



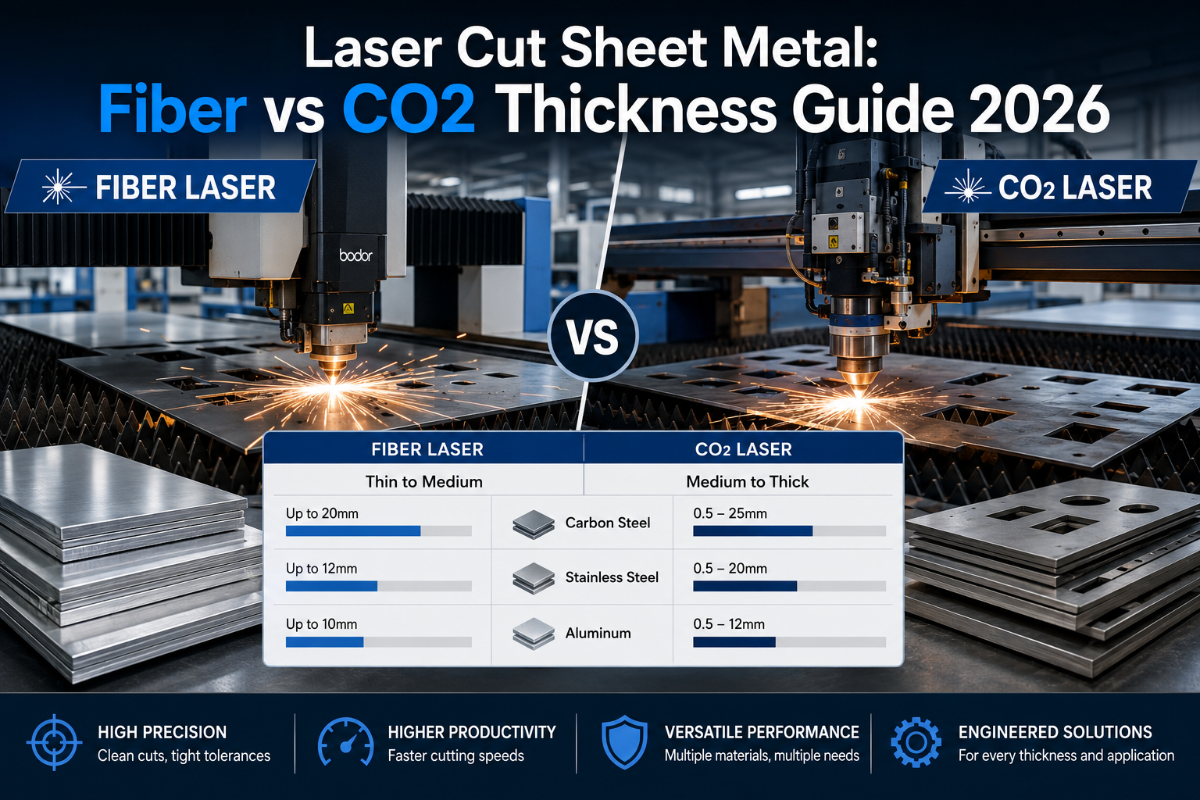
Lasersnijden van plaatmetaal: dikte, precisie en de keuze tussen vezellaser en CO2-laser.
Als je op industriële schaal plaatmetaal lasersnijdt, komt de keuze tussen fiberlaser en CO2-laser op drie punten naar voren: de snijdikte, de scherpte van de snijkant en de hoogte van de maandelijkse elektriciteitsrekening. Metaal: op alle punten wint fiberlaser het van CO2. Dieper snijden: de keuze hangt af van het wattage tussen 5 mm en 25 mm. Nog dieper snijden: vergeleken met plasma-/waterstraalsnijden heeft de laser een voordeel qua precisie bij het snijden van platen met een minimale krimp van 0.05 mm tegenover 0,50-0,1 mm bij plasma, en een voordeel bij dikkere platen vanaf 25 mm.
Laten we de natuurkundige principes van golflengte doornemen die vezellasers geschikt maken voor metaalbewerking, de matrix van wattage versus dikte waar elke koper naar vraagt, de ISO 9013-kwaliteitsnormen voor snijkanten, de juiste keuzes voor hulpgassen, de afweging tussen laser, plasma en waterstraal, en hoe je een vezellasersnijmachine kiest voor een productieomgeving in plaats van een hobbywerkplaats.
Specificaties: Lasersnijden van plaatmetaal
| Het meest geschikt voor dun staal/roestvrij staal (≤6 mm). | Glasvezel 1–3 kW, N₂-ondersteuning |
| Het meest geschikt voor dik zacht staal (10–25 mm). | Glasvezel 6–15 kW, O₂-ondersteuning |
| CO2 is levensvatbaar op metaal | Ja, maar onrendabel in vergelijking met glasvezel na 2020. |
| Typische zaagsnedebreedte | 0.1 – 0.3 mm |
| Typische positionele tolerantie | ±0.05 tot ±0.15mm |
| Kwaliteitsnorm voor de rand | ISO 9013:2017 groep 1–2 |
| Veelgebruikte hulpgassen | N₂ (schoon), O₂ (staalsnelheid), perslucht (aluminium dun) |
Hoe werkt lasersnijden van plaatmetaal eigenlijk?
Lasersnijden van plaatmetaal werkt door geconcentreerde fotonenenergie te absorberen in een kleine zone totdat het metaal smelt of verdampt, sneller dan het warmte kan afvoeren. Tegelijkertijd blaast een coaxiale hulpgasstraal het gesmolten materiaal uit de snede. Wat u ziet als een strakke snede is in werkelijkheid een gecontroleerde kolom van smelt- en blaasprocessen die plaatsvinden met snelheden tussen 1 en 50 meter per minuut, afhankelijk van het vermogen en de dikte van het materiaal.
Vier procesfamilies dekken het grootste deel van de productiewerkzaamheden. Fusion snijden Het maakt gebruik van inert stikstof om gesmolten metaal te verdrijven zonder de rand te oxideren, waardoor een schoon oppervlak overblijft dat geen nabewerking behoeft. Snijbranden Het gebruikt zuurstof als reactiehulpmiddel dat het staal exotherm verbrandt — sneller, maar met een oxidelaag aan de rand. Sublimatiesnijden Het metaal gaat direct van vaste stof naar gas, en wordt gebruikt op dunne, reflecterende metalen of voor zeer fijne details. Op afstand snijden Het maakt gebruik van snelle scanoptiek om extreem dunne platen te snijden zonder gebruik te maken van contactgas.
Wat is lasersnijden in plaatwerk?
De meeste industriële bedrijven snijden hun plaatmetaal op de volgende schaal: één of meerdere machines waarbij een CNC-machine een laserstraal van kW-klasse focust tot een sub-millimeter nauwkeurigheid, een kolom metaal smelt en de gesmolten kolom vervolgens met een coaxiale hulpgasstraal uit de snede blaast, snede voor snede langs het pad dat door CAD wordt bepaald. Het resultaat is een nauwkeurig gesneden metalen onderdeel dat uit de plaat valt met randen die vlak genoeg zijn om zonder nabewerking te gebruiken, een dimensionale herhaalbaarheid van ±0.1 mm en vrijwel geen mechanische kracht op het werkstuk – zelfs dunne of delicate platen blijven vlak.
Vezellaser versus CO2-laser: welke snijdt plaatmetaal beter?
In nieuwe staalzaaginstallaties is glasvezeltechnologie bijna universeel. Deze verschuiving vond plaats tussen 2015 en 2020, en naar verwachting zullen de meeste oudere CO2-systemen in 2025 door bedrijven zijn overgenomen. Hierdoor zullen glasvezelsystemen vooral gebruikt worden door leveranciers en op kleinere schaal voor de productie van staal of het zagen van acryl en hout voor reclameborden.
| Factor | fiber laser | CO2-laser |
|---|---|---|
| Golflengte | 1064 nm (nabij-infrarood) | 10.6 µm (verre infrarood) |
| Efficiëntie van stopcontacten | ~30–40 procent | ~10–15 procent |
| Werkt het best op dun metaal (≤3 mm). | 3 keer sneller dan CO2 | Geaccepteerd |
| Het beste resultaat wordt behaald op dik staal (≥15 mm). | Hogesnelheidsglasvezel haalt de achterstand in. | In sommige gevallen een klein voordeel. |
| Reflecterende metalen (aluminium, koper, messing) | Ja, met ontspiegelende optiek. | Moeilijk om netjes te snijden |
| Onderhoudsbelasting | Laag (geen spiegels, geen gasmengsel) | Hoog (spiegeluitlijning + gas) |
| Kapitaalkosten | Hoger voorin | Lager vooraan |
“De 80%-regel: voor toepassingen waarbij meer dan 80% van het werk uit staal of ander metaal bestaat, is een vezelsysteem de beste optie. Bovendien zijn de kosten per ploegendienst hoger: 3-4 keer efficiënter, waardoor de elektriciteitsrekening de volledige aanschafprijs binnen twee tot drie jaar terugverdient bij eenploegendienst.”
— Industrieel fabricage-ingenieur, integratie van fiberlaserwerkplaatsen
Kan een CO2-laser plaatmetaal snijden?
Ja, met enkele kanttekeningen. Een CO2-laser van 4-6 kW met zuurstofondersteuning kan zacht staal tot ongeveer 20 mm dik snijden en roestvrij staal tot zo'n 12-15 mm redelijk goed bewerken. Wat hij minder goed doet, zijn reflecterende metalen; aluminium, messing en koper absorberen bij 10.6 µm niet goed en vereisen speciale optiek of een nabewerking. CO2-lasers voor hobbyisten van 40 tot 150 W zijn niet geschikt voor productiegebruik; ze graveren gecoat metaal of markeren geanodiseerd metaal, maar dat is iets anders.
Diktecapaciteit: Hoe dik kan een laser snijden?
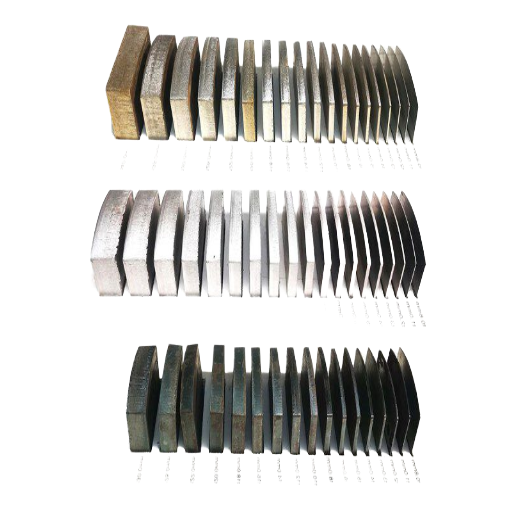
De maximale dikte die een fiberlaser kan bereiken, hangt ruwweg samen met het wattage, maar het type metaal speelt een grote rol. De onderstaande tabel geeft een overzicht van de maximaal haalbare dikte per vermogen en materiaal – de praktische bovengrens van productiemachines in plaats van de theoretische ondergrens.
| Vezelkracht | Zacht staal | Roestvrij | Aluminium | Messing / Cu |
|---|---|---|---|---|
| 1 kW | 5 mm | 3 mm | 2 mm | 1.5 mm |
| 3 kW | 12 mm | 8 mm | 6 mm | 4 mm |
| 6 kW | 20 mm | 14 mm | 12 mm | 8 mm |
| 12 kW | 30 mm | 25 mm | 25 mm | 15 mm |
| 15 kW | 40 mm | 30 mm | 30 mm | 20 mm |
Hoe dik metaal kan een laser snijden?
Met een vezellaser in de productie kunnen hooguit 40-50 mm dik zacht staal worden gesneden met een vermogen van 15-20 kW, maar boven de 25 mm zijn plasma- of waterstraalsnijmachines over het algemeen economisch voordeliger. Lasersnijden is zeer geschikt voor het snel bewerken van dunne platen onder de 6 mm en overtreft alle andere processen qua snijsnelheid en scherpte. Reflecterende metalen presteren relatief minder goed; koper is bijvoorbeeld zelfs bij hoog vermogen zelden dikker dan 15-20 mm, omdat de golflengten nog steeds reflecterend zijn.
Kan een 40W laser plaatmetaal snijden?
Nee, niet in de zin van productie. Een 40W-laser is een CO2-graveermachine voor hobbygebruik. Hij markeert gecoat plaatwerk, etst geanodiseerd aluminium, maar kan geen onbewerkt plaatwerk doorboren. Hoogwaardig plaatwerk snijden begint bij ongeveer 1 kW (1,000 W) aan glasvezelvermogen en hangt van daaruit af. Er is een verschil van 25, geen procent, tussen een HV51 40W-graveermachine en een 1 kW-productiesnijder.
Precisie en tolerantie: wat ±0.05 mm nu eigenlijk betekent
De toleranties bij lasersnijden zijn beter dan die bij mechanisch snijden. Een standaard fabricagetolerantie ligt op 0.127 mm (0.005 inch), en bij hoogwaardige fabricage wordt een tolerantie van 0.076 mm (0.003 inch) of beter bereikt met de beste fiberlasersystemen. De kerf – de breedte van het materiaal dat door de laser wordt weggesmolten – ligt tussen 0.1 en 0.3 mm, afhankelijk van het vermogen en het hulpgas. Dit is drie keer smaller dan bij waterstraalsnijden en tien keer smaller dan bij plasmasnijden.
De randkwaliteit wordt bepaald door ISO 9013:2017ISO 9013 is de internationale norm voor thermisch snijden. Deze norm definieert vier kwaliteitsklassen op twee hoofdassen: loodrechtheidstolerantie en gemiddelde hoogte van het oppervlakteprofiel. Klasse 1 is de schoonste, geschikt voor direct lassen zonder voorbereiding; klasse 4 is de ruwste, gebruikelijk bij met een snijbrander gesneden platen. Fiberlasers leveren consistent klasse 1-2 op dun staal en roestvrij staal, en klasse 2-3 op dikkere platen.
Wat is de tolerantie voor lasergesneden plaatmetaal?
De industrie hanteert een standaardtolerantie van 0.127 mm (0.005 inch) voor vlakke oppervlakken bij algemene toepassingen. Bij hoogwaardige productie wordt een tolerantie van 0.076 mm (0.003 inch) bereikt. De gaten voor de bevestigingsmaterialen hebben tijdens de productie een gemiddelde tolerantie van +0.076 mm/−0.000 mm om een goede passing te garanderen. Ter referentie: plasmasnijden behaalt een tolerantie van 0.5 – 1 mm en waterlassen een tolerantie van 0.1 – 0.2 mm. Voor onderdelen met een tolerantie van minder dan 0.1 mm is nabewerking de enige optie als een fiberlaser niet beschikbaar is.
Geschikte metalen: staal, roestvrij staal, aluminium, messing, koper

Alle gangbare plaatmetalen kunnen met een fiberlaser worden gesneden, maar de benodigde hulpgassen en parameterbereiken verschillen aanzienlijk afhankelijk van de legering. Hieronder vindt u de typische uitgangspunten voor de meest voorkomende metaalsoorten.
- ✔
Zacht staal (koolstofstaal) — het gemakkelijkste materiaal. Zuurstofondersteuning versnelt het snijden door een exotherme reactie. De rand zal een dunne oxidelaag hebben die moet worden verwijderd als het onderdeel kritisch gelast of geverfd moet worden. - ✔
RVS — Stikstofondersteuning is essentieel voor een schone, oxidevrije snede. Staalsoorten 304 en 316 snijden voorspelbaar; duplex roestvrij staal vereist een iets langzamere aanvoer. - ✔
Aluminium — reflecterend bij dunne platen en onder 1 kW. Bij 3 kW en hoger snijdt de vezel aluminium netjes. Persluchtondersteuning werkt voor dunne platen; stikstof voor een schonere rand bij dikkere platen. - ✔
Messing en koper — de meest reflecterende gangbare metalen. Moderne fiberkoppen bevatten antireflecterende optiek die specifiek geschikt is voor deze legeringen. Productief snijden begint rond de 3 kW met door de fabrikant gespecificeerde antireflectie-feedback. - ✔
gegalvaniseerd staal — snijdt prima, maar de zinkcoating verdampt tot rook. Lokale afzuiging is niet onderhandelbaar. OSHA-richtlijnen voor de gevaren van lasers.
Laser versus plasma versus waterstraal: wanneer kies je welke?
In de metaalbewerkingswerkplaats worden voornamelijk thermische/abrasieve snijprocessen gebruikt. Elk proces is geoptimaliseerd voor een bepaald tijdsvenster, en de keuze voor een ongeschikt proces kan leiden tot onderbenutting van de apparatuur of tot onderdelen die nabewerking vereisen.
| Factor | Laser | Plasma | Waterjet |
|---|---|---|---|
| Praktische dikte | 0.5 – 25 mm | 3 – 50 mm | 0.5 – 200 mm |
| Tolerantie | ±0.05 tot ±0.15mm | ±0.5 tot ±1.0mm | ±0.1 tot ±0.2mm |
| Breedte kerf | 0.1 – 0.3 mm | 1.0 – 3.0 mm | 0.5 – 1.5 mm |
| Hittebeïnvloede zone | Klein | Grotere, veel voorkomende slakken | Geen |
| Snelheid (dun staal ≤6 mm) | Snelste | Snel | Langzaam |
| Snelheid (plaatdikte ≥25 mm) | Traag / onpraktisch | Snelste | Gemiddeld |
| Het beste voor niet-metalen | CO2 alleen | Nee | Ja (elk materiaal) |
Beslissingsgids
- Nauwkeurige bewerking of bewerking van plaatmetaal met nauwe toleranties: 6 mm fiberlaser.
- Bij het snijden van 25-50 mm dikke platen met plasmasnijder is de randkwaliteit niet cruciaal.
- Waterstraalsnijden is ideaal voor spanningsgevoelige onderdelen, exotische legeringen en alle werkstukken die door hitte vervormen.
- Een krachtige fiberlaser is het snelst voor het bewerken van uiteenlopende platen van 6 tot 25 mm dik.
Voor winkels die nieuwe producten evalueren lasersnijapparatuur voor productieDe vraag is zelden of je glasvezel wilt of niet, maar welke wattageklasse het beste bij het schema past.
Instellingen voor vermogen, snelheid en assistentiegas
Een fiberlaser wordt aangestuurd door drie primaire parameters: vermogen, voedingssnelheid en gasdruk. Deze variabelen worden afgestemd op elke legering en dikte. Hieronder vindt u een basiswaarde. Werkplaatsmedewerkers onderhouden parameterbibliotheken voor elke fiberlaser, afgestemd op de legering en dikte; de waarden hier zijn typische standaardwaarden voor een 6 kW fiberlaser op gangbare plaatmetalen.
| Materiaal | Dikte | Snelheid | Hulpgas |
|---|---|---|---|
| Zacht staal | 3 mm | 7 m/min | O₂ bij 0.6–1.0 bar |
| Zacht staal | 12 mm | 1.6 m/min | O₂ bij 0.4–0.6 bar |
| Roestvrij 304 | 3 mm | 5 m/min | N₂ bij 12–15 bar |
| Aluminium 5052 (ook wel gespeld als aluminium 5052) | 3 mm | 9 m/min | N₂ bij 16–20 bar |
| Messing | 2 mm | 4 m/min | N₂ @ 18 bar |
📐 Technische opmerking
Kies zuurstofondersteuning voor zacht staal, omdat dit het snijproces met 30 tot 50 procent versnelt door een exotherme reactie, waardoor een oxiderijke rand ontstaat. Kies stikstof voor roestvrij staal en aluminium, waar een schone rand belangrijk is en een blauwlaag of oxidefilm ongewenst is. Perslucht is een voordelig alternatief voor dun aluminium op machines met een lager vermogen, maar dit resulteert in een zichtbare oxidelaag die moet worden verwijderd om een goede hechting van de verf te garanderen.
Hoe snijd je plaatmetaal met een laser?
De workflow voor een vezelproductiecel is als volgt: importeer het DXF- of STEP-bestand in de nestsoftware; laat het programma de componenten rangschikken om de materiaalefficiëntie te maximaliseren; selecteer het parameterprofiel dat overeenkomt met de legering en dikte; prik; snijd; verwijder de componenten; ontbraam indien nodig. Het snijden van een 1 mm dik stalen logo met een 6 kW vezel duurt minder dan 30 seconden. Het snijden van een 20 mm dikke beugel van zacht staal duurt ongeveer 90 seconden. De productie van dunne materialen wordt beperkt door de laad- en lostijden van het materiaal, niet door de snijtijd. Daarom betaalt automatisering zich snel terug bij massaproductie.
Productie-economie: kosten per onderdeel en doorvoer
De kostenstructuur voor lasergesneden plaatmetaal omvat: machinekosten per uur, gemiddelde bewerkingstijd per onderdeel en materiaalkosten. De gangbare tarieven in de industrie voor fiberlasers liggen tussen de 80 en 180 dollar per uur, afhankelijk van de locatie, het vermogen en de faciliteiten. Bij gebruik van een 6 kW-systeem om 60 stalen beugels van 1 mm per uur te snijden tegen een tarief van 120 dollar per uur, bedragen de snijkosten 2.00 dollar per stuk, exclusief materiaal- en nabewerkingskosten.
Voor prototypes en kleine productieseries hanteren diensten zoals OSH Cut en SendCutSend een agressieve prijsstrategie, omdat hun nesting-algoritmes de neiging hebben om veel klantonderdelen op één plaat te consolideren. Het omslagpunt, waarbij interne productie goedkoper wordt dan uitbesteding, ligt doorgaans rond de 50-500 exemplaren per ontwerp, afhankelijk van de vorm. Na die drempel is interne productie per stuk kosteneffectiever, met kortere levertijden en flexibelere ontwerpwijzigingen.
Hoe kies je een fiberlasersnijmachine voor plaatmetaal?
Bij de beslissing om te zagen spelen vijf criteria een rol. Wattage, werkgebied, automatisering, koeling en leveranciersondersteuning zijn allemaal van belang, maar slechts één is een absolute voorwaarde voor een constante doorvoer.
Checklist voor productieselectie op basis van vijf criteria
- Vermogensbereik. 1-3 kW voor algemene prototypewerkplaatsen die niet veel aandacht besteden aan verfijning; 6-8 kW voor prijs- en procesgerichte productiviteitswerkplaatsen; 12-15 kW of meer voor OEM's die dikwandige platen produceren.
- Werkformaat en doorvoerbreedte. Klein/formaat sheet 1500-3000 mm (510 ft), middelgroot 2000-6000 mm (620 ft), groot/architectuurbestandsproductie 2500-9000 mm (810 ft).
- Automatiseringniveau. Automatische lossers/sorteerders en vellentorens verminderen de arbeidskosten aanzienlijk bij grote productievolumes. Economische productie door één operator in drie ploegen is haalbaar boven de 8 kW met automatisering.
- Koeling en gas. Fiberlasers van 3 kW of meer vereisen een koelsysteem. Overwegingen met betrekking tot de leverancier van het gas (zuurstof of stikstof) zijn van belang; de tarieven kunnen de winstgevendheid van het project bepalen.
- Onderdelenondersteuning en toeleveringsketen. De goedkoopste nieuwe machine van vandaag is uiteindelijk de duurste gedurende de levensduur van drie jaar als collimatielenzen, nozzles of vezelmodules drie maanden in plaats van een week vertraging oplopen.
| Volumecategorie | Voorgestelde machine | Waarom |
|---|---|---|
| Prototypewerkplaats (<500 onderdelen/maand) | 1–3 kW glasvezel, handmatige belasting | Lage investeringskosten, eenvoudige training |
| Werkplaats (500–5,000/maand) | 6–8 kW glasvezel + palletwisselaar | Doorvoer plus flexibiliteit in gemengde metalen |
| OEM-productie (5,000+ per maand) | 12–15 kW glasvezel + torenautomatisering | Geschikt voor gebruik zonder externe verlichting, lage kosten per onderdeel. |
De sleutel tot productieniveau industriële fiberlasersnijmachines De inkoop is de onderdelenketen die het grootste deel van het wattage voor zijn rekening neemt. Zal een kostenverschil van 12 kW versus 10 kW zich vertalen in een omzetverschil van meer dan $100 per maand voor klanten wiens onderdelenketen ongebruikt op een plank ligt te wachten op een onderdeel?
Lasersnijden van plaatmetaal in 2026
De twee trends die de markt voor fiberlasers in 2026 een impuls zullen geven, zijn: een structurele groei van de vraag naar lasergesneden plaatmetaal op jaarbasis; en de toename van het wattage, van het premiumsegment van 8 tot 12 kW in 2022 naar het gangbare segment van 12-15 kW, met een opkomende capaciteit van 20-30 kW.
Think Marktrapport voor lasersnijmachines 2026 van Mordor IntelligenceDe wereldwijde markt zal naar verwachting groeien van 7.14 miljard dollar in 2025 tot 7.82 miljard dollar in 2026, en in 2031 12.34 miljard dollar bereiken, met een samengestelde jaarlijkse groei van ongeveer 9.5 procent. Binnen deze groei wint de markt voor vezellasers terrein ten opzichte van CO2-lasers.
Als de productiecapaciteit voor 2026 onderdeel uitmaakt van het plan, is het realistisch dat kapitaalorders die in het tweede kwartaal zijn geplaatst, op tijd aankomen voor de opstart in het vierde kwartaal. Orders in het derde kwartaal zullen niet gereed zijn voor de kerstdrukte. De levertijden van OEM's voor fiberlasers van 12 kW of meer variëren van zes tot negen maanden voor nieuwbouwprojecten.
Veelgestelde Vragen / FAQ

V: Kan een CO2-laser plaatmetaal snijden in een productieomgeving?
Bekijk antwoord
V: Hoe dik metaal kan een laser snijden?
Bekijk antwoord
V: Wat is de tolerantie voor lasergesneden plaatmetaal?
Bekijk antwoord
Vraag: Lasersnijden van plaatmetaal versus CNC-plasmasnijden — welke is beter?
Bekijk antwoord
V: Moet je lasersnijden vanuit een CAD-bestand?
Bekijk antwoord
V: Wat zijn de kosten per onderdeel voor productieruns?
Bekijk antwoord
Gerelateerde artikelen
- Industriële fiberlasersnijmachines voor massaproductie.
- Hoe specificeer je een fiberlasersnijmachine voor werkplaatsen met een hoge productvariatie?
- ISO 9013 kwaliteitsclassificaties voor randen uitgelegd voor kopers
- Laser versus plasma versus waterstraal: een beslissingsmatrix voor fabrikanten
Referenties en bronnen
- ISO 9013:2017 Thermisch snijden — Classificatie van thermische sneden — Internationale Organisatie voor Standaardisatie
- Lasersnijden – Wikipedia (proces- en geschiedenisreferentie)
- Lasergevaren — Amerikaanse Arbeidsveiligheids- en Gezondheidsadministratie
- Marktrapport voor lasersnijmachines 2026-2031 – Mordor Intelligence
- Plasmasnijden versus lasersnijden – Technische referentie van Hypertherm
Het team achter dit rapport
Deze handleiding combineert de toleranties voor thermisch snijden volgens ISO 9013:2017, parameterbladen van fabrikanten van fiberlasers in het vermogensbereik van 1 kW tot 15 kW, zoekvolumegegevens van april tot en met september 2025 voor de zoekterm 'lasergesneden plaatmetaal' en marktprognoses van Mordor Intelligence voor 2026-2031. De diktematrix en tolerantiewaarden weerspiegelen de gangbare praktijken in de productie met zowel fiber- als CO2-systemen. Gebruikers wordt aangeraden de resultaten te controleren aan de hand van hun eigen machinespecificaties en een proefsnede uit te voeren alvorens met de productie te beginnen.






