




Hallo en welkom bij deze blog gewijd aan het unieke onderwerp van de Single Screw Extruder. Deze apparatuur is cruciaal voor polymeerverwerking, maar hoe werkt het? Dit zijn enkele van de vragen die in deze uitgebreide blogpost aan bod komen: Wat is een single screw extruder? Wat zijn de belangrijkste onderdelen en werkingsprincipes? Wat zijn de voordelen van deze machine? De tegenhanger van de twin screw extrusie kan worden vergeleken met plastic extrusie; hoe werkt een single screw extruder en wat zijn de beste gebruiksomstandigheden? Tot slot bespreken we moderne trends in de single screw extruder-industrie en speculeren we over de toekomst ervan. Bovendien, als u net begint met uw carrière in polymeerverwerking, zal deze gids u helpen. Neem dus wat tijd en laat ons u meenemen door deze informatieve technische tour, en samen zullen we het potentieel van de belangrijkste componenten in geavanceerde methoden van plasticproductie ontsluiten.
Wat is een enkelschroefextruder en hoe werkt deze?
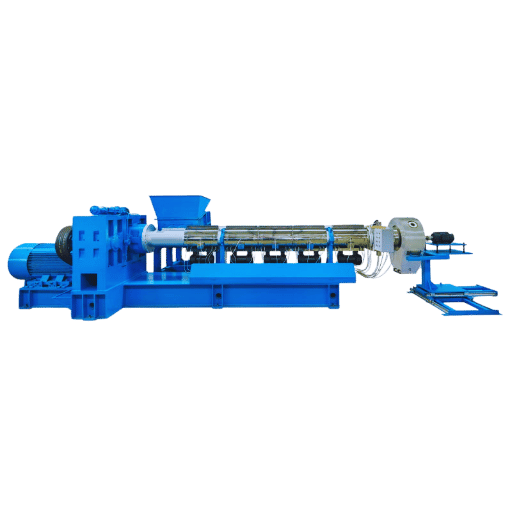
Een enkelschroefextruder is een cruciaal industrieel apparaat voor het verwerken van kunststoffen tijdens het productieproces. Het is een machine die een bepaalde plastic massa smelt, mengt en continu vormgeeft. Het werkprincipe van een enkelschroefextruder kan als volgt worden beschreven: het plastic materiaal wordt in de verhitte cilinder geladen en een roterende schroef duwt het materiaal naar voren in de cilinder en smelt het tegelijkertijd. De gesmolten massa wordt vervolgens door een matrijs geleid om het de gewenste vorm en grootte te geven. Dit wordt bereikt door mechanische energie die voortkomt uit de rotatie van de schroef.
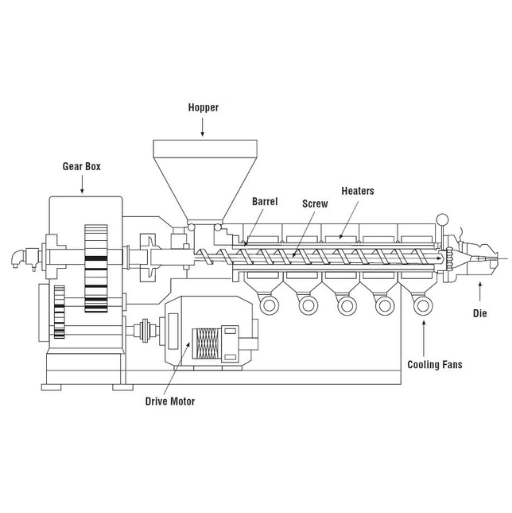
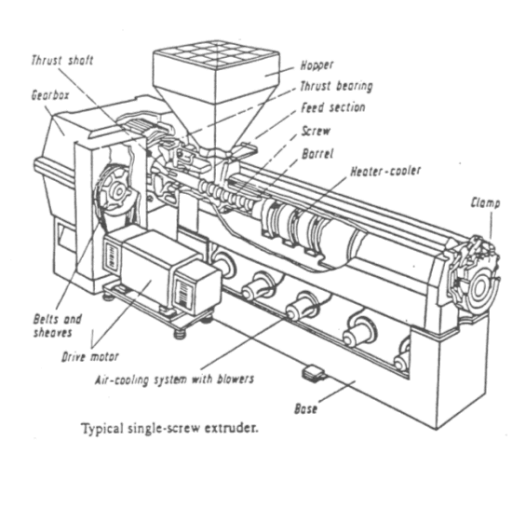
De belangrijkste onderdelen van een enkelschroefextruder zijn de schroef en het vat. De schroef wordt gebruikt voor het transporteren, smelten en mengen van de polymeerkorrels. Een vat vervult de functie van verhitting en samensmelting van druk. De schroef en het vat kunnen worden ontworpen om te voldoen aan speciale verwerkingsbehoeften.
Enkele voordelen van enkelschroefextrusie zijn de eenvoudigere configuratie, lagere kosten en flexibiliteit. Enkelschroefextruder vindt toepassing in veel industrieën voor de manier van productie van verschillende soorten kunststofbuizen, kunststofprofielen, platen, films, etc.
Enkelschroefextruders zijn relatief eenvoudig te fabriceren vergeleken met dubbelschroefextruders die niet goed mengen of speciale behandelingen vereisen. Afhankelijk van de toepassing kan een bepaald model geschikter zijn dan de andere, bijvoorbeeld vanwege de hogere snelheid van gesmolten polymeer die door de nozzle wordt vrijgegeven.
De principes en werkmethoden van de enkelschroefextruders zijn waardevolle informatie voor zowel specialisten als beginners in polymeerextrusie. Bovendien stelt kennis van enkelschroefextrusie mensen in staat om de rol van dit type extrusie in de verdere bewerkingen van de vervaardiging van verschillende kunststofartikelen beter te begrijpen.
Het werkprincipe van een enkelschroefextruder
Individuele componenten in een enkelschroefextruder spelen specifieke rollen, en om effectief te begrijpen wat deze rollen zijn, is het cruciaal om te weten hoe deze machine werkt tijdens de polymeerverwerking. Een enkelschroefextruder wordt veel gebruikt in de polymeerverwerking om grondstoffen om te zetten in afgewerkte kunststofproducten. Het creëert volledig afgewerkte goederen door kunststofmateriaal te verplaatsen, te verwarmen en te vormen met behulp van een enkele schroef in een cilinder die niet roteert.
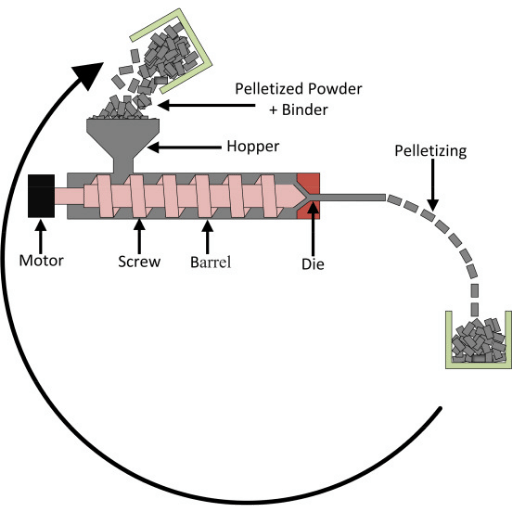
Dit proces begint met het laden van grondstoffen, meestal in vaste pluggen of pellets, in de trechter aan de bovenkant van de extruder. De rotatie van de schroef vergemakkelijkt de beweging van het materiaal in een cirkelvormig pad over de lengte van de cilinder. De kamer die bestaat uit zowel de schroef als de cilinder neemt stap voor stap in oppervlakte af, wat resulteert in het samendrukken van het materiaal en het genereren van thermische energie naarmate het materiaal vordert.
Door een combinatie van deze factoren ondergaat het plastic materiaal, wanneer het naar de schroef wordt gevoerd, thermische uitzetting door mechanische schuifkracht en wrijving in combinatie met druk. Dit verbetert het smelten van het polymeer en verandert het in een viskeuze vloeibare toestand. Het polymeer dat al is gesmolten, wordt vervolgens door een matrijs geperst, wat het polymeer een set nauwkeurige afmetingen en vorm geeft.
Verschillende componenten dragen bij aan de doeltreffendheid en prestatie van enkelvoudige schroefextrusie, zoals de schroefgeometrie, temperatuur en andere kenmerken, samen met de tijd. Verbetering van deze sleutelfactoren maakt consistent smelten, juiste amalgamatie en goede vorming van het polymeer mogelijk.
Kennis opdoen over hoe een enkelschroefextruder werkt, is nuttig voor zowel professionals als beginners in de industrie van polymeerverwerking, omdat het deze technologie demystificeert. Dit stelt hen in staat om dergelijke machines te gebruiken en enkelschroefextrusie effectief uit te voeren bij het produceren van hoogwaardige kunststofproducten.
Belangrijkste componenten: Schroef en cilinder
De schroef en de cilinder zijn twee belangrijke onderdelen van een extruder met enkele schroef. Samen maken ze het mogelijk om verschillende soorten kunststof nauwkeurig en effectief te verwerken.
Schroef:
Een schroef is een as die een spiraalvormige spiraalvorm heeft, en in dit geval een metalen die roteert in de cilinder van de extruder. Het werkt ook bij het transporteren, smelten en mengen van het plastic materiaal. De werking van de schroef, die rond de as roteert, duwt het plastic dat in de cilinder is ingesloten naar de uitlaat. De spleetdiepte, spoed en compressieverhouding van de schroef kunnen allemaal worden aangepast op basis van de materiaalvereisten. Dit niveau van controle verbetert de prestaties van het smelten, mengen en homogeniseren van de gesmolten plastic.
Barrel:
De cilinder is een hol cilindrisch stuk buis dat de schroefbladconstructie bevat. De primaire functie is om de benodigde warmte en druk te leveren via mechanische middelen die nodig zijn om een kunststofmateriaal te verwerken. De cilinder heeft een extrusiegedeelte met verwarmings- of koelzones om het gewenste thermische profiel langs de gehele borstverlenging te leveren. De verwarmde extrusiekast heeft een invoergedeelte dat het grondstofmateriaal muteert door schuif- en drukspanningen. Hun lage thermische geleidbaarheid en hoge slijtvastheid zorgen ervoor dat cilinders van speciale legeringen bestand zijn tegen zware verwerkingsomgevingen.
De werkschroef en de cilinder werken naadloos samen om de kunststof substantie te smelten, te mengen en gelijkmatig vorm te geven. Deze set componenten is ook essentieel als het gaat om het realiseren van goede en gelijkmatige extrusieprocessen.
*Let op: de bovenstaande informatie is gebaseerd op kennis en expertise in de sector.
Voordelen van enkelvoudige schroefextrusie
Bij de verwerking van kunststofmaterialen heeft enkelschroefsextrusie veel voordelen. Enkele daarvan zijn de volgende:
- Kosteneffectief: Vergeleken met een dubbelschroefsextruder is een enkelschroefsextruder relatief eenvoudig te ontwerpen en te bouwen, waardoor deze goedkoper is. Ze hebben ook minder overheadkosten voor bediening en onderhoud, wat zorgt voor lagere productiekosten.
- Geschikt voor verschillende uitgangsmaterialen: Enkelschroefextruders zijn veelzijdig en kunnen veel gangbare thermoplasten verwerken, zoals PE, PP en PS, en andere. Dergelijke flexibiliteit vergemakkelijkt de productie van een scala aan kunststofproducten voor verschillende toepassingen.
- Goede kwaliteit kunststoffen: Enkelvoudige schroefextruder maakt het mogelijk om kunststoffen op een consistente manier effectief te smelten en te mengen, waardoor de algehele kwaliteit van het eindproduct wordt verbeterd. Dit wordt mogelijk gemaakt doordat de schroef en het vat effectief hand in hand werken.
- Verbeterde productie: Een van de belangrijkste voordelen die enkelvoudige schroefextrusie biedt, is de hoge precisie bij het vormen van de thermoplast. De propellerstructuur en -geometrie helpen de gewenste afmetingen en toleranties van het eindproduct te bereiken.
- Ze passen bij verschillende productievolumes: Enkelvoudige schroefextrusie is ontworpen om te voldoen aan verschillende outputsnelheden; het is ook operationeel van lage tot hoge productievolumes. Deze capaciteit van het extrusiesysteem maakt het gebruik ervan mogelijk voor een verscheidenheid aan toepassingen, van enkele volts tot honderden partijen die op één of extruders met dubbele schroef.
- Opschaling van de lengte in een extrusiesysteem maakt efficiënte productieaanpassingen mogelijk.: Enkelvoudige schroef-continu-extruder heeft het voordeel dat het de verlenging van de productie bijzonder eenvoudig maakt. Wijzigingen aan schroeflengtes en -diameters kunnen hun productie verhogen zonder grote veranderingen of investeringen in andere technologieën.
- Lage energie-inputvereisten: Als we het bekijken vanuit een kop van een matrijs, verbruikt een enkelschroefsextruder minder energie dan een dubbelschroefsextruder. De besparingen die worden behaald door deze energie-efficiëntie hebben ook het potentieel voor milieuvoordelen.
Het is van cruciaal belang om te onthouden dat er generalisaties moeten worden gemaakt over de hierboven genoemde voordelen en dat er rekening mee moet worden gehouden dat verdere extrusieprocessen geschikter kunnen zijn voor bepaalde specifieke toepassingen.
Hoe verhoudt een enkelschroefsextruder zich tot een dubbelschroefsextruder?
Extruder versus dubbelschroefsextruder: belangrijkste verschillen
De twee soorten apparatuur die worden gebruikt in het twistproces van plastics zijn de extruder en de twin screw extruder. Ik zal deze twee termen hieronder uitleggen, aangezien ik bekend ben met hun werk als professional in dit domein.
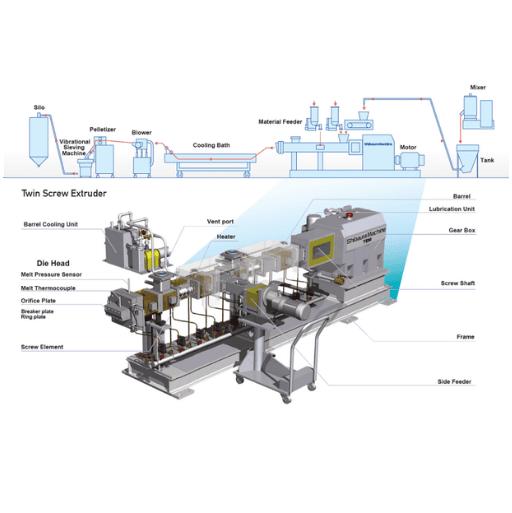
Een extruder wordt ook wel een enkelschroefsextruder genoemd, simpelweg omdat deze slechts één schroef heeft, die plastics door de cilinder mengt, smelt en duwt. De dubbelschroefsextruder daarentegen heeft twee in elkaar grijpende schroeven en voert dezelfde functies uit als de enkelschroef, of liever gezegd, de dubbelschroefsextruder.
Dat komt omdat ze verschillen in wat ze kunnen doen en waar ze gebruikt kunnen worden. De extruder is bijvoorbeeld goedkoper en efficiënter omdat het makkelijk is om pijpen, profielen of zelfs platen te produceren met een enkele schroefextruder. Twins hebben meer controle nodig over het mengen en verspreiden, wat betekent dat ze meer gecontroleerd zijn en ze kunnen gebruikt worden voor specifieke toepassingen, perfect voor ingewikkelde processen zoals het samenstellen van additieven en het mengen van materialen.
Bij het selecteren van een dubbelschroefsextruder versus een enkelschroefsextruder is de aard van de toepassing altijd van het grootste belang. Wat is de aard van de gewenste eigenschappen van het product? Wat zijn de materiaaleigenschappen? Wat is de verwachte productie en het budget?
Houd er rekening mee dat de bovenstaande informatie weliswaar de belangrijkste verschillen tussen de twee soorten extruders bevat, maar dat u deze informatie ook op uw eigen type moet toepassen bij het beoordelen van de behoeften van uw toepassing.
Enkelschroefextruder versus dubbelschroefextruder: welke moet u kiezen?
Als professional in de sector besef ik dat de keuze tussen een enkelschroefsextruder en een dubbelschroefsextruder niet eenvoudig is. Het komt allemaal neer op de vereisten van uw toepassing. Voor eenvoudige verwerkingsactiviteiten met beperkte materialen kan een enkelschroefsextruder voldoende zijn. Voor toepassingen die echter nauwe toleranties, betere menging en een breed spectrum aan te verwerken materialen vereisen, zou een dubbelschroefsextruder ideaal zijn. Door parameters als producteigenschappen, materiaalvereisten, productiecapaciteit en kosten in overweging te nemen, zorgt u ervoor dat u voldoende informatie hebt om een keuze te maken. Het is ook van groot belang om op te merken dat een goede beoordeling van de toepassingsvereisten enorm zal helpen bij het selecteren van het beste extrudertype voor de klus.
Toepassingen voor enkel- en dubbelschroefextruders
Enkel- en dubbelschroefextruders zijn veelzijdige machines. Deze definitie is voldoende voor de huidige doeleinden. Welke schroef het beste is voor een bepaalde taak, hangt af van de redenatie met betrekking tot hoe de apparatuur moet worden toegepast. Hier zijn enkele veelvoorkomende toepassingen voor beide typen:
Enkelschroefextruders:
- Op basis van de bovenstaande definitie zou je verwachten dat enkelschroefsextruders veel voorkomen in de meeste gebieden waar de industrie een relatief stabiele toestand en consistente verandering van verschillende plastic materialen vereist. Er zijn echter enkele toepassingen die een duidelijk voordeel lijken te hebben ten opzichte van andere. Enkele belangrijke toepassingen zijn:
- Filmproductie: Dit is waar - gezien de groeiende vraag naar films uit verschillende polymeren, moeten er ook enkele schroeven in beeld komen om kunststoffilms te leveren, zoals die voor de verpakkingswereld, landbouwdoeleinden en krimpfolie.
- Extrusie van buizen en profielen: Deze vraag zou gemakkelijk kunnen voorzien in de behoeften van bijvoorbeeld de bouwsector, landbouw en auto-industrie. Deze bedrijven zijn vooral geschikt voor de productie van buizen, pijpen en allerlei soorten profielen.
- Plaatextrusie is een proces waarbij de extruderschroef de functie vervult van het creëren van een doorlopende plaat materiaal. In andere gevallen worden enkelschroefextruders ook gebruikt voor de plaatproductie van kunststoffen voor algemene toepassingen, bijvoorbeeld verpakkingen, toepassingen in de automobielindustrie en bouwmaterialen.
- Coaten van draad en kabel: Gezien de rol die enkelschroefextruders spelen, vervullen ze een rol bij draden en kabels door ze te isoleren en vervolgens te coaten met een soort kunststof. Ze kunnen een belangrijke rol spelen bij dit soort processen en andere aspecten integreren.
Dubbelschroefextruders:
- De behoefte aan geavanceerde technologie en uitstekende mengeigenschappen bij complexe verwerkingsvereisten wordt vervuld door extruders met dubbele schroef en vele opmerkelijke toepassingen, waaronder de volgende:
- Compounding: Een van de meest voorkomende toepassingen voor extruders met dubbele schroef is compounding. Hierbij worden verschillende materialen, additieven en vulstoffen gemengd om speciale compounds te produceren voor de automobiel-, elektronica- en consumentengoederenindustrie.
- Polymeermenging: Hierbij worden meerdere polymeren gemengd en gehomogeniseerd. Vervolgens kunnen er verschillende polymeermengsels met specifieke eigenschappen worden geproduceerd.
- Schuimen: Tweeschroefsextruders worden gebruikt voor schuimkunststoffen die worden gebruikt voor isolatie, verpakkingen en bouwschuim.
- Productie van masterbatches: Tegengesteld draaiende dubbelschroefsmodellen van dubbelschroefsextruders worden veel gebruikt voor de bereiding van masterbatches. Masterbatches zijn zeer geconcentreerde mengsels van pigmenten en additieven die de kleur en eigenschappen van bepaalde kunststoffen isoleren.
Kennis van de verschillende toepassingen van enkel- en dubbelschroefextruders kunt u de juiste apparatuur selecteren die voldoet aan de behoeften van uw productievereisten en uw specificaties voor materiaalverwerking.
Hoe wordt plastic verwerkt in een enkelschroefsextruder?
Het extrusieproces uitgelegd
De kunststofsector bevat opmerkelijke technieken, het extrusieproces, wat een revolutie is in de productielijn, waarmee basispolymeermateriaal kan worden omgezet in goederen en onderdelen, waarbij de roterende schroefextruder een belangrijke rol speelt. Het ingewikkelde proces dat wordt aangestuurd door een enkele schroefextruder kan worden besproken.
- Laden van materiaal: Het extrusieproces begint nadat het ruwe kunststofmateriaal, meestal korrels of poeders, in de trechter van de extruder is geladen.
- Verwarmen en toepassen van verschillende draaikrachten: Grote hoeveelheden externe warmte worden toegepast op de extruder samen met de rotatie van een schroef; dit veroorzaakt wrijving die de fusie van het plastic materiaal aan de binnenkant van de extruder vergroot. Een gesmolten vorm van polymeer wordt vervolgens gecreëerd terwijl het gesmolten materiaal door een fusieproces gaat samen met andere schroeven voor voldoende menging.
- Druk opbouwen: Bij het bereiken van het midden van de schroef wordt de ruimte eromheen steeds beperkter, waardoor er nog meer wrijving ontstaat. Deze toegenomen hoeveelheid wrijving verhoogt geleidelijk de druk in de extruder, wat helpt bij het verkleinen van de ruimte tussen de schroef en de polymeerketen.
- Vormen van matrijzen: Het gesmolten polymeer wordt op de matrijs gespoten terwijl het de spuitmond binnenkomt richting de punt van de polymeerketen. De matrijs reguleert de hoeveelheid polymeer die verloren gaat, aangezien er alleen voldoende hoeveelheden worden gebruikt, terwijl ook de dikte wordt gereguleerd. Verschillende vormen kunnen worden geproduceerd door veel matrijsgaten of combiners.
- Koelen en stollen: Bij het verlaten van de matrijs wordt het nieuw gevormde plastic product of onderdeel zo snel mogelijk gekoeld om ervoor te zorgen dat het stolt in de juiste vorm. Afhankelijk van het gebruikte extrusiesysteem kunnen de koeltechnieken verschillen tussen lucht-, water- of spuitmethoden.
- Snijden en afwerken: Na het koel- en stollingsproces snijden de fabrikanten het kunststofproduct doorgaans volgens hun specificaties of vooraf ingestelde afmetingen. Sommige andere afwerkbewerkingen, zoals secundaire bewerkingen of oppervlaktebehandelingen, kunnen worden uitgevoerd op basis van de uiteindelijke vereisten van het eindgebruik of het eindproduct.
Het extrusieproces is vrij flexibel en efficiënt in het produceren van allerlei soorten plastic producten, variërend van basisprofielen en buisvormen tot zelfs geavanceerde en complexe profiel-, plaat- en filmtypes kamgaren. Verschillende overwegingen kunnen de prestaties en de kwaliteit van de output van het proces beïnvloeden, waaronder het type polymeer dat wordt gebruikt, het type extruder dat wordt gebruikt, verwerkingsparameters, het ontwerp van de schroef en het soort nabewerkingsbewerkingen dat wordt uitgevoerd.
In de volgende paragrafen worden met name fundamentele aspecten van polymeerverwerkingsproblemen behandeld, samen met het belang van schroefontwerp en -snelheid, evenals enkele andere elementen, waaronder recente ontwikkelingen en vooruitzichten op het gebied van enkelvoudige waterschroefextruders.
Rol van thermoplast bij extrusie
Thermoplastische materialen zijn van groot belang in het extrusieproces. Deze materialen zijn gemakkelijk te bewerken omdat ze vloeibaar worden bij verhitting en vast worden bij afkoeling. Daarom zijn thermoplasten zeer geschikt voor vormgeving met behulp van het extrusieproces. Vanwege hun goede smeltstroomeigenschappen zijn thermoplasten gemakkelijk te verwerken en kunnen er veel kunststofartikelen worden geproduceerd. Het thermoplastische materiaal wordt gesmolten en door een matrijs geperst om de vereiste doorsnede van het product te produceren tijdens extrusie. Elk thermoplastisch materiaal wordt geselecteerd op basis van de behoeften van de toepassing, bijvoorbeeld vereiste sterkte, flexibiliteit, blootstelling aan chemicaliën, uitzicht, enz. Door het juiste thermoplastische materiaal voor extrusie te gebruiken, kunnen de fabrikanten de benodigde prestaties en eigenschappen van het product bereiken.
Stappen in kunststof extrusie
Plastic extrusie omvat productieprocessen die worden gebruikt om talloze plastic producten te produceren via het extrusieproces. Dit zijn de stappen:
- Materiaalvoorbereiding: Thermoplastische materialen worden voor het productieproces geselecteerd op basis van de vereisten van de toepassing, zoals treksterkte, flexibiliteit, chemische ruwheid en esthetiek.
- Smelten: Het geselecteerde thermoplastische materiaal wordt verhit in een extrudermachine om warmte te verwijderen. Het vaste materiaal is nu dispergeerbaar voor de volgende stappen.
- Extrusie: Het verhitte gesmolten plastic wordt door een matrijs geduwd om het materiaal vorm te geven. De matrijs regelt de vorm, dikte en afmetingen van het extrudaat.
- Koelen en stollen: Het kunststof stansstuk dringt door een thermoregulerend systeem; waterbaden of luchtkoeling zorgen voor een snelle stolling van het gesneden kunststof, waardoor de precieze geometrie en sterkte toenemen.
- Snijden en afwerken: Zodra het plastic is afgekoeld en hard is geworden, wordt het gesneden in de gewenste lengte of vorm van het eindproduct. Vervolgens vindt er een nabewerking plaats, zoals oppervlaktebehandeling, verwijdering van overtollig materiaal, snijden, enz.
Door deze processen te volgen, kunnen fabrikanten verschillende plastic producten produceren met de vereiste prestaties en kenmerken. Elk is van belang in het extrusieproces van het vervaardigde onderdeel voor de kwaliteit van het extrudaat.
Wat zijn de belangrijkste factoren waarmee u rekening moet houden bij de verwerking van polymeren?
Belang van schroefontwerp en -geometrie
De constructie en de schroefgeometrie zijn belangrijk/voorwaardelijk voor het enkelvoudige schroefextrusiesysteem. Ze zijn cruciaal om de efficiëntie te garanderen bij het verplaatsen van het hete plastic en het mengen van het polymere materiaal om te voldoen aan de vereiste normen voor het resulterende extrudaat. Hier zijn essentiële punten die een ingenieur moet overwegen met betrekking tot het ontwerp en de geometrie van de extruderschroef en -cilinder.
- Vluchtdiepte en spoed: Het zijn de vluchtdiepte en spoed van de schroef die de mogelijkheid definiëren om het plastic materiaal in de extruder te verplaatsen en te smelten. Een geschikte combinatie van de twee parameters zorgt ervoor dat er voldoende transport van grondstoffen plaatsvindt en dat er warmte en menging plaatsvindt.
- Compressieverhouding: Het is vermeldenswaard dat de compressieverhouding van een schroef het smelten van het plastic aanzienlijk beïnvloedt. Het is de verhouding van de kanaaldiepte van het invoergedeelte tot die van de matrijs in de cilinder. Een verhoogde compressieverhouding resulteert in hoge schuif- en drukkrachten, die het mengen en smelten van polymeren verbeteren.
- Geometrie van het schroefkanaal: De kenmerken van het schroefkanaal, zoals de opstelling en vorm van de vluchten, beïnvloeden de processen van smelten, mengen en drukverhoging in de cilinder. Voor specifieke verwerkingsbehoeften worden verschillende geometrieën van de kanalen gebruikt, zoals enkelvoudige, dubbele en barrièreschroeven.
- Schroefmateriaal en coatings: De selectie van het type schroefmateriaal en de coatings ervan hebben het potentieel om de slijtvastheid, corrosiebestendigheid en duurzaamheid te vergroten. De toepassing van geavanceerde materialen en coatings garandeert de hogere levensverwachting van schroeven en een constante standaard van extrusiebewerkingen.
- Verwarmings- en koelzones: Effectieve zonering van de schroef in verwarmings- en koelzones en hun betere regulering tijdens de rotatie van de schroef vormen een hoeksteen voor de juiste verwarmings- en koelsnelheden van het gas tijdens de smelt- en koelfasen. Dit draagt bij aan het behoud van de smelttemperatuur en productkwaliteit.
De hierboven genoemde factoren, samen met het ontwerp en de geometrie van de schroef, verbeteren de prestaties van de schroef bij het smelten, mengen en transporteren van kunststoffen, zodat geëxtrudeerde producten van hoge kwaliteit met een goede maatnauwkeurigheid en gespecificeerde geometrie kunnen worden geproduceerd.
Impact van schroefsnelheid op efficiëntie
De efficiëntie van een enkelvoudige schroefextruder wordt beïnvloed door de snelheid, die ook wel schroefsnelheid wordt genoemd. Het proces van plastic extrusie omvat het smelten, mengen en duwen van plastic, die allemaal worden beïnvloed door de schroefsnelheid. Een hogere schroefsnelheid kan ons ook helpen bij het verbeteren van de productiviteit, het verlagen van energiekosten en het verbeteren van de kwaliteit van het product. Hier zijn enkele belangrijke overwegingen bij het beoordelen van de impact van de schroefsnelheid op de extruderefficiëntie:
- Dit kan worden onderverdeeld in twee delen: het verwijderen en koelen van de omgevingslucht; zodra de omgevingslucht is afgekoeld, is er een toename in concentraties van verschillende chemicaliën en gassen in de regio terwijl de omgeving drukloos wordt. De hogere schroefsnelheden leiden over het algemeen tot kortere contacttijden in de cilinder en bevorderen zo sneller smelten en mengen van het plastic. Maar nogmaals, te hoge snelheid zou ook schadelijk zijn omdat het zou leiden tot overmatige schuifwarmte, wat hoogstwaarschijnlijk zou leiden tot degradatie. Er is een schroefsnelheid waarbij mechanische schuifkracht meer dan voldoende is voor volledig smelten en mengen.
- De consistentie waarmee de smelt uit de schroefextruder stroomt, wordt bepaald door de schroefsnelheid. Een optimale schroefsnelheid is voordelig omdat het helpt een volumetrische modderstroomsnelheid te bereiken terwijl het risico op inzakken of onnodige extrusie wordt geminimaliseerd. Men moet in gedachten houden dat de extruder kan bewegen zonder tegendruk te genereren, daarom zou een schroefsnelheid die het materiaal bij voorkeur kan verplaatsen zonder terugstroming of tegendruk ideaal zijn.
- Energieverbruik: Het energieverbruik van de extruder wordt beïnvloed door de schroefsnelheid. Een hogere schroefsnelheid verhoogt doorgaans de vermogensbehoefte van de extrusiemachinemotor. Even belangrijk is echter de manier waarop men het energieverbruik kan minimaliseren terwijl men probeert de output te maximaliseren om de algehele effectiviteit van het proces te vergroten.
Schroefsnelheden zijn belangrijke overwegingen, maar de juiste schroefsnelheden zijn het beste in combinatie met andere parameters van de extrusie, zoals cilindertemperaturen, schroefgeometrie en de materialen die worden geëxtrudeerd. De kenmerken en vereisten van het enkelvoudige schroefextrusieproces om de vereiste energie en productkwaliteit te bereiken, helpen bij het bepalen van de selectie van de schroefsnelheid en de aanpassing ervan op basis van de batchvereisten.
Optimaliseren van de extruderprestaties
De implementatie van schroefpompextrusie vereist aandacht voor een reeks parameters en het gebruik van geavanceerde technische basisconcepten of ideeën. Dit stelt fabrikanten effectief in staat om machines te ontwerpen en te implementeren in hun fabrieken die de efficiëntie, productiviteit en kwaliteit van het eindproduct optimaliseren. Hieronder worden enkele concepten uiteengezet die in overweging moeten worden genomen bij de optimalisatie van de operationele parameters van de extruder;
- Optimalisatie van procesparameters: Naast de snelheid van de schroef hebben de druk en de wrijving ook een aanzienlijke invloed op de massastroom van de geëxtrudeerde grondstof en indirect op het ingestelde eindproductvolume. Door te focussen op deze parameters in het extrudersysteem, zouden het gewenste outputvolume en de gewenste kwaliteit haalbaar moeten zijn.
- Geavanceerde schroefontwerpen: Ondanks deze zorgen de mengelementen ook voor een aanzienlijke verandering in de extrudaatkwaliteit. Dit zorgt voor een betere controle over het smeltproces en zorgt ervoor dat de smeltkwaliteit consistent is, waardoor de gehele extruder optimaal kan functioneren ten opzichte van het ontwerp.
- Vatverwarmings- en koelsystemen: Verwarmings- en koelsystemen zijn integraal onderdeel van het extrusiesysteem. Deze systemen bieden een nauwe hoeveelheid temperatuurgecontroleerde gebieden, en de variabiliteit van lage temperaturen beïnvloedt de structuur of pakkingsdichtheid tijdens de uiteindelijke output. Dit verbetert de efficiëntie van het gegeven proces in het algemeen en zorgt voor een betere kwaliteit van het eindproduct.
- Efficiënte aandrijfsystemen: Investeren in robuustere extruder aandrijfsystemen kan de energie-efficiëntie verbeteren en het energieverbruik verlagen. Moderne aandrijfcomponenten zoals servomotoren verbeteren de controle over de schroefsnelheid, waardoor er meer vrijheid is in het variëren van de bedrijfsparameters.
- In-Line Monitoring en Control: Moderne monitoringsystemen combineren met geavanceerde controlemethoden verbetert het proces en de regulering ervan. Online metingen van operationele variabelen zoals smelttemperatuur, smeltdruk en smeltstroomsnelheid kunnen helpen effectieve onderhoudsprocedures te leveren en de mate van procesfluctuaties te beheersen.
Schroefextrudertechnologie kan eenvoudig worden verbeterd met de integratie van deze technologieën door de gebruikers om een grotere doorvoer, beter energieverbruik en eindproducten van hogere kwaliteit te bereiken. Men moet voortdurend interactie aangaan met de relevante experts, gebruikmaken van beschikbare literatuur en recente trends volgen om maximale tevredenheid te verkrijgen uit de implementatie van dergelijke innovaties en voortdurend verschillende processen met betrekking tot extrusie te verbeteren.
Wat zijn de innovaties in de enkelschroefextrudertechnologie?
Recente ontwikkelingen in extrusiemachinetechnologie
Moderne technologie op het gebied van extrusie-apparatuur heeft immense veranderingen teweeggebracht in enkelschroefextrusie, die de productiviteit, energie en kwaliteit van het product enorm hebben verbeterd. Zoveel innovaties zijn mogelijk gemaakt door verschillende onderzoeks- en ontwikkelingsactiviteiten in de sector. Enkele van de ontwikkelingen in recente tijden zijn als volgt:
- Schroefontwerpen voor betere prestaties: Er zijn verbeterde schroefontwerpen met onder andere barrièreschroeven en gegroefde invoersecties die de transport-, smelt- en mengfuncties van de enkelvoudige schroefextruders hebben verbeterd. Deze ontwikkelingen vergemakkelijken het extrusieproces en verbeteren de kwaliteit en uniformiteit van het eindproduct.
- Moderne verwarmings- en koelsystemen: Moderne verwarmings- en koelsystemen hebben de mogelijkheid verbeterd om de temperatuur van de extrudercilinder nauwkeurig te handhaven. Dergelijke temperatuurregeling optimaliseert de verwerkingsomstandigheden, verhoogt de energie-efficiëntie door overtollige warmteafvoer te minimaliseren en verbetert de algehele effectiviteit van de apparatuur.
- Automatische controlesystemen: De nieuwe controlesystemen, die in-line monitoring en controle-algoritmen omvatten, hebben het mogelijk gemaakt om optimale smelttemperatuur, druk en outputsnelheid te handhaven die voldoen aan de specificaties. Dit verbetert niet alleen de controle over het proces, maar minimaliseert ook afwijkingen, waardoor de productkwaliteit wordt verbeterd.
Recente technologische innovaties die de ontwikkeling van extrusiemachines mogelijk maken, hebben bijgedragen aan een hogere snelheid, minder energieverbruik en hogere productkwaliteit, met name bij enkelvoudige schroefextrusie. Fabrikanten kunnen dus, door deze innovaties te gebruiken en kennis te nemen van de recente trends in de industrie, hun extrusiemethoden verfijnen en bedrijfsactiviteiten zonder onderbreking verbeteren.
De toekomst van enkelvoudige schroefextrusie
De toekomst van enkelschroefextrusie lijkt verdere vooruitgang te zijn richting nieuwe significante ontwikkelingen die de industrie zullen veranderen. Er wordt actief geïnvesteerd in onderzoek en ontwikkeling om de efficiëntie en het potentieel van een enkelschroefextruder te vergroten. Hier zijn enkele belangrijke ontwikkelingsgebieden:
- Verbeterde schroeffuncties: Het herontwerp van de schroefgeometrie en kanaalconfiguratie gericht op het vergroten van mengen, smelten en terugstromen is een belangrijk element van lopend onderzoek. Het uiteindelijke doel van dergelijke functies is het verbeteren van de smelt- en extrusieprocessen en de resulterende eindproducten.
- Nieuwe verwarmings- en koelmethoden: Nieuwe temperatuurregeltechnologieën zijn in ontwikkeling die betere giettemperatuuraanpassingen over de gehele lengte van de extrudercilinder mogelijk maken. Deze systemen verbeteren de verwerkingsparameters en resulteren in een lager energieverbruik door constante warmteafvoer.
- Verbeteringen in de controle: Betere controlestrategieën, zoals inline-inspectie en automatische procescontrole-algoritmen, maken nauwkeurigere en tijdige wijzigingen in kritische parameters mogelijk. Dit resulteert in betere procescontrole met minder variabiliteit en een verbeterde algehele kwaliteit van de geëxtrudeerde materialen.
Hierdoor kunnen fabrikanten hun extrusie-activiteiten stroomlijnen, de productiviteit verhogen, het energieverbruik verlagen en de productkwaliteit verbeteren. En binnen zo'n dynamische omgeving is het cruciaal om informatie te hebben over wat er nieuw is en om nieuwe bevindingen in de praktijk te brengen om de prestaties van enkelschroefsextrusieprocessen te verbeteren.
Hoe enkele schroeven evolueren
Het belang van een enkelschroefsextruder was alleen beperkt tot de kwaliteit van de output in plaats van het ontwerp en de functionaliteit in de jaren atmosferisch tijdens de doorvoer. Het is echter nu duidelijk dat er veel is gedaan om de verse opbrengst, het energieverbruik en het algehele structurele welzijn van een enkelschroefsextruder te verbeteren. Hier is een glimp van hoe enkelschroefsextruders zich ontwikkelen:
- Verbeterde menging en dispersie: Er is voldoende literatuur beschikbaar die het feit bewijst dat alternatieve schroefontwerpen de kwaliteit van het eindproduct kunnen beïnvloeden. Tegelijkertijd doen deze ontwikkelingen het tegenovergestelde en leiden ze tot een betere productkwaliteit, omdat men beter moet mengen en ervoor moet zorgen dat de verspreide ingrediënten consistent en uniform zijn.
- Temperatuurregeling: Betere en innovatievere koel- en verwarmingsmechanismen zorgen voor een betere temperatuurregeling in de cilinder van de extruder, wat resulteert in een betere verwerking en energieoptimalisatie.
- Slimme regelsystemen: Geavanceerde besturingen, zoals inline-besturing en bewakings- en regelalgoritmen, maken directe aanpassing van extruderparameters mogelijk, waardoor efficiënte autometrie ontstaat.
Fabrikanten hebben nu de hefboomwerking van betere extrusiemethoden met behulp van de nieuwe technologieën, waardoor de opbrengst en productkwaliteit toenemen en er minder energie wordt verbruikt. De enige consistentie daar ligt in het bewustzijn van wat er om hen heen gebeurt voor technologie en enkelschroefsextrusieprocessen.
Veelgestelde vragen (FAQ's)
V: Wat is een enkelschroefsextruder en wat is de functie ervan?
A: Een enkelschroefsextruder is een soort extrudeermachine die wordt gebruikt in de kunststofindustrie. De structuur bestaat uit een verwarmde cilinder met een draaiende enkele schroef die loodrecht op de as is geplaatst. De schroef verplaatst warmte en decodeert de korrels tijdens het voortstuwingsproces in de extruder. Het materiaal wordt vervolgens verwarmd, samengeperst en door een matrijs geperst, waardoor gevormde kunststofproducten ontstaan.
V: Wat is het verschil tussen een enkelschroefsextruder en een dubbelschroefsextruder?
A: Een enkelschroefsextruder bestaat uit één schroef, terwijl een dubbelschroefsextruder bestaat uit twee in elkaar grijpende schroeven, terwijl een enkelschroefsextruder er maar één heeft. De prestaties van twine screw extruders zijn over het algemeen beter omdat ze flexibeler zijn in toepassing wat betreft mengen. Daarentegen zijn enkelschroefsextruders over het algemeen eenvoudiger en goedkoper in gebruik voor sommige taken.
V: Wat zijn de onderdelen van een enkelschroefextruder?
A: Verschillende componenten maken de enkelschroefextruder operationeel, waaronder de invoertrechter en het vat, dat de roterende schroef, verwarming, koeling, matrijs en het controlesysteem heeft. De schroef bevindt zich in het midden van de extruder en vervult de belangrijkste functie van het transporteren en mengen van de grondstof. Het verwarmde vat omhult de schroef, wat helpt bij het smelten van het plastic. De matrijs wordt gebruikt om het gesmolten plastic in een bepaalde vorm te gieten.
V: Kunt u enkele voorbeelden geven van materialen die geschikt zijn voor verwerking met een enkelschroefsextruder?
A: Enkelschroefextruder is redelijk flexibel omdat het met verschillende thermoplastische materialen gebruikt kan worden. Dergelijke materialen omvatten polyethyleen (PE), polypropyleen (PP), polystyreen (PS) en PVC. Sommige kunnen ook bepaalde thermoplastische elastomeren en zelfs sommige verbindingen aan. Het specifieke materiaal dat wordt geselecteerd, is gebaseerd op de specifieke vereisten voor de toepassing van het eindproduct.
V: Wat is de betekenis van de schroefgeometrie voor de werking van een enkelschroefsextruder?
A: Er wordt gezegd dat een enkelschroefsextruder gebruikmaakt van een specifieke schroefgeometrie, wat nogal belangrijk is voor de efficiënte werking ervan. In een tegengesteld draaiende dubbelschroefsextruder zijn de schroeflengte, de diameter van de schroef en het ontwerp van de schroefvluchten allemaal belangrijke factoren die het proces beïnvloeden. Het gebruik van barrièreschroeven, wat een specifiek type schroefontwerp vertegenwoordigt, helpt de menging en het smelten en de homogeniteit van een kunststofmateriaal te vergroten. De schroefgeometrie kan worden aangepast aan materialen en het beoogde eindgebruik om de materiaaluitvoer en de productkwaliteit te optimaliseren.
V: Waarom kiezen voor een kunststof enkelschroefsextruder?
A: Wat betreft de verwerking van kunststoffen hebben enkelschroefsextruders veel voordelen. Ten eerste zijn ze eenvoudiger in configuratie, wat hun eenvoud in bediening en onderhoud vergroot. Ze zijn goedkoop in veel toepassingen en kunnen betrouwbaar werken. Enkelschroefsextruders hebben ook veel toepassingen, omdat ze een breed scala aan materialen kunnen verwerken. De extrusie van thermoplasten en de productie van doorlopende profielen, platen en films zijn instrumenteel.
V: Verspillende extruder voor kunstmatig plastic?
A: Een plastic extruder is een belangrijk onderdeel van de productietechnologie van verschillende plastic grondstoffen. Het maakt het mogelijk om plastic materialen in een vaste toestand en in elke vorm te gebruiken. De extruder creëert een continu proces dat nodig is voor de economische output van producten zoals buizen, platen, films, profielen en dergelijke. Het vergemakkelijkt ook de opname van verschillende vulstoffen en additieven in het plastic voor een betere verbetering van het eindproduct.
V: Welke variabelen zijn van cruciaal belang voor de werking van de extruder en het uiteindelijke product dat uit de extruder komt?
A: Er zijn verschillende bepalende factoren met betrekking tot de prestaties van de extruder en het uiteindelijke vergrotingsitem. Dit zijn het type materiaal dat wordt verwerkt, de schroefsnelheid, het temperatuurprofiel van de cilinder, de toevoersnelheid en het matrijsontwerp. De mate van afschuiving die op het materiaal wordt toegepast, de tijdsduur dat het materiaal in de extruder wordt gehouden en de effectiviteit van het plastificeringsproces zijn ook zeer belangrijke factoren. De juiste controle van deze variabelen is vereist om een uniforme productkwaliteit te behouden en de efficiëntie van de extruder te verbeteren.
Referentiebronnen
1. “Convergerende-divergerende stroming in een nieuwe extruder en het gebruik ervan bij het blazen van films” door Yin et al. (2014) (Yin et al., 2014, blz. 552–557)
Belangrijkste bevindingen
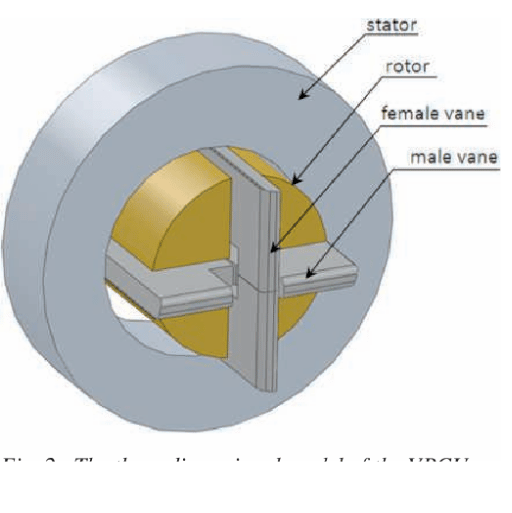
- Er is een nieuw concept ontwikkeld voor een extruder op basis van convergerende-divergerende stromingsgeometrie voor polymeerverwerking.
- Deze extruder omvat vier schoepenplastificeer- en transporteenheden (VPCU) en drie mengeenheden.
- Uit de experimentele studies bleek dat de matrijsdruk minimale invloed had op de output en dat er zoveel mogelijk CaCO3 in het mengsel kon worden opgenomen zonder dat de effectiviteit van de onderdelen werd aangetast.
Methodologie:
- Er worden details van het werkingsprincipe van de ontworpen nieuwe extruder beschreven.
- Er werden films geproduceerd op basis van CaCO3-gevulde LDPE-composieten en hun mechanische eigenschappen en microstructuur werden onderzocht.
2. Het werk van Mori Dhaval et al., “Twin-Screw Extruder in Pharmaceutical Industry: History, Working Principle, Applications, and Marketed Products: an In-depth Review” (Dhaval et al., 2020, blz. 294-318).
Samenvatting van Bevindingen:
- Analyseerde de evolutie, functionaliteit, toepassingen en de producten die door dubbelschroefextruders in de geneeskunde worden geproduceerd.
Methodologie:
- Ik heb de publicaties over de dubbelschroefextruder in de farmaceutische sector doorgenomen.
3. “Onderzoek naar de energie-efficiëntie van een gemoderniseerde enkelschroefextruderbehuizing” door V. Vytvytskyi et al. (2023) (Vytvytskyi et al., 2023)
Belangrijkste bevindingen:
- Zij stelden voor om warmtegeleidende pasta in de opening tussen de verbindende cilindrische oppervlakken te plaatsen, die zich bij het invoergedeelte van de cilinder van de enkelschroefextruder bevinden.
- Door het aanbrengen van thermische pasta kon de thermische weerstand van de cilinderwand met ongeveer 9% worden verlaagd. Bovendien zorgde de consolidatie voor een egalisatie van het temperatuurveld over de lengte van het invoergedeelte.
Methodologie:
- De thermische berekeningen van de oorspronkelijke en werkelijke kenmerken van de cilinder van het toevoergedeelte werden uitgevoerd met behulp van het Steady Thermal-model in het Ansys-programma.
- Gekozen Polyvinylchloride als het te recyclen/hervormen polymeer en thermische pasta met een thermische geleidbaarheid van 4 W/(m·K) als opvulling voor de ringvormige ruimte.
4. “Modelleren van het homogenisatieproces van polyethyleencomposities in een enkelschroefsextruder met een Maddock-mengelement” door HS Podyman et al. (2021) (Podyman et al. 2021, blz. 517-526).
Belangrijkste bevindingen:
- Het hoofddoel van een 4-fase enkelschroefreactie-extruder met een reactiefase na de homogenisatiefase is het verlengen van de verblijftijd van het polymeer en het toevoegen van een reactiefase om overmatige afschuiving te verminderen.
Methodologie:
- Uitleg van het werkingsprincipe van de 4-traps enkelschroefsreactie-extruder door de dynamiek van de silaan-entreactie te evalueren/simultaan te analyseren.
- We hebben ook een eenvoudigere aanpak beschreven om te schatten hoe lang het polymeer in gesmolten toestand zal blijven.
5. Het artikel van A. Dorokhov et al., getiteld “MATERIAL MOVEMENT WITHIN A SINGLE-SCREW EXTRUDER,” werd in 2021 gepubliceerd.Dorokhov et al., 2021)
Belangrijkste bevindingen:
- Er worden twee benaderingen voorgesteld voor het modelleren van materiaalbeweging in de enkelschroefextruder. De eerste is toepasbaar op viskeuze stromende materialen en de tweede voor gebieden van de toevoer, pomp en compressie waar de werkdruk wordt toegepast.
Methodologie:
- Beschrijf het compressiemechanisme van de enkelschroefextruder, dat de persschroefeenheid en de functie van materiaaltoevoer en compressie omvat.
6. Het artikel getiteld "OPTIMIZATION OF HOLES IN THE MATRIX OF A SINGLE-SCREW EXTRUDER FOR PROCESSING OF POULTRY MANURE" van M. Potapov et al. is gepubliceerd in 2020(Potapov et al., 2020, blz. 42–48)
Belangrijkste bevindingen
- Er is een geavanceerde extruder voor pluimveemest met een verbeterd vacuümsysteem ontwikkeld om energie te besparen en tegelijkertijd het vochtgehalte van kippenmest te verlagen.
- De reologie van plantaardige componenten die mest bevatten, bepaalde de optimale perforatiehoeveelheid van de extrudermatrix.
Methodologie
- De druk bij de extrusie van mest werd als functie van de tijd waargenomen om het structuurgedrag tijdens de extrudercyclus voor de verwerking van pluimveeafval te evalueren.
- We hebben ook de parameters van teamvariaties bepaald: σ0 (spanningsnormaal op porieniveau), τ0 (krachtbeweging onder een bepaalde hoek op het porieoppervlak), α en β (de helling van de lijn) en het totale openingoppervlak.
7. “Effect van geselecteerde werkparameters van een enkelschroefextruder op het energieverbruik in het extrusieproces” door Tomasz, E. Ski (2014) (Tomasz & Ski, 2014)
Belangrijkste bevindingen
- Het opzwellen van de matrijsdiameter leidt tot een afname van de gebruikte extrusie-energie, ongeacht het vochtgehalte van de grondstof.
Methodologie
- Er is gekeken naar de invloed van de matrijsdiameter en het vochtgehalte van de grondstof op de ontwikkeling van het energieverbruik tijdens een extrusieproces uitgevoerd in een enkelschroefsextruder.
8. De studie “Numerieke simulatie van polymeeroplossingen in een enkelschroefextruder” is een werk van A. Kadyirov et al. (2019) (Kadyirov et al., 2019) en wordt momenteel beoordeeld door de afdeling Extrusie en Spuitgieten.
Conclusies:
- Er is een driedimensionaal wiskundig model ontwikkeld voor de stroming van de polymeeroplossingen in de doseerzone van een enkelschroefextrusie.
- Onderzocht is het effect van de schroefgeometrie (L/D2 = 1…3) op het stromingsregime en de drukval bij een rotatiesnelheid van niet meer dan 60 tpm.
Methodologie:
- Onderzocht werden 0.5% polyacrylamide-waterige oplossing en 1.5% natriumzout van carboxymethylcellulose-oplossing als werkvloeistof.
9. Polymeer






