



Сварка играет особенно важную роль в различных секторах; однако, такие явления, как сварочные брызги, могут отрицательно влиять на производительность, безопасность и общее качество продукции. Например, во время операций сварки MIG и TIG брызги не только создают дополнительные проблемы с очисткой, но также могут привести к отходам материала и, если их не контролировать должным образом, могут привести к появлению дефектов. Брызги обычно связаны с отходами. Также необходимо выполнить некоторую очистку, которая сама по себе является отходами. В этом руководстве подробно рассматриваются вопросы борьбы с брызгами и чистой точной сварки с использованием некоторых практических советов и проверенных методов. Кроме того, инструкторы по сварке с многолетним опытом могут направлять новичков на занятиях; однако эти наставничества, как правило, не уделяют внимания утонченным идеям, которые могут дать значительные улучшения в отношении преодоления различных проблем сварки. Кроме того, опытные специалисты могут достигать оптимальных результатов в каждом проекте, открывая дополнительный проект, осваивая эти стратегии вместе с опытными сварщиками. Отрегулируйте материалы и проактивно подходите к установкам, прецизионным инструментам и методам, чтобы внести изменения. Продолжайте читать, чтобы узнать, как изменение порядка материалов может привести к заметным изменениям.
Что является причиной разбрызгивания при сварке?
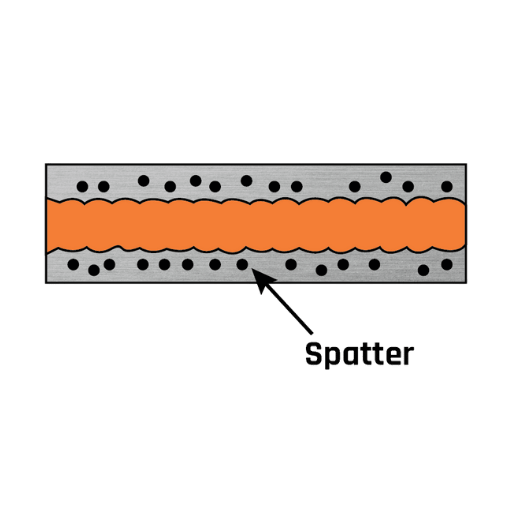
Понимание причин разбрызгивания металла при сварке
Каждое брызгообразование на заготовке может быть связано с некачественными методами, материалами и некоторыми проблемами неправильной настройки. Основными причинами брызгообразований могут быть слишком высокая сила тока, неправильное значение напряжения и неподходящая скорость подачи проволоки. Кроме того, использование плохо очищенных или подготовленных базовых материалов также усугубляет проблему. Более того, отсутствие защитного газа или использование неправильного сварочного присадочного материала приведет к неравномерному плавлению, что приведет к разбрызгиванию расплавленных капель. Понимание этих факторов поможет улучшить качество сварных швов за счет уменьшения брызгообразований.
Влияние параметров сварки MIG на разбрызгивание
Параметры сварки MIG играют решающую роль в определении параметров разбрызгивания в свариваемой детали, некоторые из них включают напряжение, ток сварки и скорость подачи проволоки. Обеспечение поддержания значения напряжения в заданном диапазоне значений помогает поддерживать стабильность дуги, но чрезмерный ток приводит к увеличению разбрызгивания. Аналогично, неправильная скорость подачи проволоки приведет к нестабильности дуги и спонтанному разбрызгиванию. Соблюдение установленных производителем параметров помогает устранить дефекты и гарантировать более чистые сварные швы. Кроме того, важен расход защитного газа, низкие уровни увеличивают разбрызгивание, в то время как защита дуги добавляет стабильности.
Функция электрода и защитного газа
Электроды и защитный газ оказывают большое влияние на качество сварки. Электрод выполняет функцию наполнителя для сварного соединения, повышая его прочность и ударную вязкость. Он должен быть изготовлен из тех же основных металлов, что и исходные металлы, чтобы предотвратить растрескивание. Газовая защита обеспечивает изоляцию сварочной ванны от атмосферного загрязнения, что защищает сварочную ванну, поскольку газы гарантируют поддержание дуги. Аргон, углекислый газ или их комбинация пользуются доверием из-за их пригодности к свариваемому материалу, а также требуемой отделке. Выбор подходящего электрода в сочетании с защитным газом, специально разработанным для конкретного сварного шва, повышает общее качество сварки и сводит к минимуму образование избыточных брызг.
Каковы наилучшие методы снижения разбрызгивания металла при сварке?

Лучшие практики по контролю сварочных брызг
- Измените настройки напряжения и силы тока. Проверьте, что требования к материалу и процессу соответствуют настройкам машины. Повышенное напряжение или сила тока часто приводит к дополнительному разбрызгиванию.
- Оптимизируйте скорость движения. Двигайтесь с постоянной и подходящей скоростью во время сварки. Слишком медленное или слишком быстрое движение приводит к неравномерному распределению тепла и повышенному разбрызгиванию.
- Используйте соответствующий защитный газ. Выберите подходящий для сварки защитный газ. Например, известно, что смесь аргона и углеродного газа разбрызгивается меньше, чем чистый углекислый газ.
- Поддерживайте чистоту поверхностей. Убедитесь, что базовый материал не содержит ржавчины, грязи и других факторов загрязнения перед сваркой. Чистые поверхности способствуют лучшему обслуживанию сварных швов.
- Правильное расположение электродов. Располагайте электроды под правильным углом и на правильном расстоянии от заготовки, чтобы дуга была более стабильной и уменьшала образование брызг.
Применение этих методов может помочь сварщикам добиться более чистой резки и одновременно сократить разбрызгивание.
Регулировка скорости подачи проволоки и сварочной дуги
Регулировка скорости подачи проволоки и сварочной дуги имеет решающее значение для достижения постоянного качества сварки. Наплавленная проволока называется присадочным материалом и добавляется через сварной шов с определенной скоростью, известной как скорость подачи проволоки. Если скорость подачи проволоки слишком высокая или слишком низкая, можно наблюдать слабые и неравномерные сварные швы. Кроме того, может возникнуть чрезмерное разбрызгивание или может произойти накопление материала. То же самое верно, если длина сварочной дуги короче или длиннее, чем та, которая считается идеальной. Тепловложение и проплавление также зависят от длины сварочной дуги. Достаточное слияние может быть достигнуто между базой материал и наполнитель металла, одновременно уменьшая дефекты, такие как пористость или непровар. Как и во всех процессах, оптимальные настройки можно задать, используя рекомендации производителей электродов и сварочных аппаратов, подстраиваясь под конкретные условия и используемые процессы.
Применение спрея против брызг совместно с другим оборудованием
Как и любой другой мощный инструмент, спреи Anti-Spatter Sprays можно использовать для предотвращения прилипания брызг к заготовке или другим областям в результате сварки. Лучше всего использовать продукт там, где брызги наиболее вероятны. Таким образом, время очистки резко сокращается, а дефекты закаленных брызг, которые могут возникнуть, смягчаются. Наряду с другим важным оборудованием, таким как зажимы для выпечки, объемные и проволочные щетки, шлифовальные диски для грубой и тонкой очистки, а также зажимы, которые удерживают заготовку с точностью, уменьшает накопление остаточных материалов. Было показано, что регулярное использование таких инструментов положительно влияет на процесс сварки и обеспечивает качественные результаты.
Возникают ли у вас проблемы с разбрызгиванием при сварке MIG?

Причины, способствующие разбрызгиванию при сварке MIG
Ошибки при сварке MIG брызгами обычно являются преднамеренными результатами неправильных настроек, плохого мастерства или загрязненных материалов. Основные причины:
- Соотношение напряжения и скорости подачи проволоки: Неправильная регулировка может привести к нестабильной дуге, что увеличит разбрызгивание.
- Чистота поверхности: Сварка не может быть эффективной, если поверхности грязные, ржавые или жирные.
- Поток газов: Как недостаточное, так и избыточное количество защитного газа может ухудшить качество сварных швов.
- Неправильное расстояние между электродами: Если держать электрод слишком быстро или слишком далеко от заготовки, дуга становится нестабильной.
Учет этих факторов позволяет получать более чистые сварные швы с минимальным количеством брызг.
Предупреждение образования брызг на основном металле
Чтобы сократить адгезию брызг, убедитесь, что заготовка очищена от загрязнений, таких как масло или ржавчина, перед сваркой. Используйте пасту или спрей против брызг и нанесите их на поверхность металла, чтобы сформировать адекватный защитный слой от брызг. Обеспечьте правильные параметры сварки, такие как напряжение, ток и скорость подачи проволоки, чтобы свести к минимуму образование брызг. Достаточный поток защитного газа помогает лучше предотвратить брызги, в то время как выступ электрода должен контролироваться таким образом, чтобы обеспечить сварные швы с меньшим количеством брызг. В дополнение к вышеупомянутым методам, очистка и обслуживание сварочного оборудования помогают контролировать избыточное брызгообразование.
Оценка качества сварки для уменьшения разбрызгивания
Для достижения оптимальной производительности сварки оценка разбрызгивания имеет решающее значение, и поэтому оценка качества имеет важное значение. Проверка сварных швов должна быть сосредоточена в основном на следующих параметрах: профиль шва, проникновение и глубина, а также общая однородность сварного шва. Качественные сварные швы должны обеспечивать однородность ширины, минимальные подрезы и плавные переходы между сварным швом и имеющимся основным материалом. Выявление видимых дефектов, таких как чрезмерное разбрызгивание, пористость или трещины, можно легко выполнить визуально.
Дальнейшее исследование сварных швов без ущерба для целостности соединения может быть достигнуто с помощью методов неразрушающего контроля (NDT), включая ультразвуковой контроль или радиографический контроль. Например, ультразвуковой контроль может оценить внутреннюю прочность сварного шва путем выявления пустот, включений и неполного сплавления. Считается, что правильная скорость сварки сохраняется в большинстве случаев, что приводит к минимизации разбрызгивания, улучшению проплавления и лучшему формированию валика.
Данные испытаний сварки показывают, что дефекты, связанные с разбрызгиванием, ухудшаются из-за неправильных настроек сварки, таких как чрезмерное напряжение. В некоторых случаях изменение скорости подачи проволоки или использование передовых методов импульсной сварки показало снижение разбрызгивания на 70%. Анализ после сварки предоставляет количественные данные с помощью тепловых карт и автоматизированных систем контроля сварки, что позволяет получить подробную оценку общего качества сварки. Если эти методы оценки являются приоритетными, можно повысить эффективность процесса сварки наряду с уровнем качества, обеспечиваемым с точки зрения разбрызгивания.
Лучшие методы предотвращения разбрызгивания при сварке TIG

Методы сварки: сравнение сварки TIG и MIG
методы и приложения сварки явно и существенно различаются как при сварке TIG (вольфрам инертный газ), так и при сварке MIG (металл инертный газ). В то время как при сварке TIG используется неплавящийся вольфрамовый электрод, который обеспечивает более точные, высококачественные сварные швы с очень небольшим количеством брызг, что делает ее более эффективной для более тонких материалов, при сварке MIG используется плавящийся проволочный электрод, что делает ее более подходящей для скоростной сварки более толстых материалов. По сравнению со сваркой TIG, сварка MIG часто более быстрая и универсальна, но выделяет больше брызг. Если в текущем приложении необходимо сосредоточиться на брызгах сварки и общем качестве, то сварка TIG является наиболее подходящим вариантом.
Поддержание стандартов сварки в соответствии с требованиями к TIG-сварке без брызг
Для работы сварки TIG без брызг необходимо соблюдать точность рабочих условий и соблюдение определенных мер контроля. К критическим вопросам относятся выбор электрода, чистота и тип используемого защитного газа, а также обслуживание оборудования. Кроме того, для обеспечения стабильной дуги и контроля загрязнения использование правильного сорта вольфрамового электрода также требует надлежащих методов шлифования. Угол шлифования, который наиболее рекомендуется для вольфрама, составляет от 30 до 60 градусов, принимая во внимание требуемую силу тока и свариваемый материал.
Примером защитного газа является аргон, чистота которого составляет 99.99%. Такой газ важен для поддержания чистой среды для сварки. Загрязняющие компоненты газа могут вызвать образование пор и другие дефекты в сварном шве. Установка расхода газа на уровне 15–20 кубических футов в час (CFH) обеспечивает покрытие без чрезмерного перемешивания, которое может привести к попаданию загрязняющих веществ в зону сварки.
Чистка деталей горелки и проверка шлангов на предмет утечек являются примерами рутинной работы и обслуживания, которые способствуют оптимальной производительности сварочного оборудования. Сварочные работы лучше всего выполнять с использованием чистой заготовки, поскольку любые поверхностные отложения, такие как масло, ржавчина или краска, приводят к образованию брызг, которые ухудшают качество сварки. Подготовка рабочей поверхности должна начинаться с эффективных методов, таких как очистка проволочной щеткой, обезжиривание или шлифование.
Соблюдение этих рекомендаций не только позволит избежать разбрызгивания металла, но и продлит срок службы оборудования и снизит вероятность поломки, а также повысит производительность процесса сварки.
Как устранить проблемы с разбрызгиванием при сварочных работах?

Советы по предотвращению брызг при сварке и обеспечению качества
Для решения проблем с контролем разбрызгивания и качеством сварки сначала необходимо установить параметры сварки. Убедитесь, что установлены правильные напряжение, сила тока и скорость перемещения в соответствии со свариваемым материалом и используемой процедурой сварки. Используйте качественный защитный газ и установите правильную скорость потока, чтобы дуга не была отравлена. Для контроля потока брызг от шероховатости дуги необходимо проверить неконтролируемое колебание дуги на предмет чрезмерного выступания электрода.
Грязь, масло, ржавчина и краска должны быть удалены с помощью химических щеток, проволочных щеток и шлифовальных машин перед очисткой поверхности. Используйте соответствующие проволоки и электроды для расходных материалов в зависимости от свариваемого основного металла.
Также выполняйте плановое техническое обслуживание сварочного оборудования. Сопла, контактные наконечники и шланги, как правило, подвергаются чрезмерному износу. Для контроля сварочных брызг используется метод регулировки угла горелки относительно заготовки, чтобы обеспечить устойчивый ручной контроль над горелкой. Соблюдение этих правил, безусловно, позволит контролировать брызги и постоянно улучшать качество сварки.
Решение проблем с чрезмерным разбрызгиванием
Чтобы начать решать проблемы с разбрызгиванием, начните с проверки параметров сварки, так как неправильная настройка напряжения, силы тока или скорости перемещения обычно является причиной разбрызгивания. Убедитесь, что используется правильный защитный газ и что скорость потока защитит дугу. Посмотрите на качество и тип расходных материалов; например, убедитесь, что провода или электроды совместимы с основным материалом. Очистите обрабатываемые поверхности, так как загрязнения, такие как ржавчина, смазка и краска, приводят к разбрызгиванию. Регулярное обслуживание инструментов путем замены изношенных сопел или контактных советы необходимы в стабилизации характеристик дуги. Наконец, для более чистых сварных швов необходимо использовать правильную технику удержания горелки под рекомендуемыми углами и постоянную подвижность.
Очистка мест сварки металлической щеткой и другими методами
Проволочная щетка — один из самых полезных инструментов для очистки зоны сварки, чтобы создать прочное и бездефектное соединение. Загрязнения, такие как ржавчина, грязь, краска или окисление, на основном материале необходимо удалить перед сваркой чтобы поверхность была готова к чистке. Проволочная щетка полезна после сварки, чтобы избавиться от остатков, таких как шлак, которые некрасивы, и подготовить поверхность к последующим операциям, таким как нанесение покрытия или покраска. Чтобы достичь наилучшего результата, убедитесь, что вы используете проволочную щетку, изготовленную из того же материала, что и очищаемый предмет, будь то сталь, нержавеющая сталь или алюминий. В зависимости от характеристик сварного шва и основного материала, могут использоваться другие методы очистки, такие как шлифование, зачистка или использование химических очистителей. Эти методы помогают улучшить качество и долговечность сварного шва, поскольку они способствуют чистой и стабильной поверхности.
Частые вопросы (FAQ)
В: Какие проблемы могут привести к разбрызгиванию металла во время сварки?
A: Разбрызгивание при сварке происходит по ряду причин, включая неправильные настройки сварочного аппарата, неправильную технику или загрязнения на заготовке. Например, в случае нарушения сварочной ванны разбрызгивание при сварке может возникнуть из-за неправильной длины дуги, скорости сварки или недостаточного покрытия защитным газом.
В: Каким образом тип сварки влияет на объем образующихся сварочных брызг?
A: Различные методы разбрызгивания, такие как сварка MIG и TIG, демонстрируют разный уровень разбрызгивания. Сварка MIG или газовая дуговая сварка металлическим электродом с большей вероятностью приведет к чрезмерному разбрызгиванию по сравнению со сваркой TIG, поскольку этот процесс подразумевает постоянную подачу сварочной проволоки, что, если не контролировать, приводит к сильному разбрызгиванию.
В: Зачем нужно соблюдать правильные настройки проволоки и газа при сварке MIG?
A: Правильные настройки проволоки и газа важны для сварки MIG, поскольку неправильные настройки влияют на качество сварки, скорость подачи проволоки и увеличивают разбрызгивание. При правильных настройках можно добиться стабильного потока горячего воздуха вместе с постоянным нагревом и проникновением — поверьте мне, это достижимо, просто установите правильные параметры — что значительно снижает разбрызгивание.
В: Образуется ли при дуговой сварке больше брызг, чем при сварке MIG и TIG?
A: Да, сварка штучными электродами приводит к большему разбрызгиванию, чем сварка MIG и TIG, поскольку она подразумевает ручное управление электродом, что приводит к изменению длины и стабильности дуги, что в свою очередь приводит к большему разбрызгиванию.
В: Какие меры предосторожности следует соблюдать, чтобы избежать брызг при сварке MIG?
A: Чтобы свести к минимуму разбрызгивание при сварке MIG, важно установить оптимальные уровни напряжения и тока, не допуская чрезмерной очистки сварочной проволоки, используя правильный защитный газ и соблюдая надлежащее расстояние от заготовки, чтобы не допустить нарушения сварочной ванны.
В: Как чистота свариваемой поверхности влияет на разбрызгивание металла?
A: Чистота поверхности сварки важна для снижения разбрызгивания. Пары, препятствующие утечкам на поверхности, такие как масло, ржавчина и грязь, значительно ухудшают качество дуговой сварки и устойчивость ванны, что приводит к разбрызгиванию. Поверхность необходимо предварительно обработать, чтобы эффективно снизить разбрызгивание.
В: Каковы наиболее важные факторы, вызывающие разбрызгивание при сварке TIG?
A: Размер и форма вольфрамового электрода могут способствовать разбрызгиванию при сварке TIG из-за неправильной скорости потока газа или нестабильных условий дуги. Даже когда разбрызгивание меньше, чем при сварке MIG, на сварку TIG также влияет нестабильность дуги, что приводит к разбрызгиванию из-за образования капель сварки.
В: Как избавиться от брызг металла по краям сварного шва?
A: Сварочные брызги можно удалить механическим способом, шлифуя и зачищая, или химическими средствами, например, с помощью спреев против брызг. Правильное содержание и порядок в сварочном цехе гарантируют, что брызги не будут скапливаться при очистке сварных швов, обеспечивая качественный внешний вид металла сварного шва.
В: Каким образом выбранный вами метод сварки повлияет на качество сварного шва с точки зрения разбрызгивания?
A: Выбор метода сварки во многом определяет качество вашего шва, поскольку он может контролировать разбрызгивание. Например, использование короткой дуги в MIG снижает разбрызгивание, в то время как постоянная скорость или угол в TIG обеспечивают контролируемое разрушение расплавленного материала, что приводит к высококачественным сварным швам без разбрызгивания.
Справочные источники
1. Система контроля брызг при точечной сварке на основе машинного зрения
- Авторы: Сяодун Ван, Чжэнцян Чжу, Хунъюй Пэн, Юнцян Ван
- Опубликовано в: 2023 3-я Международная конференция по электротехнике и мехатронным технологиям (ICEEMT)
- Дата публикации: Июль 21, 2023
- Резюме: В этой статье представлена система мониторинга машинного зрения, разработанная для захвата и анализа брызг во время контактной точечной сварки. Система использует высокоскоростную промышленную камеру для захвата тысяч кадров во время рабочего цикла сварки, определяя ключевые кадры, которые демонстрируют существенные особенности брызг. Исследование различает влияние давления и тока на образование брызг и определяет другие явления брызг, вызванные износом электрода или его несоосностью. Система реализована с использованием C++ и демонстрирует стабильную работу, эффективно обнаруживая проблемы с брызгами в режиме реального времени(Ван и др., 2023, стр. 76–80).
2. Прогнозирование скорости образования сварочных брызг при коротком замыкании с помощью сверточной нейронной сети
- Авторы: Санга Ли, Х. Рю, Канмён Со
- Опубликовано в: Журнал сварки и соединения
- Дата публикации: 17 февраля 2023
- Резюме: В этом исследовании используется сверточная нейронная сеть (CNN) для прогнозирования скорости образования сварочных брызг во время процессов переноса короткого замыкания. Авторы разработали модель, которая анализирует различные параметры сварки для прогнозирования образования брызг, улучшая понимание динамики брызг при газовой дуговой сварке металлическим электродом (GMAW). Результаты показывают, что модель CNN может эффективно прогнозировать скорость образования брызг, способствуя улучшению контроля процесса и обеспечению качества сварочных операций.(Lee et al., 2023).
3. Влияние времени сварки и электрической мощности на тепловые характеристики сварочных брызг для анализа риска возникновения пожара
- Авторы: Y. Шин, W. Ю
- Опубликовано в: Силы
- Дата публикации: 9 декабря 2020
- Резюме: В этом исследовании изучаются тепловые характеристики сварочных брызг, образующихся во время сварки защитным электродом, с упором на взаимосвязь между временем сварки, электрической мощностью и риском возгорания. Исследование включало экспериментальную установку для управления углом контакта и скоростью подачи, анализируя корреляции между объемом брызг, максимальным диаметром, скоростью рассеивания и температурой. Результаты показывают, что увеличение времени сварки и мощности приводит к увеличению размера брызг и повышению температуры, что дает представление об управлении риском возгорания во время сварки.(Шин и Ю, 2020).
4. Взаимодействие между локальной подачей защитного газа и размером лазерного пятна при образовании брызг при лазерной сварке стали AISI 304
- Авторы: C. Дигель, T. Маттулат, K. Шрикер, Леандер Шмидт, T. Зеефельд, J. Бергманн, P. Войзешке
- Опубликовано в: Прикладные науки
- Дата публикации: 20 сентября, 2023
- Резюме: В данной статье исследуется влияние локальной подачи защитного газа и размера пятна лазера на образование брызг во время лазерной сварки нержавеющей стали AISI 304. Авторы провели эксперименты с использованием различных размеров пятна лазера и конфигураций потока газа, измеряя количество, размер и скорость брызг. Результаты показывают, что локальный поток газа значительно снижает образование брызг, а размер пятна лазера влияет на скорость восходящего потока расплава, что в свою очередь влияет на динамику брызг.(Дигель и др., 2023 г.).
5. Исследование механизма формирования сетки разбрызгивания и режима проплавления при лазерной сварке гибким кольцевым методом
- Авторы: Ян Чжан, Цзеши Чен, Вэньшуай Чжан, Чуанцзун Ли, К. Цю, Цзюй Дин, Хаотянь Лу, Кэджин Чжан
- Опубликовано в: Журнал исследований и технологий материалов
- Дата публикации: 1 марта 2023
- Резюме: В этом исследовании изучаются механизмы формирования брызг и режимы проникновения при лазерной сварке в гибком кольцевом режиме. Авторы анализируют формирование сетки брызг и ее связь с глубиной проникновения сварного шва. В исследовании используется высокоскоростная визуализация для наблюдения за динамикой брызг и дается представление об оптимизации параметров сварки для минимизации образования брызг.(Чжан и др.., 2023).
7. Металл






