen, zoals aluminium of koper, vereist vaak een hogere precisie en geavanceerde koelsystemen om inefficiëntie of materiaalschade te voorkomen.
Gegevens suggereren dat hogere vermogensniveaus hogere snijsnelheden mogelijk maken, maar dat er mogelijk een nauwkeurige afstelling nodig is om thermische kromtrekking of verkoling in gevoelige materialen te minimaliseren. Bovendien worden vaak hulpgassen, zoals zuurstof of stikstof, gebruikt om gesmolten materiaal schoon te verwijderen en de snijprecisie te verbeteren, met name in metalen. Al deze factoren samen maken optimalisatie in industriële toepassingen mogelijk, waarbij snijsnelheid, materiaalcompatibiliteit en operationele kwaliteit in balans zijn.
De impact van laservermogen op de snijkwaliteit
Laservermogen speelt een cruciale rol bij het bepalen van de precisie, snelheid en algehele kwaliteit van een snede in laserbewerkingstoepassingen. Een hoger laservermogen zorgt vaak voor een snellere materiaalverwijdering, wat de productiviteit in industriële omgevingen kan verhogen. Bij het snijden van metalen zoals roestvrij staal of aluminium zijn bijvoorbeeld doorgaans vermogensniveaus van meer dan 1000 W vereist om schone, efficiënte sneden te bereiken. Dit is met name duidelijk zichtbaar bij dikkere materialen, waar een hoger vermogen zorgt voor een consistentere energiepenetratie en onvolledige sneden of oppervlakteonregelmatigheden minimaliseert.
Hoewel een hoger vermogen hogere snijsnelheden mogelijk maakt, kan het ook het risico op thermische vervorming in gevoelige materialen, zoals kunststoffen of composieten, verhogen. Studies tonen aan dat overmatige thermische input kan leiden tot uitbreiding van warmtebeïnvloede zones (HAZ), wat mogelijk kan leiden tot kromtrekken of verkolen van de randen van het materiaal. Om dergelijke problemen te beperken, vertrouwen laseroperators vaak op nauwkeurige vermogensmodulatie en pulsinstellingen, waardoor een gerichte energietoevoer mogelijk is met behoud van de materiaalintegriteit.
Recente ontwikkelingen in fiberlasers en CO2-lasers hebben de snijkwaliteit verder verfijnd. Onderzoek toont bijvoorbeeld aan dat fiberlasers met een hoger vermogen (bijv. 3000 W of meer) in combinatie met hulpgassen, zoals stikstof, de gladheid van de snijkanten bij het snijden van roestvrij staal aanzienlijk verbeteren door gesmolten materiaal snel af te voeren en oxidatie te voorkomen. Deze bevindingen benadrukken de noodzaak om de vermogensinstellingen af te stemmen op de stroomsnelheid en druk van hulpgas om optimale resultaten te bereiken.
De juiste lasersnijmachine kiezen
Bij het kiezen van een lasersnijmachine is het essentieel om de materiaalsoorten en -diktes waarmee u wilt werken te beoordelen, evenals de vereiste snijkwaliteit. Fiberlasers zijn zeer efficiënt voor het snijden van reflecterende metalen zoals aluminium en koper, terwijl CO2-lasers beter geschikt zijn voor niet-metalen materialen zoals hout of acryl. Houd daarnaast rekening met het vermogen van de machine, dat de snijsnelheid en materiaalcompatibiliteit bepaalt. Evalueer de beschikbare ondersteuning voor hulpgassen, aangezien deze cruciaal zijn voor precisie bij het snijden van metaal. Houd ten slotte rekening met de bedrijfskosten, onderhoudsvereisten en compatibiliteit met uw productie-eisen om efficiëntie en betrouwbaarheid op lange termijn te garanderen.
Wat zijn de voordelen van een fiberlasermachine?

Efficiëntie in het snijproces
Fiberlasermachines zijn zeer efficiënt dankzij hun geavanceerde technologie, die hogere snijsnelheden en een lager energieverbruik biedt in vergelijking met traditionele CO2-lasersystemen. De straalkwaliteit van fiberlasers zorgt voor nauwkeurige en zuivere sneden, waardoor de behoefte aan secundaire afwerkingsprocessen wordt geminimaliseerd. Zo werken fiberlasermachines doorgaans met een rendement van ongeveer 25-30%, aanzienlijk hoger dan het rendement van 10-15% van CO2-lasers. Deze verhoogde efficiëntie vertaalt zich in lagere operationele kosten en snellere doorlooptijden. Bovendien vergroot hun vermogen om een breed scala aan materialen te verwerken, waaronder metalen zoals roestvrij staal en aluminium, met diktes tot 20-25 mm voor bepaalde modellen, hun veelzijdigheid. Door het minimale energieverbruik en minder frequent onderhoud door minder mechanische componenten, zijn fiberlasermachines een kosteneffectieve en milieuvriendelijke keuze voor moderne productie.
Precisie en snijkwaliteit
Fiberlasersnijmachines staan bekend om hun uitzonderlijke precisie en superieure snijkwaliteit, waardoor ze een voorkeurskeuze zijn in diverse industrieën. Deze machines bieden een nauwkeurigheid die doorgaans in micrometers wordt gemeten, wat zorgt voor nauwe toleranties die voldoen aan de eisen van zeer precieze productie. Het snijproces resulteert in minimale thermische vervorming dankzij de geconcentreerde warmte-beïnvloede zone, waardoor de integriteit van het materiaal behouden blijft.
Hoogwaardige optica en geavanceerde lasersystemen zorgen ervoor dat fiberlasers gladde, braamvrije randen kunnen produceren, waardoor nabewerking minder of zelfs overbodig wordt. Studies tonen aan dat snedebreedtes van slechts 0.1 mm haalbaar zijn, wat optimaal materiaalgebruik en complexe ontwerpen mogelijk maakt. Bovendien zijn deze machines in staat om de snijstabiliteit en -precisie te behouden, zelfs bij hoge bewerkingssnelheden, vaak meer dan 100 meter per minuut, afhankelijk van het materiaal en de dikte.
Door functies zoals automatische focusaanpassing en realtime monitoringsystemen te integreren, garanderen moderne fiberlasermachines consistente prestaties in diverse materialen, waaronder reflecterende metalen zoals messing en koper. Deze precisie verbetert niet alleen de productkwaliteit, maar optimaliseert ook de productieprocessen, waardoor afval wordt verminderd en de algehele efficiëntie wordt verbeterd.
Veelzijdigheid bij het snijden van verschillende materialen
Fiberlasersnijmachines staan bekend om hun aanpasbaarheid aan een breed scala aan materialen, waardoor ze onmisbaar zijn in sectoren zoals de lucht- en ruimtevaart, de automobielindustrie en de elektronica. Deze machines kunnen metalen zoals roestvrij staal, aluminium en titanium met precisie en efficiëntie snijden. Zo variëren de snijdiktes doorgaans van 0.5 mm tot meer dan 25 mm voor staal, afhankelijk van het vermogen van de laser, dat in geavanceerde systemen kan oplopen tot 20 kW.
Bovendien blinken fiberlasers uit in het bewerken van niet-metalen materialen zoals kunststoffen, keramiek en composieten, en bieden ze hoogwaardige snijresultaten zonder verkleuring of kromtrekken van het materiaal. Reflecterende materialen zoals messing en koper, die vaak lastig te verwerken zijn met traditionele snijmethoden, kunnen efficiënt worden verwerkt door moderne fiberlasers met antireflectietechnologie. Deze geavanceerde systemen kunnen snelheden van meer dan 50 meter per minuut bereiken op dunne platen, wat zorgt voor snellere productiecycli en kosteneffectieve oplossingen voor fabrikanten.
Naast metalen en niet-metalen kunnen fiberlasers ook complexe ontwerpen graveren en markeren op materialen zoals glas en hout, waardoor hun toepassingen zich uitbreiden naar de creatieve industrie en op maat gemaakte productontwerpen. Deze veelzijdigheid onderstreept de waarde van fiberlasermachines in diverse productieprocessen waar precisie en aanpasbaarheid cruciaal zijn.
Hoe onderhoud ik een fiberlasersnijmachine?

Regelmatig onderhoud voor optimale prestaties
Om ervoor te zorgen dat een fiberlasersnijmachine optimaal presteert en lang meegaat, is het essentieel om een consistent onderhoudsschema te volgen. Hieronder vindt u gedetailleerde onderhoudspraktijken die de prestaties optimaliseren en de downtime verminderen:
- Dagelijkse reiniging van optische componenten
De lens en het beschermglas moeten dagelijks worden gecontroleerd en gereinigd om te voorkomen dat stof en vuil de laserstraal blokkeren, wat de snijnauwkeurigheid kan verminderen. Gebruik een speciale reinigingsoplossing en niet-schurende doekjes om schade te voorkomen.
- Controleer de prestaties van het koelsysteem
Controleer regelmatig de werking van het koelsysteem om oververhitting van de machine te voorkomen. Zorg ervoor dat de koelvloeistof schoon is, correct is bijgevuld en regelmatig wordt vervangen volgens de aanbevelingen van de fabrikant – meestal elke zes maanden of afhankelijk van de gebruiksfrequentie.
- Controleer en vervang verbruiksartikelen
Verbruiksartikelen zoals nozzles, gasfilters en beschermlenzen slijten na verloop van tijd. Controleer deze onderdelen regelmatig en vervang ze indien nodig om verminderde snijkwaliteit of mogelijke systeemstoringen te voorkomen. Voor optimale resultaten wordt het gebruik van merkgecertificeerde verbruiksartikelen aanbevolen.
- Controleer bewegende onderdelen en geleiderails om er zeker van te zijn dat ze compatibel zijn met het type laser dat wordt gebruikt.
Ophoping van vuil of onvoldoende smering op bewegende onderdelen, zoals geleiderails en kogelomloopspindels, kan de bewegingsnauwkeurigheid beïnvloeden. Reinig deze onderdelen regelmatig en zorg voor voldoende smering om een soepele werking te behouden.
- Regelmatige kalibratie en uitlijning
Een verkeerde uitlijning van de laserstraal kan leiden tot inconsistente snijresultaten. Routinematige kalibratie, uitgevoerd door getraind personeel of met behulp van de geautomatiseerde kalibratietools van het systeem, garandeert nauwkeurige prestaties op lange termijn.
- Controleer de gassen die bij het snijden worden gebruikt
Handhaaf de zuiverheid en druk van de hulpgassen (bijv. zuurstof, stikstof of lucht) zoals gespecificeerd door het snijproces. Onzuiverheden in gassen of een onjuiste druk kunnen de snijsnelheid verlagen en leiden tot een slechte snijkantkwaliteit.
- Software- en firmware-updates
Werk de software en firmware van de machine regelmatig bij om de nieuwste ontwikkelingen, beveiligingspatches en geoptimaliseerde prestatie-instellingen te integreren. Fabrikanten brengen regelmatig updates uit en up-to-date blijven garandeert compatibiliteit en efficiëntie.
- Zorg voor een schone werkomgeving
De omgeving van de machine moet vrij blijven van stof en vuil. Dit voorkomt niet alleen verontreiniging van de lasercomponenten, maar verhoogt ook de veiligheid door het risico op brand of ongevallen te verminderen.
- Periodiek professioneel onderhoud
Plan jaarlijks professioneel onderhoud of zoals aanbevolen door de fabrikant. Een uitgebreide controle door technici kan potentiële problemen vroegtijdig identificeren en ervoor zorgen dat alle systemen binnen hun parameters functioneren.
Het consequent implementeren van deze onderhoudsstrategieën kan de kans op onverwachte storingen aanzienlijk verkleinen, wat resulteert in lagere bedrijfskosten en een hogere productiviteit. Het documenteren van elke onderhoudsactiviteit helpt ook om de conditie van de machine te volgen en preventieve interventies proactief te plannen.
Tips om de levensduur van uw lasermachine te verlengen
Regelmatige reiniging en inspectie
Zorg ervoor dat het apparaat regelmatig wordt schoongemaakt om te voorkomen dat stof en vuil de onderdelen binnendringen. Inspecteer de optica, filters en lenzen op tekenen van slijtage of vervuiling en vervang ze indien nodig.
Gebruik aanbevolen materialen
Gebruik de lasermachine altijd met materialen die door de fabrikant zijn goedgekeurd. Het gebruik van niet-ondersteunde materialen kan het systeem beschadigen of de efficiëntie verminderen.
Zorg voor een goede koeling
Controleer het koelsysteem regelmatig om er zeker van te zijn dat het goed werkt. Oververhitting kan aanzienlijke schade veroorzaken, dus controleer regelmatig het koelvloeistofpeil en de systeemprestaties.
Volg de richtlijnen van de fabrikant
Houd u strikt aan de operationele en onderhoudsrichtlijnen van de fabrikant. Deze aanbevelingen zijn bedoeld om de prestaties en levensduur van de machine te optimaliseren.
Treinmachinisten op de juiste manier
Zorg ervoor dat alle gebruikers voldoende zijn opgeleid in het correct hanteren en bedienen van de lasermachine, om misbruik of onbedoelde schade tot een minimum te beperken.
Veelvoorkomende problemen en probleemoplossing
Bij het bedienen van een fiberlasersnijmachine kunnen zich verschillende veelvoorkomende problemen voordoen die de prestaties en productiviteit kunnen beïnvloeden. Het vroegtijdig identificeren en effectief aanpakken van deze problemen is cruciaal voor het handhaven van een hoogwaardige output.
- Verminderde snijprecisie
Een veelvoorkomend probleem is een afname van de snijnauwkeurigheid, vaak veroorzaakt door een verkeerd uitgelijnde laserstraal of slijtage van de componenten van de snijkop. Om dit te verhelpen, dient u regelmatig te kalibreren en de nozzle te controleren op slijtage. Zorg ervoor dat de lens schoon en vrij van vuil is, aangezien verontreinigingen de laserstraal kunnen verstrooien en de efficiëntie kunnen verminderen.
- Vermogensschommelingen
Schommelingen in laservermogen kunnen leiden tot inconsistente snijresultaten en een lagere doorvoer. Dit kan te wijten zijn aan variaties in de stroomtoevoer of oververhitting in de laserbron. Om dit te verhelpen, controleert u de voeding op mogelijke problemen en zorgt u voor voldoende koeling van de machine, bijvoorbeeld door de juiste koelvloeistofniveaus te handhaven en de filters schoon te houden.
- Materiaal dat verbrandt of smelt
Onjuiste instellingen voor de materiaaldikte kunnen leiden tot overmatige hitte, wat brandwonden of gesmolten randen kan veroorzaken. Verfijn parameters zoals snijsnelheid, vermogensintensiteit en gasdruk volgens de richtlijnen van de fabrikant voor het gebruikte materiaal. Geavanceerde automatiseringsfuncties op veel fiberlasermachines kunnen vooraf ingestelde aanbevelingen geven om deze instellingen te optimaliseren.
- Verontreiniging van het optische systeem
Stof- of oliedeeltjes op lenzen en spiegels kunnen de kwaliteit van de lichtbundel aanzienlijk beïnvloeden, wat kan leiden tot ongelijkmatige snijresultaten of verlies van vermogen. Regelmatige reiniging van optische componenten met goedgekeurde oplosmiddelen en niet-schurende materialen is essentieel voor het behoud van de effectiviteit van het lasergraveerproces. Gebruik beschermhoezen om blootstelling aan verontreinigingen in de lucht tijdens het graveren te verminderen.
- Softwarefouten of verkeerde configuraties
Machinesoftware moet correct worden onderhouden en bijgewerkt. Verouderde of onjuist geconfigureerde software kan leiden tot onregelmatig machinegedrag of onderbrekingen. Werk de software regelmatig bij naar de nieuwste versie die door de fabrikant wordt aanbevolen en controleer alle invoerparameters op nauwkeurigheid voordat u de machine in gebruik neemt.
- Problemen met de gasstroom kunnen de prestaties van een krachtige laser tijdens snijbewerkingen aanzienlijk beïnvloeden.
Onvoldoende of onregelmatige gastoevoer kan leiden tot een slechte snijkantkwaliteit of onvolledige sneden. Controleer de gastank, regelaars en slangen op lekken of verstoppingen. Controleer of het gastype en de drukinstellingen geschikt zijn voor het te snijden materiaal.
Door deze problemen proactief aan te pakken en de aanbevolen onderhoudsprotocollen van de fabrikant te volgen, kunnen operators de downtime minimaliseren en de levensduur van hun fiberlasersnijmachines verlengen. Investeren in operatortraining en het gebruik van geavanceerde diagnostische tools kan de productiviteit en prestaties verder verbeteren.
Veelgestelde vragen (FAQ's)

V: Welke materialen kan ik effectief snijden met een fiberlasersnijder?
Als antwoord op de vraag: fiberlasers snijden nauwkeurig verschillende metalen, waaronder koolstofstaal, koper, aluminium, messing, reflecterende metalen en zelfs roestvrij staal. De effectiviteit van het snijden van dunne platen, evenals dikkere materialen, wordt sterk beïnvloed door het wattage van de machine. Hoewel fiberlasersnijmachines niet zo goed werken als CO2-lasersnijmachines op materialen zoals hout en acryl, kunnen ze deze niet-metalen materialen wel markeren. Fiberlasers hebben een golflengte waardoor ze de beste keuze zijn voor metalen die de energie van de fiberlaser absorberen.
V: Wat zijn de verschillen tussen fiberlasersnijders en CO2-lasersnijders wat betreft de soorten materialen die ze kunnen snijden?
A: Fiber- en CO2-lasers kunnen door verschillende materialen snijden met verschillende efficiëntieniveaus. Metaallasers, met name fiberlasers, zijn veel beter in het snijden van metalen dan CO2-lasers, en nog beter in het snijden van reflecterende metalen. CO2-lasersnijmachines daarentegen zijn veel beter in het snijden van niet-metalen materialen zoals hout, leer, textiel, acryl en papier. Fiberlasers kunnen sommige niet-metalen materialen markeren, maar niet met enige vaardigheid snijden. Zacht staal, een soort dun metaal, kan wel met CO2-lasers worden gesneden, hoewel ze aanzienlijke problemen ondervinden met reflecterende metalen. Deze twee typen zijn effectiever voor verschillende soorten materialen, dus welke u kiest, hangt sterk af van de materialen die u het meest gebruikt.
V: Welke materiaaldiktes kunnen met een fiberlaser worden gesneden?
A: De snijcapaciteit van fiberlasers is evenredig met hun vermogen. Omdat instapmodellen (1-2 kW) doorgaans een lager vermogen hebben, kunnen ze over het algemeen alleen zacht staal (tot 10 mm), roestvrij staal (tot 5 mm) en aluminium (tot 4 mm) snijden. Low-end industriële systemen (6-12 kW) kunnen echter veel dikkere materialen snijden, zoals 30 mm zacht staal, 25 mm roestvrij staal en 20 mm aluminium; deze materialen hebben een aanzienlijk hoger energieverbruik/efficiency-elasticiteit. De snijsnelheid neemt aanzienlijk af naarmate de dikte van het materiaal toeneemt. Fiberlasers zijn het meest zuinig wanneer het vermogen is afgestemd op de dagelijkse materiaaldikteverwachtingen van de gebruiker.
V: Kan een fiberlasersnijder glas of keramische materialen snijden?
A: Fiberlasersnijmachines zijn doorgaans inefficiënt voor het snijden van glas of keramiek. Deze materialen absorberen onvoldoende van de golflengte van de fiberlaser, die 1064 nm bedraagt en het meest geschikt is voor metalen. De energie van de laser gaat er vaak langs in plaats van geabsorbeerd te worden, wat leidt tot een slechtere snijkwaliteit. CO2-lasers of speciaal ontwikkelde lasers, zoals ultrakortepulslasers, zijn geschikter voor het snijden van glas en keramiek. Fiberlasers kunnen echter wel bepaalde oppervlakken van glas en keramiek graveren of markeren onder specifieke omstandigheden.
V: Wat is de snijsnelheid bij gebruik van een lasersysteem met fibertechnologie?
A: De snelheid waarmee een fiberlasersysteem snijdt, is meestal afhankelijk van het materiaaltype, de dikte en het vermogen van de laser. Fiberlasers kunnen bijvoorbeeld dunne materialen of materialen met een dikte van minder dan 1 millimeter snijden met extreem hoge snelheden, tussen 10 en 30 meter per minuut. Naarmate de materialen dikker worden, zullen deze snelheden ook evenredig afnemen. Zo hebben sneden van 5 millimeter in zacht staal meestal een snelheid van 1 tot 3 meter per minuut. Vergeleken met CO2-lasers gebruiken fiberlasers een 3 tot 5 keer hogere snijsnelheid op dunne metalen. Vooruitgang in snijtechnologie heeft het mogelijk gemaakt om de waarden van de laserparameters continu te wijzigen. Moderne fiberlasersnijmachines beschikken over geavanceerde besturingssystemen waarmee operators niet alleen de snelheid van de laser, maar ook de kwaliteit van de snede nauwkeurig kunnen afstellen.
V: Op welke manier beïnvloedt het type materiaal de kwaliteit van het snijden met een fiberlaser?
A: Het type materiaal heeft veel invloed op de snijkwaliteit bij het gebruik van fiberlasers. Voor metalen zijn roestvrij staal en zacht staal twee veelvoorkomende materiaalsoorten die prachtige snijranden opleveren. Koper en messing zijn veel lastiger te bewerken vanwege hun hoge reflectiviteit, waardoor hogere vermogensinstellingen en speciale snijtechnieken nodig zijn om kwaliteitssnedes te bereiken. De materiaalsamenstelling is ook van belang, zoals legeringen met een hoog siliciumgehalte, die een grotere kans hebben op slakvorming. Bovendien leveren dunnere materialen over het algemeen betere snijresultaten op bij gebruik van fiberlasers. Bovendien vertragen oppervlakken met roest, verf en olie het lasersnijproces en verminderen ze de snijrandkwaliteit.
V: Kunnen fiberlasers kunststoffen snijden? En zo ja, wat zijn de nadelen?
A: Fiberlasers kunnen sommige soorten kunststoffen markeren, maar ze mogen in principe niet worden gebruikt om te snijden. Zoals de meeste materialen snijden fiberlasers geen kunststof, maar smelten ze het juist door de slechte absorptie van de 1064 nm-golflengte. Bovendien kunnen bij het snijden van kunststoffen met fiberlasers gevaarlijke gassen vrijkomen die het lasersysteem kunnen beschadigen. Bepaalde gespecialiseerde technische kunststoffen zijn wellicht gemakkelijker te bewerken, maar dit geldt zelden voor CO2-lasers, die fiberlasers beter presteren bij het snijden van kunststof. Als snijden de hoofdtaak is, is een CO2-kunststofsnijder geschikter.
V: Welke veiligheidsmaatregelen moet ik nemen bij het snijden van verschillende materialen met een fiberlaser?
A: Veiligheid staat altijd voorop bij het snijden van verschillende materialen met een fiberlaser. Voldoende ventilatie of rookafzuiging is essentieel, omdat het snijden van metalen angstaanjagende deeltjes en dampen kan produceren. Gegalvaniseerd staal laat snel zinkoxidedampen vrijkomen, die schadelijk kunnen zijn. PVC en andere soorten gechloreerde kunststoffen mogen nooit worden gebruikt, omdat ze giftige chloorgassen uitstoten. Reflecterende materialen zijn veel schadelijker voor de reflectie van de lichtbundel, dus goede machinebehuizingen zijn essentieel. Brandveiligheid moet ook altijd in overweging worden genomen, vooral bij brandbare materialen of andere hulpgassen zoals zuurstof. Houd u aan de instructies van de fabrikant voor elk materiaaltype en zorg ervoor dat operators voldoende zijn opgeleid in de gevaren van elk materiaal.
V: Wat zijn de stappen voor het wijzigen van de laserinstellingen voor een fiberlasersnijmachine, ervan uitgaande dat de gebruiker de te snijden materialen verandert?
A: De parameters van een laser verschillen afhankelijk van de te bewerken materialen. Het is daarom belangrijk hoe elk materiaal reageert met een laser. Aspecten die hierbij een rol spelen zijn onder andere het vermogen, de snijsnelheid, de focuspositie, het type en de druk van de hulpgassen en de frequentie van de laserpulsen. Als vuistregel geldt: bij het werken met dikkere materialen verhoogt u het vermogen en verlaagt u de snelheid. Bij reflecterende materialen zoals koper, wanneer fiberlasers worden gebruikt, moeten pulsbreedtes groter dan het piekvermogen met korte tussenpozen worden gebruikt. Bovendien hebben de meeste moderne fiberlasersnijmachines materiaalbibliotheken met veelvoorkomende materialen en vooraf ingestelde parameters. Wanneer u niet zeker bent van de materiaalparameters, is het verstandig om te beginnen met lage instellingen en deze geleidelijk op te voeren. In deze situaties zijn de keuzes voor hulpgassen ook erg belangrijk, bijvoorbeeld zuurstof voor koolstofstaal, stikstof voor roestvrij staal en aluminium. Met oefening en vallen en opstaan kunnen operators de parameters verfijnen die optimaal zijn voor specifieke snijtaken.
Referentiebronnen
1. Impact van de instellingen van fiber- en CO2-lasers op de oppervlaktekwaliteit van RVS 1.4301 roestvrij staal
- Auteurs: Ł. Bohdal, D. Schmidtke
- Gepubliceerd: 06-30-2022
- Overzicht: Het artikel behandelt het snijden van RVS 1.4301 roestvrijstalen platen met behulp van fiber- en CO2-lasers en analyseert de resultaten om belangrijke conclusies te trekken over de selectie van technologische parameters die het mogelijk moeten maken om hoogwaardige snijkanten te verkrijgen zonder secundaire mechanische bewerkingen. De studie toont aan dat er adequate waarden voor vermogen en snijsnelheid werden bereikt voor verschillende diktes roestvrij staal en dat deze parameters de kwaliteit van de snijkant sterk beïnvloeden.Bohdal & Schmidtke, 2022).
2. Effect van fiberlaserparameters op de snijnauwkeurigheid van dunne en dikke S355JR-constructiestaalplaten
- Auteurs: Laura Cepauskaite, R. Bendikiene
- Gepubliceerd: 18 juni 2024
- Overzicht: Dit artikel onderzoekt de impact van fiberlaserparameters op de snijkwaliteit van S355JR-staalplaten met verschillende diktes. Het evalueert het effect van laservermogen, snijsnelheid en hulpgasdruk op de oppervlakteruwheid, nauwkeurigheid van de afmetingen en de tapsheidshoek van lasersnedes. De resultaten van het onderzoek toonden aan dat optimalisatie van lasersnijprestaties en -kwaliteit mogelijk is door middel van de juiste parameterselectie.Cepauskaite & Bendikiene, 2024).
3. Multi-objectieve optimalisatie van het snijden van roestvrijstalen platen met vezellaser met behulp van Taguchi-gebaseerde grijsrelationele analyse
- Auteurs: Yusuf Alptekin Turkkan et al.
- Gepubliceerd: 9 januari 2023
- Overzicht: Dit werk stelt een multi-objectieve optimalisatietechniek voor de snijparameters van fiberlasers voor die gebruikt worden op roestvrijstalen platen, waarbij de Taguchi-methode wordt toegepast, gericht op het minimaliseren van de oppervlakteruwheid en de snedebreedte. Het onderzoek bepaalt de belangrijkste parameters met betrekking tot de snijkwaliteit en analyseert de optimale omstandigheden voor hoogwaardige sneden grondig.Turkkan et al., 2023).
4. Lasersnijden
5. Glasvezel
6. fiber laser






