




Сварка – основополагающий процесс во многих отраслях промышленности, где жизнь зависит от точности методов и навыков выполнения процессов. Среди множества факторов, влияющих на качество и производительность сварки, положение сварки играет решающую роль. Каждое из положений сварки имеет свои сложности и свои методы выполнения, поэтому сварщику необходимо в совершенстве владеть этими положениями. Цель этой статьи – сделать положения сварки менее сложными, подробно изложив их основы и включив основные типы. Независимо от того, считаете ли вы себя опытным специалистом или только начинаете изучать эту область, это руководство поможет вам понять, как положение сварки влияет на процесс и конечный результат. Следите за новостями, чтобы узнать больше об этой базовой концепции сварки.
Основные положения сварки

Обзор положений сварки
Четыре основных положения сварки включают: горизонтальное (1G или 1F), горизонтальное (2G или 2F), вертикальное (3G или 3F) и потолочное (4G или 4F). Каждое положение ориентировано определённым образом относительно заготовки и направления сварки в зависимости от поставленной задачи. Сварка не будет точной, эффективной и надёжной, если не знать этих ключевых положений.
Плоское положение
Нижняя позиция, обычно известная как 1G (разделка кромок) или 1F (угловая позиция), считается самой лёгкой для сварки. При такой сварке расплавленный металл быстро поступает в соединение под действием силы тяжести, поскольку сварка ведётся через верхнюю часть шва. В этой позиции сварщик обладает максимальным контролем и обычно сваривает очень большие объёмы.
Горизонтальная позиция
Сварка в горизонтальном положении (2G/2F) выполняется в горизонтальной плоскости, ось которой параллельна полу. Горизонтальное положение сварного шва сложнее, чем плоская сварка, поскольку требуется более точно контролировать горизонтальную сварочную ванну, чтобы избежать провисания. Этот метод часто применяется для сварки балок и труб.
Вертикальная позиция
Вертикальное положение, обозначенное как 3G и 3F, позволяет сваривать швы вертикально вверх или вниз. Сварка вертикально вверх требует контролируемого метода, противодействующего силе тяжести, которая тянет расплавленный материал вниз. Это положение сварки чаще всего применяется при сварке труб, где требуется сварка достаточно прочных и пригодных для рентгенографии сварных швов.
Положение над головой
Потолочное положение сварки, обозначенное как 4G или 4F, является одним из самых сложных. В этом положении сварка производится по нижней стороне стыка, при этом расплавленный металл стекает вниз, что требует предельного контроля и высокой квалификации. Потолочная сварка крайне необходима при ремонте трубопроводов и в условиях ограниченного доступа к строительной площадке.
Последние данные:
Согласно последним статистическим данным и поисковым запросам, возрос интерес к сертификации и обучению по специализированным позициям сварщика, при этом потолочные и вертикальные позиции выделяются из-за их сложности. Запросы показывают интерес к освоению методов вертикальной сварки в различных отраслях, таких как нефтегазовая и аэрокосмическая. Владение этими позициями критически важно не только для программ сертификации, таких как стандарты AWS, но и для всей отрасли, которая ожидает от сварщиков универсальности.
Позиция 1G
Сварочное положение 1G, также известное как «нижнее», является одним из самых простых, но в то же время фундаментальных положений. Оно подразумевает сварку на горизонтальной поверхности, когда основной материал располагается ровно, а сварной шов наносится сверху. Это положение обычно используется в учебных заведениях или там, где требуется точная сварка, например, при строительстве трубопроводов, судостроении или проектировании конструкций.
Судя по последним поисковым тенденциям, полученным из данных [ссылка отсутствует], наиболее распространенные запросы о сварке в положении 1G касаются применения этого положения и наиболее подходящих для новичков методов. В частности, возникают вопросы взаимного влияния, такие как «что делает положение 1G подходящим для практики?» или «как добиться стабильного качества сварки в положении 1G?». Главное преимущество этого положения заключается в том, что оператор может использовать силу тяжести, поскольку оно позволяет хорошо контролировать сварочную ванну. Для достижения стабильности сварного шва сварщик должен сосредоточиться на настройках нагрева, скорости подачи и сварке электродом под правильным углом, чтобы предотвратить такие дефекты сварки, как подрезы или пористость.
В отрасли по-прежнему приоритетной считается сертификация 1G для сварщиков, поскольку для перехода к более продвинутым методам требуется овладение этой специальностью. Специалисты по сварке должны продемонстрировать владение 1G, прежде чем переходить к 5G или 6G, которые предполагают сварку труб в наклонных и более сложных условиях. Таким образом, 1G сохраняет свои позиции как важный этап на пути к получению сертификата и опыта в сварке.
Позиция 2G
Положение 2G, также называемое горизонтальным, широко используется при сварке конструкций и труб. В этом положении сварщик выполняет горизонтальный шов, ось которого параллельна полу, а свариваемый материал фиксируется в вертикальном положении. Рукоятка положения 2G создает дополнительные трудности, например, воздействие гравитационных сил на расплавленный металл шва, что при отсутствии точного контроля приводит к таким негативным последствиям, как провисание или неполное сплавление.
Последние данные, полученные из поисковых запросов, также показывают, что при выборе положения сварки 2G большое внимание уделяется способам получения качественного сварного шва с минимальным количеством дефектов. Это включает в себя поджиг электрода под углом вверх примерно 10–15°, поддержание контролируемой скорости подачи для равномерного распределения тепла и т. д. Не следует пренебрегать очисткой материалов после или непосредственно перед сваркой, как советуют некоторые специалисты по сварке. Любые загрязнения на материалах существенно влияют на прочность сварного шва. Знание и применение этих методов гарантирует повышение эффективности работы сварщика и получение высококачественных сварных швов, что делает 2G обязательным навыком для работников строительства, транспорта и энергетики.
Расширенные сварочные позиции

Позиция 3G Сварка
Сварочное положение 3G считается вертикальным. Это важный метод сварки, при котором вертикальным швам уделяется первостепенное внимание. Шов вертикальный по сравнению с положением стоящего сварщика. Возможность сварки в этом положении имеет первостепенное значение из-за факторов, влияющих на сварку, таких как сила тяжести, которая может привести к таким проблемам, как провисание или даже разрушение сварных швов, если не учитывать это должным образом.
Самый популярный вопрос в поисковых системах о сварке 3G: «Какова цель испытания по сварке 3G?» Этот тест оценивает способность сварщика выполнять очень прочный и качественный сварной шов в вертикальном положении. Испытание обычно проводится вертикально вверх (3G Uphill) и вертикально вниз (3G Downhill), оценивая подвод тепла, скорость сварки и контроль сварочной ванны. Сварщик, получивший сертификат по сварке 3G, обычно считается квалифицированным специалистом, способным рассчитывать на трудоустройство в таких областях, как судостроение, строительство трубопроводов и изготовление металлоконструкций.
Позиция 4G Сварка
Некоторые называют это положение потолочным. В этом положении сварки 4G сварщику приходится выполнять сварные швы под горизонтальной поверхностью. Это положение сложно из-за силы тяжести, которая заставляет расплавленный металл и шлак стекать вниз, что требует чёткого контроля нагрева и высококвалифицированного управления сварочной ванной. От сварщика требуется твёрдая рука, постоянная скорость и контроль, чтобы избежать провисания, чрезмерного разбрызгивания или даже непровара.
Недавние исследования поисковой системы подтвердили, что наиболее часто задаваемые вопросы о сварочной позиции 4G связаны с её отличиями от других позиций и сферами применения. Сварка в потолочном положении отличается от других тем, что сварщик проходит проверку на способность справляться с направленными вниз силами, действующими на сварной шов. Именно этот навык часто необходим в строительстве, обслуживании трубопроводов и ремонте тяжёлой техники, поскольку сварка выполняется в сложных или труднодоступных местах в потолочном положении. Сертификация по сварке в потолочном положении 4G действительно подтверждает владение основными методами сварки в суровых условиях для обеспечения целостности конструкции.
Вертикальное положение сварки
Вертикальное положение сварки, или обычно 3G, подразумевает сварку из вертикальной плоскости, перемещаясь либо вверх, либо вниз вдоль стыка. Этот метод сварки действительно очень важен, поскольку сварщику приходится бороться с силой тяжести, подводом тепла и поддержанием постоянной сварочной ванны. Вывод, полученный из последних данных, собранных в ходе исследований тенденций поиска 3G-сварки, продолжает подчеркивать интерес к применению вертикальной сварки в строительстве и обрабатывающей промышленности. Метод вертикальной сварки вверх предпочтителен для глубокого проплавления и прочности конструкции, в то время как метод вертикальной сварки вниз используется для тонких материалов, чтобы избежать прожогов. Владение вертикальными положениями сварки особенно важно для рабочих, которые будут продолжать работу над проектами, где особое внимание уделяется точности и стабильности сварки в очень сложных ориентациях.
Выбор правильного положения сварки

Факторы, которые следует учитывать при выборе правильного положения сварки
Выбор положения для сварки – непростая задача, поскольку на него влияют многочисленные факторы. Во-первых, следует учитывать тип и толщину материала. Положение «вертикально вниз» обычно используется при сварке тонких материалов, чтобы избежать прожогов, в то время как толстые материалы следует сваривать вертикально вверх, поскольку это может потребоваться для более глубокого проплавления и сохранения структурной целостности. Во-вторых, сам метод сварки и сам процесс сварки влияют на пригодность конкретного положения. Некоторые сварочные процессы подходят для разных положений, другие – хуже.
Помимо таких условий окружающей среды, как доступность рабочей зоны и наличие уютного помещения, сварщикам также следует учитывать меры безопасности и эргономичный комфорт при выполнении сварных работ в сложных положениях, поскольку неправильная поза может привести к стрессу, усталости или ошибкам. Согласно последним данным, полученным в результате поиска пользователей на платформе, особое внимание уделяется выбору положения, минимизирующего дефекты и обеспечивающего максимальную прочность сварного шва, особенно в промышленных условиях. Сочетание этих данных с традиционными знаниями в области сварки должно обеспечить желаемые результаты с точки зрения производительности и экономичности.
Распространенные ошибки при выборе положения сварки
Одна из распространённых ошибок при выборе положения шва заключается в том, что сварщики упускают из виду свойства материала и тип свариваемого соединения. Согласно обобщённым данным поисковой системы, пользователи часто забывают о том, что сила тяжести действует на расплавленный металл шва и может способствовать образованию наплывов или неполному проплавлению в некоторых ситуациях, например, при потолочной или вертикальных сварках. Другая распространённая ошибка заключается в том, что выбранное положение шва не соответствует уровню квалификации сварщика. Например, неквалифицированный сварщик может часто пытаться сваривать в положениях, таких как 6G, требующих очень умелой руки.
Ещё один момент, выявленный в результатах поиска, — это отсутствие учёта тепловложения в зависимости от положения сварки. Например, при горизонтальной сварке слишком большое количество тепла приведёт к асимметрии сварного шва, поскольку расплавленный материал будет падать под действием силы тяжести; с другой стороны, при сварке в вертикальном или потолочном положении слишком малое количество тепла приведёт к плохому проплавлению. Правильный контроль параметров сварки — напряжения, тока и скорости, — характерных для этих условий, служит важнейшим фактором, которому практически не уделяется должного внимания.
Вышеупомянутая ошибка дополняет другую: сварщики редко правильно подготавливают рабочее место, стабилизируя или перемещая заготовку под наиболее эргономичным углом для работы оператора. Речь идёт о зажимах и креплении; сварщикам следует учитывать это, чтобы избежать любых лёгких перемещений во время сварки. Это может служить примером отсутствия детального планирования и анализа при выборе положения сварного шва в соответствии с конкретными параметрами проекта, свойствами материала и навыками оператора.
Как определить правильный тип сварки
Выбор подходящего типа сварки — сложное решение, зависящее от ряда важных факторов, включая состав материалов, спецификации проекта, объём производства и доступность ресурсов. Согласно анализу последних тенденций и данным, полученным из поисковой системы, наиболее эффективный способ выбора подходящего типа сварки начинается с понимания свойств материала. Например, сварка MIG является наиболее эффективным способом сварки алюминия, углеродистой и нержавеющей стали благодаря своей универсальности и скорости, в то время как сварка TIG обеспечивает лучший контроль над тонкими материалами, обеспечивая высочайший уровень точности, необходимый для точной работы.
Другие факторы, которые следует учитывать, — это условия окружающей среды, в которых будет выполняться сварка. Например, сварка электродами часто предпочтительна при работе на открытом воздухе или в условиях изменяющейся окружающей среды из-за её надёжности в таких неконтролируемых условиях. Кроме того, объём производства играет решающую роль — промышленно автоматизированное производство методы сварки, такие как роботизированная MIG-сварка Системы лучше подходят для крупносерийного производства благодаря своей эффективности и повторяемости. Напротив, ручная сварка останется лучшим вариантом для индивидуальных заказов, требующих гибкости и креативности.
Уровень квалификации оператора — ещё один важный фактор. В то время как сварка TIG требует навыков и точности, такие сварочные процессы, как FCAW или MIG, гораздо более доступны для менее опытных сварщиков благодаря своей простоте. Сочетая эти соображения с последними достижениями в области оптимизации технологий и данными, демонстрирующими спрос на более совершенные гибридные методы, операторы могут гарантировать, что выбранный тип сварки соответствует требованиям проекта к оптимальной эффективности и целостности конструкции.
Различные методы сварки и их применение

Положение сварки в нижнем положении и его применение
Сварочное положение «нижний угол» по сути соответствует положению 1G в отраслевых стандартах и является наиболее базовым и эффективным. Оно предполагает сварку детали, поверхность которой расположена горизонтально, а расплавленная сварочная ванна находится непосредственно под электродом, что позволяет силе тяжести удерживать сварной шов. Это положение сварки используется в основном для высокоскоростной наплавки и несложных сварочных операций.
Согласно последним данным поисковой системы, запросы о положении сварки в плоских швах описывают отрасли, в которых она применяется: строительство, судостроение и монтаж трубопроводов. Возможность простой и качественной сварки с минимальным риском возникновения таких дефектов, как непровары или пористость, делает сварку в плоских швах предпочтительным методом для горизонтальных соединений при строительстве крупногабаритных конструкций. Кроме того, сварка в плоских швах, как правило, предпочтительна для автоматизации, например, с помощью роботизированных сварочных систем, благодаря оптимизированным процессам настройки, разработанным для неё. Это обеспечивает высокую производительность оператора и точное соответствие требованиям к конструкции.
Объяснение горизонтального положения сварки
Горизонтальное положение сварки позволяет рассматривать швы в горизонтальной плоскости и приобретает всё большую значимость в промышленности благодаря своей эффективности и приемлемому качеству. Согласно данным аналитики Cobb&Co., горизонтальное положение сварки чаще всего встречается в поисковых запросах в сфере строительства трубопроводов, судостроения и проектирования конструкций. Данный анализ демонстрирует вертикальную востребованность горизонтальной сварки в отраслях, где требуются прочные и точные соединения по сравнению с горизонтальными стыками большой протяженности.
Адаптивный роботы и лазерная сварка Это лишь некоторые из современных сварочных технологий, которые повысили эффективность горизонтальной сварки. Они обеспечивают максимальное распределение тепла, что, в свою очередь, снижает такие проблемы, как провисание сварного шва или подрез. Горизонтальное положение также обеспечивает лучший контроль над расплавленным металлом, что делает его необходимым для сварки высокопрочных сплавов. Всё это делает горизонтальное положение сварки центром инноваций и исследований в области сварочного машиностроения.
Проблемы позиционирования при потолочной сварке
Потолочная сварка считается одним из самых сложных методов сварки из-за своих характеристик и присущих ему опасностей. Основная сложность заключается в воздействии силы тяжести на расплавленный металл, что создаёт серьёзную угрозу его капания или разбрызгивания, что ставит под угрозу качество сварки и самого сварщика. Последние данные показывают, что сварщикам приходится сталкиваться с такими проблемами, как неравномерное проплавление, захват шлака или непровары, что обусловлено трудностями поддержания стабильной дуги и необходимой скорости сварки в перевёрнутом положении.
Передовые методы сварки, такие как усовершенствованный состав покрытия электрода и внедрение импульсной сварки MIG, успешно решают эту проблему, улучшая стабильность дуги и наплавку металла. Обучение сварщиков и учёт эргономических требований к работе над головой ещё больше углубляют решение подобных проблем, обеспечивая при этом безопасность. Такой комбинированный подход всегда будет оптимальной стратегией для преодоления трудностей при сварке над головой.
Позиции сварки труб
Позиции сварки труб с захватом
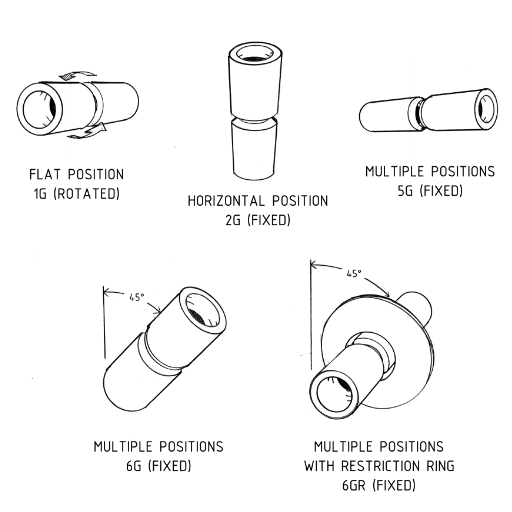
Положения при сварке труб крайне важны для обеспечения структурной целостности и надежности сварных соединений, поскольку они применяются в таких областях, где требуется бережное отношение и максимальная производительность, как трубопроводы или сосуды под давлением. В последнее время, как данные, так и отраслевой анализ убедительно свидетельствуют о том, что положения при сварке труб имеют четыре основных обозначения, согласно Американскому обществу сварщиков (AWS): 1G, 2G, 5G и 6G.
- 1G (плоское положение): Труба располагается горизонтально, а сварщик работает над верхней частью стыка. Это удобно для начинающих сварщиков благодаря простоте работы.
- 2G (горизонтальное положение): Труба установлена вертикально и сваривается по горизонтальной линии над стыком, что требует превосходного контроля сварки и определенных знаний о влиянии силы тяжести на расплавленный металл.
- 5G (вертикальное фиксированное положение): Труба расположена горизонтально, но, в отличие от 1G, её вращение запрещено. Сварщикам придётся сваривать трубу по всей окружности, при этом возникают проблемы с позиционированием сверху, по бокам и снизу.
- 6G (наклонное фиксированное положение): Самое сложное положение, в котором труба закреплена под углом 45 градусов; следовательно, сварщику приходится менять положения сварки всеми возможными способами на протяжении всей операции.
Однако без надлежащей подготовки и понимания положений, в которых можно выполнять сварку, невозможно выполнить сварку, соответствующую требованиям конкретного проекта. Положение 6G обычно используется сварщиками, имеющими соответствующую сертификацию; оно остаётся отличительным признаком профессионального мастерства во всей отрасли.
Методы улучшенной сварки труб
Эффективная сварка труб требует тщательной подготовки и безупречной техники в сочетании с использованием современного оборудования для достижения качественных результатов. Прежде всего, необходимо подготовить поверхности: кромки труб должны быть очищены и скошены в соответствии с принятыми стандартами, что снижает загрязнение и обеспечивает провар. Далее следует выбрать подходящий для проекта метод сварки: TIG, MIG или SMAW, каждый из которых имеет свои уникальные преимущества в зависимости от типа материала, его толщины и конкретной области применения.
Правильное совмещение труб — важный фактор, который в противном случае мог бы привести к дефектам сварки или ослаблению конструкции. Для установки совмещения обычно требуются зажимы, прихваточные швы и точная сборка. Контроль тепловложения, скорости подачи и угла наклона электрода во время сварки позволяет избежать подрезов, пористости или непровара. Согласно последним данным отрасли, с учётом вышеперечисленных факторов разработка автоматизированных и роботизированных сварочных систем обеспечивает более высокую точность и эффективность, тем самым ограничивая несоответствия, возникающие при ручном выполнении.
Для обеспечения целостности сварного шва проводятся непрерывные проверки и испытания, такие как неразрушающий контроль (НК), ультразвуковой контроль или радиографический контроль. Используя современные технологии обработки данных, такие как сварочные симуляторы и системы обучения с дополненной реальностью (ДР), сварщики повышают свои навыки и навыки для достижения требуемых характеристик сварки по производительности и точности. Таким образом, сочетая проверенные традиционные методы с современными технологиями, сварщики могут добиться наилучших результатов, одновременно отвечая ожиданиям всех остальных проектов.
Значение сварного соединения для качественной сварки труб
Качество сварных соединений при сварке труб имеет решающее значение для обеспечения безопасности, надежности и долговечности трубопроводных систем. Неправильно выполненный сварной шов может привести к таким неисправностям, как утечки, трещины и нарушения стабильности, которые приведут к остановке системы или даже к катастрофическим последствиям в условиях высокого давления или опасных средах. Согласно анализу тенденций поиска GelAfrica, нефтегазовая, химическая и водораспределительная отрасли подчеркивают важность качественного сварного соединения для соответствия строгим нормативным требованиям и минимизации дорогостоящего ремонта.
Современные методы сварки включают в себя правильную подготовку материалов, параметры сварки и методы послесварочного контроля, такие как визуальный контроль (VT) и ультразвуковой контроль (UT), для обеспечения высокого уровня целостности сварных швов. С другой стороны, использование передовых инструментов, таких как автоматизированные сварочные системы и методы неразрушающего контроля (НК), способствует повышению качества и выявлению дефектов в критически важных областях применения. Таким образом, особое внимание к качеству сварных швов гарантирует, что трубопроводные системы смогут выдерживать ежедневные эксплуатационные нагрузки и воздействие окружающей среды.
Часто задаваемые вопросы
Справочные источники
Университет Висконсина – Исследование по определению материала для включения в справочник для сварщиков и производителей
В этом исследовании рассматриваются различные сварочные процессы, положения и меры безопасности, предоставляя сварщикам всесторонний обзор.
Калифорнийский государственный университет, Сан-Бернардино – Разработка учебной программы для курса по навыкам манипуляции при дуговой сварке в защитных газах
В этом документе рассматриваются положения и методы сварки в рамках учебной программы по повышению квалификации сварщиков.
Американское общество сварщиков – Руководство по обучению и квалификации сварщиков
В настоящем руководстве содержится подробная информация о положениях сварки, включая сварку угловых и разделочных швов, и оно является ключевым источником информации для обучения опытных сварщиков.






