



Lassen speelt een bijzonder cruciale rol in verschillende sectoren; echter, fenomenen zoals lasspatten kunnen de productiviteit, veiligheid en algehele productkwaliteit negatief beïnvloeden. Bijvoorbeeld, tijdens zowel MIG- als TIG-lasbewerkingen, zorgt spatten niet alleen voor extra schoonmaakuitdagingen, maar kan het ook leiden tot materiaalverspilling en als het niet adequaat wordt gecontroleerd, kan het leiden tot gecreëerde defecten. Spatten worden meestal geassocieerd met afval. Er moet ook wat worden opgeruimd, wat op zichzelf al afval is. Deze gids gaat in detail in op het aanpakken van spatten en het schoon en nauwkeurig lassen door middel van enkele praktische tips en bewezen technieken. Bovendien kunnen lasinstructeurs met jarenlange ervaring beginners begeleiden door lessen; echter, deze mentorschappen besteden meestal geen aandacht aan verfijnde inzichten die opmerkelijke verbeteringen kunnen opleveren met betrekking tot het overwinnen van verschillende lasuitdagingen. Stel ervaren professionals verder in staat om optimale resultaten te behalen in elk project door extra projecten te ontgrendelen, deze strategieën te beheersen samen met ervaren lassers. Pas materialen aan en benader proactief installaties, precisiegereedschappen en technieken om verandering teweeg te brengen. Lees verder om erachter te komen hoe het manipuleren van de volgorde van materialen opmerkelijke aanpassingen kan veroorzaken.
Wat veroorzaakt lasspatten?
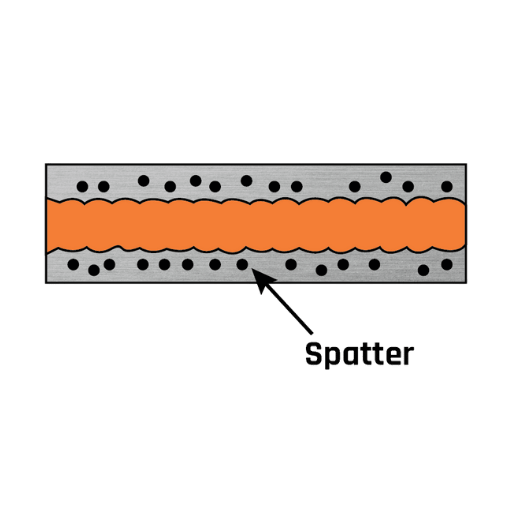
De oorzaken van lasspatten begrijpen
Elke lasspat in het werkstuk kan worden toegeschreven aan slechte methoden, materialen en enkele onjuiste instellingsproblemen. Belangrijke oorzaken voor de spatten kunnen een te hoge stroomsterkte, een onjuiste spanningswaarde en een onjuiste draadaanvoersnelheid zijn. Ook het gebruik van slecht gereinigde of voorbereide basismaterialen draagt bij aan het probleem. Bovendien zal een gebrek aan beschermend gas of het gebruik van verkeerd lasvulmateriaal leiden tot ongelijkmatig smelten, wat leidt tot spatten van gesmolten druppels. Inzicht in deze factoren zal helpen de kwaliteit van lassen te verbeteren door spatten te verminderen.
Impact van MIG-lasparameters op spatten
MIG-lasparameters spelen een cruciale rol bij het definiëren van de parameters van spatten in een gelast onderdeel, waaronder spanning, lasstroom en draadaanvoersnelheid. Door ervoor te zorgen dat de waarde van de spanning binnen het ingestelde waardebereik blijft, blijft de boog stabiel, maar een te hoge stroom zorgt ervoor dat spatten toenemen. Op dezelfde manier zal een verkeerde draadaanvoersnelheid instabiliteit van de boog veroorzaken en resulteren in spontane spatten. Het volgen van de ingestelde parameters van de fabrikant helpt defecten te elimineren en schonere lassen te garanderen. Ook is de stroomsnelheid van het beschermgas belangrijk, lage niveaus verhogen spatten terwijl het afschermen van de boog stabiliteit toevoegt.
De functie van elektrode en afschermgas
De elektroden en het beschermgas hebben een grote invloed op de laskwaliteit. De elektrode fungeert als een vulmiddel voor de lasverbinding en draagt bij aan de sterkte en taaiheid ervan. Deze moet worden gemaakt van dezelfde basismetalen als de moedermetalen om scheuren te voorkomen. Gasafscherming zorgt voor isolatie van het laspoelbad tegen atmosferische verontreiniging, wat het laspoelbad beschermt omdat de gassen garanderen dat een boog in stand wordt gehouden. Argon, koolstofdioxide of een combinatie van beide wordt vertrouwd vanwege hun specificeerbaarheid ten opzichte van het te lassen materiaal, evenals de vereiste afwerking. De selectie van de juiste elektrode in combinatie met beschermgas dat is afgestemd op een specifieke las, verhoogt de algehele laskwaliteit en minimaliseert overtollige spatvorming.
Wat zijn de beste methoden om lasspatten te verminderen?

Beste praktijken voor het beheersen van lasspatten
- Wijzig de spannings- en stroomsterkte-instellingen. Controleer of de materiaal- en procesvereisten zijn afgestemd op de machine-instellingen. Een verhoogde spanning of ampère leidt vaak tot extra spatten.
- Optimaliseer uw reissnelheid. Reis met een constante en geschikte snelheid tijdens het lassen. Te langzaam of te snel bewegen resulteert in inconsistente warmteverdeling en meer spatten.
- Gebruik geschikt beschermgas. Kies het beschermgas dat geschikt is voor het lassen. Een mengsel van argon en koolstofgas staat er bijvoorbeeld om bekend minder te spatten dan een puur koolstofdioxideschild.
- Zorg voor schone oppervlakken. Zorg ervoor dat het basismateriaal vrij is van roest, vuil en andere verontreinigingsfactoren vóór het lassen. Schone oppervlakken bevorderen beter lasonderhoud.
- Correcte plaatsing van elektroden. Zorg ervoor dat de elektroden de juiste hoek en afstand tot het werkstuk hebben, zodat de boog stabieler is en er minder kans is op spatvorming.
Als deze technieken worden toegepast, kunnen lassers schonere sneden maken en tegelijkertijd spatten verminderen.
Draadsnelheid en lasboog aanpassen
De aanpassing van de draadsnelheid en lasboog is cruciaal bij het streven naar consistente laskwaliteit. De opgebouwde draad wordt vulmateriaal genoemd en wordt met een specifieke snelheid, bekend als draadsnelheid, door de lasverbinding heen toegevoegd. Als de draadsnelheid te hoog of te laag is, kunnen zwakke en inconsistente lassen worden waargenomen. Bovendien kan er overmatig spatten of een ophoping van materiaal optreden. Hetzelfde geldt als de lasbooglengte korter of langer is dan wat als ideaal wordt beschouwd. De warmte-inbreng en penetratie zijn ook afhankelijk van de lasbooglengte. Er kan voldoende fusie worden bereikt tussen de basis materiaal en vulmiddel metaal terwijl defecten zoals porositeit of gebrek aan fusie worden verminderd. Zoals bij alle processen kunnen optimale instellingen worden ingesteld met behulp van aanbevelingen van fabrikanten van elektroden en lasmachines, aangepast aan de specifieke omstandigheden en processen die worden gebruikt.
Het aanbrengen van anti-spatspray in combinatie met andere apparatuur
Net als elk ander krachtig gereedschap kunnen Anti-Spatter Sprays worden gebruikt om te voorkomen dat spat aan een werkstuk of andere gebieden blijft plakken als gevolg van lassen. Het is het beste om het product te gebruiken waar spat het meest waarschijnlijk is. Op die manier wordt de schoonmaaktijd drastisch verkort en worden verharde spatdefecten die kunnen optreden, beperkt. Samen met andere belangrijke apparatuur zoals bakklemmen, volumetrische en staalborstels, slijpschijven voor zowel grove als fijne reinigingen en klemmen die het werkstuk nauwkeurig vasthouden, vermindert de opbouw van restmaterialen. Het regelmatig gebruiken van dergelijke gereedschappen heeft aantoonbaar een positieve invloed op het lasproces en levert resultaten van goede kwaliteit op.
Ervaart u problemen met spatten tijdens het MIG-lassen?

Redenen die bijdragen aan spatten bij MIG-lassen
Fouten in MIG-lasspatten zijn normaal gesproken het resultaat van een voorbedachte rade van onjuiste instellingen, slecht vakmanschap of verontreinigde materialen. De belangrijkste redenen zijn:
- Verhouding spanning en draadaanvoersnelheid: Een verkeerde afstelling kan leiden tot een onstabiele boog, waardoor er meer spatten ontstaan.
- Oppervlakte reinheid: Lassen is niet effectief als het oppervlak vuil, roestig of vettig is.
- Stroom van gassen: Zowel een tekort aan beschermgas als een teveel aan beschermgas kunnen de kwaliteit van de las beïnvloeden.
- Onjuiste elektrode-afstand: Als u de elektrode te snel of te ver van het werkstuk houdt, wordt de boog instabiel.
Door rekening te houden met deze elementen worden lassen schoner en ontstaat er minimale spatvorming.
Anticiperen op spatvorming op het basismetaal
Om de spathechting te verkorten, moet u ervoor zorgen dat het werkstuk is gereinigd van verontreinigingen zoals olie of roest voordat u gaat lassen. Gebruik een anti-spatpasta of spray en breng deze aan op het oppervlak van het metaal om een adequate spatbeschermlaag te vormen. Zorg voor de juiste lasparameters, zoals spanning, stroom en draadaanvoersnelheid om spatvorming te minimaliseren. Een adequate afschermgasstroom helpt bij een betere spatpreventie, terwijl het uitsteken van de elektrode op een manier moet worden gecontroleerd om te resulteren in minder spatlassen. Naast de hierboven genoemde technieken, helpt het reinigen en onderhouden van lasapparatuur bij het beheersen van overtollige spat.
Beoordelen van laskwaliteit voor spatreductie
Om optimale lasprestaties te bereiken is spatbeoordeling cruciaal en daarom is kwaliteitsbeoordeling essentieel. Lasinspectie moet voornamelijk gericht zijn op de volgende parameters: kraalprofiel, penetratie en diepte, en algehele consistentie van de las. Kwaliteitslassen moeten ervoor zorgen dat er uniformiteit in breedte is, ondersnijdingen minimaal moeten zijn en vloeiende overgangen tussen de las en het beschikbare basismateriaal. Het identificeren van zichtbare defecten zoals overmatige spat, porositeit of scheuren kan eenvoudig visueel worden gedaan.
Verder onderzoek van lassen zonder de integriteit van de verbinding in gevaar te brengen, kan worden bereikt met behulp van niet-destructieve testmethoden (NDT), waaronder ultrasoon testen of radiografische inspectie. Ultrasoon testen kan bijvoorbeeld de interne lassterkte beoordelen door de identificatie van holtes, insluitsels en onvolledige fusie. Men denkt dat de juiste lassnelheid in de meeste gevallen wordt gehandhaafd, wat resulteert in spatminimalisatie, verbeterde penetratie en betere kraalvorming.
Gegevens van lasproeven geven aan dat spatgerelateerde defecten verergeren door onjuiste lasinstellingen zoals overmatige spanning. In sommige gevallen is aangetoond dat het veranderen van de draadaanvoersnelheid of het gebruiken van geavanceerde gepulseerde lastechnieken spat met 70% vermindert. Analyse na het lassen levert kwantificeerbare gegevens op via heatmaps en geautomatiseerde lasbewakingssystemen, waardoor een gedetailleerde beoordeling van de algehele kwaliteit van de las mogelijk is. Als deze evaluatiemethoden prioriteit krijgen, is het mogelijk om de efficiëntie van het lasproces te verbeteren, naast het kwaliteitsniveau dat wordt geleverd in termen van spat.
Beste praktijken om spatten bij TIG-lassen te voorkomen

Lasmethoden: een vergelijking van TIG- en MIG-lassen
De technieken en toepassingen van lassen zijn duidelijk en enorm verschillend in zowel TIG (Tungsten Inert Gas) als MIG (Metal Inert Gas) lassen). Terwijl TIG-lassen gebruikmaakt van een niet-verbruikbare wolfraamelektrode die nauwkeurigere, hoogwaardige lassen produceert met zeer weinig spatten, waardoor het efficiënter is voor dunnere materialen, gebruikt MIG-lassen een verbruikbare draadelektrode, waardoor het geschikter is voor snelle lassen op dikkere materialen. In vergelijking met TIG-lassen is MIG-lassen vaak sneller en veelzijdiger, maar produceert het meer spatten. Als de toepassing zich moet richten op lasspatten en algehele kwaliteit, dan is TIG-lassen de meest geschikte optie.
Handhaving van normen bij het lassen om te voldoen aan spatvrije TIG-vereisten
Nauwkeurigheid in werkomstandigheden en naleving van specifieke controles moeten worden gehandhaafd om spatvrij TIG-lassen te laten werken. Kritieke kwesties zijn onder meer de selectie van de elektrode, de zuiverheid en het type beschermgas dat wordt gebruikt en het onderhoud van de apparatuur. Bovendien vereist het gebruik van de juiste klasse wolfraamelektrode ook de juiste slijptechnieken om een stabiele boog en verontreinigingscontrole te garanderen. De slijphoek die het meest wordt aanbevolen voor wolfraam is tussen 30 en 60 graden, rekening houdend met de vereiste ampère en het materiaal dat wordt gelast.
Een voorbeeld van een beschermgas is argongas, dat een zuiverheid heeft van 99.99%. Een dergelijk gas is belangrijk voor het handhaven van een schone omgeving voor de las. Verontreinigende gascomponenten kunnen poriën en andere onvolkomenheden in de lasrups veroorzaken. Door de gasstroomsnelheid in te stellen op 15 tot 20 kubieke voet per uur (CFH) wordt dekking geboden zonder overmatige agitatie, wat kan resulteren in het trekken van verontreinigende materie in het lasgebied.
Het schoonmaken van de onderdelen van de toorts en het controleren van de slangen op lekken zijn voorbeelden van routinewerk en onderhoud die bijdragen aan optimale prestaties van de lasapparatuur. Laswerk wordt het beste uitgevoerd met een schoon werkstuk, omdat alle oppervlakteafzettingen zoals olie, roest of verf spatten veroorzaken die de kwaliteit van de las verminderen. Het voorbereiden van het werkoppervlak moet beginnen met effectieve methoden zoals staalborstelen, ontvettingsmiddelen of slijpen.
Als u deze richtlijnen volgt, krijgt u niet alleen spatvrije lassen, maar wordt ook de levensduur van de apparatuur verlengd, de kans op breuk vergroot en de productiviteit tijdens het lasproces verbeterd.
Hoe los je spatproblemen op bij lasprojecten?

Tips voor het voorkomen van lasspatten en kwaliteitsborging
Om spatcontrole en laskwaliteitsproblemen aan te pakken, moeten eerst de lasparameters worden ingesteld. Zorg ervoor dat de juiste spanning, ampère en verplaatsingssnelheid worden ingesteld op basis van het te lassen materiaal en de gebruikte lasprocedure. Gebruik hoogwaardig afschermgas en stel de juiste stroomsnelheid in, zodat de boog niet wordt vergiftigd. Om de stroom van boogschommelingsspatten te regelen, moet ongecontroleerde boogoscillatie worden gecontroleerd op overmatige elektrode-uitsteek.
Vuil, olie, roest en verf moeten worden verwijderd met chemische borstels, staalborstels en slijpmachines voordat het oppervlak wordt gestraald. Gebruik bijpassende draden en elektroden voor de verbruiksartikelen op basis van het basismetaal dat wordt gelast.
Voer ook routinematig onderhoud uit aan de lasapparatuur. Mondstukken, contactpunten en slangen hebben de neiging om overmatig te slijten. Voor lasspattenbeheersing is de gebruikte techniek om de toortshoek ten opzichte van het werkstuk aan te passen, zodat er een stabiele handcontrole op de toorts is. Het volgen van deze praktijken zal zeker spatten beheersen en de laskwaliteit consistent verbeteren.
Omgaan met problemen met overmatig spatten
Om problemen met spatten op te lossen, begint u met het bekijken van de lasparameters, aangezien de onjuiste instelling van spanning, ampère of loopsnelheid meestal verantwoordelijk is naast de spatten zelf. Controleer of het juiste beschermgas wordt gebruikt en dat de stroomsnelheid de boog beschermt. Kijk naar de kwaliteit en het type verbruiksartikelen; zorg er bijvoorbeeld voor dat de draden of elektroden compatibel zijn met het basismateriaal. Reinig de te bewerken oppervlakken, aangezien verontreinigingen zoals roest, vet en verf tot spatten leiden. Regelmatig onderhoud van gereedschappen door versleten sproeiers of contact te vervangen tips zijn essentieel bij de stabilisatie van boogprestaties. Tot slot moeten voor schonere lassen de juiste techniek van het vasthouden van de toorts in de aanbevolen hoeken en consistente mobiliteit worden toegepast.
Lasgebieden reinigen met een staalborstel en andere methoden
Een staalborstel is een van de meest bruikbare hulpmiddelen voor het schoonmaken van het lasgebied om een verbinding te creëren die zowel sterk als vrij van defecten is. Verontreinigingen zoals roest, vuil, verf of oxidatie op het basismateriaal moeten vóór het lassen worden verwijderd zodat het oppervlak klaar is om te borstelen. Een staalborstel is handig na het lassen om resten zoals slak te verwijderen die niet aantrekkelijk zijn en het oppervlak voor te bereiden op volgende bewerkingen zoals coaten of verven. Om het best mogelijke resultaat te bereiken, moet u ervoor zorgen dat u een staalborstel gebruikt die is gemaakt van hetzelfde materiaal als het te reinigen item, of het nu staal, roestvrij staal of aluminium is. Afhankelijk van de specificaties van de las en het basismateriaal kunnen andere reinigingsmethoden worden gebruikt, zoals schuren, slijpen of het gebruik van chemische reinigingsmiddelen. Deze technieken helpen de kwaliteit en duurzaamheid van de las te verbeteren omdat ze een schoon en stabiel oppervlak bevorderen.
Veel gestelde vragen (FAQ)
V: Welke problemen kunnen leiden tot lasspatten tijdens het lassen?
A: Lasspatten ontstaan om een aantal redenen, waaronder onjuiste instellingen op de lasmachine, foutieve techniek of verontreinigingen op het werkstuk. Bijvoorbeeld, in het geval van verstoring van het lasbad, kunnen lasspatten ontstaan door onjuiste booglengte, lassnelheid of onvoldoende afschermgasdekking.
V: Op welke manier heeft het type las dat wordt uitgevoerd invloed op de hoeveelheid lasspatten die worden geproduceerd?
A: Verschillende spatproducerende technieken, zoals MIG- en TIG-lassen, vertonen verschillende niveaus van spat. MIG-lassen, of gasmetaalbooglassen, produceert eerder overmatige spat vergeleken met TIG-lassen omdat het proces het constant invoeren van een lasdraad omvat, wat, tenzij gecontroleerd, resulteert in ernstige spat.
V: Waarom is het belangrijk om de juiste draad- en gasinstellingen te handhaven bij MIG-lassen?
A: Correcte draad- en gasinstellingen zijn belangrijk om te bereiken bij MIG-lassen, omdat onjuiste instellingen de laskwaliteit, draadaanvoersnelheid en spatvorming beïnvloeden. Met de juiste instellingen zijn stabiele winden van vurige blik haalbaar, samen met consistente hitte en penetratie - geloof me, het is haalbaar, stel gewoon de juiste parameters in - wat spatvorming aanzienlijk vermindert.
V: Produceert elektrodelassen meer spatten dan MIG- en TIG-lassen?
A: Ja, bij elektrodelassen ontstaan meer spatten dan bij MIG- en TIG-lassen, omdat de elektrode handmatig moet worden bediend. Hierdoor variëren de booglengte en de stabiliteit, wat resulteert in grotere spatten.
V: Welke voorzorgsmaatregelen moeten worden genomen om spatten te voorkomen bij MIG-lassen?
A: Om spatten bij MIG-lassen tot een minimum te beperken, is het belangrijk om de spanning en stroomsterkte optimaal in te stellen, de lasdraad niet te veel te reinigen, het juiste beschermgas te gebruiken en voldoende afstand tot het werkstuk te houden om verstoring van het laspoel te voorkomen.
V: Welke invloed heeft de reinheid van het lasoppervlak op lasspatten?
A: De netheid van een lasoppervlak is belangrijk voor het verminderen van spatten. Dampen die het oppervlak verstoppen, zoals olie, roest en vuil, verslechteren de kwaliteit van het booglassen en de stabiliteit van het zwembad aanzienlijk, wat leidt tot spatten. Het oppervlak moet vooraf worden behandeld om spatten effectief te verminderen.
V: Wat zijn de belangrijkste factoren die spatten veroorzaken bij TIG-lassen?
A: De grootte en vorm van de wolfraamelektrode kunnen bijdragen aan spatten bij TIG-lassen vanwege een onjuiste gasstroomsnelheid of onstabiele boogomstandigheden. Zelfs wanneer de spatten minder zijn dan bij MIG-lassen, wordt TIG ook beïnvloed door booginstabiliteit, wat resulteert in spatten door lasdruppelvorming.
V: Hoe kan ik lasspatten aan de rand van de las verwijderen?
A: Lasspatten kunnen mechanisch worden verwijderd door te slijpen en schuren, of door chemische middelen, zoals het gebruik van anti-spat sprays. Goed onderhoud en orde in een laswerkplaats garanderen dat er geen spatten ontstaan door het reinigen van de las, wat de kwaliteit van het lasmetaal waarborgt.
V: Op welke manier zal de lasmethode die u wilt gebruiken de kwaliteit van uw las beïnvloeden wat betreft spatvorming?
A: De keuze van de lasmethode bepaalt in hoge mate de kwaliteit van uw las, omdat het de spatten kan beheersen. Bijvoorbeeld, het gebruik van een korte boog in MIG vermindert spatten, terwijl een constante snelheid of hoek in TIG ervoor zorgt dat de verstoring van gesmolten materiaal op een gecontroleerde hoeveelheid is, wat resulteert in lassen van hoge kwaliteit zonder spatten.
Referentiebronnen
1. Een puntlasspatbewakingssysteem op basis van machinevisie
- Auteurs: Xiaodong Wang, Zhengqiang Zhu, Hongyu Peng, Yongqiang Wang
- Gepubliceerd in: 2023 3e Internationale Conferentie over Elektrotechniek en Mechatronica Technologie (ICEEMT)
- Publicatie datum: July 21, 2023
- Overzicht: In dit artikel wordt een machine vision monitoring systeem gepresenteerd dat is ontworpen om spat vast te leggen en te analyseren tijdens weerstandspuntlassen. Het systeem maakt gebruik van een high-speed industriële camera om duizenden frames vast te leggen tijdens een lascyclus, waarbij belangrijke frames worden geïdentificeerd die significante spatkenmerken vertonen. De studie onderscheidt de effecten van druk en stroom op spatgeneratie en identificeert andere spatverschijnselen die worden veroorzaakt door elektrodeslijtage of verkeerde uitlijning. Het systeem is geïmplementeerd met behulp van C++ en toont een stabiele werking, waarbij spatproblemen effectief in realtime worden gedetecteerd.(Wang et al., 2023, blz. 76–80).
2. Voorspelling van de snelheid van het genereren van lasspatten bij kortsluitingsoverdracht door middel van een convolutioneel neuraal netwerk
- Auteurs: Sanga Lee, H. Ryoo, Kangmyung Seo
- Gepubliceerd in: Tijdschrift voor lassen en verbinden
- Publicatie datum: 17 februari 2023
- Overzicht: Deze studie maakt gebruik van een convolutioneel neuraal netwerk (CNN) om de generatiesnelheid van lasspatten te voorspellen tijdens kortsluitoverdrachtsprocessen. De auteurs ontwikkelden een model dat verschillende lasparameters analyseert om spatgeneratie te voorspellen, wat het begrip van spatdynamiek bij gasmetaalbooglassen (GMAW) verbetert. De bevindingen geven aan dat het CNN-model effectief spatsnelheden kan voorspellen, wat bijdraagt aan verbeterde procescontrole en kwaliteitsborging bij lasbewerkingen(Lee et al., 2023).
3. Effecten van lastijd en elektrisch vermogen op thermische eigenschappen van lasspatten voor brandrisicoanalyse
- Auteurs: Y. Shin, W. Jij
- Gepubliceerd in: Energies
- Publicatie datum: December 9, 2020
- Overzicht: Dit onderzoek onderzoekt de thermische eigenschappen van lasspatten die worden gegenereerd tijdens het lassen met afgeschermde metalen boog, met de nadruk op de relatie tussen lastijd, elektrisch vermogen en brandrisico. De studie omvatte een experimentele opstelling om de contacthoek en de voedingssnelheid te regelen, waarbij de correlaties tussen spatvolume, maximale diameter, verstrooiingssnelheid en temperatuur werden geanalyseerd. De resultaten tonen aan dat een langere lastijd en vermogen leiden tot grotere spatgroottes en hogere temperaturen, wat inzicht biedt in brandrisicobeheer tijdens het lassen.(Shin & Jij, 2020).
4. Interactie tussen lokale afschermgastoevoer en laserpuntgrootte op spatvorming bij laserstraallassen van AISI 304
- Auteurs: C. Diegel, T. Mattulat, K. Schricker, Leander Schmidt, T. Seefeld, J. Bergmann, P. Woizeschke
- Gepubliceerd in: Toegepaste wetenschappen
- Publicatie datum: 20 september 2023
- Overzicht: In dit artikel worden de effecten van lokale afschermgastoevoer en laserpuntgrootte op spatvorming tijdens laserstraallassen van AISI 304 roestvrij staal onderzocht. De auteurs voerden experimenten uit met verschillende laserpuntgroottes en gasstroomconfiguraties, waarbij de hoeveelheid, grootte en snelheid van spat werd gemeten. De bevindingen geven aan dat lokale gasstroom de spatvorming aanzienlijk vermindert en dat de laserpuntgrootte de opwaartse smeltstroomsnelheid beïnvloedt, wat op zijn beurt de spatdynamiek beïnvloedt.(Diegel et al., 2023).
5. Studie van het spatnetvormingsmechanisme en de penetratiemodus onder flexibele ringmodus laserlassen
- Auteurs: Yang Zhang, Jieshi Chen, Wenshuai Zhang, Chuangzong Li, C. Qiu, J. Ding, Haotian Lu, Kejin Zhang
- Gepubliceerd in: Tijdschrift voor materiaalonderzoek en technologie
- Publicatie datum: 1 maart 2023
- Overzicht: Dit onderzoek onderzoekt de mechanismen achter spatvorming en penetratiemodi in flexibele ringmoduslaserlassen. De auteurs analyseren de spatnetvorming en de relatie ervan met de penetratiediepte van de las. De studie maakt gebruik van high-speed imaging om de dynamiek van spat te observeren en biedt inzicht in het optimaliseren van lasparameters om spatgeneratie te minimaliseren(Zhang et al., 2023.).
6. Lassen
7. Metaal






