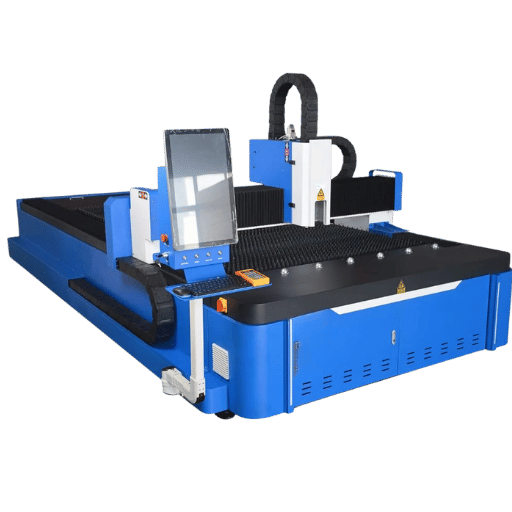
A волоконно-лазерная резка Это промышленный станок с ЧПУ, использующий мощный лазерный луч на основе иттербиевого волокна с длиной волны около 1.06 мкм, а также вспомогательный газ высокого давления для расплавления и выдувания металла из узкого пропила. Независимо от того, задаете ли вы размеры впервые... лазерная машина для резки металла При выборе между заменой изношенного плазменного стола решение сводится к четырем параметрам: мощности, толщине обрабатываемого металла, используемому вспомогательному газу и реальной стоимости за пять лет. В этом руководстве каждый из этих параметров рассматривается на основе проверенных данных производителя и стандартов безопасности, регулирующих работу этих машин.
Краткие характеристики: Станок для лазерной резки волоконным лазером
| Источник луча | Волоконный лазер с примесью иттербия (твердотельный) |
| Длина волны | ~1,060–1,080 нм (1.06 мкм, ближний инфракрасный диапазон) |
| Диапазон мощности | От 1 кВт (начальный уровень) до 30 кВт (сверхвысокая мощность) |
| Размеры кроватей | 3015 (1.5×3 м / 4×8 футов) до 6020 |
| Вспомогательные газы | Кислород (углеродистая сталь), азот (нержавеющая сталь/алюминий), сжатый воздух (тонкий листовой металл) |
| Источник питания | Трехфазный промышленный источник питания 220 В / 380 В |
| Класс безопасности | Соответствует классу 1 согласно требованиям FDA 21 CFR 1040.10 / IEC 60825-1 |
Подходит ли станок для лазерной резки волоконным лазером для вашей мастерской?
Станок для лазерной резки с волоконным лазером оправдывает себя, когда вы самостоятельно, в больших объемах, режете листовой или трубчатый металл и вам нужны чистые кромки без дополнительной обработки. Станок окупается быстрее всего для предприятий, которые в настоящее время заказывают резку у сторонних поставщиков или используют плазменный станок, требующий постоянной шлифовки. Если вы режете дерево, акрил или другие неметаллы, лучше подойдет система CO2, поскольку длина волны волокна отражается от большинства неметаллов и настроена на поглощение металлом.
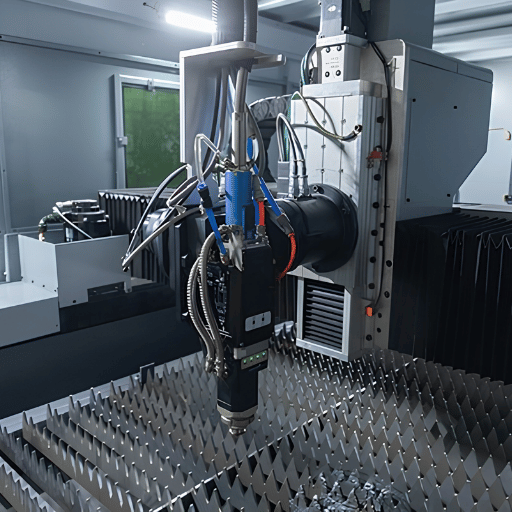
С механической точки зрения, каждый волоконный лазер с чпу Устройство для резки имеет ту же архитектуру: волоконный лазерный источник, коллиматор луча, режущая головка с фокусирующей оптикой и газовым соплом, а также система ЧПУ для перемещения по осям X, Y и Z. Фундаментальный патент на резку листового металла с использованием волоконного лазера (WO2009016645A2В статье подробно описывается именно эта цепочка. Оптическое волокно одновременно служит средой усиления, которая усиливает свет, и кабелем, передающим его, поэтому волоконно-оптические лазеры компактны и требуют гораздо меньшей юстировки, чем зеркальные CO2-лазеры, которые они заменили. О физике самого луча см. наше вводное руководство по... Что такое волоконный лазер?.
Прежде чем выбирать мощность станка, запишите самую толстую деталь, которую вы обрабатываете в реальных производственных условиях, и из какого металла она изготовлена. Эта одна строка определяет 80% характеристик вашего станка. Покупатели, которые ориентируются на обработку толстых деталей лишь изредка, переплачивают за мощность, которая большую часть года простаивает.
Какая мощность лазера вам нужна? Матрица соотношения мощности лазера к толщине резки.
Большинству покупателей требуется гораздо меньшая мощность, чем указано в брошюрах. Волоконный лазер мощностью 1.5 кВт чисто режет углеродистую сталь толщиной до 12 мм и нержавеющую сталь толщиной до 5 мм; станок мощностью 3 кВт справляется примерно с 20 мм углеродистой стали и 10 мм нержавеющей стали. Мощность влияет на толщину и скорость резки, а не на точность; станки мощностью 1 кВт и 12 кВт режут деталь толщиной 2 мм с одинаковой точностью.
Матрица резки по мощности и толщине Приведенная ниже таблица раскроя, опубликованная несколькими производителями, объединена в один проверенный справочник.
| мощность лазера | Углеродистая сталь (O₂) | Нержавеющая сталь (N₂) | Алюминий (N₂) | Латунь / медь | Типичная роль |
|---|---|---|---|---|---|
| 1.0 кВт | 8 – 10 мм | 3 – 4 мм | 3 – 4 мм | 2 – 3 мм | Тонкий лист, вывеска |
| 1.5 кВт | 12 мм | 5 мм | 4 мм | 4 мм | Начальный уровень / легкое производство |
| 2.0 кВт | 16 мм | 8 мм | 6 мм | 5 мм | Универсальное цеховое производство |
| 3.0 кВт | 20 мм | 10 мм | 8 мм | 8 мм | Коммерческая оптимальная зона |
| 4.0 кВт | 22 мм | 12 мм | 10 мм | 8 мм | Более высокая пропускная способность |
| 6.0 кВт | 25 мм | 16 мм | 12 мм | 10 мм | Тяжелое изготовление |
| 12 кВт | 40 мм | 30 мм | 30 мм | 20 мм | Толстая пластина |
| 20 кВт | 60 мм | 45 мм | 40 мм | 30 мм | пластина большого объема |
| 30 кВт | > 100 мм | 50 мм | 40 мм | 40 мм | Специализированная толстостенная пластина |
Опубликованные производителем данные о толщине могут различаться в зависимости от условий резки; приведенные здесь значения получены из таблиц параметров резки производителей и представляют собой максимальную чистую резку, а не оптимальную для производства толщину. Мощность сама по себе не определяет чистоту резки, скорость подачи, конструкция сопла и тип вспомогательного газа имеют такое же значение, как мощность, поэтому используйте эту матрицу для выбора подходящего варианта, а затем подтвердите выбор пробной резки на вашем собственном металле.
Какую толщину может резать волоконный лазер мощностью 2000 Вт?
Станок для лазерной резки с волоконным лазером мощностью 2,000 Вт (2 кВт) чисто режет углеродистую сталь толщиной до 16 мм кислородом, нержавеющую сталь толщиной до 8 мм азотом, а также алюминий или латунь толщиной до 5–6 мм. Это предельные значения для чистой кромки; станок может прорезать и более толстые листы, но кромка становится шероховатой, а скорость резко падает. Для ежедневной работы станка мощностью 2 кВт следует планировать использовать не более двух третей от его номинальной максимальной толщины.
⚠️ Важно
Указание «максимальной толщины» в технической спецификации — это маркетинговый потолок, а не производственный показатель. В отраслевых рекомендациях прямо говорится, что Значения максимальной толщины вводят в заблуждение.Реальная производительность зависит от мощности, вспомогательного газа и качества луча. Резка на пределе допустимых параметров означает низкую скорость, более грубые кромки и более высокие затраты газа на деталь. Выбирайте размеры для чистого и воспроизводимого производства, а затем учитывайте запас по высоте.
Какие металлы может резать волоконный лазер и насколько чисто?
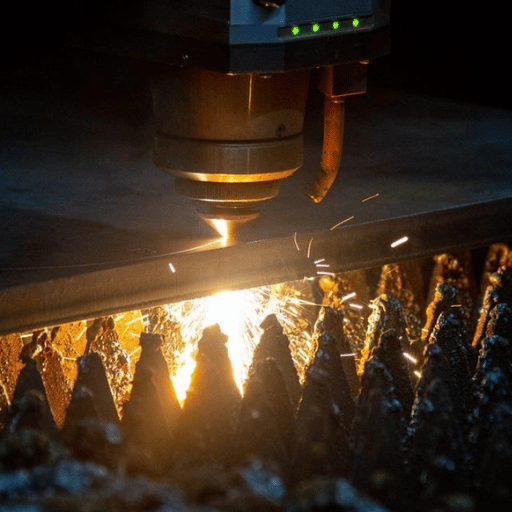
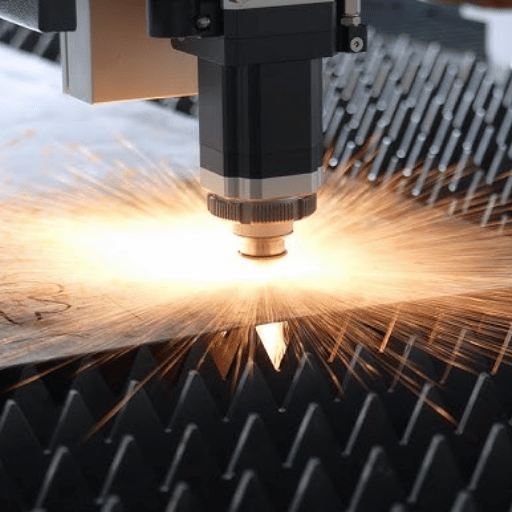
Станок для лазерной резки волоконным лазером режет все распространенные промышленные металлы: углеродистую и низкоуглеродистую сталь, нержавеющую сталь, алюминий, латунь, медь, титан и оцинкованный лист. Длина волны хорошо поглощается металлом, поэтому станок для лазерной резки стали Технология, основанная на волоконной технологии, позволяет обрабатывать отражающие металлы, которые раньше разрушали трубки с CO2. Подвох заключается в использовании вспомогательного газа: кислорода для углеродистой стали (быстрое получение окисленной кромки), азота для нержавеющей стали и алюминия (более медленное получение яркой чистой кромки) и сжатого воздуха для тонколистового металла (самый дешевый вариант).
| Металл | Режущая способность | Вспомогательный газ | Практическое примечание |
|---|---|---|---|
| Углеродистая/низкоуглеродистая сталь | Прекрасно | Кислород | Самый быстрый способ; оксидный слой на краю. |
| Нержавеющая сталь | Прекрасно | Азот | Яркий, готовый к сварке край |
| алюминий | Хорошо | Азот / воздух | Светоотражающий; требует изоляции от обратного отражения. |
| Латунь | Средняя | Азот | Более высокая мощность на миллиметр, чем у стали. |
| Медь | Средняя | Азот | Наиболее отражающий свет; рекомендуется мощность ≥2 кВт. |
| Титан | Хорошо | Азот / аргон | Инертный газ предотвращает окисление. |
| оцинкованная сталь | Хорошо | Кислород / воздух | Пары цинка; хорошо экстрагировать |
| Инструментальная сталь | Хорошо | Кислород | медленнее, чем обычная сталь |
| Никелевый сплав | Средняя | Азот | Высокая мощность для толстых участков |
Какие материалы лучше всего резает волоконный лазерный станок?
Волоконно-оптический лазерный станок лучше всего режет металлы: углеродистую сталь, нержавеющую сталь, алюминий, латунь, медь и титан, но он не предназначен для резки неметаллов. Луч с длиной волны 1.06 мкм поглощается металлом и отражается от дерева, акрила и большинства пластмасс, поэтому для таких материалов лучше использовать CO2-лазеры. Современные волоконно-оптические источники света имеют изоляцию от обратного отражения, что позволяет безопасно резать сильно отражающую медь и алюминий, которые исторически повреждали старые лазерные трубки.
📐 Инженерная заметка
Давление вспомогательного газа и расстояние от сопла до режущей кромки влияют на качество кромки так же сильно, как и мощность. Резка нержавеющей стали азотом обычно осуществляется при давлении 15–25 бар; для более толстых листов давление увеличивается до 22–30 бар, а расход составляет около 40–120 м³/час. Эти давления и расхода сильно различаются в зависимости от толщины, сопла и станка, поэтому рассматривайте их как диапазоны, а не как заданные значения. Поскольку расход азота является значительной статьей эксплуатационных расходов, переход на сжатый воздух для тонких листов (менее 3 мм) может значительно сократить затраты на газ. Патент УС6316743Б1 В документе описывается метод прокалывания высокочистым кислородом, обеспечивающий чистый запуск углеродистой стали.
Волоконная резка, CO2-резка, плазменная резка и гидроабразивная резка: таблица компромиссов между четырьмя методами резки

Для резки листового и листового металла волоконный лазер превосходит CO2-лазеры, плазменные и гидроабразивные станки по точности, качеству кромок и стоимости детали, но каждый метод по-прежнему занимает свою нишу. Плазменный лазер дешевле в приобретении и справляется с очень толстыми листами; гидроабразивная резка позволяет резать любые материалы в холодном состоянии без зоны термического воздействия; CO2-лазеры по-прежнему лидируют в резке неметаллов. Четырехметодная сетка компромиссов при отборе сопоставляет реальные факторы, влияющие на принятие решения.
| фактор | Волоконно-лазер | CO2 лазер | плазма | Струя воды |
|---|---|---|---|---|
| Лучше всего | Тонко-среднеметаллический | Неметаллы + толстый металл | Толстый проводящий металл | Любой материал, без нагрева |
| Качество кромки | Отличное качество, практически без заусенцев. | Хорошо | Шероховатый, требует шлифовки. | Очень хорошо |
| Скорость тонкого листа | Самый быстрый | Средняя | Быстрый, но грубый | Замедлять |
| Эксплуатационные расходы | Низкий (электроэнергия + газ) | Выше (газ + оптика) | Низкий–средний | Высокая (абразивность) |
| Начальная стоимость | Средний–высокий | Средний | Самая низкая | Высокий |
Высокая мощность изменила исторический раскол. Сейчас широко распространены источники мощностью 12–30 кВт, и волоконно-оптические технологии перешли к работе с толстопластинами, которая ранее использовалась в плазме и CO2, при этом сохраняя преимущества чистоты. Более подробное сравнение можно найти в нашем руководстве по... плазменная резка против лазерной резки.
Листовой материал, труба или 3D-модель? Подбор формата детали в соответствии с требованиями станка.
Форма станка имеет такое же значение, как и мощность. Планшетный резак обрабатывает листовой и листовой металл; специализированный трубный лазер вращает и режет трубы и профили; комбинированные и 5-осевые 3D-станки выполняют обе операции или вырезают детали сложной формы. Приобретение листогибочного станка и установка поворотного устройства подходят для эпизодической обработки труб, но для крупносерийного производства труб необходим специализированный трубный лазер с автоматической загрузкой.
- ✔ Платформа (3015 / 4020): Стандартные размеры простыней и тарелок: кровати 1.5×3 м и 2×4 м подходят для большинства магазинов.
- ✔ Трубчатый лазер: Вращающийся патрон позволяет резать круглые, квадратные и профильные трубы; он необходим для изготовления перил, каркасов и мебели.
- ✔ Комбинированный лист + тубус: Двухплатформенное переключение между плоским и трубчатым форматами происходит без использования второго станка.
- ✔ 5-осевой 3D-робот: Вырезание, формовка и сварка узлов; специализированное применение в автомобильной и аэрокосмической отраслях.
Если работы с трубами выполняются не время от времени, то потребуется отдельная работа. лазерная резка труб Правильно организованная работа окупается, и стоимость трубчатых лазеров работает с большей мощностью, чем листогибочные станки той же мощности.
Сколько стоит станок для лазерной резки волоконным лазером (ценовые диапазоны 2026 года)?

Стоимость станка для лазерной резки волоконным лазером составляет примерно от 11 000 до более 1 000 000 долларов в зависимости от мощности, размера рабочей поверхности и страны происхождения, поэтому единая «цена» бессмысленна без технических характеристик. Стоимость станков, поставляемых напрямую с китайского завода, начинается от 10 000–15 000 долларов; системы западного производства с местным сервисным обслуживанием и гарантией стоят дороже при той же мощности. Приведенные ниже диапазоны отражают рыночные данные 2026 года и должны рассматриваться как отправная точка, а не как окончательная цена.
| Уровень мощности | западного производства | Прямые поставки с китайского завода | Наиболее подходящий |
|---|---|---|---|
| Входная мощность 1–1.5 кВт | $ 20,000-40,000 | $ 10,000-15,000 | Тонкие листы, стартапы |
| Средняя мощность 2–3 кВт | $ 30,000-60,000 | $ 15,000-30,000 | Магазины вакансий |
| Высокая мощность 6 кВт | $ 60,000-90,000 | $ 30,000-50,000 | Тяжелое изготовление |
| Ультра 12–30 кВт | $ 85,000- $ 1,000,000 XNUMX + | $ 50,000-150,000 | Толстая пластина, объем |
Диапазоны розничных цен составляются на основе данных производителей и рыночных списков за 2026 год; единственными официальными данными являются сводные статистические данные о таможенной стоимости (например, USITC DataWeb (для HS 8456.11), которые отслеживают стоимость и количество импортируемых товаров, но не розничную цену с установкой. Показатели меняются в зависимости от марки лазерного источника, уровня автоматизации и обменных курсов; всегда уточняйте информацию по актуальному предложению.
Сколько стоит эксплуатация станка для лазерной резки волоконным лазером, а не только его покупка?
Цена покупки — это только первая цифра. Для работы станка для лазерной резки волоконным лазером необходимы азот или кислород, электроэнергия для источника и чиллера, а также расходные материалы, такие как сопла и защитные линзы. Наибольшие скрытые затраты связаны с обработкой нержавеющей стали с использованием большого количества азота: при давлении 22–30 бар и расходе в десятки кубических метров в час газ может быть сопоставим по стоимости с электроэнергией. Покупатели, которые оценивают стоимость только самого станка, а не пятилетнюю стоимость эксплуатации, обычно укладываются в бюджет.
Эксплуатационные расходы и техническое обслуживание: цифры, о которых забывают покупатели.
Эксплуатация волоконно-оптического лазерного станка обходится недорого по меркам лазеров, но эксплуатационные расходы являются реальными и предсказуемыми. Сам волоконный источник лазерного излучения служит около 100 000 часов без расходных материалов, что является существенным преимуществом по сравнению с CO2-лазером. Постоянные расходы связаны с вспомогательным газом, электроэнергией и изнашивающимися деталями режущей головки.
✔ Преимущества
- Время работы волоконно-оптического источника составляет около 100 000 часов, без заправки трубок/газа.
- Низкие затраты на электроэнергию по сравнению с выбросами CO2 при одинаковом объеме сокращения выбросов
- Обработка тонкого листа сжатым воздухом значительно снижает затраты на газ.
- Чистая кромка удаляет вторичную шлифовку.
⚠ Периодические расходы
- Азот для нержавеющей стали: 40–120 м³/ч при 22–30 бар.
- Защитные линзы и керамика на голове
- Насадки изнашиваются в процессе прокалывания.
- Трехфазное питание + двухтемпературный чиллер
Техническое обслуживание несложное, но обязательное: следите за чистотой защитной линзы, проверяйте соосность сопла, заправляйте чиллер и герметизируйте оптический тракт. Пропуск проверки линзы — наиболее распространенная причина ухудшения качества резки, которую покупатели ошибочно принимают за износ станка.
За пределами станка скрываются две статьи расходов. Во-первых, резка металла сопровождается выделением дыма и загрязнений в воздухе, что представляет собой опасность, не связанную с лазерным лучом, и стандарты ANSI Z136.1 и регулирующие органы по технике безопасности на рабочем месте рассматривают ее так же серьезно, как и сам лазерный луч, поэтому следует предусмотреть средства на местную вытяжную вентиляцию, а не только на защитное стекло для лазерного бокса. Во-вторых, если в качестве вспомогательного газа используется сжатый воздух, компрессор становится отдельной статьей расходов: Министерство энергетики США Следует отметить, что одни только утечки могут привести к потере 20–30% производительности компрессора, поэтому необходимо тщательно подбирать и обслуживать пневматическую систему, а не рассматривать ее как бесплатную.
Как выбрать: контрольный список из 6 вопросов для выбора размера волоконного лазера
Чтобы выбрать подходящий станок для лазерной резки волоконным лазером, ответьте на шесть вопросов в указанном порядке: сначала материал и толщина, затем бюджет. Контрольный список из 6 вопросов по выбору размера волоконного лазера Превращает приведенные выше данные в решение о покупке и предотвращает самую распространенную ошибку: оплату электроэнергии, которая будет простаивать в режиме ожидания.
Контрольный список из 6 вопросов по выбору размера волоконного лазера
- Самая толстая деталь в процессе производства? Определите уровень мощности по матрице «Ватт-толщина», затем добавьте один запас по мощности.
- Какие металлы? Использование светоотражающей меди/латуни или толстой нержавеющей стали позволяет достичь мощности ≥2 кВт и использования азота.
- Лист, трубка или и то, и другое? Определяет формат: планшетный, трубчатый или комбинированный.
- Максимальный размер листа? Задает размер кровати (3015, 4020 или больше).
- Объём производства и автоматизация? Большой объем операций оправдывает использование таблицы обмена или автоматической загрузки.
- Пятилетний операционный бюджет? Укажите в цене не только указанную стоимость, но и стоимость азота, электроэнергии и расходных материалов.
Покупка или аутсорсинг: Если объём резки заставляет станок работать более нескольких часов в день, то владение оборудованием выгоднее аутсорсинга по стоимости детали и срокам поставки. Ниже этого уровня... услуги лазерной резки Позволяет избежать капитальных и газовых затрат. Точка безубыточности определяется уровнем использования, а не сложностью деталей. Для более широкого круга вопросов см. наш список. производители станков для лазерной резки Это помогает составить список потенциальных поставщиков, а варианты программного обеспечения для раскроя рассматриваются в нашей статье. программное обеспечение для лазерной резки руководства.
«Станок для лазерной резки волоконным лазером никогда не режет только лазером, он использует несколько технологий, работающих согласованно, и вспомогательный газ играет ключевую роль в качестве кромки».
Куда движется технология лазерной резки волоконным лазером (2026 год и далее)
Волоконно-оптический метод уже завоевал рынок металлообработки и теперь осваивает территории, ранее принадлежавшие другим технологиям. Объем мирового рынка лазерных станков для резки металла в 2025 году оценивался примерно в 6.85 млрд долларов, а к 2034 году, по прогнозам, достигнет 18.43 млрд долларов. Бизнес-аналитика Fortuneпри этом темпы роста составляют примерно 8–11% в год. В настоящее время на долю мощных волоконных лазеров мощностью более 2,000 Вт приходится большая часть новых продаж.
Три фактора будут определять процесс закупок до 2026 года и далее. Во-первых, сверхвысокая мощность становится доступной, а не обыденной: машины мощностью 12 кВт и 20 кВт переходят из категории специализированных в коммерческую по мере снижения цен, а системы мощностью более 30 кВт являются реальной тенденцией, хотя отраслевые организации, такие как Американское сварочное общество, указывают на компромиссы в отношении рабочего цикла, тепловыделения и качества резки на этом уровне, а оптимальный диаметр чистого волокна остается примерно 12 мм. Во-вторых, автоматизация, таблицы обмена, автоматическая загрузка/выгрузка и автоматизированная компоновка становятся стандартом, а не модернизацией. В-третьих, стандарты безопасности продолжают ужесточаться: действующая редакция EN ISO 11553-1:2020 по безопасности машин и ANSI Z136.1-2022 устанавливают базовые требования к корпусам и системам управления, которые покупатели должны проверить перед покупкой.
Если вы планируете капитальные вложения в 2026 году, практичнее всего приобрести оборудование на один уровень мощнее, чем самое сложное на сегодняшний день. Мощность, которая сейчас кажется избыточной, становится доступным вариантом среднего ценового диапазона, и это обеспечит вам защиту по мере увеличения сложности самых сложных работ.
Часто задаваемые вопросы
В: Какая мощность необходима для волоконно-оптического лазерного станка для резки?
Посмотреть ответ
В: Может ли волоконный лазер резать нержавеющую сталь, алюминий, латунь и медь?
Посмотреть ответ
В: Волоконный лазер лучше, чем CO2-лазер, для обработки металла?
Посмотреть ответ
В: Какую толщину может разрезать волоконный лазер мощностью 1500 Вт?
Посмотреть ответ
В: Режет ли волоконный лазерный станок трубы и трубки?
Посмотреть ответ
В: Какое техническое обслуживание требуется станку для лазерной резки волоконным лазером?
Посмотреть ответ
В: Каков срок службы волоконного лазерного источника?
Посмотреть ответ
Нужно подобрать лазерный станок для резки волоконным лазером для вашего цеха? Сообщите нам тип металла, толщину и объем производства, и наши инженеры порекомендуют подходящую мощность и формат.
Об этом руководстве для покупателей
Компания UD Machine Solution Technology Co., Ltd. (UDTECH) производит оборудование для промышленной экструзии, пищевой промышленности и т.д. Оборудование для лазерной обработки с ЧПУ и экспортируется в более чем 100 стран. Приведенные здесь данные о мощности, толщине и стоимости обобщены и перепроверены на основе опубликованных спецификаций производителя и стандартов лазерной безопасности, указанных ниже, и не представлены в виде данных собственных испытаний, поскольку честные рекомендации для покупателя стоят больше, чем рекламный буклет.
Ссылки и источники
- Лазерные опасности, стандартыУправление по охране труда США (OSHA)
- 21 CFR 1040.10, Лазерная продукцияУправление по санитарному надзору за качеством пищевых продуктов и медикаментов США (eCFR)
- ISO 11553-1:2020, Безопасность оборудования: Лазерные обрабатывающие станки, Часть 1Международная организация по стандартизации
- Руководство по лазерной безопасности (ANSI Z136.1-2022)Флоридский международный университет, Охрана окружающей среды и техника безопасности
- Волоконные лазеры в обработке материаловIntechOpen (глава, прошедшая рецензирование)
- Отчет о размере рынка станков для лазерной резки до 2034 годаБизнес-аналитика Fortune
- Технология использования газа для лазерной резки развивается.Фабрикатор (FMA)
- WO2009016645A2, Резка листового металла волоконным лазеромПатенты Google