



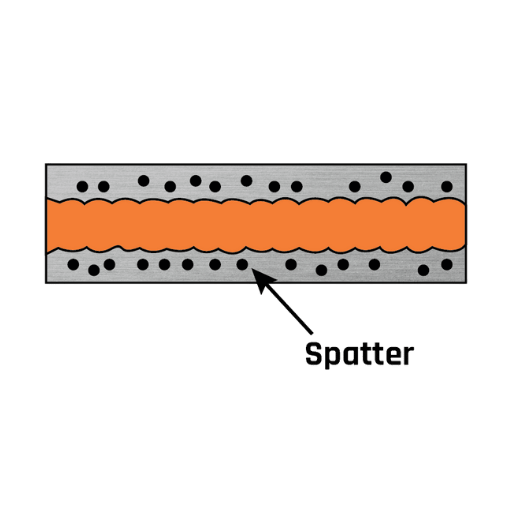
جوشکاری نقش بسیار مهمی در بخشهای مختلف دارد. با این حال، پدیده هایی مانند پاشش جوش می تواند بر بهره وری، ایمنی و کیفیت کلی محصول تأثیر منفی بگذارد. به عنوان مثال، در طول عملیات جوشکاری MIG و TIG، پاشش نه تنها چالشهای پاکسازی اضافی ایجاد میکند، بلکه میتواند منجر به هدر رفتن مواد شود و اگر به اندازه کافی کنترل نشود، ممکن است منجر به نقصهای ایجاد شود. پاشش معمولاً با زباله همراه است. همچنین پاکسازی هایی وجود دارد که به خودی خود باعث ضایعات می شود. این راهنما با استفاده از برخی نکات عملی و تکنیک های اثبات شده به جزئیات مقابله با پاشش و جوشکاری دقیق تمیز می پردازد. علاوه بر این، مربیان جوشکاری با تجربه طولانی می توانند مبتدیان را از طریق دروس راهنمایی کنند. با این حال، این مربیها تمایل دارند به بینشهای تصفیهشدهای که میتواند پیشرفتهای قابلتوجهی را در غلبه بر چالشهای مختلف جوشکاری به همراه داشته باشد، توجه نکنند. علاوه بر این، متخصصان باتجربه را قادر می سازد تا با باز کردن قفل پروژه های اضافی به نتایج بهینه در هر پروژه دست یابند و در کنار جوشکارهای باتجربه بر این استراتژی ها مسلط شوند. مواد را تنظیم کنید و به طور فعال به دکل ها، ابزارهای دقیق و تکنیک ها نزدیک شوید تا تغییر ایجاد کنید. به خواندن ادامه دهید تا دریابید که چگونه دستکاری ترتیب مواد می تواند باعث تنظیمات قابل توجه شود.
علت پاشش در جوش چیست؟
درک علل پاشش جوش
هر پاشش جوش در قطعه کار را می توان به روش ها، مواد و برخی از مشکلات تنظیم نامناسب نسبت داد. دلایل اصلی پاشش می تواند آمپراژ بیش از حد بالا، مقدار ولتاژ نادرست و سرعت تغذیه نامناسب سیم باشد. همچنین استفاده از مواد پایه بد تمیز یا آماده نیز بر این موضوع می افزاید. علاوه بر این، عدم وجود گاز محافظ یا استفاده از مواد پرکننده جوش اشتباه باعث ذوب ناهموار و پاشیده شدن قطرات مذاب می شود. درک این عوامل با کاهش پاشش به بهبود کیفیت جوش کمک می کند.
تاثیر پارامترهای جوشکاری MIG بر پاشش
پارامترهای جوشکاری MIG نقش مهمی در تعیین پارامترهای پاشش در یک قطعه جوش داده شده دارند، برخی از این پارامترها شامل ولتاژ، جریان جوشکاری و سرعت تغذیه سیم است. اطمینان از حفظ مقدار ولتاژ در محدوده مقدار تنظیم شده به ثابت نگه داشتن قوس کمک می کند، اما جریان بیش از حد باعث افزایش پاشش می شود. به طور مشابه، نرخ تغذیه اشتباه سیم باعث ناپایداری قوس می شود و منجر به پاشش خود به خود می شود. پیروی از پارامترهای تنظیم شده توسط سازنده به رفع عیوب و تضمین جوش های تمیزتر کمک می کند. همچنین، سرعت جریان گاز محافظ مهم است، سطوح پایین باعث افزایش پاشش می شود در حالی که محافظ قوس باعث پایداری می شود.
عملکرد الکترود و گاز محافظ
الکترودها و گاز محافظ تا حد زیادی بر کیفیت جوش تأثیر می گذارد. الکترود به عنوان یک پرکننده برای اتصال جوش عمل می کند و به استحکام و چقرمگی آن می افزاید. برای جلوگیری از ترک خوردن باید از همان فلزات پایه مانند فلزات اصلی ساخته شود. حفاظ گازی حوضچه جوش را از آلودگی جوی جدا می کند که از حوضچه جوش محافظت می کند زیرا گازها حفظ قوس را تضمین می کنند. آرگون، دی اکسید کربن یا ترکیبی از این دو، به دلیل ویژگی آنها نسبت به مواد جوش داده شده و همچنین پرداخت مورد نیاز مورد اعتماد است. انتخاب الکترود مناسب همراه با گاز محافظ متناسب با یک جوش خاص، کیفیت کلی جوش را افزایش می دهد و تشکیل پاشش اضافی را به حداقل می رساند.
بهترین روش ها برای کاهش پاشش جوش چیست؟

بهترین روش ها برای کنترل پاشش جوش
- تنظیمات ولتاژ و آمپر را تغییر دهید. بررسی کنید که مواد و الزامات فرآیند با تنظیمات دستگاه هماهنگ باشد. افزایش ولتاژ یا آمپر اغلب منجر به پاشش اضافی می شود.
- بهینه سازی سرعت سفر در حین جوشکاری با سرعت ثابت و مناسب حرکت کنید. حرکت خیلی آهسته یا خیلی سریع منجر به توزیع ناهماهنگ گرما و افزایش پاشش می شود.
- از گاز محافظ مناسب استفاده کنید. گاز محافظ مناسب برای جوشکاری را انتخاب کنید. به عنوان مثال، مخلوط گاز آرگون و کربن کمتر از یک محافظ دی اکسید کربن خالص پاشش می کند.
- سطوح را تمیز نگه دارید قبل از جوشکاری مطمئن شوید که مواد پایه عاری از زنگ زدگی، کثیفی و سایر عوامل آلودگی است. سطوح تمیز باعث نگهداری بهتر جوش می شود.
- مکان یابی صحیح الکترودها الکترودها را در زاویه و فاصله مناسب نسبت به قطعه کار کنترل کنید تا قوس پایدارتر باشد که تشکیل پاشش را کاهش می دهد.
در صورت اعمال، این تکنیک ها می توانند به جوشکاران کمک کنند تا برش های تمیزتری داشته باشند و همزمان پاشش را کاهش دهند.
تنظیم سرعت سیم و قوس جوش
تنظیم سرعت سیم و قوس جوش برای دستیابی به کیفیت جوش ثابت بسیار مهم است. سیم ساخته شده به عنوان ماده پرکننده نامیده می شود و از طریق اتصال جوش با سرعت خاصی به نام سرعت سیم اضافه می شود. اگر سرعت سیم خیلی زیاد یا خیلی کم باشد، می توان جوش های ضعیف و ناسازگاری را مشاهده کرد. علاوه بر این، پاشش بیش از حد ممکن است رخ دهد یا تجمع مواد ممکن است رخ دهد. اگر طول قوس جوش کوتاهتر یا بیشتر از آنچه ایده آل در نظر گرفته می شود، صادق است. گرمای ورودی و نفوذ نیز به طول قوس جوش بستگی دارد. همجوشی کافی بین پایه قابل دستیابی است مواد و پرکننده فلز در حالی که عیوب مانند تخلخل یا عدم همجوشی را کاهش می دهد. مانند تمام فرآیندها، تنظیمات بهینه را می توان با استفاده از توصیه های تولید کنندگان الکترود و دستگاه جوش، تنظیم با شرایط خاص و فرآیندهای مورد استفاده، تنظیم کرد.
استفاده از اسپری ضد پاشش همراه با سایر تجهیزات
درست مانند هر ابزار قدرتمند دیگری، اسپری های ضد پاشش را می توان برای جلوگیری از چسبیدن پاشش به قطعه کار یا سایر مناطق در نتیجه جوشکاری استفاده کرد. بهتر است از محصول در جایی استفاده شود که احتمال پاشش زیاد است. به این ترتیب، زمان تمیز کردن به شدت کاهش می یابد و عیوب پاشش سختی که ممکن است رخ دهد، کاهش می یابد. همراه با سایر تجهیزات مهم مانند گیره های پخت، برس های حجمی و سیمی، دیسک های آسیاب برای تمیز کردن درشت و ریز، و گیره هایی که قطعه کار را با دقت نگه می دارند، تجمع مواد باقیمانده را کاهش می دهد. نشان داده شده است که استفاده منظم از چنین ابزارهایی تأثیر مثبتی بر فرآیند جوشکاری دارد و نتایج با کیفیت خوبی ارائه می دهد.
آیا هنگام جوشکاری MIG با مشکلات پاشش مواجه هستید؟

دلایلی که به پاشش در جوشکاری MIG کمک می کند
اشتباهات در پاشش جوش MIG معمولاً نتایج از پیش برنامه ریزی شده تنظیمات نادرست، ساخت ضعیف، یا مواد آلوده است. دلایل اصلی عبارتند از:
- ولتاژ و نسبت سرعت تغذیه سیم: تنظیم نادرست آنها می تواند منجر به یک قوس ناپایدار شود که باعث افزایش پاشش می شود.
- تمیزی سطح: اگر سطوح کثیف، زنگ زده یا چرب باشند، جوش نمی تواند موثر باشد.
- جریان گازها: گاز محافظ ناکافی یا گاز محافظ بیش از حد می تواند کیفیت جوش را مختل کند.
- فاصله الکترود نادرست: اگر الکترود را خیلی سریع یا خیلی دور از قطعه کار نگه دارید، قوس ناپایدار می شود.
در نظر گرفتن این عناصر منجر به جوش های تمیزتر با حداقل پاشش می شود.
پیش بینی تشکیل پاشش روی فلز پایه
به منظور کوتاه کردن چسبندگی پاشش، قبل از جوشکاری مطمئن شوید که قطعه کار از آلودگی هایی مانند روغن یا زنگ زدگی تمیز شده است. از خمیر یا اسپری ضد لک استفاده کنید و آن را روی سطح فلز بمالید تا یک لایه محافظ مناسب پاشش تشکیل شود. از پارامترهای صحیح جوشکاری مانند ولتاژ، جریان و نرخ تغذیه سیم اطمینان حاصل کنید تا تشکیل پاشش به حداقل برسد. جریان گاز محافظ کافی به جلوگیری از پاشش بهتر کمک می کند، در حالی که چسبندگی الکترود باید به گونه ای کنترل شود که منجر به جوش های پاشش کمتر شود. علاوه بر تکنیک های ذکر شده در بالا، تمیز کردن و نگهداری تجهیزات جوشکاری به کنترل پاشش اضافی کمک می کند.
ارزیابی کیفیت جوش برای کاهش پاشش
برای دستیابی به عملکرد جوشکاری بهینه، ارزیابی پاشش بسیار مهم است و بنابراین ارزیابی کیفیت ضروری است. بازرسی جوش باید عمدتاً بر روی پارامترهای زیر متمرکز شود: مشخصات مهره، نفوذ و عمق، و قوام کلی جوش. جوش های با کیفیت باید اطمینان حاصل کنند که یکنواختی در عرض وجود دارد، زیر برش ها باید حداقل باشد و انتقال صاف بین جوش و مواد پایه موجود است. شناسایی عیوب قابل مشاهده مانند پاشش بیش از حد، تخلخل یا ترک به راحتی می تواند به صورت بصری انجام شود.
بررسی بیشتر جوش ها بدون به خطر انداختن یکپارچگی اتصال را می توان با استفاده از روش های آزمایش غیر مخرب (NDT) از جمله آزمایش اولتراسونیک یا بازرسی رادیوگرافی به دست آورد. به عنوان مثال، آزمایش اولتراسونیک میتواند سلامت جوش داخلی را از طریق شناسایی حفرهها، آخالها و همجوشی ناقص ارزیابی کند. تصور میشود که سرعت حرکت صحیح جوشکاری در اکثر موارد حفظ میشود و در نتیجه پاشش به حداقل میرسد، نفوذ بهتر و شکلگیری بهتر مهرهها انجام میشود.
داده های آزمایشات جوشکاری نشان می دهد که عیوب مربوط به پاشش به دلیل تنظیمات نامناسب جوش مانند ولتاژ بیش از حد بدتر می شود. در برخی موارد، تغییر سرعت تغذیه سیم یا استفاده از تکنیک های پیشرفته جوشکاری پالسی نشان داده است که پاشش را تا 70 درصد کاهش می دهد. تجزیه و تحلیل پس از جوش دادههای قابل اندازهگیری را از طریق نقشههای حرارتی و سیستمهای نظارت خودکار جوش انجام میدهد، بنابراین امکان ارزیابی دقیق کیفیت کلی جوش را فراهم میکند. در صورت اولویت بندی این روش های ارزیابی، می توان کارایی فرآیند جوشکاری را در کنار سطح کیفیت ارائه شده از نظر پاشش بهبود داد.
بهترین روش ها برای جلوگیری از پاشش در جوشکاری TIG

روش های جوشکاری: مقایسه جوش های TIG و MIG
La تکنیک ها و کاربردها جوشکاری در جوشکاری TIG (گاز خنثی تنگستن) و MIG (گاز خنثی فلزی) به وضوح و بسیار متفاوت است. در حالی که در جوشکاری TIG از یک الکترود تنگستن غیر قابل مصرف استفاده می شود که جوش های دقیق تر و باکیفیت تر را با پاشش بسیار کم تولید می کند و برای مواد نازک تر کارآمدتر می شود، جوشکاری MIG از یک الکترود سیم مصرفی استفاده می کند که آن را برای جوش های سریع روی مواد ضخیم تر مناسب تر می کند. در مقایسه با جوشکاری TIG، جوشکاری MIG اغلب سریعتر و همه کاره تر است، اما پاشش بیشتری منتشر می کند. اگر برنامه در دسترس نیاز به تمرکز روی پاشش جوش و کیفیت کلی دارد، جوشکاری TIG مناسب ترین گزینه است.
حفظ استانداردها در جوشکاری برای مطابقت با الزامات TIG بدون پاشش
دقت در شرایط کاری و رعایت کنترل های خاص باید حفظ شود تا جوشکاری TIG بدون پاشش کار کند. مسائل مهم عبارتند از انتخاب الکترود، خلوص و نوع گاز محافظ مورد استفاده، و نگهداری از تجهیزات. علاوه بر این، برای اطمینان از یک قوس پایدار و کنترل آلودگی، استفاده از درجه مناسب الکترود تنگستن نیز به تکنیکهای آسیاب مناسب نیاز دارد. زاویه آسیاب که بیشتر برای تنگستن توصیه می شود بین 30 تا 60 درجه است، با توجه به آمپر مورد نیاز و ماده در حال جوش.
نمونه ای از گاز محافظ گاز آرگون است که خلوص آن 99.99 درصد است. چنین گازی در حفظ محیطی تمیز برای جوش مهم است. اجزای گاز آلوده می تواند باعث ایجاد منافذ و سایر نواقص در مهره جوش شود. تنظیم نرخ جریان گاز در 15 تا 20 فوت مکعب در ساعت (CFH) پوششی را بدون هم زدن بیش از حد فراهم می کند که می تواند منجر به کشیده شدن مواد آلاینده به ناحیه جوش شود.
تمیز کردن قطعات مشعل و بررسی شیلنگ ها برای نشتی نمونه هایی از کارهای معمول و تعمیر و نگهداری است که به عملکرد بهینه تجهیزات جوش کمک می کند. جوشکاری بهتر است با استفاده از یک قطعه کار تمیز انجام شود زیرا هرگونه رسوب سطحی مانند روغن، زنگ زدگی یا رنگ باعث پاشش می شود که کیفیت جوش را کاهش می دهد. آماده سازی سطح کار باید با روش های موثری مانند برس کشیدن سیمی، مواد چربی زدایی یا آسیاب شروع شود.
پیروی از این دستورالعملها نه تنها باعث ایجاد جوش بدون پاشش میشود، بلکه باعث طولانیتر شدن استفاده و شکستن تجهیزات و بهبود بهرهوری در طول فرآیند جوشکاری میشود.
چگونه مشکلات پاشش را در پروژه های جوشکاری برطرف کنیم؟

نکات پیشگیری از پاشش جوش و تضمین کیفیت
مقابله با کنترل پاشش و مسائل مربوط به کیفیت جوش نیازمند تنظیم پارامترهای جوش است. اطمینان حاصل کنید که ولتاژ، آمپر و سرعت حرکت صحیح با توجه به مواد جوش داده شده و روش جوشکاری مورد استفاده تنظیم شده است. از گاز محافظ با کیفیت استفاده کنید و دبی مناسب را تنظیم کنید تا قوس مسموم نشود. برای کنترل جریان پاشش وحشتناک قوس، نوسان کنترل نشده قوس باید برای بیرون زدگی بیش از حد الکترود بررسی شود.
کثیفی، روغن، زنگ زدگی و رنگ باید با استفاده از برس های شیمیایی، برس های سیمی و آسیاب قبل از انفجار سطحی پاک شود. از سیم ها و الکترودهای منطبق برای مواد مصرفی بر اساس فلز پایه در حال جوش استفاده کنید.
همچنین تعمیر و نگهداری معمولی را روی تجهیزات جوش انجام دهید. نازلها، نوکهای تماسی و شیلنگها تمایل به سایش بیش از حد دارند. برای کنترل پاشش جوش، تکنیک به کار گرفته شده تنظیم زاویه مشعل در مورد قطعه کار است به طوری که کنترل دستی ثابت روی مشعل وجود داشته باشد. پیروی از این روش ها مطمئناً پاشش را کنترل می کند و کیفیت جوش را به طور مداوم بهبود می بخشد.
مقابله با مشکلات پاشش بیش از حد
برای شروع حل مشکلات پاشش، ابتدا پارامترهای جوشکاری را بررسی کنید، زیرا تنظیم نامناسب ولتاژ، آمپر یا سرعت حرکت معمولاً در کنار خود پاشش ایجاد می شود. اطمینان حاصل کنید که از گاز محافظ مناسب استفاده شده است و سرعت جریان از قوس محافظت می کند. به کیفیت و نوع مواد مصرفی توجه کنید; به عنوان مثال، مطمئن شوید که سیم ها یا الکترودها با ماده پایه سازگار هستند. سطوحی را که قرار است روی آنها کار شود تمیز کنید، زیرا آلودگی هایی مانند زنگ زدگی، گریس و رنگ منجر به پاشیدگی می شود. تعمیر و نگهداری منظم ابزارها با تعویض نازل های فرسوده یا تماسی نکات ضروری است در تثبیت عملکرد قوس. در نهایت، برای جوش های تمیزتر، باید از تکنیک مناسب نگه داشتن مشعل در زوایای توصیه شده و تحرک ثابت استفاده شود.
تمیز کردن محل های جوش با برس سیمی و روش های دیگر
برس سیمی یکی از مفیدترین ابزارها برای تمیز کردن محل جوش برای ایجاد پیوندی است که هم محکم و هم بدون نقص است. آلاینده هایی مانند زنگ زدگی، خاک، رنگ یا اکسیداسیون روی مواد پایه قبل از جوشکاری باید برداشته شود به طوری که سطح برای مسواک زدن آماده شود. یک برس سیمی بعد از جوشکاری برای خلاص شدن از باقی مانده هایی مانند سرباره که جذاب نیستند و سطح را برای عملیات بعدی مانند پوشش یا رنگ آمیزی آماده می کند مفید است. برای دستیابی به بهترین نتیجه ممکن، مطمئن شوید که از یک برس سیمی ساخته شده از همان موادی که مورد تمیز کردن استیل، فولاد ضد زنگ یا آلومینیوم ساخته شده است، استفاده می کنید. بسته به مشخصات مواد جوش و پایه، می توان از روش های دیگر تمیز کردن مانند سنباده، سنگ زنی یا استفاده از پاک کننده های شیمیایی استفاده کرد. این تکنیک ها به بهبود کیفیت و دوام جوش کمک می کنند زیرا سطح تمیز و پایداری را ایجاد می کنند.
سوالات متداول (FAQ)
س: چه مسائلی می تواند منجر به پاشش جوش در جریان جوشکاری شود؟
پاسخ: پاشش جوش به دلایل مختلفی از جمله تنظیمات نامناسب در دستگاه جوش، تکنیک معیوب یا آلودگی های روی قطعه کار رخ می دهد. به عنوان مثال، در مورد اختلال حوضچه جوش، پاشش جوش ممکن است به دلیل طول قوس نامناسب، سرعت جوشکاری، یا پوشش ناکافی گاز محافظ رخ دهد.
س: نوع جوش انجام شده از چه راه هایی بر حجم پاشش جوش تولید شده تأثیر می گذارد؟
پاسخ: تکنیک های مختلف تولید پاشش، مانند جوشکاری MIG و TIG، سطوح مختلفی از پاشش را نمایش می دهند. جوشکاری MIG یا جوشکاری قوس فلزی با گاز، در مقایسه با جوشکاری TIG احتمال بیشتری دارد که پاشش بیش از حد تولید کند، زیرا این فرآیند شامل تغذیه مداوم سیم جوش است که، مگر اینکه کنترل شود، منجر به پاشش شدید می شود.
س: دلیل حفظ تنظیمات صحیح سیم و گاز در جوشکاری MIG چیست؟
پاسخ: تنظیمات صحیح سیم و گاز در جوشکاری MIG مهم است زیرا تنظیمات نادرست بر کیفیت جوش، سرعت تغذیه سیم و افزایش پاشش اثر می گذارد. با تنظیمات صحیح، بادهای پایدار با نگاه پر حرارت در کنار گرما و نفوذ مداوم قابل دستیابی است - به من اعتماد کنید، فقط پارامترهای مناسب را تنظیم کنید قابل دستیابی است - که تا حد زیادی پاشش را کاهش می دهد.
س: آیا جوشکاری چوبی پاشش بیشتری نسبت به جوشکاری MIG و TIG ایجاد می کند؟
پاسخ: بله، جوشکاری چوبی پاشش بیشتری نسبت به جوشکاری MIG و TIG تولید می کند، زیرا شامل عملیات دستی الکترود می شود که منجر به تغییر در طول قوس و پایداری می شود که منجر به پاشش بیشتر می شود.
س: برای جلوگیری از پاشش در هنگام جوشکاری MIG چه اقدامات احتیاطی باید انجام شود؟
پاسخ: برای به حداقل رساندن پاشش در جوشکاری MIG، تنظیم ولتاژ و جریان در سطوح بهینه، دوری از تمیز کردن بیش از حد سیم جوش، استفاده از گاز محافظ مناسب و حفظ فاصله مناسب از قطعه کار برای جلوگیری از اختلال در حوضچه جوش مهم است.
س: تمیزی سطح جوش چگونه بر پاشش جوش تأثیر می گذارد؟
پاسخ: تمیزی سطح جوش در کاهش پاشش مهم است. دودهایی که مانع نشت سطح می شوند مانند روغن، زنگ زدگی و کثیفی کیفیت جوش قوس الکتریکی و پایداری استخر را به شدت خراب می کنند که منجر به پاشش می شود. سطح باید از قبل درمان شود تا پاشش به طور موثر کاهش یابد.
س: مهمترین عوامل ایجاد پاشش در جوشکاری TIG چیست؟
پاسخ: اندازه و شکل الکترود تنگستن می تواند به پاشش در جوشکاری TIG به دلیل سرعت جریان گاز نادرست یا شرایط قوس ناپایدار کمک کند. حتی زمانی که پاشش کمتر از جوشکاری MIG باشد، TIG نیز تحت تأثیر ناپایداری قوس قرار می گیرد که منجر به پاشش ناشی از تشکیل قطرات جوش می شود.
س: چگونه باید از پاشش جوش روی لبه جوش خلاص شوم؟
پاسخ: پاشش جوش را می توان به صورت مکانیکی با سنگ زنی و سنباده زدن یا با روش های شیمیایی مانند استفاده از اسپری های ضد پاشش از بین برد. نگهداری و سفارش مناسب در کارگاه جوشکاری تضمین می کند که پاشش در اثر تمیز کردن جوش ایجاد نمی شود و ظاهر با کیفیت فلز جوش را تضمین می کند.
س: روش جوشکاری که قصد استفاده از آن را دارید چگونه بر کیفیت جوش شما از نظر پاشش تاثیر می گذارد؟
پاسخ: انتخاب روش جوش، کیفیت جوش شما را بسیار تعیین می کند، زیرا می تواند پاشش را کنترل کند. به عنوان مثال، استفاده از یک قوس کوتاه در MIG باعث کاهش پاشش میشود، در حالی که سرعت یا زاویه ثابت در TIG تضمین میکند که اختلال در مواد مذاب در مقدار کنترلشدهای باشد و در نتیجه جوشهایی با کیفیت بالا بدون پاشش ایجاد شود.
منابع مرجع
1. یک سیستم نظارت بر پاشش جوش نقطه ای بر اساس بینایی ماشین
- نویسندگان: Xiaodong Wang، Zhengqiang Zhu، Hongyu Peng، Yongqiang Wang
- منتشر شده در: 2023 سومین کنفرانس بین المللی مهندسی برق و فناوری مکاترونیک (ICEEMT)
- تاریخ انتشار: ژوئیه 21، 2023
- خلاصه: این مقاله یک سیستم نظارت بر بینایی ماشین را ارائه میکند که برای ضبط و تجزیه و تحلیل پاشش در حین جوشکاری نقطهای مقاومتی طراحی شده است. این سیستم از یک دوربین صنعتی با سرعت بالا برای گرفتن هزاران فریم در طول چرخه جوشکاری استفاده میکند و فریمهای کلیدی را که ویژگیهای پاشش قابل توجهی از خود نشان میدهند شناسایی میکند. این مطالعه اثرات فشار و جریان را بر تولید پاشش متمایز میکند و سایر پدیدههای پاشش ناشی از سایش یا ناهماهنگی الکترود را شناسایی میکند. این سیستم با استفاده از C++ پیادهسازی میشود و عملکرد پایدار را نشان میدهد و به طور موثر مسائل پاشش را در زمان واقعی تشخیص میدهد(وانگ و همکاران، 2023، صفحات 76-80).
2. پیشبینی نرخ تولید پاشش جوش در انتقال اتصال کوتاه توسط شبکه عصبی کانولوشن
- نویسندگان: سانگا لی، اچ. ریو، کانگمیونگ سئو
- منتشر شده در: مجله جوش و اتصال
- تاریخ انتشار: 17 فوریه، 2023
- خلاصه: این مطالعه از یک شبکه عصبی کانولوشن (CNN) برای پیشبینی نرخ تولید پاشش جوش در طول فرآیندهای انتقال اتصال کوتاه استفاده میکند. نویسندگان مدلی را توسعه دادند که پارامترهای مختلف جوشکاری را برای پیشبینی تولید پاشش تجزیه و تحلیل میکند و درک دینامیک پاشش در جوشکاری قوس فلزی گاز (GMAW) را افزایش میدهد. یافته ها نشان می دهد که مدل CNN می تواند به طور موثر نرخ پاشش را پیش بینی کند و به بهبود کنترل فرآیند و تضمین کیفیت در عملیات جوشکاری کمک کند.(لی و همکاران، 2023).
3. اثرات زمان جوشکاری و توان الکتریکی بر ویژگی های حرارتی پاشش جوش برای تجزیه و تحلیل خطر آتش سوزی
- نویسندگان: Y. Shin، W. You
- منتشر شده در: انرژی ها
- تاریخ انتشار: 9 دسامبر، 2020
- خلاصه: این تحقیق ویژگیهای حرارتی پاشش جوش ایجاد شده در طول جوشکاری قوس فلزی محافظ را بررسی میکند و بر رابطه بین زمان جوش، توان الکتریکی و خطر آتشسوزی تمرکز میکند. این مطالعه شامل یک تنظیم تجربی برای کنترل زاویه تماس و نرخ تغذیه، تجزیه و تحلیل همبستگی بین حجم پاشش، حداکثر قطر، سرعت پراکندگی و دما بود. نتایج نشان میدهد که افزایش زمان و توان جوشکاری منجر به اندازههای پاشش بزرگتر و دماهای بالاتر میشود و بینشی در مورد مدیریت خطر آتش سوزی در طول جوشکاری ارائه میکند.(شین و تو، 2020).
4. تعامل بین منبع گاز محافظ موضعی و اندازه نقطه لیزری در تشکیل پاشش در جوشکاری پرتو لیزری AISI 304
- نویسندگان: سی. دیگل، تی. ماتولات، کی. شریکر، لیاندر اشمیت، تی. سیفلد، جی. برگمان، پی.
- منتشر شده در: علوم کاربردی
- تاریخ انتشار: سپتامبر 20، 2023
- خلاصه: این مقاله به بررسی اثرات منبع گاز محافظ موضعی و اندازه نقطه لیزری بر تشکیل پاشش در طی جوشکاری پرتو لیزر فولاد ضد زنگ AISI 304 میپردازد. نویسندگان آزمایشهایی را با استفاده از اندازههای مختلف لیزری و پیکربندیهای جریان گاز، اندازهگیری مقدار پاشش، اندازه و سرعت انجام دادند. یافته ها نشان می دهد که جریان گاز موضعی به طور قابل توجهی تشکیل پاشش را کاهش می دهد و اندازه نقطه لیزر بر سرعت جریان مذاب به سمت بالا تأثیر می گذارد که به نوبه خود بر دینامیک پاشش تأثیر می گذارد.(دیگل و همکاران، 2023).
5. بررسی مکانیسم تشکیل شبکه پاشش و حالت نفوذ تحت جوش لیزری حالت حلقه انعطاف پذیر
- نویسندگان: یانگ ژانگ، جیشی چن، ونشوای ژانگ، چوانگزونگ لی، سی. کیو، جی. دینگ، هائوتیان لو، کجین ژانگ
- منتشر شده در: مجله تحقیقات و فناوری مواد
- تاریخ انتشار: مارس 1، 2023
- خلاصه: این تحقیق مکانیسمهای تشکیل پاشش و حالتهای نفوذ را در جوشکاری لیزری حالت حلقه انعطافپذیر بررسی میکند. نویسندگان تشکیل شبکه پاششی و رابطه آن با عمق نفوذ جوش را تحلیل میکنند. این مطالعه از تصویربرداری با سرعت بالا برای مشاهده دینامیک پاشش استفاده می کند و بینش هایی را در مورد بهینه سازی پارامترهای جوشکاری برای به حداقل رساندن تولید پاشش ارائه می دهد.(ژانگ و همکاران، 2023).
6. جوش
7. فلز






