



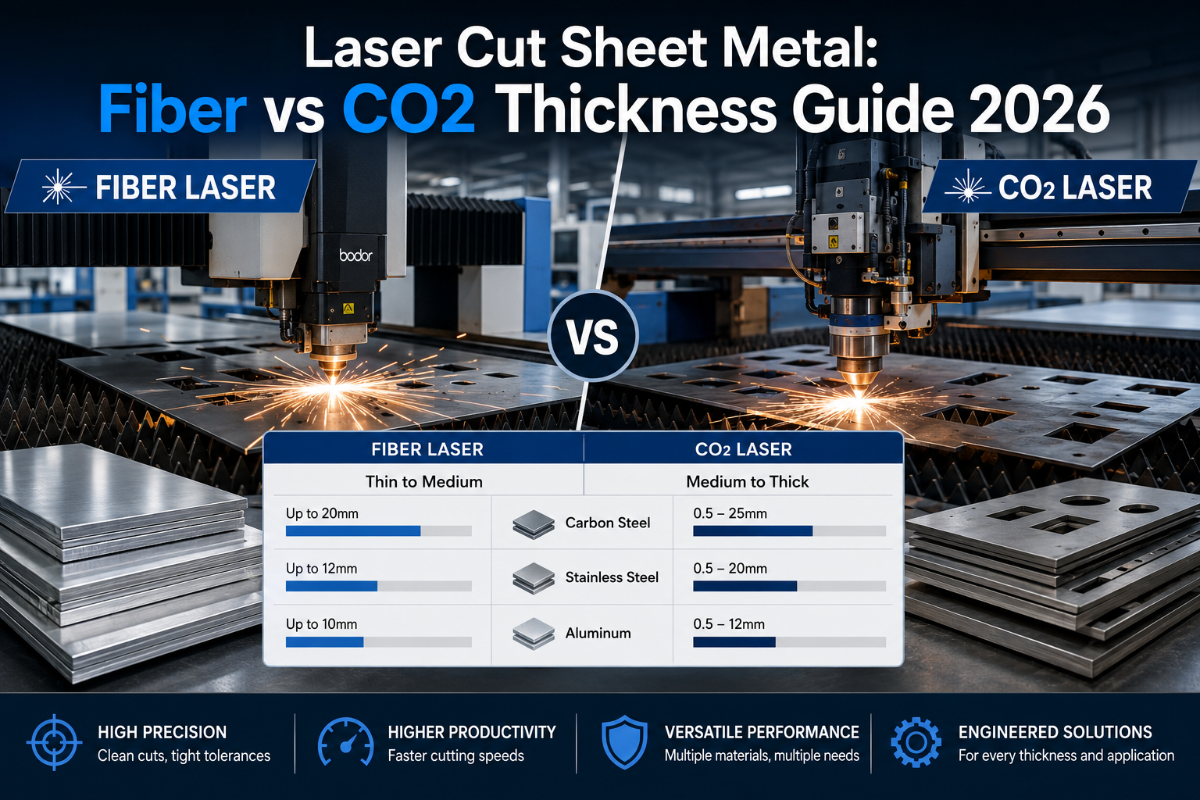
Как выполнить лазерную резку листового металла: толщина, точность и выбор между волоконным и CO2-лазером.
При лазерной резке листового металла в промышленных масштабах выбор между волоконным и CO2-лазером имеет три важных аспекта: толщина обрабатываемого металла, чистота получаемого края и размер ежемесячного счета за электроэнергию. Металл: по всем параметрам волоконный лазер превосходит CO2. Глубина резания: мощность зависит от толщины реза. Еще больше: по сравнению с плазменной/гидроабразивной резкой, лазер превосходит CO5 по точности резки – толщина среза составляет 0.05 мм против 0.50.1 мм у плазмы – 25 мм, при этом преимущество наблюдается при резке толстых листов толщиной более 25 мм.
Давайте рассмотрим физику длины волны, которая делает волоконный лазер подходящим инструментом для обработки металла, матрицу зависимости мощности от толщины, о которой спрашивает каждый покупатель, классы качества кромки по стандарту ISO 9013, реальные решения по вспомогательному газу, матрицу выбора между лазером, плазмой и гидроабразивной резкой, а также как выбрать волоконный лазерный станок для резки в цехе, а не для любительского использования.
Краткие характеристики: Лазерная резка листового металла
| Лучше всего подходит для тонкой стали/нержавеющей стали (≤6 мм). | Волоконно-оптический кабель мощностью 1–3 кВт, с поддержкой N₂. |
| Лучше всего подходит для толстой низкоуглеродистой стали (10–25 мм). | Волоконный источник питания 6–15 кВт, с поддержкой O₂. |
| CO2 пригоден для использования на металле | Да, но нерентабельно по сравнению с волоконно-оптической инфраструктурой после 2020 года. |
| Типичная ширина пропила | 0.1 – 0.3 мм |
| Типичный допуск по положению | От ± 0.05 до ± 0.15 мм |
| эталон качества кромки | ISO 9013: 2017 1–2 класс |
| Общие вспомогательные газы | N₂ (чистый), O₂ (скорость стали), сжатый воздух (тонкий алюминий) |
Как на самом деле работает лазерная резка листового металла
Лазерная резка листового металла работает за счет поглощения концентрированной фотонной энергии в небольшой точке до тех пор, пока металл не расплавится или не испарится быстрее, чем сможет отводить тепло, в то время как коаксиальная струя вспомогательного газа выдувает расплавленный материал из пропила. То, что вы видите как чистый разрез, на самом деле представляет собой контролируемый поток расплавленного металла, движущийся со скоростью от 1 до 50 метров в минуту в зависимости от мощности и толщины.
Большинство производственных работ охватывают четыре группы процессов. Резка плавлением Использует инертный азот для удаления расплавленного металла без окисления кромки, оставляя чистую поверхность, не требующую повторной обработки. Пламя резки В качестве реактивного вспомогательного вещества используется кислород, который вызывает экзотермическое сгорание стали — быстрее, но с образованием оксидного слоя по краям. Сублимационная резка Этот метод позволяет металлу переходить непосредственно из твердого состояния в парообразное, он используется на тонких отражающих металлах или для проработки очень мелких деталей. Дистанционная резка Использует высокоскоростную сканирующую оптику для нарезки чрезвычайно тонких листов без использования вспомогательного газа контактного типа.
Что такое лазерная резка листового металла?
В большинстве промышленных цехов резка листового металла осуществляется следующим образом: на одном или нескольких станках с ЧПУ лазерный луч мощностью в несколько киловатт фокусируется до субмиллиметрового размера, расплавляется пошагово слой металла, а расплавленный слой с помощью коаксиальной струи вспомогательного газа выдувается из пропила, при этом рез выполняется по траектории, заданной системой CAD. В результате получается точно вырезанная металлическая деталь, которая выходит из листа с достаточно плоскими краями для использования без механической обработки, с повторяемостью размеров в пределах ±0.1 мм и практически без механического воздействия на заготовку — даже тонкие или хрупкие листы остаются ровными.
Волоконный лазер против CO2-лазера: какой лучше режет листовой металл?
В новых установках для резки стали оптоволокно используется практически повсеместно. Переход произошел примерно в период с 2015 по 2020 год, и к 2025 году большинство устаревших систем на основе CO2, представленных на рынке, были приобретены предприятиями, а системы на основе оптоволокна перешли к большему числу поставщиков и используются в меньших масштабах производства стали или при резке акрила и дерева для изготовления вывесок.
| фактор | Волоконно-лазер | CO2 лазер |
|---|---|---|
| Длина волны | 1064 нм (ближний ИК-диапазон) | 10.6 мкм (дальний ИК-диапазон) |
| Эффективность розетки | ~30–40 процентов | ~10–15 процентов |
| Наилучший результат достигается при работе с тонким металлом (≤3 мм). | В 3 раза быстрее, чем CO2 | Приемлемо |
| Наилучшие результаты достигаются при работе с толстой сталью (≥15 мм). | Высокомощные оптоволоконные сети догоняют конкурентов. | В некоторых случаях небольшое преимущество |
| Светоотражающие металлы (алюминий, медь, латунь) | Да, с антибликовым покрытием. | Трудно отрезать чисто. |
| Техническая нагрузка | Низкий уровень (без зеркал, без газовой смеси) | Высокий (выравнивание зеркал + газ) |
| Капитальные затраты | Более высокий аванс | Нижний аванс |
«Правило 80 процентов: для применений, где более 80 процентов работы выполняется со сталью или другими металлами, волоконно-оптическая система — лучший вариант. Плюс к этому — повышенные затраты на сменную работу: в 3-4 раза эффективнее, чем электроэнергия, и окупит всю стоимость покупки за два-три года работы в одну смену».
— Инженер по промышленному производству, интеграция волоконно-лазерного оборудования в цехе
Может ли CO2-лазер резать листовой металл?
Да, с оговорками. CO2-лазер мощностью 4-6 кВт с подачей кислорода режет низкоуглеродистую сталь толщиной около 20 мм и неплохо справляется с нержавеющей сталью толщиной, скажем, 12-15 мм. Однако он плохо работает с отражающими металлами: алюминием, латунью, медью. При длине волны 10.6 мкм металл плохо поглощает свет и требует специальной оптики или дополнительной полировки. Любительские CO2-лампы мощностью от 40 до 150 Вт не предназначены для производственной резки листового металла; они гравируют металл с покрытием или наносят маркировку на анодированные поверхности, но это уже другая задача.
Максимальная толщина резки: Какую толщину может разрезать лазер?
Масштабирование параметров лазерной резки волоконным лазером приблизительно зависит от мощности, а тип металла имеет большое значение. В таблице ниже приведены примерные значения максимальной типичной толщины в зависимости от мощности и материала – это практический предел для производственного оборудования, а не теоретические нижние границы.
| Волоконно сила | мягкая сталь | Нержавеющий | алюминий | Латунь / Медь |
|---|---|---|---|---|
| 1 кВт | 5 мм | 3 мм | 2 мм | 1.5 мм |
| 3 кВт | 12 мм | 8 мм | 6 мм | 4 мм |
| 6 кВт | 20 мм | 14 мм | 12 мм | 8 мм |
| 12 кВт | 30 мм | 25 мм | 25 мм | 15 мм |
| 15 кВт | 40 мм | 30 мм | 30 мм | 20 мм |
Металл какой толщины можно резать лазером?
Производственные волоконные лазеры позволяют резать низкоуглеродистую сталь толщиной примерно 40-50 мм при мощности 15-20 кВт, но при толщине более 25 мм экономически целесообразнее использовать плазменную или гидроабразивную резку. Лазерная резка крайне неэффективна при быстрой обработке тонких листов толщиной менее 6 мм и значительно превосходит все остальные процессы по скорости и качеству кромок. Обработка отражающих металлов занимает меньше места, относительно говоря, медь редко выдерживает толщину более 15-20 мм даже при высокой мощности, поскольку длина волны все еще отражает свет.
Может ли лазер мощностью 40 Вт резать листовой металл?
Нет, не в производственном смысле. Лазер мощностью 40 Вт — это любительский CO2-гравер. Он маркирует листовой металл с покрытием, травит анодированный алюминий, но не может пробивать необработанный лист. Высококачественная резка листового металла начинается примерно с 1 кВт (1,000 Вт) мощности волоконного лазера и зависит от этого. Разница между гравировальным станком HV51 мощностью 40 Вт и производственным резаком мощностью 1 кВт составляет 25, а не процент.
Точность и допуск: что на самом деле означает ±0.05 мм?
Допуски лазерной резки лучше, чем допуски механической резки. Стандартный допуск для изготовления составляет 0.127 мм (0.005 дюйма), а для высококачественных изделий он достигает 0.076 мм (0.003 дюйма) или лучше на лучших волоконно-оптических системах. Ширина пропила (ширина расплавленного лазером материала) составляет от 0.1 до 0.3 мм в зависимости от мощности и вспомогательного газа, что в три раза меньше, чем при гидроабразивной резке, и в десять раз меньше, чем при плазменной резке.
Качество кромок определяется следующими параметрами: ISO 9013: 2017ISO 9013 — международный стандарт для термической резки. Он определяет четыре класса качества по двум основным осям: допуск на перпендикулярность и средняя высота профиля поверхности. Класс 1 — самый чистый, подходит для прямой сварки без подготовки; класс 4 — самый грубый, часто встречается при резке пластин пламенем. Производственные волоконные лазеры стабильно обеспечивают классы 1–2 на тонкой стали и нержавеющей стали, а классы 2–3 — на более толстых пластинах.
Каковы допуски для листового металла, вырезанного лазером?
Стандартный промышленный допуск составляет 0.127 мм (0.005 дюйма) для плоских поверхностей в общем применении. В производстве высококачественных изделий этот показатель составляет 0.076 мм (0.003 дюйма). Отверстия для крепежных элементов в процессе изготовления в среднем имеют допуск +0.076 мм/−0.000 мм для обеспечения правильной установки. Для сравнения, плазменная обработка обеспечивает допуск 0.5–1 мм, а гидроабразивная — 0.1–0.2 мм. Для деталей, требующих допуска менее 0.1 мм, последующая обработка является единственным вариантом, если волоконный лазер недоступен.
Совместимость с металлами: сталь, нержавеющая сталь, алюминий, латунь, медь.

Все распространенные листовые металлы можно резать волоконным лазером, но используемые вспомогательные газы и параметры резки значительно различаются в зависимости от сплава. Вот типичные исходные значения для распространенных марок металла.
- ✔
Низкоуглеродистая сталь (углеродистая сталь) — самый простой в обработке материал. Использование кислорода ускоряет резку за счет экзотермической реакции. На кромке образуется тонкий слой оксида, который необходимо очистить, если деталь будет подвергаться сварке или покраске. - ✔
Нержавеющая сталь — Для получения чистой кромки без окислов необходима подача азота. Резка стали марок 304 и 316 происходит предсказуемо; для дуплексной нержавеющей стали требуется немного более медленная подача. - ✔
алюминий — Отражает свет при малой толщине листа и мощности ниже 1 кВт. При мощности 3 кВт и выше волоконная резка обеспечивает чистый рез алюминия. Для тонких листов подходит сжатый воздух, для толстых — азот для более чистого края. - ✔
Латунь и медь — наиболее отражающие распространенные металлы. Современные волоконно-оптические головки оснащены антибликовой оптикой, специально предназначенной для этих сплавов. Производительность резки начинается примерно с 3 кВт при заявленной производителем антибликовой обратной связи. - ✔
оцинкованная сталь — режет хорошо, но цинковое покрытие испаряется, превращаясь в дым. Местная вытяжная вентиляция обязательна. Руководство OSHA по лазерной опасности.
Лазерная резка, плазменная резка или гидроабразивная резка: когда выбрать тот или иной метод?
В цехе по обработке листового металла используются три основных процесса термической/абразивной резки. Каждый из них оптимизирован для определенного технологического окна, и выбор неподходящего процесса может привести либо к недоиспользованию оборудования, либо к необходимости доработки деталей.
| фактор | Лазер | плазма | Струя воды |
|---|---|---|---|
| Практическая толщина | 0.5 – 25 мм | 3 – 50 мм | 0.5 – 200 мм |
| Отказоустойчивость | От ± 0.05 до ± 0.15 мм | От ± 0.5 до ± 1.0 мм | От ± 0.1 до ± 0.2 мм |
| Ширина пропила | 0.1 – 0.3 мм | 1.0 – 3.0 мм | 0.5 – 1.5 мм |
| Зона термического влияния | Более крупные, часто встречаются шлаки. | Ничто | |
| Скорость (тонкая сталь ≤6 мм) | Самый быстрый | Быстрый | Замедлять |
| Скорость (толщина пластины ≥25 мм) | Медленный / непрактичный | Самый быстрый | Средняя |
| Лучше всего подходит для неметаллов | только CO2 | Нет | Да (любой материал) |
Руководство по принятию решений
- Высокоточная лазерная резка листового металла с использованием волоконного лазера диаметром 6 мм.
- Качество кромки не имеет решающего значения при плазменной резке листового металла толщиной 25-50 мм.
- Гидроабразивная резка идеально подходит для деталей, чувствительных к механическим напряжениям, экзотических сплавов и любых изделий, деформирующихся под воздействием тепла.
- Мощный волоконный лазер является самым быстрым средством для обработки различных материалов, таких как пластины толщиной 6-25 мм.
Для магазинов, оценивающих новые Оборудование для лазерной резки для производстваВопрос редко сводится к тому, есть оптоволокно или нет — скорее, какой класс мощности соответствует расписанию.
Настройки мощности, скорости и вспомогательного газа
Управление волоконным лазером осуществляется тремя основными параметрами: мощностью, скоростью подачи и давлением газа, которые настраиваются для каждого сплава и толщины. Вот базовые значения. Операторы цеха поддерживают библиотеки параметров для каждого волоконного лазера в соответствии со сплавом и толщиной металла; приведенные здесь значения являются типичными значениями по умолчанию для волоконного лазера мощностью 6 кВт, работающего с распространенными листовыми металлами.
| Материал | Толщина | Скорость | Вспомогательный газ |
|---|---|---|---|
| мягкая сталь | 3 мм | 7 м/мин | O₂ при 0.6–1.0 бар |
| мягкая сталь | 12 мм | 1.6 м/мин | O₂ при 0.4–0.6 бар |
| Нержавеющая сталь 304 | 3 мм | 5 м/мин | N₂ при 12–15 бар |
| Алюминий 5052 (также пишется aluminium 5052) | 3 мм | 9 м/мин | N₂ при 16–20 бар |
| Латунь | 2 мм | 4 м/мин | N₂ при 18 бар |
📐 Инженерная заметка
Для низкоуглеродистой стали выбирайте кислородную обработку, поскольку она ускоряет резку на 30–50 процентов за счет экзотермической реакции, что позволяет получить кромку с высоким содержанием оксидов. Для нержавеющей стали и алюминия, где важна чистота кромки и нельзя допускать образования вороненого слоя или оксидной пленки, выбирайте азот. Сжатый воздух является недорогой альтернативой для тонкого алюминия на маломощных станках, но он приводит к образованию видимого оксидного слоя, который необходимо удалять для улучшения адгезии краски.
Как выполнить лазерную резку листового металла?
Рабочий процесс на производственной ячейке для волоконной резки выглядит следующим образом: импорт файла DXF или STEP в программное обеспечение для раскроя; предоставление программе возможности расположить компоненты для максимальной эффективности использования материала; выбор профиля параметров, соответствующего сплаву и толщине стали; пробивка; резка; удаление компонентов; снятие заусенцев при необходимости. Резка стального логотипа толщиной 1 мм волоконной резкой мощностью 6 кВт занимает менее 30 секунд. Резка кронштейна из низкоуглеродистой стали толщиной 20 мм занимает приблизительно 90 секунд. Производство изделий из низкоуглеродистой стали ограничено временем загрузки и выгрузки материала, а не временем резки, поэтому автоматизация быстро окупается в серийном производстве.
Экономика производства: себестоимость детали и производительность.
Структура затрат на лазерную резку листового металла включает в себя: стоимость оборудования в час, среднее время обработки одной детали и стоимость материалов. Типичные отраслевые расценки на работу волоконного лазера составляют от 80 до 180 долларов США в час, в зависимости от местоположения, уровня мощности и производственных мощностей. Использование системы мощностью 6 кВт для резки 60 стальных кронштейнов толщиной 1 мм в час при скорости 120 долларов США в час приводит к стоимости резки одной детали в 2.00 доллара США без учета материалов и вторичной обработки.
Для прототипов и мелкосерийного производства такие сервисы, как OSH Cut и SendCutSend, представляют собой агрессивную ценовую стратегию, поскольку их алгоритмы раскроя, как правило, объединяют множество деталей заказчика на одном листе. Точка безубыточности, при которой собственное производство становится дешевле, чем аутсорсинг, обычно составляет около 50-500 экземпляров на изделие, в зависимости от формы. После этого порога собственное производство становится более экономически выгодным в расчете на единицу продукции, обеспечивает более короткие сроки выполнения и более гибкие возможности внесения изменений в дизайн.
Как выбрать станок для лазерной резки листового металла волоконным лазером
При принятии решения о резке учитываются пять критериев. Мощность, рабочая зона, автоматизация, охлаждение и поддержка поставщика — все это имеет значение, но только один из них является обязательным условием для стабильной производительности.
Контрольный список пяти критериев для отбора продукции
- Диапазон потребляемой мощности: 1-3 кВт для стандартных опытно-конструкторских цехов, избегающих усовершенствований; 6-8 кВт для цехов, чувствительных к цене и технологическому процессу, и 12-15 кВт и более для производителей толстолистовой продукции.
- Размер рабочей области и пропускная способность. Малый формат/листовой формат 1500–3000 мм (510 футов), средний формат 2000–6000 мм (620 футов), большой формат/архитектурная документация 2500–9000 мм (810 футов).
- Уровень автоматизации. Автоматический разгрузчик/сортировщик и листогибочный станок значительно сокращают трудозатраты при больших объемах производства. Экономичное трехсменное производство с одним оператором возможно при мощности более 8 кВт благодаря автоматизации.
- Охлаждение и газ. Для волоконных лазеров мощностью более 3 об/мин требуется чиллер. Необходимо учитывать условия контракта с поставщиком газа (O₂ или N₂), а цены могут определять рентабельность проекта.
- Поддержка комплектующих и цепочка поставок. Даже самая недорогая новая машина сегодня становится самой дорогой в течение трехлетнего срока службы, если поставка коллимационных линз, сопел или волоконно-оптических модулей задерживается на три месяца вместо недели.
| Уровень объема | Рекомендуемая машина | Почему |
|---|---|---|
| Мастерская по изготовлению прототипов (<500 деталей в месяц) | Оптоволокно 1–3 кВт, ручная нагрузка | Низкие капиталовложения, простое обучение |
| Мелкосерийное производство (500–5,000 единиц в месяц) | Оптоволокно 6–8 кВт + устройство смены паллет | Пропускная способность плюс гибкость при работе с различными металлами |
| Производство OEM (более 5,000 единиц в месяц) | Оптоволокно 12–15 кВт + автоматизация вышек | Возможность работы без участия оператора, низкая стоимость детали. |
Ключ к производственному уровню промышленные станки для лазерной резки волоконным лазером Закупки — это тот самый конвейер, который определяет заявленную мощность. Превратится ли разница в стоимости в 12 кВт против 10 кВт в разницу в доходах более чем на 100 долларов в месяц для клиентов, у которых комплектующие лежат на полках в ожидании поставки?
Лазерная резка листового металла в 2026 году
В 2026 году рынок волоконных лазеров будет развиваться под влиянием двух основных тенденций: ежегодного структурного роста спроса на лазерную резку листового металла; и увеличения мощности, от премиального уровня в 8-12 кВт до массового сегмента в 12-15 кВт с появлением моделей мощностью 20-30 кВт.
По оценкам Отчет компании Mordor Intelligence о рынке станков для лазерной резки за 2026 год.Согласно прогнозам, мировой рынок вырастет с 7.14 млрд долларов США в 2025 году до 7.82 млрд долларов США в 2026 году, достигнув 12.34 млрд долларов США к 2031 году, при среднегодовом темпе роста примерно в 9.5%. В рамках этого роста доля волоконных лазеров превышает долю CO2-лазеров.
Если в план входит выход на производственную мощность к 2026 году, то капитальные заказы, размещенные во втором квартале, вполне реально выполнить к моменту запуска производства в четвертом квартале. Заказы в третьем квартале не будут готовы к предрождественскому ажиотажу. Сроки поставки волоконных лазеров мощностью 12 кВт и более для новых объектов составляют от шести до девяти месяцев.
Часто задаваемые вопросы

В: Можно ли использовать CO2-лазер для резки листового металла в производстве?
Посмотреть ответ
В: Какую толщину металла может разрезать лазер?
Посмотреть ответ
В: Каковы допуски при лазерной резке листового металла?
Посмотреть ответ
В: Лазерная резка листового металла или плазменная резка с ЧПУ — что лучше?
Посмотреть ответ
В: Вам необходимо выполнять лазерную резку по CAD-файлу?
Посмотреть ответ
В: Какова себестоимость одной детали при серийном производстве?
Посмотреть ответ
Статьи по теме
- Промышленные волоконные лазерные станки для резки, предназначенные для серийного производства.
- Как выбрать станок для лазерной резки волоконным лазером для цехов с широким ассортиментом продукции.
- Объяснение покупателям стандартов качества кромок по ISO 9013.
- Лазерная резка, плазменная резка и гидроабразивная резка: матрица принятия решений для производителя.
Ссылки и источники
- ISO 9013:2017 Терморезка — Классификация терморезки — Международная организация по стандартизации
- Лазерная резка – Википедия (справочник по процессу и истории)
- Лазерные опасности — Управление по охране труда и технике безопасности США
- Отчет о рынке станков для лазерной резки на 2026-2031 годы – Mordor Intelligence
- Плазменная резка против лазерной резки – Технический справочник Hypertherm
Команда, подготовившая этот отчет.
В данном руководстве обобщены допуски на термическую резку по стандарту ISO 9013:2017, параметры волоконных лазеров от производителей в диапазоне от 1 кВт до 15 кВт, данные об объеме поисковых запросов с апреля по сентябрь 2025 года по кластеру ключевых слов, связанных с лазерной резкой листового металла, а также рыночные прогнозы Mordor Intelligence на 2026-2031 годы. Матрица толщины и значения допусков отражают практику, применяемую на производстве как с волоконными, так и с CO2-лазерами. Пользователям рекомендуется сверить результаты со спецификациями своего оборудования и выполнить пробную резку перед началом производства.






